analisis elemen hingga pada proses bending pipa...
TRANSCRIPT
i
TUGAS AKHIR – TL141584
Analisis Elemen Hingga Pada Proses BendingPipa Berpenampang Lingkaran dan Elipsdengan Laser
Felix Andiana PutraNRP 2712 100 085
Dosen Pembimbing :Mas Irfan P. Hidayat, S.T., M.Sc., Ph.D.
Ir. Rochman Rochiem, M.Sc.
JURUSAN TEKNIK MATERIAL DAN METALURGIFakultas Teknologi IndustriInstitut Teknologi Sepuluh NopemberSurabaya 2016
ii
(Halaman ini sengaja dikosongkan)
iii
FINAL PROJECT - TL141584
Finite Element Analysis on Laser BendingProcess of Circular And Elliptical Tube
Felix Andiana PutraNRP 2712 100 085
Advisor Lecturer :Mas Irfan P. Hidayat, S.T., M.Sc., Ph.D.
Ir. Rochman Rochiem, M.Sc.
MATERIALS AND METALLURGICAL ENGINEERING DEPARTEMENTFaculty of Industrial TechnologySepuluh Nopember Institute of TechnologySurabaya 2016

iv
(Halaman ini sengaja dikosongkan)

v
ANALISIS ELEMEN HINGGA PADA PROSES BENDING
PIPA BERPENAMPANG LINGKARAN DAN ELIPS
DENGAN LASER
TUGAS AKHIR
Diajukan Untuk Memenuhi Salah Satu Syarat
Memperoleh Gelar Sarjana Teknik
Pada
Bidang Studi Metalurgi Manufaktur
Program Studi S-1 Jurusan Teknik Material dan Metalurgi
Fakultas Teknologi Industri
Institut Teknologi Sepuluh Nopember
Oleh :
FELIX ANDIANA PUTRA
NRP. 2712100085
Disetujui oleh Dosen Pembimbing Tugas Akhir :
1. Mas Irfan P. Hidayat, ST. M.Sc, Ph.D ............ (Pembimbing 1)
2. Ir. Rochman Rochiem, M.Sc ........................... (Pembimbing 2)
Surabaya
Januari 2016
vi
(Halaman Ini Sengaja Dikosongkan)
vii
ANALISIS ELEMEN HINGGA PADA PROSES BENDINGPIPA BERPENAMPANG LINGKARAN DAN ELIPS
DENGAN LASER
Nama : Felix Andiana PutraNRP : 2712100085Jurusan : Teknik Material & MetalurgiDosen Pembimbing : Mas Irfan P.H., S.T., M.Sc., Ph.D.
Ir. Rochman Rochiem, M.Sc.
AbstrakProses bending pada pipa merupakan suatu proses yang
penting pada bidang manufaktur produk perpipaan. Akhir-akhirini dikembangkan suatu metode terbaru dalam proses bendingyaitu proses bending dengan menggunakan sumber panas berupasinar laser. Akan tetapi untuk melakukan eksperimen denganmenggunakan metode ini, memerlukan biaya yang besar danmemakan waktu yang lama, oleh karena itu penelitian dilakukandengan menggunakan metode elemen hingga. Material yangdipakai adalah AISI 304L stainless steel karena penggunaannyayang cukup luas. Terdapat variasi yang dilakukan dalampenelitian ini yaitu yang pertama adalah bentuk penampanglingkaran dan elips dengan ratio radius pertama 1.5 kali radiuslingkaran dan radius kedua 0.5 kali radius lingkaran, lalu variasilainnya adalah laser power , scanning speed, scanning pathmasing-masing dua variasi. Dari simulasi yang dilakukandidapatkan hasil yang menghasilkan tegangan, distorsi dan bendangle terbesar adalah skema axial dengan power 2000Wscanning speed 10 mm/s dengan nilai 637 MPa untuk pipacircular dan 759 untuk elips dan yang terendah adalah skemacircumferential power 1000W speed 20mm/s dengan nilaitegangan 50 MPa untuk circular dan 246 MPa untuk elips.
Kata Kunci: Analisa elemen hingga, laser forming, laserbending, laser power, scanning path, scanning speed, pipa,advanced manufacture
viii
(Halaman ini sengaja dikosongkan)
ix
FINITE ELEMENT ANALYSIS ON LASER BENDINGPROCESS OF CIRCULAR AND ELLIPTICAL TUBE
Name : Felix Andiana PutraSRN : 2712100085Major : Material and Metallurgical Engineering DeptAdvisor : Mas Irfan P.H., S.T., M.Sc., Ph.D.Lectures Ir. Rochman Rochiem, M.Sc.
AbstractTube bending is an important manufacturing of pipe
products. Recently developed a latest method of bending process,namely laser forming that’s used heat source of laser beam. But,to make an experiment with this method, it’s needed expensivecost and not time efficient. Therefore, it’s done by doing someexperiments by finite element method. Material used in thissimulation is stainless steel AISI 304L because it’s most widelyused. There are some variations used in this simulation, first isthe geometry of the tube, the first one is circular and the otherone is elliptical. The other variations are laser power, scanningspeed, and scanning path (axial and circumferential). The resultis the highest residual stress was produced by the combination ofaxial scanning with 2000W power, 10 mm/s speed with value of637 MPa for circular tube and 759 MPa for elliptical tube. Thelowest stress was produced by combination of circumferentialscan with 1000W power and 20 mm/s speed with value 50 MPafor circular tube and 246 MPa for elliptical tube.
Keywords: Finite Element Analysis, laser forming, laserbending, laser power, scanning path, scanning speed, tubeadvanced manufacture
x
(Halaman ini sengaja dikosongkan)
xiii
DAFTAR ISI
LEMBAR JUDUL ................................................................... iTITLE....................................................................................... iiiLEMBAR PENGESAHAN..................................................... vABSTRAK................................................................................ viiABSTRACT ............................................................................. ixKATA PENGANTAR ................................................................xiDAFTAR ISI .............................................................................xiiiDAFTAR GAMBAR .................................................................xvDAFTAR TABEL.....................................................................xixBAB I PENDAHULUAN
I.1. Latar Belakang................................................................. 1I.2. Rumusan Permasalahan ................................................... 3I.3. Batasan Masalah .............................................................. 3I.4.Tujuan ............................................................................... 4I.5. Manfaat ............................................................................ 4
BAB II TINJAUAN PUSTAKAII.1. Pemodelan Bending Pipa dengan Menggunakan Laser.. 5II.2. Mekanisme Bending dengan Laser Forming................ 10II.3. Metode Elemen Hingga .................................................. 17
II.3.1. Perpindahan Panas dalam FEM.............................18BAB III METODOLOGI
III.1. Metode Penelitian.......................................................... 23III.2. Spesifikasi Material dan Parameter Laser Bending ...... 24
III.2.1. Material Pipa ........................................................24III.2.2. Geometri Pipa ......................................................24III.2.3. Parameter Laser Bending .....................................25
III.3. Peralatan........................................................................ 26III.4. Proses Penelitian ........................................................... 26
III.4.1. Pemodelan pipa ....................................................27III.4.2. Pemodelan material properties .............................29III.4.3. Pemodelan boundary condition............................30III.4.4. Pemodelan tipe pembebanan................................30

xiv
III.4.5. Tipe analisa ..........................................................31BAB IV HASIL DAN PEMBAHASAN
IV.1. Pipa Circular................................................................. 35IV.1.1. Respon Termal.....................................................35IV.1.2. Respon Tegangan.................................................47
IV.2. Pipa Elips ...................................................................... 61IV.2.1. Respon Termal.....................................................61IV.2.2. Respon Tegangan.................................................71
IV.3. Analisis Sensitivitas ...................................................... 85BAB V KESIMPULAN DAN SARAN
V.1. Kesimpulan..................................................................... 89V.2. Saran............................................................................... 90
DAFTAR PUSTAKA ............................................................. 91BIODATA PENULIS ............................................................... 95
xix
DAFTAR TABEL
Tabel 3.1 Standar Komposisi Kimia AISI 304L (NAS-UNSS30430, EN 1.4307). ...................................................................24Tabel 3.2 Properti Material dari AISI 304L................................24Tabel 3.3 Parameter Laser Bending............................................26Tabel 4.1 Kondisi simulasi laser forming...................................33Tabel 4.2 Skema waktu scanning ...............................................34Tabel 4.3 Jumlah elemen yang digunakan..................................85
