8
BAB II
PENDEKATAN PEMECAHAN MASALAH
A. Identifikasi Gambar Kerja
Gambar kerja merupakan alat komunikasi bagi orang manufaktur.
Dengan melihat gambar kerja, operator dapat memahami apa yang
diinginkan perancang dan mengaplikasikannya kedalam proses
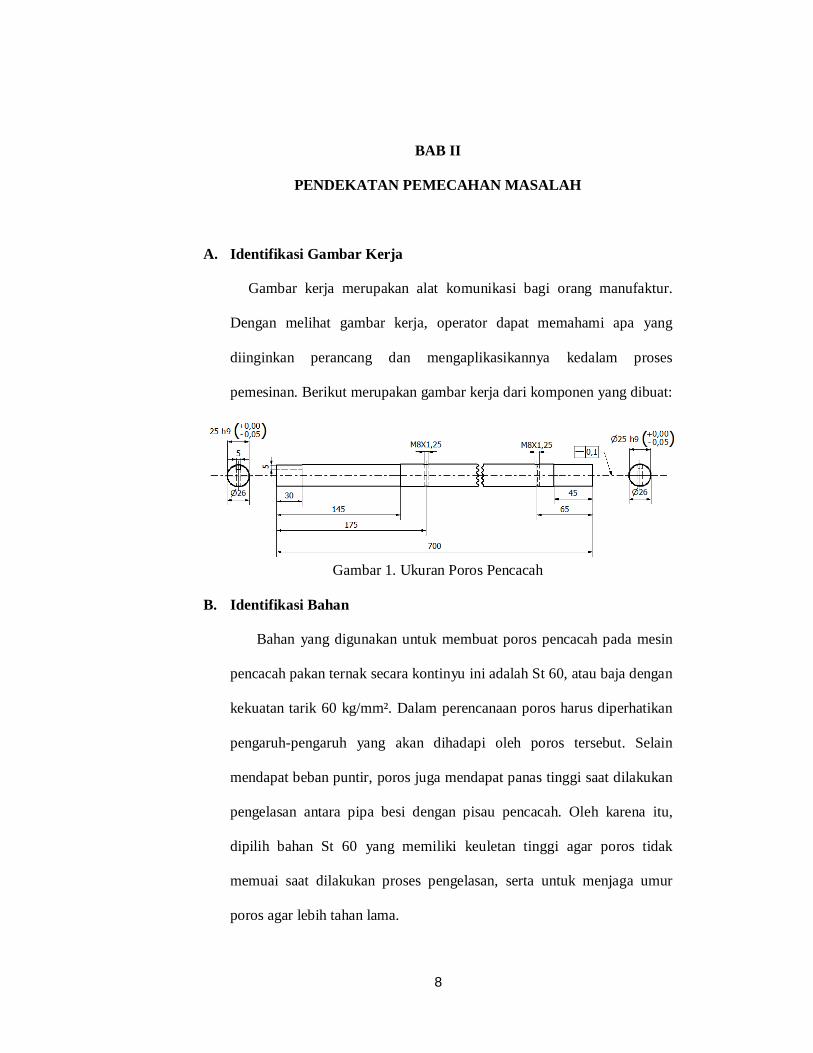
pemesinan. Berikut merupakan gambar kerja dari komponen yang dibuat:
Gambar 1. Ukuran Poros Pencacah
B. Identifikasi Bahan
Bahan yang digunakan untuk membuat poros pencacah pada mesin
pencacah pakan ternak secara kontinyu ini adalah St 60, atau baja dengan
kekuatan tarik 60 kg/mm². Dalam perencanaan poros harus diperhatikan
pengaruh-pengaruh yang akan dihadapi oleh poros tersebut. Selain
mendapat beban puntir, poros juga mendapat panas tinggi saat dilakukan
pengelasan antara pipa besi dengan pisau pencacah. Oleh karena itu,
dipilih bahan St 60 yang memiliki keuletan tinggi agar poros tidak
memuai saat dilakukan proses pengelasan, serta untuk menjaga umur
poros agar lebih tahan lama.
9
C. Identifikasi Alat dan Mesin
Proses pembuatan poros pencacah pada mesin pencacah pakan
ternak sistem kontinyu dilakukan dengan memanfaatkan mesin serta
peralatan-peralatan perkakas yang dimiliki oleh bengkel pemesinan
Jurusan Pendidikan Teknik Mesin Fakultas Teknik Universitas Negeri
Yogyakarta. Adapun mesin dan peralatan yang digunakan dapat dilihat
pada tabel berikut :
Tabel 1. Daftar Alat dan Mesin Untuk Pembuatan Poros Pencacah No. Nama Alat / Mesin Jumlah Keterangan
1
2
3
4
5
6
7
8
Mesin Bubut + Perlengkapan
Mesin Bor + Perlengkapan
Mesin Frais + Perlengkapan
Penitik
Palu
Tap
Jangka Sorong
Height Gauge
1
1
1
1
1
1
1
1
D. Profil Alat dan Mesin
1. Mesin Perkakas yang Digunakan :
a. Mesin Bubut ( Lathe / Turning )
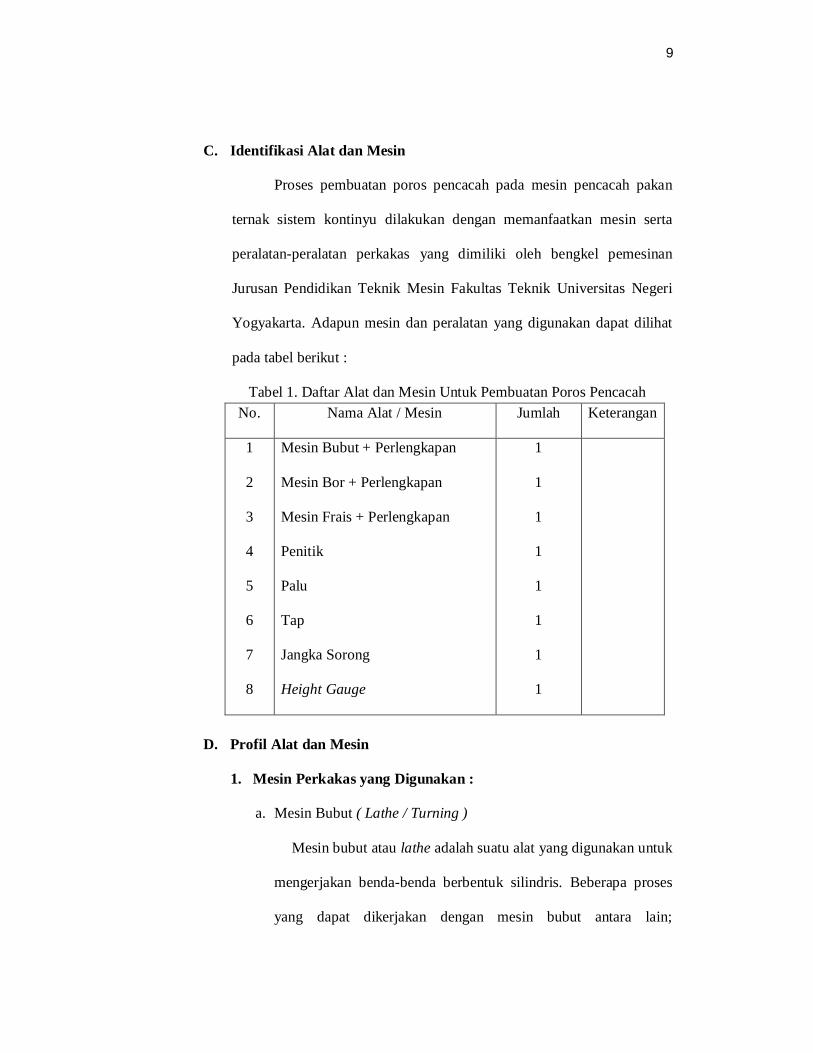
Mesin bubut atau lathe adalah suatu alat yang digunakan untuk
mengerjakan benda-benda berbentuk silindris. Beberapa proses
yang dapat dikerjakan dengan mesin bubut antara lain;
10
1) Turning, yaitu proses mengurangi diameter luar dari benda
kerja; 2) Facing, yaitu proses mengurangi panjang benda kerja; 3)
Drilling yaitu proses membuat lubang pada benda kerja dengan
menggunakan mata bor; 4) Reaming yaitu membubut lubang dari
hasil pengeboran yang memiliki akurasi, kebulatan dan kehalusan
dalam derajat yang tinggi; 5) Knurling yaitu untuk membuat rigi
– rigi kartel pada benda kerja yang berbentuk tirus (straight)
ataupun diamond; 6) Parting Off, yaitu pemotongan benda kerja
pada mesin bubut dengan pahat potong; 7) Eccentric Turning,
yaitu proses membubut benda kerja yang memiliki sumbu tidak
sepusat dengan sumbu utama mesin bubut: 8) Boring, adalah
proses bubut memperbesar diameter lubang dapat dilakukan
dengan pahat bubut.
