ACP Alumetalec Evo sangat mudah dalam proses pengerjaan. Proses cutting ,milling , slotting , side folding dan curving bisa dengan mudah diterapkan dengan
peralatan sederhana yang biasa digunakan untuk pengerjaan kayu dan logam.
ACP Alumetalec Evo dapat dibentuk menjadi berbagai macam bentuk seperti lengkungan biasa, lengkungan sudut, dan lengkungan tajam sesuai dengan
kebutuhan desain bangunan, dengan hasil lebih baik dibandingkan dengan bahan dekorasi lainnya.
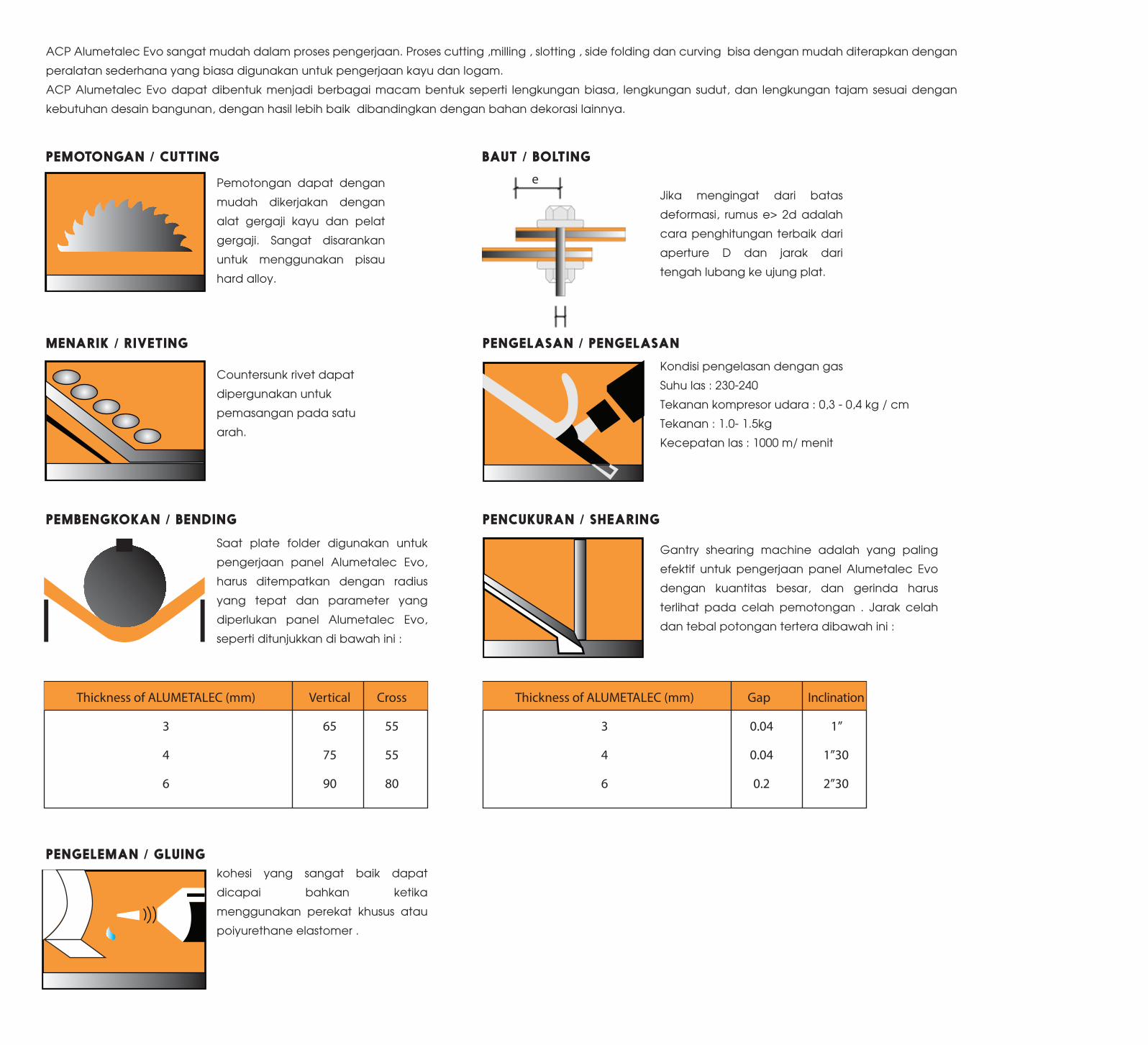
Pemotongan dapat dengan
mudah dikerjakan dengan
alat gergaji kayu dan pelat
gergaji. Sangat disarankan
untuk menggunakan pisau
hard alloy.
Countersunk rivet dapat
dipergunakan untuk
pemasangan pada satu
arah.
Saat plate folder digunakan untuk
pengerjaan panel Alumetalec Evo,
harus ditempatkan dengan radius
yang tepat dan parameter yang
diperlukan panel Alumetalec Evo,
seperti ditunjukkan di bawah ini :
kohesi yang sangat baik dapat
dicapai bahkan ketika
menggunakan perekat khusus atau
poiyurethane elastomer .
Jika mengingat dari batas
deformasi, rumus e> 2d adalah
cara penghitungan terbaik dari
aperture D dan jarak dari
tengah lubang ke ujung plat.
Kondisi pengelasan dengan gas
Suhu las : 230-240
Tekanan kompresor udara : 0,3 - 0,4 kg / cm
Tekanan : 1.0- 1.5kg
Kecepatan las : 1000 m/ menit
Gantry shearing machine adalah yang paling
efektif untuk pengerjaan panel Alumetalec Evo
dengan kuantitas besar, dan gerinda harus
terlihat pada celah pemotongan . Jarak celah
dan tebal potongan tertera dibawah ini :
PEMOTONGAN / CUTTING
MENARIK / RIVETING
PEMBENGKOKAN / BENDING
PENGELEMAN / GLUING
PENCUKURAN / SHEARING
PENGELASAN / PENGELASAN
BAUT / BOLTING
e
Thickness of ALUMETALEC (mm) Vertical Cross
3
4
6
65
75
90
55
55
80
Thickness of ALUMETALEC (mm) Gap Inclination
3
4
6
0.04
0.04
0.2
1”
1”30
2”30