xx
(Halaman ini sengaja dikosongkan)
xv
DAFTAR GAMBAR
Gambar 2.1 Grafik bending angle vs: (a) scanning speed:dan (b) laser power. (Li, 2001). ................................................... 6Gambar 2.2 Representasi dari skema scanning dantegangan. (Safdar 2007).................................................................7Gambar 2.3 Skema dari scanning schemes: (a) Circumferentialscanning; dan (b) Axial scanning. (Zhang, 2006) .........................8Gambar 2.4 Grafik bending angle vs: (a) yield strength; (b)specific heat; (c) koefisien muai termal; (d) konduktivitas panas;(e) densitas; dan (f) modulus young. (Yanjin, 2005) .....................9Gambar 2.5 Skema laser forming dengan axial scanning.(Safdar, 2007) ..............................................................................10Gambar 2.6 Model geometri sederhana untuk analisis analitikdengan pendekatan energy: (a) pemanasan; dan (b) pendinginan.(Jung, 2006).................................................................................12Gambar 2.7 Tahapan pada BM: a) pemberian tegangan termaloleh sinar laser; b) munculnya buckling (tekukan) akibat tegangantermal; c) munculnya deformasi plastis dan elastis; d)meningkatnya bend angle (sudut tekukan) (Jung, 2006).............13Gambar 2.8 Proses laser forming akibat upsetting mechanism(Jung, 2006).................................................................................14Gambar 2.9. Mekanisme proses laser forming (Jung, 2006) .....15Gambar 2.10 Gambar skema laser tube bending.(Zhang, 2006). .............................................................................15Gambar 2.11 konfigurasi laser tube forming; (a) Geometri asal;(b) tegangan dan displacement pada mekanisme buckling padalaser forming; (c) penjelasan bending angle pada pipa. (Hsieh,2005)............................................................................................16Gambar 2.12 Ilustrasi skema dari mekanisme upsetting padaaxial scanning. (Jung, 2006) .......................................................17Gambar 2.13 Proses Pengerjaan pada Metode Elemen Hingga .17Gambar 2.14 Perpindahan panas yang terjadi pada proses laserforming. (Jung,2006) ...................................................................19Gambar 3.1 Diagram Alir Penelitian .........................................23
xvi
Gambar 3.2 a) Geometri pipa lingkaran b) Geometri pipa elips c)Dimensi penampang lingkaran d) Dimensi penampang elips .....25Gambar 3.3 Diagram alir pemodelan menggunakanmetode elemen hingga. ................................................................27Gambar 3.4 Hasil meshing pada pipa berpenampang lingkaran 28Gambar 3.5 Hasil meshing pada pipa berpenampang elips........29Gambar 3.6 Material properties yang di-input...........................29Gambar 4.1 Distribusi temperatur pada: (a) detik 1; (b) detik 2;(c) detik 12; (d) detik 37; (e) detik 38; dan (f) 138. Case 1 (AxialScanning).....................................................................................36Gambar 4.2 Distribusi temperatur pada: (a) detik 1; (b) detik 2;(c) detik 12; (d) detik 37; (e) detik 38; dan (f) 138. Case 5(Circumferential Scanning). ........................................................37Gambar 4.3 Temperatur vs waktu untuk axial scanning pipacircular ........................................................................................39Gambar 4.4 Temperatur vs waktu (Scan kedua) untuk axialscanning pipa circular.................................................................39Gambar 4.5 Temperatur vs waktu untuk circumferentialscanning pipa circular.................................................................41Gambar 4.6 Temperatur vs waktu (Scan kedua) untukcircumferential scanning scanning pipa circular........................42Gambar 4.7 Thermal Gradient arah-x Vs Waktu.......................43Gambar 4.8 Thermal Gradient arah-y Vs Waktu.......................44Gambar 4.9 Thermal Gradient arah-z Vs Waktu ......................45Gambar 4.10 Representasi dari konsep perkembangantegangan.......................................................................................46Gambar 4.11 Distribusi tegangan pada arah scanning...............48Gambar 4.12 Distribusi tegangan pada pipa (σz) pada skemaaksial pada detik ke: (a) 0.125; (b) 1; (c) 138. Deformasidiperbesar 100x untuk memperjelas ............................................49Gambar 4.13 Distribusi tegangan pada pipa (σz) pada skemacircumferential pada detik ke: (a) 0.125; (b) 1; (c) 138. Deformasidiperbesar 100x untuk memperjelas ............................................50Gambar 4.14 Displacement pada arah-y (bending) pada bagianatas pada skema axial. .................................................................53
xvii
Gambar 4.15 Displacement pada arah-y (bending) pada bagianatas pada skema circumferential. ................................................54Gambar 4.16 Historis displacement-y pada ujung pipa circular.55Gambar 4.17 Displacement arah-x (lateral bending) top path ..56Gambar 4.18 Displacement arah-x (lateral bending) side pathpath. .............................................................................................57Gambar 4.19 Profil penampang dari pipa pada axial scanningpada z = 50 mm ...........................................................................59Gambar 4.20 Profil penampang dari pipa pada circumferentialscanning pada z = 50 mm............................................................59Gambar 4.21 Distribusi temperatur pada: (a) detik 1; (b) detik 2;(c) detik 12; (d) detik 37; (e) detik 38; dan (f) 138. Case 1 (AxialScanning).....................................................................................62Gambar 4.22 Distribusi temperatur pada: (a) detik 1; (b) detik 2;(c) detik 12; (d) detik 37; (e) detik 38; dan (f) 138. Case 5(Circumferential Scanning) .........................................................63Gambar 4.23 Temperatur vs waktu (Scan kedua) untuk axialscanning pipa elips ......................................................................65Gambar 4.24 Temperatur vs waktu (Scan kedua) untukcircumferential scanning pipa elips.............................................67Gambar 4.25 Thermal Gradient arah-x Vs Waktu.....................68Gambar 4.26 Thermal Gradient arah-y Vs Waktu.....................69Gambar 4.27 Thermal Gradient arah-z Vs Waktu.....................70Gambar 4.28 Historis distribusi tegangan pada arah scanning..71Gambar 4.29 Distribusi tegangan pada pipa (σz) pada skemaaksial pada detik ke: (a) 0.125; (b) 1; (c) 138. Deformasidiperbesar 50x untuk memperjelas. .............................................73Gambar 4.30 Distribusi tegangan pada pipa (σz) pada skemacircumferential pada detik ke: (a) 0.125; (b) 1; (c) 138. Deformasidiperbesar 50x untuk memperjelas ..............................................74Gambar 4.31 Displacement pada arah-y (bending) pada bagianatas pada skema axial. .................................................................77Gambar 4.32 Displacement pada arah-y (bending) pada bagianatas pada skema circumferential. ................................................78Gambar 4.33 Historis displacement-y pada ujung pipa elips.....79
xviii
Gambar 4.34 Displacement arah-x (lateral bending) top path ..80Gambar 4.35 Displacement arah-x (lateral bending) side pathpath..............................................................................................81Gambar 4.36 Profil penampang dari pipa pada axial scanningpada z = 50 mm ...........................................................................82Gambar 4.37 Profil penampang dari pipa pada circumferentialscanning pada z = 50 mm............................................................83Gambar 4.38 Distribusi temperatur pada: detik 1 untuk meshing:(a) normal; (b) finer; (c) finest; dan detik 138 untuk meshing: (d)normal; (e) finer; dan (f) finest. ...................................................86Gambar 4.39 Distribusi tegangan arah sumbu-z pada detik 1pada meshing: (a) normal; (b) finer; (c) finest; dan detik ke 138untuk meshing: (d) normal; (e) finer; dan (d) finest. ...................87
1
BAB IPENDAHULUAN
Pada bab ini akan dibahas hal-hal mengenai latar belakang,rumusan masalah, batasan penelitian, tujuan penelitian, manfaatpenelitian, dan sistematika penulisan.