Gambar 2. Mesin Bubut

11
1) Komponen-komponen utama pada mesin bubut :
a) Meja Mesin ( Lathe Bed )
Lathe Bed adalah kerangka utama mesin bubut, yang
diatasnya terdapat carriage dan kepala lepas bertumpu serta
bergerak. Adapun alur lathe bed berbentuk V yang datar atau
rata.
Gambar 3. Lathe Bed
b) Kepala Tetap ( Headstock )
Kepala tetap berada di sebelah kiri dari mesin. Bagian
ini berfungsi mendukung sumbu utama dan roda-roda gigi
dengan ukuran yang bervariasi untuk pemilihan putaran yang
diinginkan. Putaran sumbu utama dapat dipilih dengan
memindahkan tuas pada posisi yang diinginkan.
Gambar 4. Kepala Tetap
12
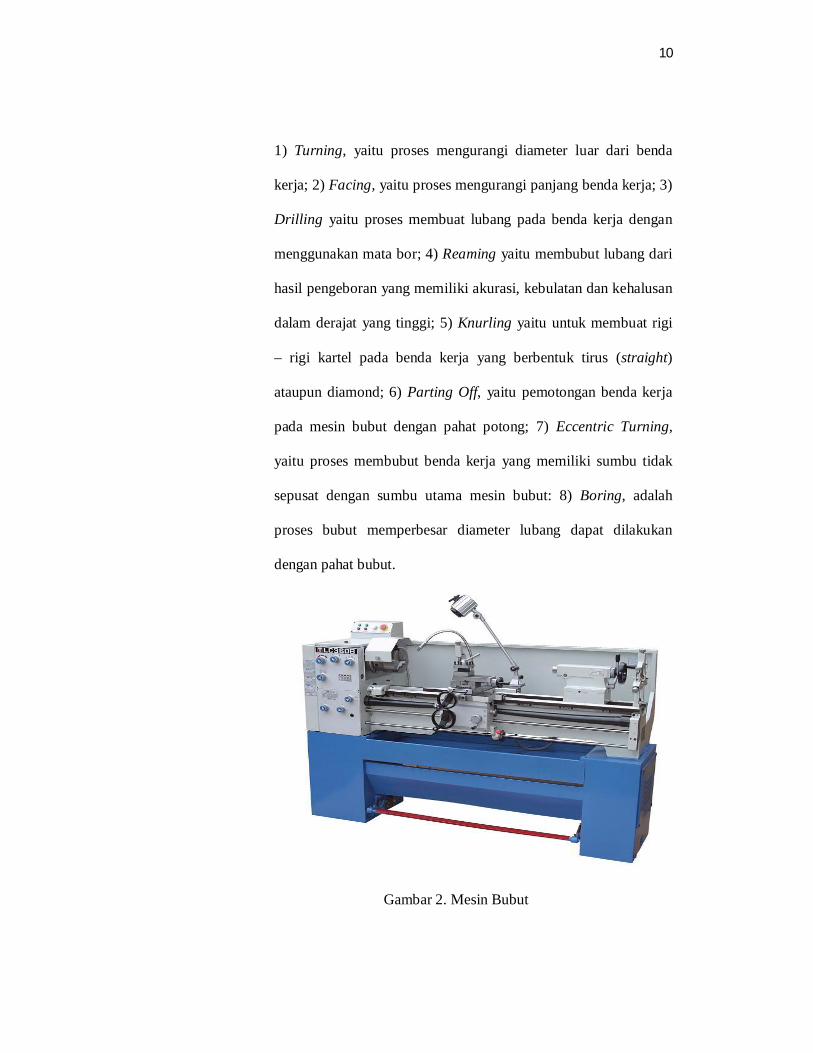
c) Kepala Lepas ( Tailstock )
Kepala lepas dapat digeser sepanjang alas/meja mesin
dan dapat dikunci dengan baut pengikat. Apabila membubut
antara dua senter, maka ujung benda kerja sebelah kanan dapat
didukung oleh center putar yang dipasang pada kepala lepas.
Kepala lepas dilengkapi dengan morse taper (kerucut morse)
yang digunakan untuk memasang alat-alat yang akan dipasang
pada kepala lepas, seperti: bor, reamer, dan life centre (center
putar).
Gambar 5. Kepala Lepas
d) Eretan ( Carriage )
Carriage adalah penopang utama dan pembawa pahat
bubut. Carriage terdiri dari: sadlle (pelana), Cross slide
(eretan melintang), compound slide (eretan kombinasi), tool
holder (pemegang pahat) dan apron box (kotak apron). Selain
itu carriage terdapat tuas untuk menggerakkannya secara
manual atau otomatis.

13
Gambar 6. Eretan
2) Parameter yang dapat diatur pada mesin bubut :
Pada proses pembubutan yang perlu diperhatikan diantaranya
yaitu kecepatan putar spindel (speed), gerak makan (feed),
kedalaman potong (dept of cut), jenis pahat dan bahan benda
yang dikerjakan.
a) Kecepatan Putar ( Spindle Speed )
Spindle speed ini berhubungan dengan dengan putaran
spindel atau sumbu utama dan benda kerja. Didefinisikan
putaran per menit, yaitu banyaknya putaran yang dilakukan
spindel dalam satu menit. Besarnya putaran spindel ditentukan
berdasarkan besarnya kecepatan potong (cutting speed) yang
nilainya sudah ditentukan. Cutting speed pada mesin bubut
adalah panjang dalam meter yang dapat dipotong dalam satu
menit. Besarnya kecepatan potong tergantung pada bahan
pahat, bahan benda kerja dan jenis pemakanan. Satuan untuk
kecepatan potong adalah m/menit.
14
Rumus :
1000
.. ndV (m/min); (Taufiq Rochim, 1993:14)
Keterangan :
V = Kecepatan potong (m/min)
d = Diameter benda kerja (mm)
n = Putaran poros utama (benda kerja) (r/ min)
b) Gerak Makan ( Feed )
Feed adalah jarak yang ditempuh oleh pahat setiap
benda kerja berputar satu kali. Gerak makan ditentukan
berdasarkan kekuatan mesin, material benda kerja, material
pahat, bentuk pahat, dan jenis pemakanan terutama kehalusan
permukaan yang diinginkan.
Rumus :
vf = f . n (mm/min); (Taufiq Rochim, 1993:15)
Keterangan :
vf = Kecepatan makan (mm/min)
f = Gerak makan (mm/r)
n = Putaran poros utama (benda kerja) (r/ min)
c) Kedalaman Potong ( Depth of Cut )
Kedalaman potong adalah tebal bagian benda kerja
yang dibuang dari benda kerja, atau jarak antara permukaaan
yang dipotong terhadap permukaan yang belum terpotong.
Biasanya kedalaman potong menentukan harga dari gerak
makan. Setelah panjang pemakanan ditentukan, waktu
pemotongan dapat diperoleh.
15
Rumus :
tc = f
t
vl
(min); (Taufiq Rochim, 1993:15)
Keterangan :
tc = Waktu pemotongan (min)
lt = Panjang benda kerja total/ keseluruhan (mm)
vf = Kecepatan makan (mm/min) = f.n
3) Hal-hal yang harus diperhatikan dalam pengoperasian mesin
bubut :
Dalam mengoperasikan mesin bubut terdapat beberapa hal
yang harus dikuasai oleh seorang operator, antara lain :
a) Cara Kerja Mesin Bubut
Mesin bubut menggunakan prinsip gerak putar untuk
mengerjakan benda kerja yang sedang dikerjakan, benda kerja
ini dijepit oleh cekam dan terhubung dengan spindel utama.
Gerakan pemakanan pada mesin bubut dapat dilakukan
dengan tiga gerakan yaitu :
(1) Gerakan dengan eretan memanjang
(2) Gerakan dengan eretan melintang
(3) Gerakan dengan eretan atas
b) Persiapan Kerja Mesin Bubut
Sebelum melakukan pembubutan operator harus
menyiapkan peralatan keselamatan kerja dan melakukan
16
penyetingan terhadap mesin. Adapun setting atau pengaturan
pada mesin bubut meliputi :
- Kecepatan putaran mesin
- Posisi kepala lepas harus 1 sumbu dengan cekam (sebagai
titik nol mesin). Pemasangan tinggi mata pahat, dimana
tinggi mata pahat harus sama dengan tinggi sumbu benda
kerja.
4) Peralatan pendukung pada mesin bubut :
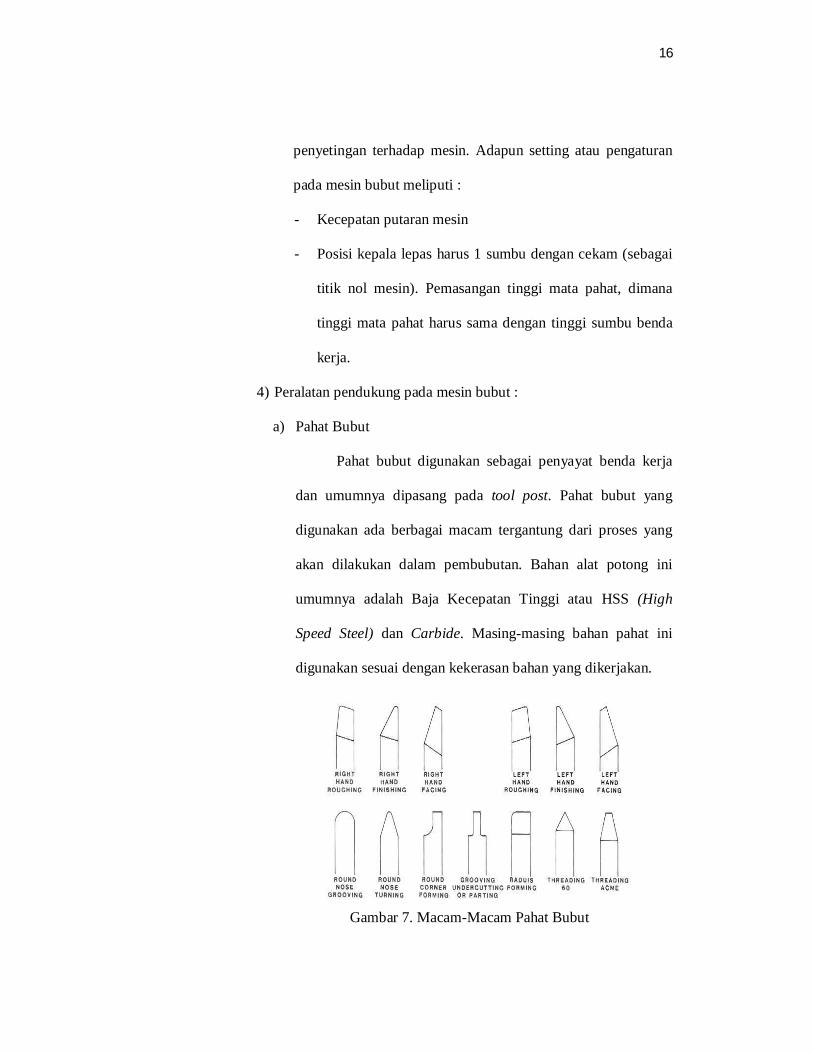
a) Pahat Bubut
Pahat bubut digunakan sebagai penyayat benda kerja
dan umumnya dipasang pada tool post. Pahat bubut yang
digunakan ada berbagai macam tergantung dari proses yang
akan dilakukan dalam pembubutan. Bahan alat potong ini
umumnya adalah Baja Kecepatan Tinggi atau HSS (High
Speed Steel) dan Carbide. Masing-masing bahan pahat ini
digunakan sesuai dengan kekerasan bahan yang dikerjakan.