I.1. Latar BelakangProses bending pada pipa sangat penting pada proses
manufaktur boiler, permesinan, heat exchanger, dan produk-produk perpipaan. Proses bending pada pipa dapat dilakukan baiksecara hot atau cold working, pada proses cold working produkyang dihasilkan akan lebih rigid. Proses hot working biasanyadigunakan pada proses bending untuk radius bending yang kecildan diameter pipa yang besar yang sulit dilakukan dalam kondisidingin. Proses bending secara mekanik memiliki keterbatasan yaitutidak dapat melakukan bending dengan radius bending yang kecildikarenakan penipisan material pada bagian luar dari pipa(extrados), yang menyebabkan adanya tegangan yangmemungkinkan terjadinya kegagalan (failure). Untuk mengatasipermasalahan tersebut maka diperlukan peralatan yang lebihkompleks seperti pressure bending, tetapi proses ini dapatmenyebabkan terjadinya buckling pada intrados (bagian dalamtekukan yang bersentuhan dengan die). Keterbatasan lainnya dariproses bending secara mekanik adalah sulit memproses materialyang keras dan getas (brittle). Di samping itu terdapat radiusbending minimum sebuah pipa dapat diproses bending secaramekanik yang dikarenakan adanya kemungkinan terjadinya tensilefailure. Radius minimum ini berbanding lurus dengan diameterluar dan berbanding terbalik dengan regangan dari material, olehkarena itu material yang akan diproses bending dengan radiusbending yang kecil harus diproses annealing terlebih dahulu agarkeuletannya meningkat.
Pada beberapa tahun terakhir, telah dikembangkan suatumetode terbaru dalam proses bending yaitu laser forming. Sinar
2
laser dapat dikontrol lebih presisi jika dibandingkan dengansumber panas lainnya seperti plasma. Laser forming merupakanproses pembentukan yang dilakukan tanpa adanya kontak(noncontact forming) dan proses yang tidak menimbulkan efekspring-back (spring-back-free). Proses ini tidak memerlukan gayaeksternal sehingga tidak dibutuhkan peralatan-peralatan yangdijumpai pada proses bending secara mekanik. Proses bendingterjadi akibat adanya deformasi plastis dari tegangan termal yangtimbul dari siklus termal secara terus menerus dari sinar laser yangtidak linear. Ada lima keuntungan dari proses denganmenggunakan laser forming ini (Jung, 2006), di antaranya: 1)proses yang lebih fleksibel karena tidak menggunakan hardtooling, 2) deformasi lebih presisi karena tidak ada efek spring-back sehingga kualitas produk lebih baik, 3) proses dapat dilakukanpada area-area yang tidak dapat dilakukan oleh proses mekanikkarena laser forming merupakan noncontact forming, 4) dapatdilakukan untuk material yang keras dan getas, 5) dapat digunakanuntuk bentuk yang kompleks dan rumit dengan mengatur polairadiasi. Selain itu Jung juga mengemukakan tiga kerugian dariproses ini di antaranya: 1) prosesnya agak lambat dibandingkandengan proses mekanik, 2) menggunakan banyak energi karenasumber dari laser memiliki faktor konversi energi yang rendah, 3)butuh peralatan keselamatan dari pantulan dari sinar laser yangsangat berbahaya.
Penelitian terbaru dari laser forming telah banyakdilakukan dengan proses dengan menggunakan pemanasan dengangaris lurus (straight-line heating). Akan tetapi penelitian seperti itumemakan waktu yang banyak dan menggunakan biaya yang besardan juga memiliki keterbatasan dalam hasil yang meluas karenabanyak variabel yang harus diatur. Selain itu mekanismepembentukan dengan laser sendiri belum dapat dijelaskan denganpenuh secara empiris karena prosesnya yang masih kompleks,deformasi termal dipengaruhi oleh parameter-parameter sepertilaser power, scanning speed, beam diameter, scan pattern, danmaterial properties serta geometri dari material yang digunakan.

3
Untuk menganalisis perilaku yang ditimbulkan dari proses laserforming dan mengkarakterisasi kualitas dari bagian yang dibentuk,pendekatan secara numerik sangat dibutuhkan. Analisa numerikjuga digunakan untuk melihat pengaruh perubahan input yangdigunakan terhadap proses yang berlangsung. Terakhir, karenainformasi dari sifat mekanik dan termal dari laser forming yangtidak dapat dianalisis dengan menggunakan eksperimen karenasangat kompleks sehingga dilakukan dengan menggunakan analisanumerik.
I.2. Rumusan PermasalahanBerdasarkan penjabaran latar belakang diatas dapat ditarik
beberapa masalah dalam penelitian ini yaitu:
1. Bagaimana pengaruh geometri penampang pipa (lingkarandan elips) terhadap distorsi dan distribusi tegangan padaproses bending pipa?
2. Bagaimana pengaruh laser power terhadap distorsi dandistribusi tegangan pada proses bending pipa?
3. Bagaimana pengaruh scanning speed tehadap distorsi dandistribusi tegangan pada proses bending pipa?
4. Bagaimana pengaruh scanning path terhadap distorsi dandistribusi tegangan pada proses bending pipa?
I.3. Batasan MasalahUntuk mendapatkan hasil perhitungan yang sesuai dengan
referensi yang ada serta agar tidak menyimpang dari permasalahanyang akan ditinjau, maka terdapat bebrapa batasan masalah yangperlu diperhitungkan yaitu:
1. Material isotropik dan homogen.2. Tidak terjadi proses melting selama laser forming.3. Perpindahan panas dari benda kerja ke clamp sangat kecil
sehingga diabaikan.4. Fenomena panas akibat perubahan fasa diabaikan5. Waktu pendinginan berhenti pada detik ke 138.
4
6. Panas yang timbul akibat strain energy akibat deformasiplastis diabaikan karena sangat kecil dibandingkan denganinput panas dari sinar laser
7. Efek Bauschinger diabaikan
Efek dari creep diabaikan karena tidak ada siklus beban termalyang terlibat
I.4. TujuanTujuan yang diangkat dalam penelitian ini adalah:
1. Menganalisis pengaruh geometri penampang pipa(lingkaran dan elips) terhadap distorsi dan distribusitegangan pada proses bending pipa.
2. Menganalisis pengaruh laser power terhadap distorsi dandistribusi tegangan pada proses bending pipa.
3. Menganalisis pengaruh scanning speed tehadap distorsidan distribusi tegangan pada proses bending pipa.
4. Menganalisis pengaruh scanning path terhadap distorsidan distribusi tegangan pada proses bending pipa.
I.5. ManfaatAdapun manfaat yang dapat diambil dari penelitian ini
yaitu sebagai referensi pengembangan dalam prosesmanufaktur lanjut (advanced manufacturing process) dalamdunia industri dan sebagai referensi untuk peneliti-penelitiberikutnya dalam membuat prototipe dari metode ini.
5
BAB IITINJAUAN PUSTAKA
Pada penelitian ini, proses bending dengan menggunakan laserbertujuan untuk menekukkan pipa dengan sudut tertentu tanpamenggunakan proses secara mekanik. Mekanisme terjadinyategangan sisa dan distorsi dari proses bending yang dilakukan akandijelaskan bersama analisa numerik yang dilakukan denganmenggunakan metode elemen hingga pada Bab II di bawah.
II.1. Pemodelan Bending Pipa dengan Menggunakan LaserHao (2003) melakukan sebuah studi mengenai analisis elemen
hingga pada proses bending pipa dengan menggunakan laser.Analisis yang dilakukan adalah analisis elemen hingga termal-mekanik transient untuk menginvestigasi tegangan dan reganganyang terjadi selama proses laser bending. Simulasi dari sinar laseryang bergerak dimodelkan dengan beban dengan waktu tertentu.Pada penelitiannya, Hao menggunakan pipa baja karbon rendahyang salah satu ujungnya dijepit dan pada proses bendingkemudian pipa dirotasikan 180o pada sumbu aksial dengankecepatan yang berbeda-beda dengan ukuran sinar laser 5 sampai10 kali dari tebal pipanya. Hasil dari percobaan yang dilakukanHao menunjukkan bahwa pada daerah yang terkena panas,ekspansi termal yang terjadi akan berubah menjadi plasticcompressive strain (regangan tekan plastis) akibat restriksi padadaerah di sekitarnya. Hal ini menyebabkan intrados (bagian dalamtekukan) menjadi lebih pendek dibandingkan extrados (bagian luartekukan) setelah proses pendinginan dan akan pipa akan menekukakibat perbedaan panjang antara intrados dan extrados. Hao jugamenemukan adanya tegangan sisa pada intrados yang diakibatkanpada distribusi temperatur yang tidak merata selama prosesscanning.