Gambar 7. Macam-Macam Pahat Bubut
17
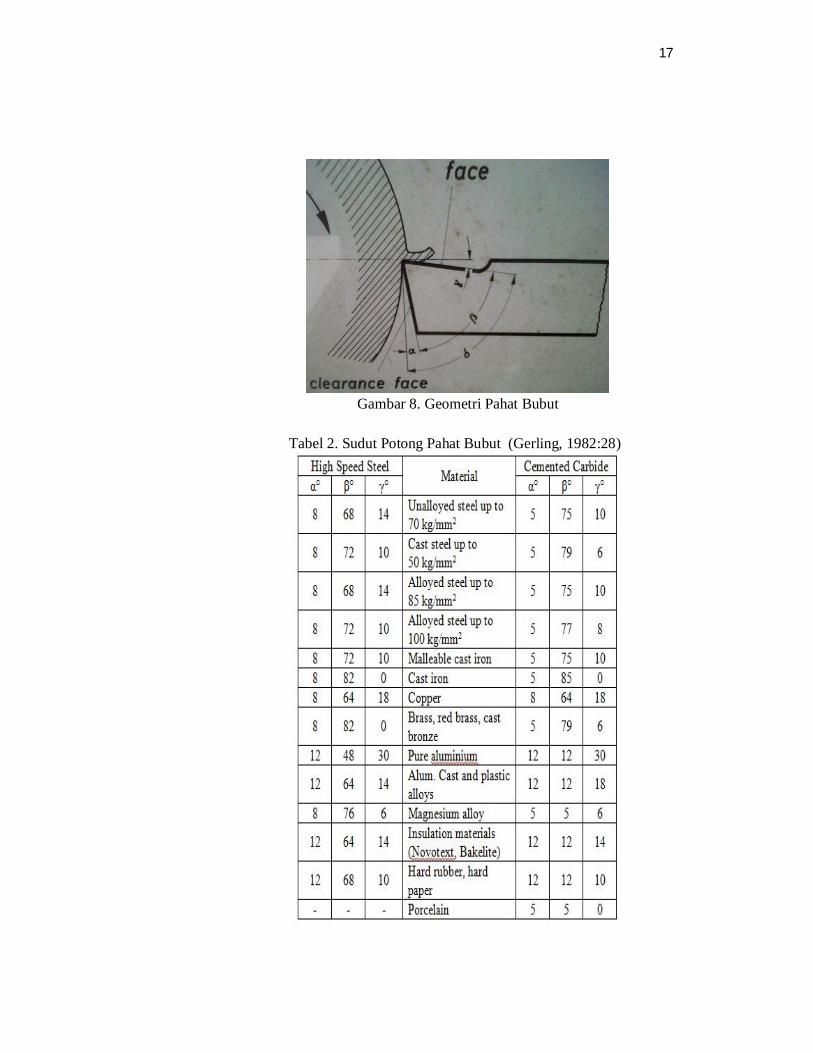
Gambar 8. Geometri Pahat Bubut
Tabel 2. Sudut Potong Pahat Bubut (Gerling, 1982:28)
18
b) Bor Senter ( Center Bor )
Bor senter merupakan suatu alat pendukung pada
mesin bubut yang digunakan untuk mengebor ujung benda
kerja yang nantinya bekas lubang senter bor tersebut akan
dilanjutkan dengan proses pengeboran, sesuai diameter
lubang yang diinginkan.
Gambar 9. Bor Senter
c) Kepala Lepas ( Tailstock )
Kepala lepas dapat bergerak sepajang alas atau meja
mesin dan berfungsi untuk mendukung ujung benda kerja
yang mampu dicekam oleh sumbu utama. Bagian ini terdiri
dari sebuah poros memiliki lubang berbentuk kerucut yang
dapat digerakan maju mundur sejajar sumbu utama. Lubang
ini berfungsi untuk menahan beban aksial yang sejajar sumbu
spindel dan untuk memasang bor senter, mata bor, sarung bor
dan reamer serta senter putar. Sumbu kepala lepas sendiri
dapat digeser tidak sejajar dengan sumbu utama, cara ini dapat
digunakan untuk pembubutan tirus dengan sudut kecil yang
mengunakan dua senter.
19
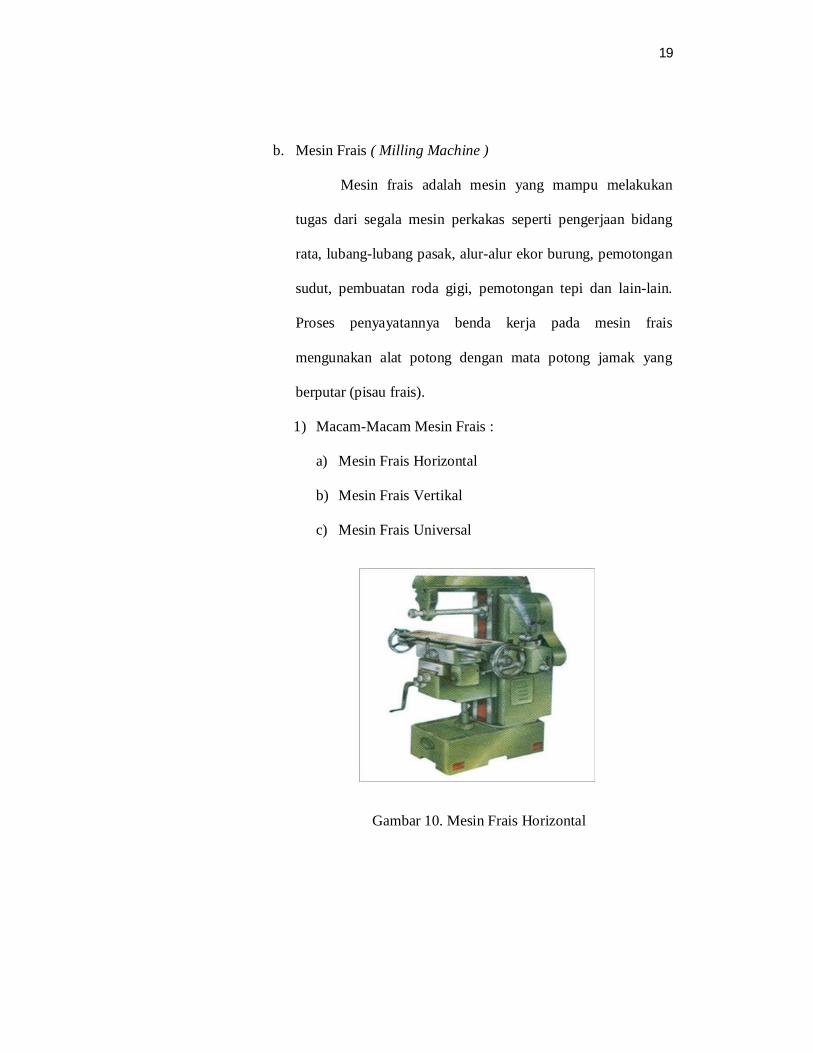
b. Mesin Frais ( Milling Machine )
Mesin frais adalah mesin yang mampu melakukan
tugas dari segala mesin perkakas seperti pengerjaan bidang
rata, lubang-lubang pasak, alur-alur ekor burung, pemotongan
sudut, pembuatan roda gigi, pemotongan tepi dan lain-lain.
Proses penyayatannya benda kerja pada mesin frais
mengunakan alat potong dengan mata potong jamak yang
berputar (pisau frais).
1) Macam-Macam Mesin Frais :
a) Mesin Frais Horizontal
b) Mesin Frais Vertikal
c) Mesin Frais Universal
Gambar 10. Mesin Frais Horizontal

20
Gambar 11. Mesin Frais Vertikal
2) Klasifikasi Proses Frais
Berdasarkan jenis pahat, arah penyayatan dan posisi
relatif pahat terhadap benda kerja dapat diklasifikasikan
menjadi tiga, yaitu :
a) Frais Periperal ( Slab Milling )
b) Frais Muka ( Face Milling )
c) Frais Jari ( End Milling )
3) Metode Proses Frais
Berdasarkan arah relatif gerak makan meja mesin frais
terhadap putaran pahat, metode frais dapat dibedakan
menjadi dua, yaitu :
a) Frais Naik ( Up Milling )
Prinsipnya, gerak dari putaran pahat berlawanan arah
terhadap gerak makan meja frais.
21
b) Frais Turun ( Down Milling )
Proses frais ini dinamakan juga climb milling, dimana
arah putaran pahat sama dengan arah gerak makan
meja mesin frais.
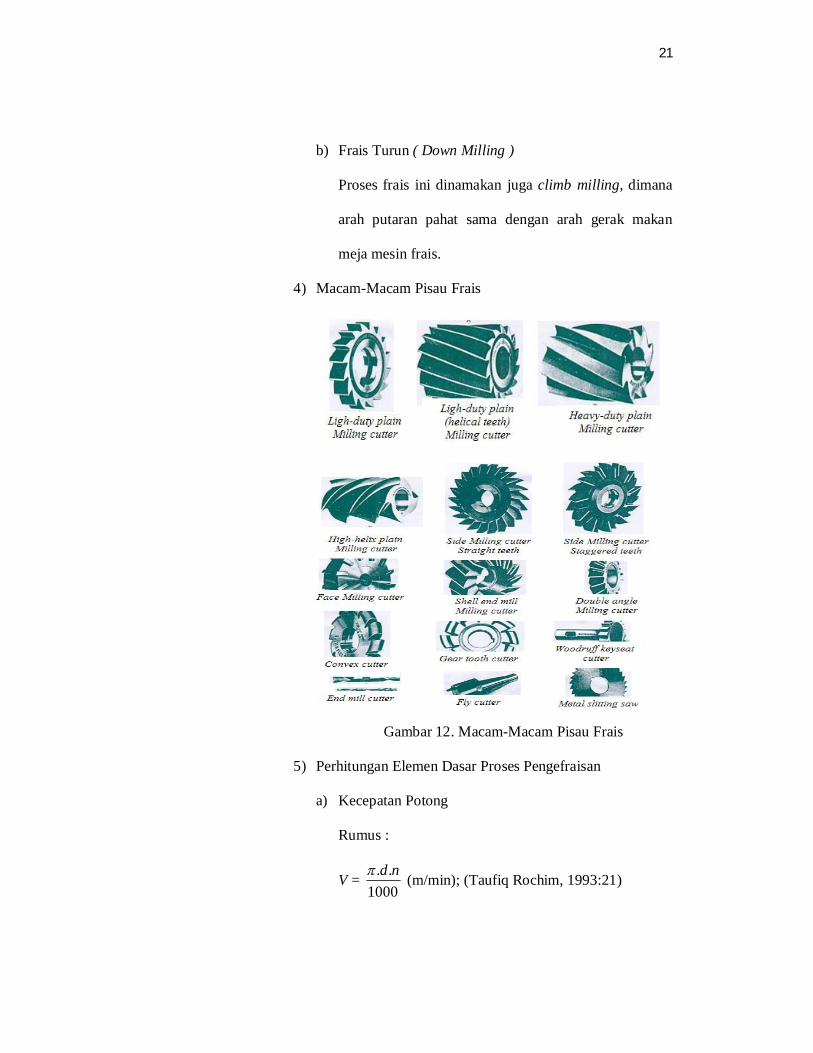
4) Macam-Macam Pisau Frais
Gambar 12. Macam-Macam Pisau Frais
5) Perhitungan Elemen Dasar Proses Pengefraisan
a) Kecepatan Potong
Rumus :
V = 1000
.. nd (m/min); (Taufiq Rochim, 1993:21)

22
Keterangan :
V = Kecepatan potong (m/min)
d = Diameter luar pisau frais (mm)
n = Putaran poros utama (r/min)
b) Kecepatan Makan
Rumus :
znfv zf.. (mm/ min); (Taufiq Rochim, 1993:21)
Keterangan :
vf = Kecepatan makan (mm/ min)
fz = Gerak makan pergigi (mm/ gigi)
z = Jumlah gigi (mata potong).
n = Putaran poros utama (r/ min)
c) Panjang Pengefraisan
Rumus :
lt = lv + lw+ ln (mm); (Taufiq Rochim, 1993:21)
Keterangan :
lt = Panjang pengefraisan (mm)
lv = Panjang awalan (mm)
lw = Panjang bahan (mm)
ln = Panjang akhiran (mm)

23
d) Waktu Pemotongan
Rumus :
tc = .f
t
vl
(min); (Taufiq Rochim, 1993:21)
Keterangan :
tc = Waktu pemotongan (min)
lt = Panjang pengefraisan (mm)
fv = Kecepatan makan (mm/min) = fz . z . n
fz = Gerak makan per gigi (mm/ gigi)
z = Jumlah gigi (mata potong)
n = Putaran poros utama (r/ min)
6) Perlengkapan Mesin Frais
Peralatan yang digunakan dalam proses frais yaitu :
a) Pemegang Pisau Frais
Dalam proses penyayatan, pisau frais harus
dicekam dengan kuat sehingga memungkinkan alat
potong atau cutting tool tidak mengalami selip pada
pencekamannya. Pemegang pisau frais, dibedakan
menjadi 2 yaitu :
Arbor (pemegang pisau untuk mesin frais
horizontal)
Collet (pemegang pisau untuk mesin frais vertikal)

24
b) Pemegang Benda Kerja
Bagian ini berfungsi untuk memegang benda
kerja yang sedang disayat oleh pisau frais. Ragum
diikat pada meja mesin frais dengan mengunakan baut
T. Pemegang benda kerja dapat dibedakan menjadi 3
yaitu :
(1) Ragum
Bagian ini terdiri 2 rahang yaitu rahang tetap
untuk acuan dan rahang yang dapat digeser maju
mundur untuk mencekam benda. Selain itu terdapat
poros berulir dengan engkol pemutarnya dan
landasan berlubang untuk tempat baut pengikat
pada mesin.
(2) Kepala Pembagi ( Dividing Head )
Kepala pembagi atau yang disebut dividing
head adalah suatu alat bantu yang digunakan untuk
memegang benda kerja berbentuk silindris
terutama untuk keperluan; membuat segi banyak,
membuat alur pasak, membuat roda gigi (lurus,
helix, payung), membuat roda gigi cacing.