Li (2001) melakukan sebuah penelitian tentang mekanisme,analisis, dan prediksi pada laser bending pipa. Penelitian tersebutmenggunakan pipa AISI 1010. Variasi yang dilakukan meliputi
6
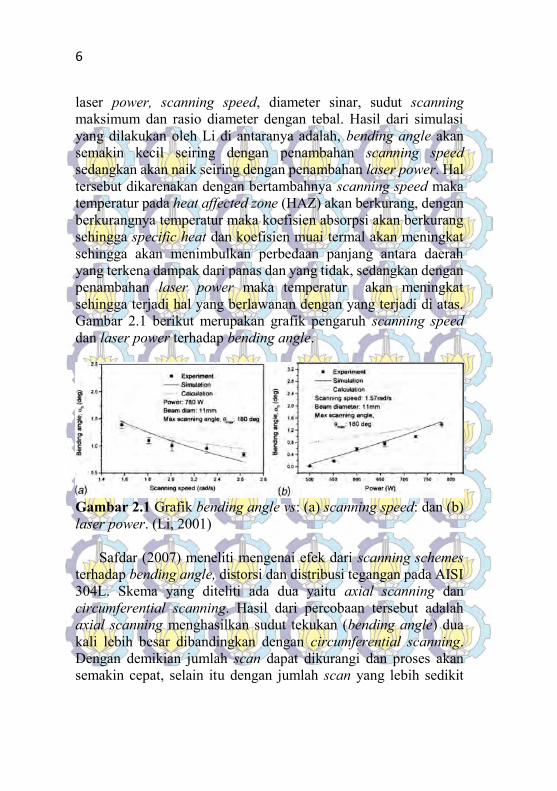
laser power, scanning speed, diameter sinar, sudut scanningmaksimum dan rasio diameter dengan tebal. Hasil dari simulasiyang dilakukan oleh Li di antaranya adalah, bending angle akansemakin kecil seiring dengan penambahan scanning speedsedangkan akan naik seiring dengan penambahan laser power. Haltersebut dikarenakan dengan bertambahnya scanning speed makatemperatur pada heat affected zone (HAZ) akan berkurang, denganberkurangnya temperatur maka koefisien absorpsi akan berkurangsehingga specific heat dan koefisien muai termal akan meningkatsehingga akan menimbulkan perbedaan panjang antara daerahyang terkena dampak dari panas dan yang tidak, sedangkan denganpenambahan laser power maka temperatur akan meningkatsehingga terjadi hal yang berlawanan dengan yang terjadi di atas.Gambar 2.1 berikut merupakan grafik pengaruh scanning speeddan laser power terhadap bending angle.
Gambar 2.1 Grafik bending angle vs: (a) scanning speed: dan (b)laser power. (Li, 2001)
Safdar (2007) meneliti mengenai efek dari scanning schemesterhadap bending angle, distorsi dan distribusi tegangan pada AISI304L. Skema yang diteliti ada dua yaitu axial scanning dancircumferential scanning. Hasil dari percobaan tersebut adalahaxial scanning menghasilkan sudut tekukan (bending angle) duakali lebih besar dibandingkan dengan circumferential scanning.Dengan demikian jumlah scan dapat dikurangi dan proses akansemakin cepat, selain itu dengan jumlah scan yang lebih sedikit
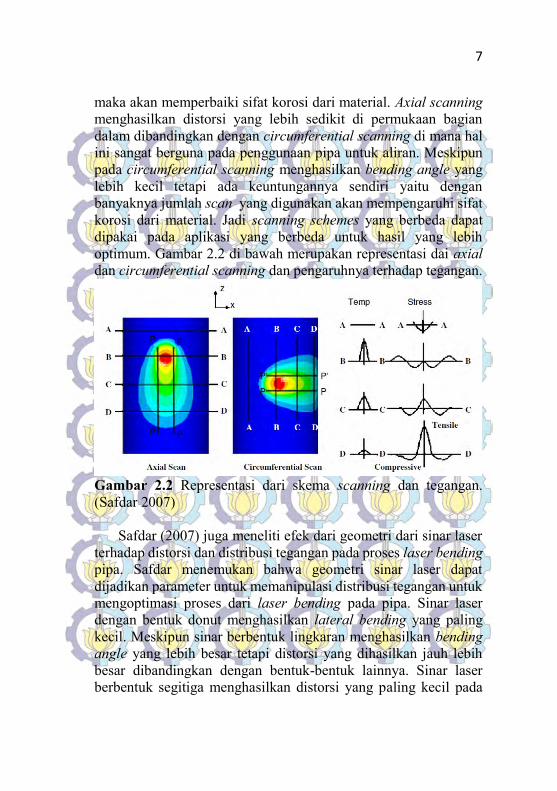
7
maka akan memperbaiki sifat korosi dari material. Axial scanningmenghasilkan distorsi yang lebih sedikit di permukaan bagiandalam dibandingkan dengan circumferential scanning di mana halini sangat berguna pada penggunaan pipa untuk aliran. Meskipunpada circumferential scanning menghasilkan bending angle yanglebih kecil tetapi ada keuntungannya sendiri yaitu denganbanyaknya jumlah scan yang digunakan akan mempengaruhi sifatkorosi dari material. Jadi scanning schemes yang berbeda dapatdipakai pada aplikasi yang berbeda untuk hasil yang lebihoptimum. Gambar 2.2 di bawah merupakan representasi dai axialdan circumferential scanning dan pengaruhnya terhadap tegangan.
Gambar 2.2 Representasi dari skema scanning dan tegangan.(Safdar 2007)
Safdar (2007) juga meneliti efek dari geometri dari sinar laserterhadap distorsi dan distribusi tegangan pada proses laser bendingpipa. Safdar menemukan bahwa geometri sinar laser dapatdijadikan parameter untuk memanipulasi distribusi tegangan untukmengoptimasi proses dari laser bending pada pipa. Sinar laserdengan bentuk donut menghasilkan lateral bending yang palingkecil. Meskipun sinar berbentuk lingkaran menghasilkan bendingangle yang lebih besar tetapi distorsi yang dihasilkan jauh lebihbesar dibandingkan dengan bentuk-bentuk lainnya. Sinar laserberbentuk segitiga menghasilkan distorsi yang paling kecil pada

8
permukaan bagian dalam di mana hal ini sangat berguna padapenggunaan aliran dalam pipa. Di sisi lainnya sinar berbentukpersegi panjang menghasilkan distorsi yang paling kecil dipermukaan bagian luar. Ini menandakan bahwa geometri sinarlaser yang berbeda dapat digunakan untuk aplikasi yang berbeda.
Selain Safdar, Zhang (2006) juga telah meneliti sebelumnyamengenai pengaruh scanning schemes pada proses laser tubebending. Gambar 2.3 berikut merupakan skema dari scanningschemes baik axial scanning maupun circumferential scanning.
Gambar 2.3 Skema dari scanning schemes: (a) Circumferentialscanning; dan (b) Axial scanning. (Zhang, 2006)

9
Zhang menemukan bahwa mekanisme yang mendominasiadalah upsetting mechanism. Dan skema axial scanning lebih baikdi sisi konsumsi daya maupun waktu proses dibandingkan dengancircumferential scanning. Selain itu ovality yang terjadi pada axialscanning lebih besar dibandingkan dengan circumferentialscanning.
Gambar 2.4 Grafik bending angle vs: (a) yield strength; (b)specific heat; (c) koefisien muai termal; (d) konduktivitas panas;(e) densitas; dan (f) modulus young. (Yanjin, 2005)
Yanjin (2005) juga meneliti mengenai pengaruh sifat materialbaik termal maupun mekanik terhadap proses laser forming. Hasildari penelitiannya adalah yang pertama, material dengan moduluselastisitas yang kecil dan yield strength yang kecil akan
10
menghasilkan bending angle yang besar dimana bending anglelebih sensitif terhadap yield strength. Lalu yang kedua koefisienmuai termal berbanding lurus dengan bending angle, ketikakoefisien muai termal mendekati nol maka bending angle jugamendekati nol. Koefisien termal ini merupakan factor yang sangatmempengaruhi mekanisme dari laser bending. Ketiga, koefisienkonduktivitas panas yang kecil sangat membantu untukmembentuk gradien temperatur yang tajam, dan membuat bendingangle meningkat ketika parameter lain dibuat konstan. Hubunganantara bending angle dan konduktivitas panas ini adalah fungsilogaritmik. Grafik pengaruh sifat material baik termal maupunmekanik terhadap bending angle dapat dilihat pada gambar 2.4.
Hao (2003) meneliti mengenai pengaruh laser power danjumlah iradiasi terhadap bending angle. Hasilnya adalah denganbertambahnya laser power maka bending angle juga akanmeningkat sedangkan untuk jumlah iradiasi tidak memilikihubungan yang linier dengan bending angle.
Němeček (2012) memberikan perbedaan antara metode laserdengan welding konvensional. Perbedaan antara lain panas yangdiberikan lebih kecil daripada metode konvensional yangmenghasilkan lebih sedikit batas butir yang kasar pada daerah HAZdan juga daerah HAZ lebih kecil. Adapun keuntungan dari prosesdengan menggunakan laser dari welding konvensional antara lain,daerah HAZ yang lebih kecil, tegangan termal yang kecil dandistorsi yang kecil. Proses yang dilakukan proses laser juga dapatdiotomisasi sehingga mudah dikontrol jika dibandingkan denganproses konvensional dan juga proses laser tidak memberikan bebantekanan pada benda uji.
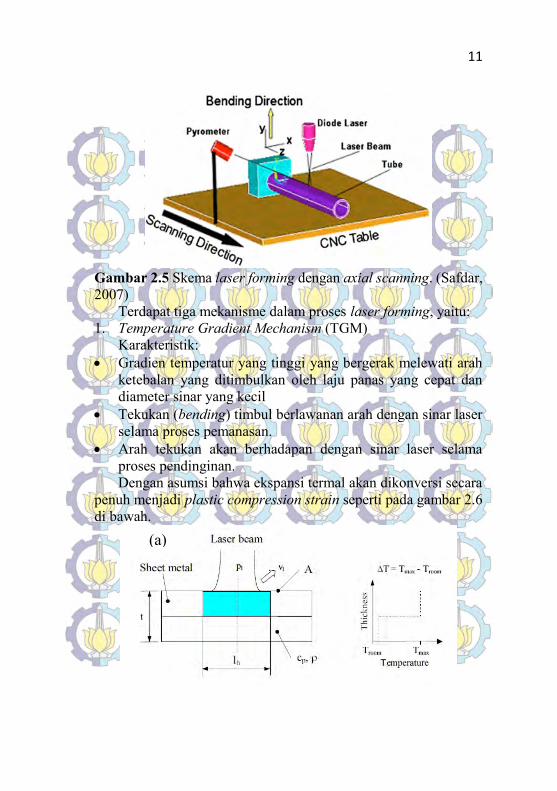
II.2. Mekanisme Bending dengan Laser FormingSkema dari percobaan laser bending dapat dilihat pada gambar
2.5 di bawah.
11
Gambar 2.5 Skema laser forming dengan axial scanning. (Safdar,2007)
Terdapat tiga mekanisme dalam proses laser forming, yaitu:1. Temperature Gradient Mechanism (TGM)
Karakteristik: Gradien temperatur yang tinggi yang bergerak melewati arah
ketebalan yang ditimbulkan oleh laju panas yang cepat dandiameter sinar yang kecil
Tekukan (bending) timbul berlawanan arah dengan sinar laserselama proses pemanasan.
Arah tekukan akan berhadapan dengan sinar laser selamaproses pendinginan.Dengan asumsi bahwa ekspansi termal akan dikonversi secara
penuh menjadi plastic compression strain seperti pada gambar 2.6di bawah.
(a)

12
Gambar 2.6 Model geometri sederhana untuk analisis analitikdengan pendekatan energy: (a) pemanasan; dan (b) pendinginan.(Jung, 2006)2. Buckling Mechanism (BM)
Terjadi dengan mereduksi feed rate dan menaikkan diametersinar laser untuk menghindari gradient temperature yang tinggiseperti yang terjadi pada mekanisme TGM di atas. Arah tekukantidak berubah selama proses pemanasan dan pendinginan sehinggaarah tekukan tidak ditentukan oleh proses. Mekanisme inidilakukan pada bending pipa. Arah bending bergantung pada: Boundary condition Internal stress External force
Adapun tahap-tahap pada mekanisme ini dapat dilihat padagambar 2.7 di bawah.
(b)
13
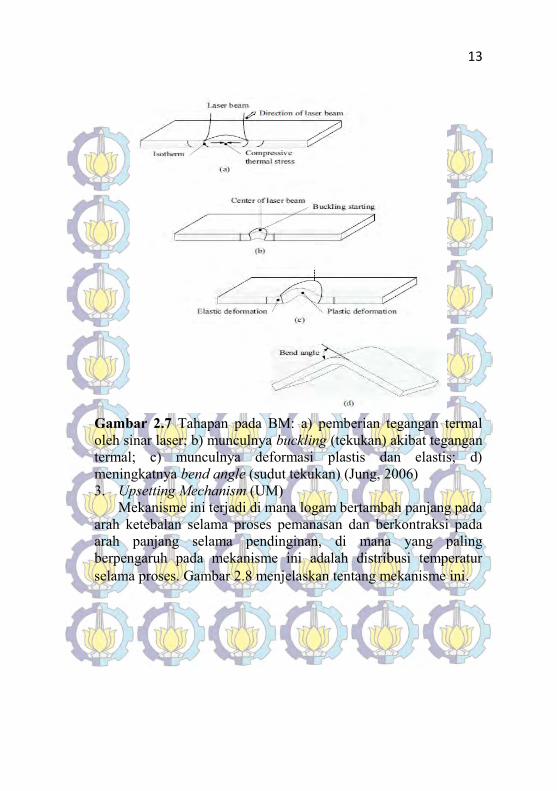
Gambar 2.7 Tahapan pada BM: a) pemberian tegangan termaloleh sinar laser; b) munculnya buckling (tekukan) akibat tegangantermal; c) munculnya deformasi plastis dan elastis; d)meningkatnya bend angle (sudut tekukan) (Jung, 2006)3. Upsetting Mechanism (UM)
Mekanisme ini terjadi di mana logam bertambah panjang padaarah ketebalan selama proses pemanasan dan berkontraksi padaarah panjang selama pendinginan, di mana yang palingberpengaruh pada mekanisme ini adalah distribusi temperaturselama proses. Gambar 2.8 menjelaskan tentang mekanisme ini.