25
Gambar 13. Kepala Pembagi
2. Alat-Alat yang Digunakan :
a. Pahat Bubut
Karena bahan poros adalah St 60, maka pahat bubut
yang cocok digunakan adalah jenis carbide. Pahat ini memiliki
ketangguhan tinggi untuk menyayat benda kerja yang keras,
seperti baja dengan kekerasan diatas St 42. Jenis bahan pahat
ini memiliki keunggulan diantaranya adalah resistensi terhadap
deformasi termal atau perubahan bentuk karena panas,
ketahanan terhadap keausan, dan memiliki torsi kekuatan dua
kali lipat lebih tinggi dari HSS (High Speed Steel).
Gambar 14. Pahat Carbide
26
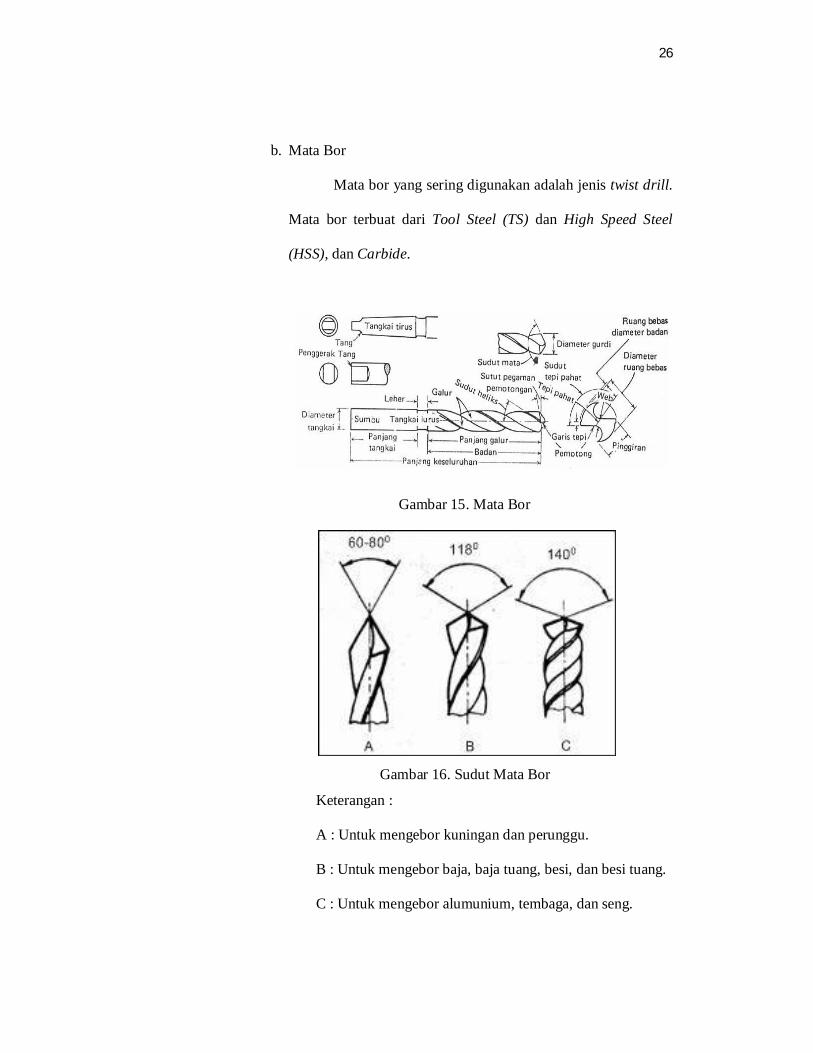
b. Mata Bor
Mata bor yang sering digunakan adalah jenis twist drill.
Mata bor terbuat dari Tool Steel (TS) dan High Speed Steel
(HSS), dan Carbide.
Gambar 15. Mata Bor
Gambar 16. Sudut Mata Bor
Keterangan :
A : Untuk mengebor kuningan dan perunggu.
B : Untuk mengebor baja, baja tuang, besi, dan besi tuang.
C : Untuk mengebor alumunium, tembaga, dan seng.
27
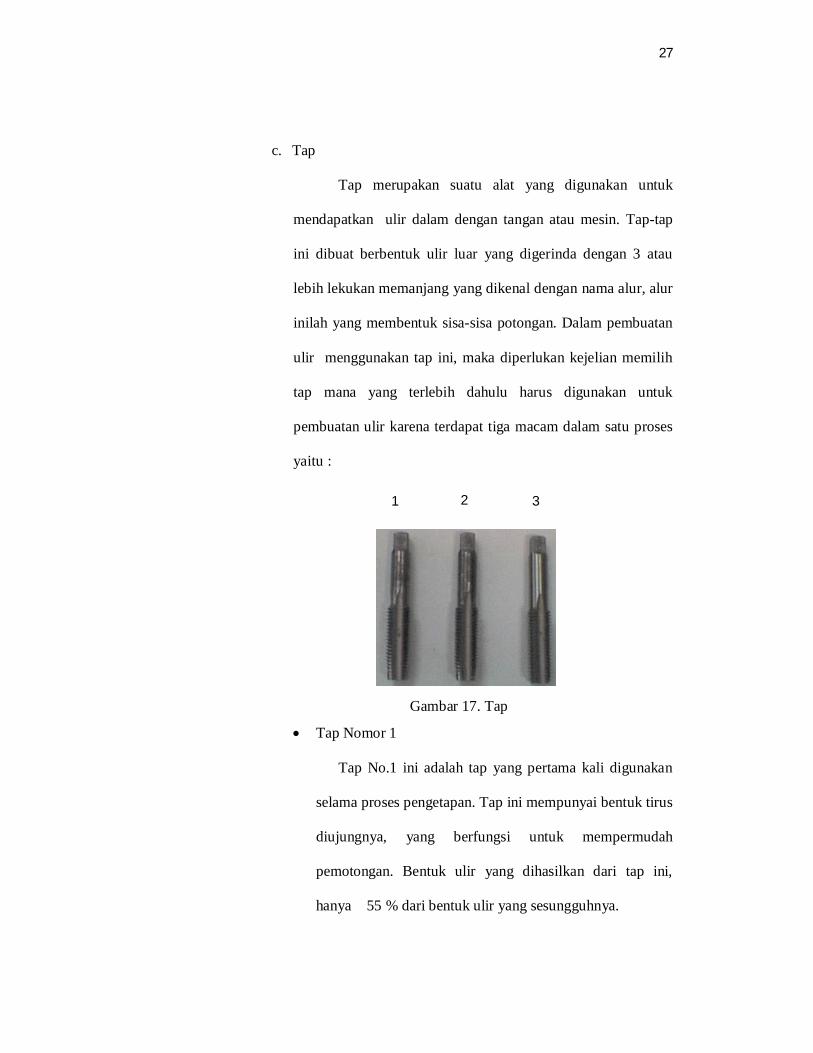
c. Tap
Tap merupakan suatu alat yang digunakan untuk
mendapatkan ulir dalam dengan tangan atau mesin. Tap-tap
ini dibuat berbentuk ulir luar yang digerinda dengan 3 atau
lebih lekukan memanjang yang dikenal dengan nama alur, alur
inilah yang membentuk sisa-sisa potongan. Dalam pembuatan
ulir menggunakan tap ini, maka diperlukan kejelian memilih
tap mana yang terlebih dahulu harus digunakan untuk
pembuatan ulir karena terdapat tiga macam dalam satu proses
yaitu :
Gambar 17. Tap
Tap Nomor 1
Tap No.1 ini adalah tap yang pertama kali digunakan
selama proses pengetapan. Tap ini mempunyai bentuk tirus
diujungnya, yang berfungsi untuk mempermudah
pemotongan. Bentuk ulir yang dihasilkan dari tap ini,
hanya 55 % dari bentuk ulir yang sesungguhnya.