14
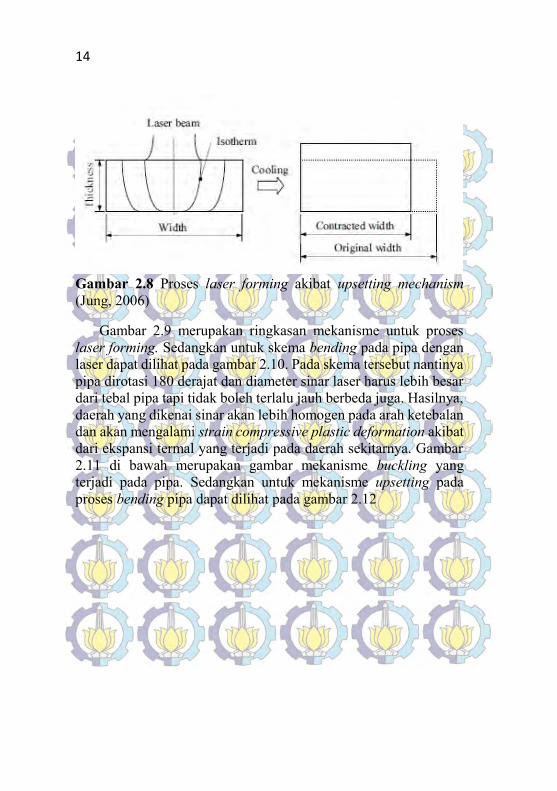
Gambar 2.8 Proses laser forming akibat upsetting mechanism(Jung, 2006)
Gambar 2.9 merupakan ringkasan mekanisme untuk proseslaser forming. Sedangkan untuk skema bending pada pipa denganlaser dapat dilihat pada gambar 2.10. Pada skema tersebut nantinyapipa dirotasi 180 derajat dan diameter sinar laser harus lebih besardari tebal pipa tapi tidak boleh terlalu jauh berbeda juga. Hasilnya,daerah yang dikenai sinar akan lebih homogen pada arah ketebalandan akan mengalami strain compressive plastic deformation akibatdari ekspansi termal yang terjadi pada daerah sekitarnya. Gambar2.11 di bawah merupakan gambar mekanisme buckling yangterjadi pada pipa. Sedangkan untuk mekanisme upsetting padaproses bending pipa dapat dilihat pada gambar 2.12

15
Gambar 2.9. Mekanisme proses laser forming (Jung, 2006)
Gambar 2.10 Gambar skema laser tube bending. (Zhang, 2006)

16
Gambar 2.11 konfigurasi laser tube forming; (a) Geometri asal;(b) tegangan dan displacement pada mekanisme buckling padalaser forming; (c) penjelasan bending angle pada pipa. (Hsieh,2005)
17
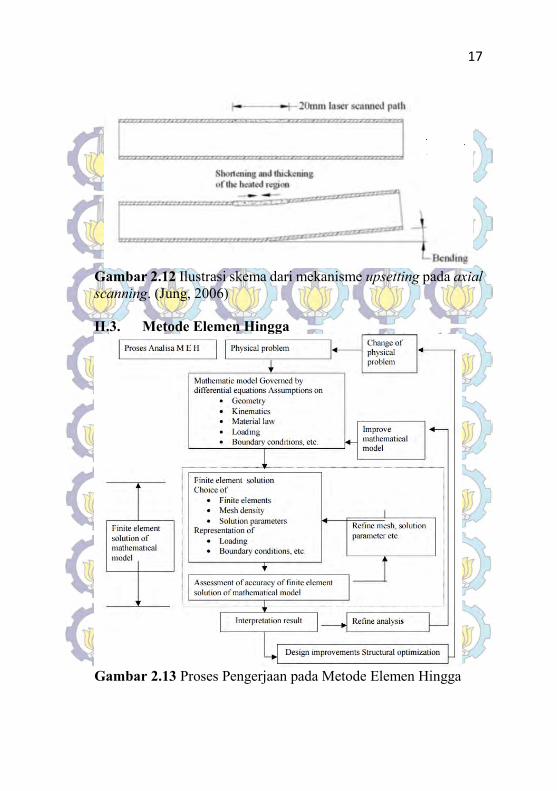
Gambar 2.12 Ilustrasi skema dari mekanisme upsetting pada axialscanning. (Jung, 2006)
II.3. Metode Elemen Hingga
Gambar 2.13 Proses Pengerjaan pada Metode Elemen Hingga
18
Metode elemen hingga merupakan metode numerikdengan basis komputasi untuk memecahkan persoalan pada bidangengineering. Geometri akan dibagi menjadi elemen-elemen yanglebih kecil di mana masing-masing elemen node yang digunakanuntuk mewakili nilai variabel (contohnya, temperatur, tegangandan perpindahan panas) yang membawahi elemen fungsiinterpolasi (disebut juga fungsi aproksimasi).Persamaan matriksmenjabarkan sifat-sifat setiap elemen. Hal tersebut ditentukandengan menggunakan salah satu dari tiga pendekatan, yaitu;pendekatan langsung, pendekatan variasional, atau pendekatanweighted residual. Setiap persamaan matriks digabungkan untukmenemukan persamaan sistem secara keseluruhan. Nilai nodal darivariabel lapangan dimasukan pada persamaan sistem. Nilai nodalyang tidak diketahui dari masalah akan diperoleh denganmenyelesaikan persamaan sistem. Masalah teknik yang umumditangani oleh Metode Elemen Hingga antara lain adalah:struktural, termal, aliran fluida, listrik, magnet, kebisingan akustikdan lain - lain. Di dalam proses pembentukan laser ini akanmelibatkan masalah struktural dan termal. Di bagian ini, konsepdari FEM dijelaskan secara singkat dalam hal masalah kontinum,pendekatan weighted residual, dan interpolasi fungsi, berdasarkanHuebner dan Meinders.
II.3.1 Perpindahan Panas dalam FEMPerpindahan panas terjadi pada proses bending dengan
laser akibat pemanasan pada permukaan logam dari sinar laseryang ditembakkan. Dapat dilihat pada gambar 2.14 di bawahmacam-macam perpindahan panas dalam permasalahan konduksi,konveksi dan radiasi.
Panas berpindah secara konduksi pada bagian dalam darilogam sedangkan pada daerah sekitar logam, perpindahan panasterjadi secara konveksi dan radiasi. Distribusi temperatur dapatdihitung dengan menggunakan metode elemen hingga.
19
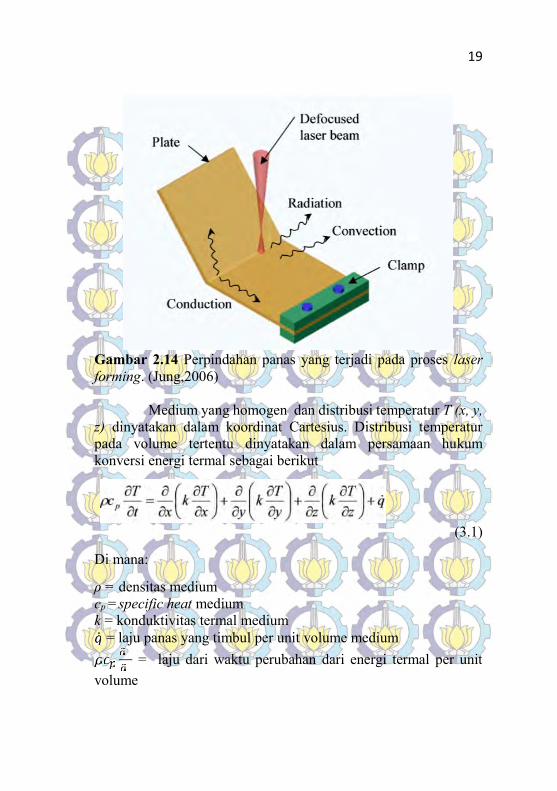
Gambar 2.14 Perpindahan panas yang terjadi pada proses laserforming. (Jung,2006)
Medium yang homogen dan distribusi temperatur T (x, y,z) dinyatakan dalam koordinat Cartesius. Distribusi temperaturpada volume tertentu dinyatakan dalam persamaan hukumkonversi energi termal sebagai berikut
(3.1)
Di mana:
ρ = densitas mediumcp = specific heat mediumk = konduktivitas termal medium = laju panas yang timbul per unit volume medium
= laju dari waktu perubahan dari energi termal per unitvolume
20
, , = laju perpindahan panas per unit area (heat flux)pada koordinat x, y, z
Persamaan (3.1) merupakan bentuk umum dari persamaandifusi panas. Untuk perpindahan secara konduksi, persamaan heatflux lebih umum dinyatakan dalam hukum Fourier:" = − + + = − ∇ (3.2)
Tanda negatif menandakan panas selalu berpindah menujutemperatur yang lebih rendah.