1 2 3

28
Tap Nomor 2
Tap nomor 2 digunakan setelah tap no.1. Bentuk tirus
pada ujungnya lebih pendek dari tap no.1. Tap no.2 ini,
hanya 25 % saja pemotongannya.
Tap Nomor 3
Tap nomor 3 ini merupakan tap terakhir yang
digunakan, yang akan membentuk profil ulir penuh.
Bagian tirus pada ujungnya sangat pendek sehingga dapat
mencapai dasar untuk lubang yang tidak tembus.
e. Pisau Frais
Pisau Frais adalah pisau yang digunakan untuk
mengefrais permukaan benda kerja dengan menggunakan
mesin frais. Dalam pemakaian pisau frais ini terdapat tiga tipe
yang berbeda yaitu tipe H untuk baja keras, tipe sedang untuk
baja yang mempunyai kekerasan sedang, dan tipe W untuk
baja yang mempunyai kekerasan lunak.
Ada beberapa jenis pisau frais, diantaranya yaitu :
Pisau Frais Muka
Pisau Frais Sisi
Pisau Frais Alur Sisi dan Muka
Pisau Frais Gergaji
Pisau Frais Pembentuk
Pisau Frais Roda Gigi

29
Pisau Frais Jari atau endmill
Pisau frais yang digunakan untuk membuat alur pasak pada
poros ini adalah jenis pisau frais jari atau biasa disebut
endmill.
3. Alat Ukur yang Digunakan :
a. Jangka Sorong
Jangka sorong atau mistar ingsut adalah alat ukur
presisi, yang dapat digunakan untuk mengukur benda kerja
secara presisi dengan tingkat ketelitian 0.02, 0.05, 0.01 mm.
Alat ini mampu untuk mengukur diameter luar, diameter
dalam dan ketinggian dengan menggunakan rahang-rahang
yang ada. Perkembangan jangka sorong semakin maju dengan
adanya jangka sorong jarum (dial) dan jangka sorong digital.
Gambar 18. Jangka Sorong
30
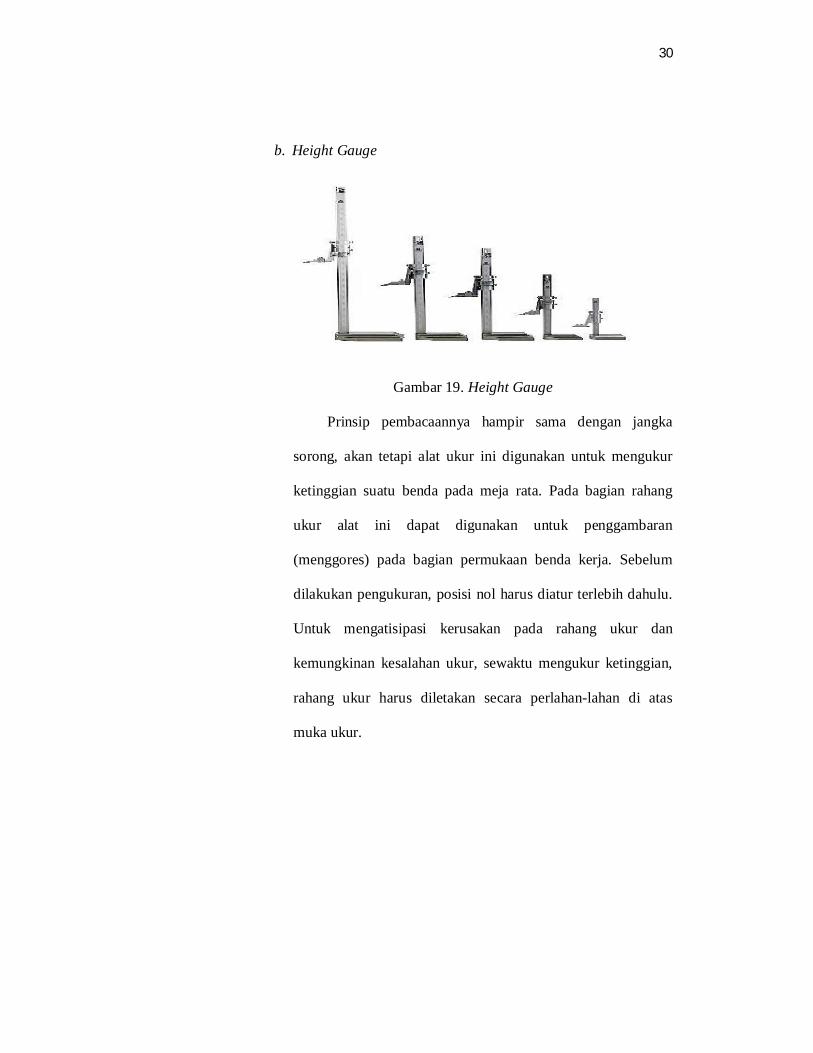
b. Height Gauge
Gambar 19. Height Gauge
Prinsip pembacaannya hampir sama dengan jangka
sorong, akan tetapi alat ukur ini digunakan untuk mengukur
ketinggian suatu benda pada meja rata. Pada bagian rahang
ukur alat ini dapat digunakan untuk penggambaran
(menggores) pada bagian permukaan benda kerja. Sebelum
dilakukan pengukuran, posisi nol harus diatur terlebih dahulu.
Untuk mengatisipasi kerusakan pada rahang ukur dan
kemungkinan kesalahan ukur, sewaktu mengukur ketinggian,
rahang ukur harus diletakan secara perlahan-lahan di atas
muka ukur.