Sehingga persamaan (3.1) dapat disederhanakan menjadi= −∇. { "} + (3.3)
Untuk heat flux permukaan− ∇ = " untuk heat flux (3.4a)∇ = 0 permukaan adiabatik (3.4b)
Untuk kondisi permukaan konveksi− ∇T = ℎ − ( , , , ) (3.4c)
Di mana:
h = koefisien konveksiT∞ = Temperatur sekitar
Untuk perpindahan panas secara radiasi:− ∇ = " − ( , , , ) (3.4d)
Di mana:
α = Absorptivitas permukaan
21
" = incident radiant heat flux= konstanta Stefan-Boltzmann= emisivitas permukaan
22
(Halaman ini sengaja dikosongkan)
23
BAB IIIMETODOLOGI
Bab III berisi metode yang digunakan dalam penelitian,spesifikasi material pipa dan pemodelan yang dilakukan denganmenggunakan software elemen hingga.
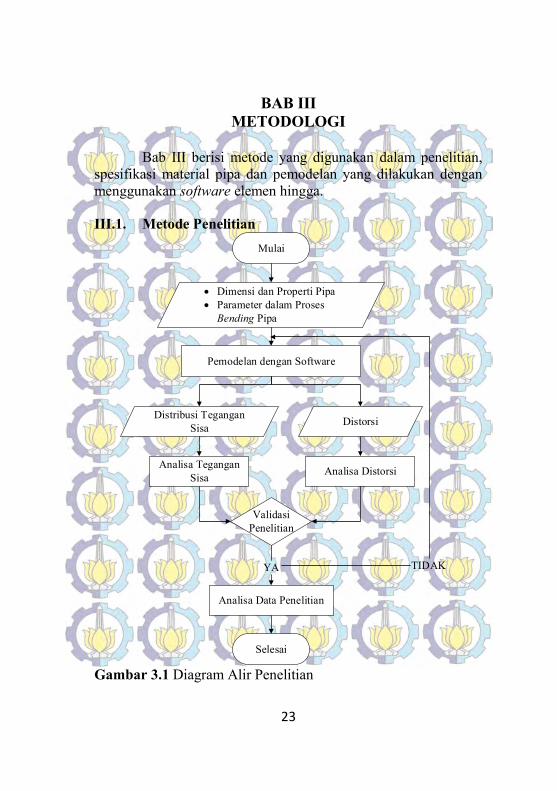
III.1. Metode PenelitianMulai
Dimensi dan Properti Pipa Parameter dalam Proses
Bending Pipa
Pemodelan dengan Software
Distribusi TeganganSisa Distorsi
Analisa TeganganSisa Analisa Distorsi
ValidasiPenelitian
YA TIDAK
Analisa Data Penelitian
Selesai
Gambar 3.1 Diagram Alir Penelitian
24
III.2. Spesifikasi Material dan Parameter Laser BendingIII.2.1 Material pipa
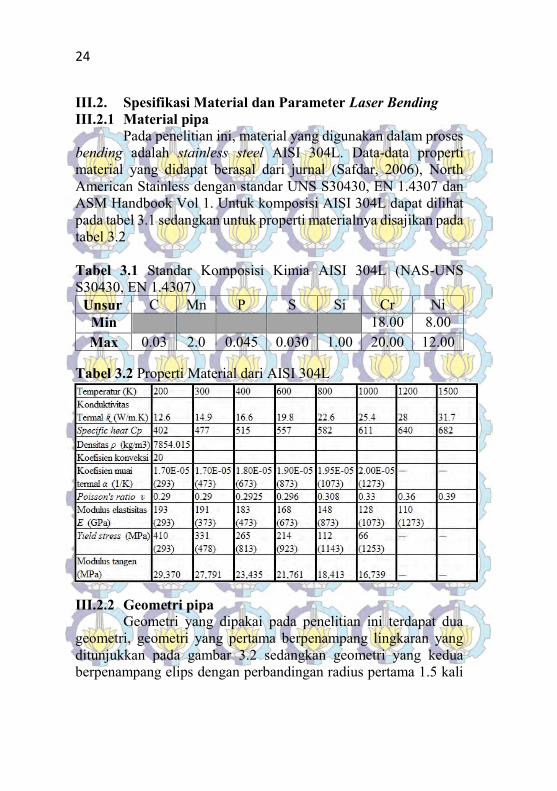
Pada penelitian ini, material yang digunakan dalam prosesbending adalah stainless steel AISI 304L. Data-data propertimaterial yang didapat berasal dari jurnal (Safdar, 2006), NorthAmerican Stainless dengan standar UNS S30430, EN 1.4307 danASM Handbook Vol 1. Untuk komposisi AISI 304L dapat dilihatpada tabel 3.1 sedangkan untuk properti materialnya disajikan padatabel 3.2
Tabel 3.1 Standar Komposisi Kimia AISI 304L (NAS-UNSS30430, EN 1.4307)
Unsur C Mn P S Si Cr NiMin 18.00 8.00Max 0.03 2.0 0.045 0.030 1.00 20.00 12.00
Tabel 3.2 Properti Material dari AISI 304L
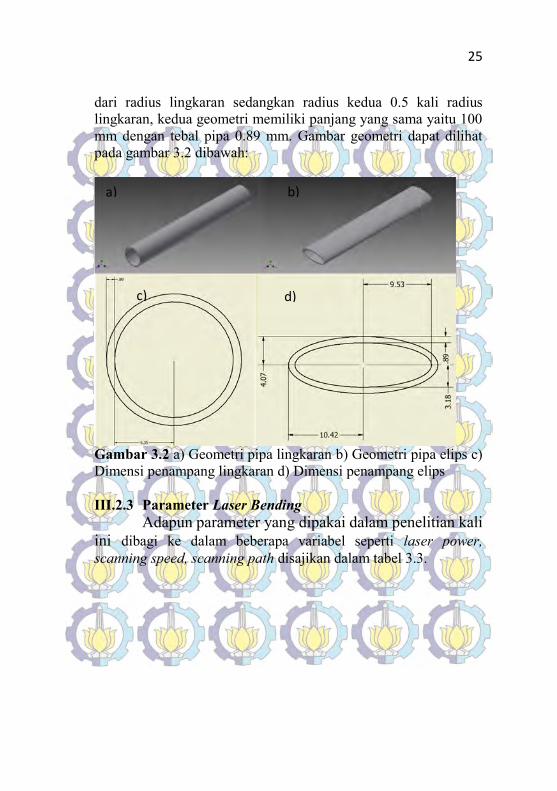
III.2.2 Geometri pipaGeometri yang dipakai pada penelitian ini terdapat dua
geometri, geometri yang pertama berpenampang lingkaran yangditunjukkan pada gambar 3.2 sedangkan geometri yang keduaberpenampang elips dengan perbandingan radius pertama 1.5 kali
25
dari radius lingkaran sedangkan radius kedua 0.5 kali radiuslingkaran, kedua geometri memiliki panjang yang sama yaitu 100mm dengan tebal pipa 0.89 mm. Gambar geometri dapat dilihatpada gambar 3.2 dibawah:
Gambar 3.2 a) Geometri pipa lingkaran b) Geometri pipa elips c)Dimensi penampang lingkaran d) Dimensi penampang elips
III.2.3 Parameter Laser BendingAdapun parameter yang dipakai dalam penelitian kali
ini dibagi ke dalam beberapa variabel seperti laser power,scanning speed, scanning path disajikan dalam tabel 3.3.