31
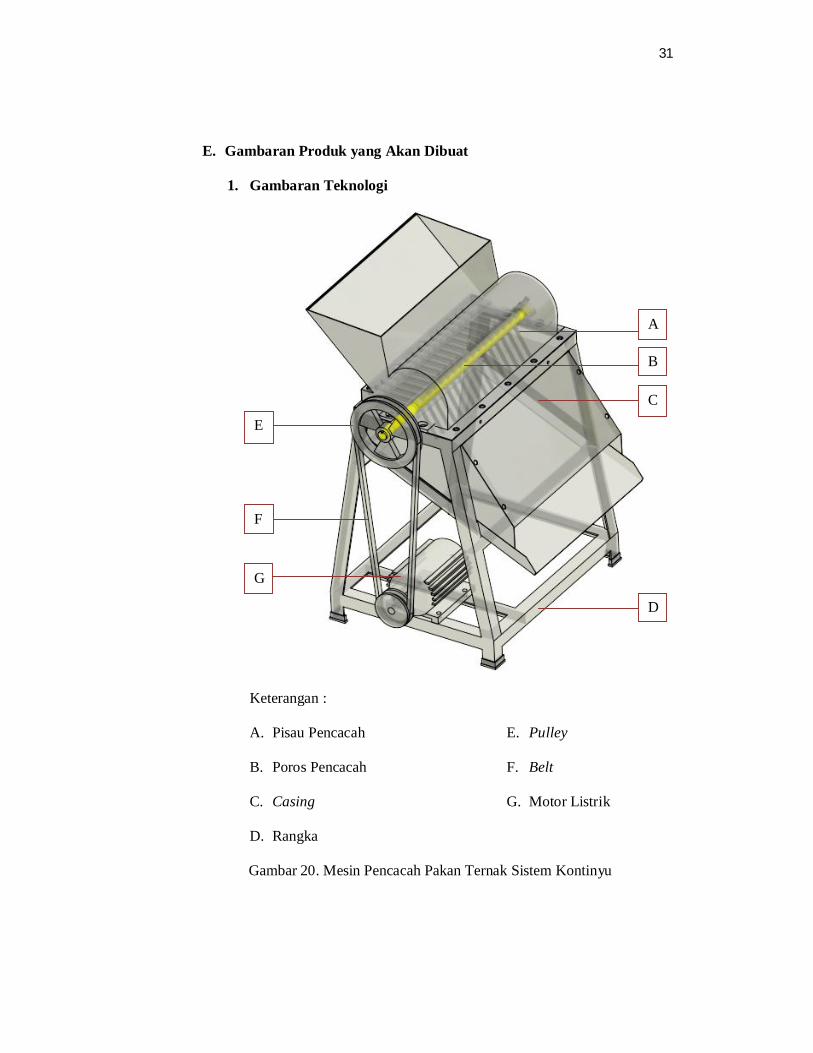
E. Gambaran Produk yang Akan Dibuat
1. Gambaran Teknologi
Keterangan :
A. Pisau Pencacah
B. Poros Pencacah
C. Casing
D. Rangka
E. Pulley
F. Belt
G. Motor Listrik
Gambar 20. Mesin Pencacah Pakan Ternak Sistem Kontinyu
A
B
C
E
F
G
D
32
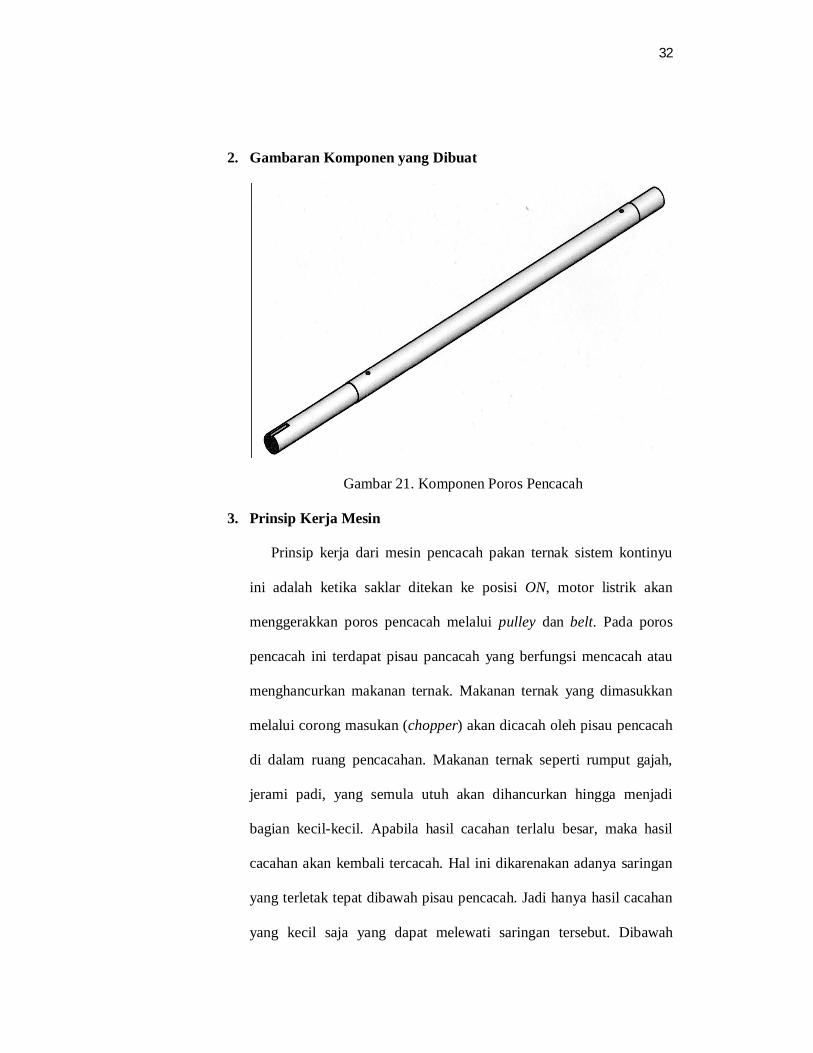
2. Gambaran Komponen yang Dibuat
Gambar 21. Komponen Poros Pencacah
3. Prinsip Kerja Mesin
Prinsip kerja dari mesin pencacah pakan ternak sistem kontinyu
ini adalah ketika saklar ditekan ke posisi ON, motor listrik akan
menggerakkan poros pencacah melalui pulley dan belt. Pada poros
pencacah ini terdapat pisau pancacah yang berfungsi mencacah atau
menghancurkan makanan ternak. Makanan ternak yang dimasukkan
melalui corong masukan (chopper) akan dicacah oleh pisau pencacah
di dalam ruang pencacahan. Makanan ternak seperti rumput gajah,
jerami padi, yang semula utuh akan dihancurkan hingga menjadi
bagian kecil-kecil. Apabila hasil cacahan terlalu besar, maka hasil
cacahan akan kembali tercacah. Hal ini dikarenakan adanya saringan
yang terletak tepat dibawah pisau pencacah. Jadi hanya hasil cacahan
yang kecil saja yang dapat melewati saringan tersebut. Dibawah

33
saringan terdapat suatu corong pengeluaran atau biasa disebut outlet,
yang berfungsi sebagai jalur keluarnya hasil cacahan.
4. Cara Pengoperasian Mesin
Langkah untuk mengoperasikan mesin pencacah pakan ternak
sistem kontinyu adalah sebagai berikut :
a. Siapkan hijauan seperti rumput gajah, jerami, dll yang akan
dicacah.
b. Letakkan tempat penampungan seperti ember atau karung di
bawah corong pengeluaran.
c. Hidupkan mesin pencacah pakan ternak dengan menekan
saklar yang ada di belakang mesin.
d. Masukkan hijauan melalui corong masukan secara perlahan.
e. Apabila dirasa sudah cukup, lalu mesin dimatikan dengan
menekan saklar yang ada di belakang mesin.