a) b)
c) d)
26
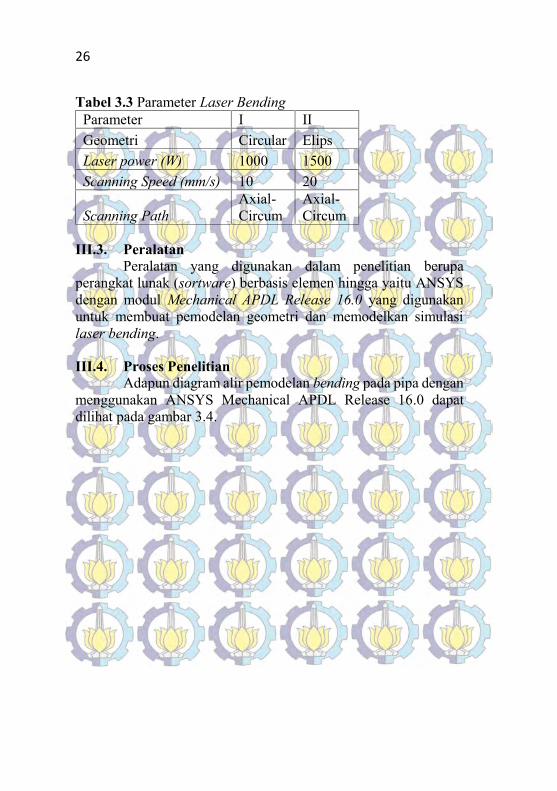
Tabel 3.3 Parameter Laser BendingParameter I IIGeometri Circular ElipsLaser power (W) 1000 1500Scanning Speed (mm/s) 10 20
Scanning PathAxial-Circum
Axial-Circum
III.3. PeralatanPeralatan yang digunakan dalam penelitian berupa
perangkat lunak (sortware) berbasis elemen hingga yaitu ANSYSdengan modul Mechanical APDL Release 16.0 yang digunakanuntuk membuat pemodelan geometri dan memodelkan simulasilaser bending.
III.4. Proses PenelitianAdapun diagram alir pemodelan bending pada pipa dengan
menggunakan ANSYS Mechanical APDL Release 16.0 dapatdilihat pada gambar 3.4.

27
Gambar 3.3 Diagram alir pemodelan menggunakan metodeelemen hingga.
III.4.1 Pemodelan pipaTerdapat dua jenis pipa yang digunakan pada penelitian ini
yaitu yang pertama memiliki penampang berbentuk lingkarandengan diameter 12.7 mm (1/2 inch) dengan tebal 0.89 mm denganpanjang pipa 100 mm dapat dilihat pada gambar 3.2.a. Sedangkanyang kedua memiliki penampang elips dengan perbandingan radiussatu dan dua yaitu 1,5:0.5 dari diameter semula dengan tebal 0.89mm dengan panjang 100 mm dapat dilihat pada gambar 3.2.b.
Mulai
PREPROCESSOR
1. Modelling dan Meshing2. Penentuan Element Type3. Material Properties4. Initial Condition5. Boundary Condition
ANALYSIS
1. Tipe Pembebanan2. Tipe Analisa
POSTPROCESSOR
1. Hasil Akhir
Selesai

28
Tipe elemen yang digunakan pada analisis termal adalah brickelement (SOLID70) karena elemen tersebut lebih akurat dan secarakomputasi lebih efisien dibandingkan dengan yang tetrahedron.SOLID70 memiliki 8 nodes dengan satu derajat kebebasan (degreeof freedom) temperatur pada masing-masing node.
Metode meshing yang digunakan pada pipa ini adalahdengan metode sweep dengan elemen hexahedron denganpembagian garis penampang lingkaran sebanyak 60 garis danpembagian garis longitudinal sebanyak 150 garis. Hasil meshingpipa berpenampang lingkaran dapat dilihat pada gambar 3.5sedangkan pipa berpenampang elips pada gambar 3.6.
Gambar 3.4 Hasil meshing pada pipa berpenampang lingkaran
29
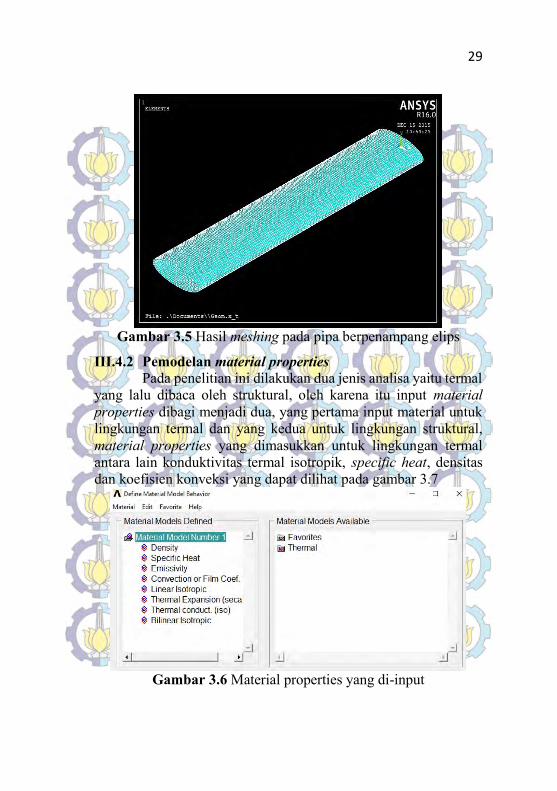
Gambar 3.5 Hasil meshing pada pipa berpenampang elips
III.4.2 Pemodelan material propertiesPada penelitian ini dilakukan dua jenis analisa yaitu termal
yang lalu dibaca oleh struktural, oleh karena itu input materialproperties dibagi menjadi dua, yang pertama input material untuklingkungan termal dan yang kedua untuk lingkungan struktural,material properties yang dimasukkan untuk lingkungan termalantara lain konduktivitas termal isotropik, specific heat, densitasdan koefisien konveksi yang dapat dilihat pada gambar 3.7
Gambar 3.6 Material properties yang di-input
30
III.4.3 Pemodelan boundary conditionPerpindahan panas yang terjadi adalah konveksi dan
radiasi dimana konveksi terjadi pada semua permukaan pipakecuali pada daerah yang dikenai sinar laser, konveksi yang terjadimerupakan free convection artinya konveksi tanpa ada pengaruhdari luar, sedangkan pada kasus radiasi, emisivitas dianggapkonstan dan emisivitas untuk AISI 304L pada temperatur kamaradalah 0.08. Proses adiabatik dianggap terjadi pada path pipa yangdikenai sinar laser.
Sedangkan untuk analisis mekanik, salah satu sisipenampang pipa akan dijepit ke segala arah. Sehingga dapat dilihatrespon mekanik yang terjadi pada pipa tersebut. Tidak adadisplacement sepanjang sumbu simetris.
III.4.4 Pemodelan tipe pembebananPembebanan pada proses ini dibagi menjadi dua yaitu
pembebanan termal dan pembebanan struktural. Pada prosestermal, pipa akan diberi panas yang berasal dari laser yang di-inputkan pada ANSYS dalam bentuk heat flux, pada scanning pathaxial, heat flux yang diberikan sepanjang 20 mm di tengah pipadari posisi z 0.04 mm sampai 0.06 mm, sedangkan pada scanningpath circumferential, heat flux diberikan melintang pada z 0.05 mmpada tengah pipa kea rah sumbu x secara melingkar sebanyak 180derajat. Setelah proses scanning pemanasan maka dilakukan prosespendinginan secara free convection selama 10 sekon, prosespemanasan dan pendinginan dilakukan berulang sebanyak empatkali, pada scanning yang berikutnya daya diturunkan menjadi 0.9kali, scan selanjutnya 0.8 kali dan berlanjut sampai empat kali scan,penurunan daya dilakukan untuk mencegah melting pada pipa padaproses scanning, sedangkan pendinginan yang terakhir dilakukansampai temperatur mencapai temperatur ruang. Dari hasil tersebutmaka akan didapatkan hasil distribusi temperatur.
Setelah pembebanan termal selesai maka hasil dari analisatermal, maka akan diberi pembebanan struktur, pada proses laserbending, beban yang diberikan hanya berupa constraint pada ujungpipa (z = 0), tidak ada beban berupa tensile ataupun compressive.

31
III.4.5 Tipe analisaPada proses analisa termal, analisa yang digunakan
menggunakan analisa transient karena beban yang diberikanmerupakan beban dinamis. Metode analisa yang digunakanmenggunakan sparse direct.
Sedangkan analisa yang digunakan pada analisa strukturadalah large displacement static karena beban yang diberikan tetapberupa constraint. Metode yang digunakan yaitu sparse direct.
32
(Halaman ini sengaja dikosongkan)
33
BAB IVHASIL DAN PEMBAHASAN
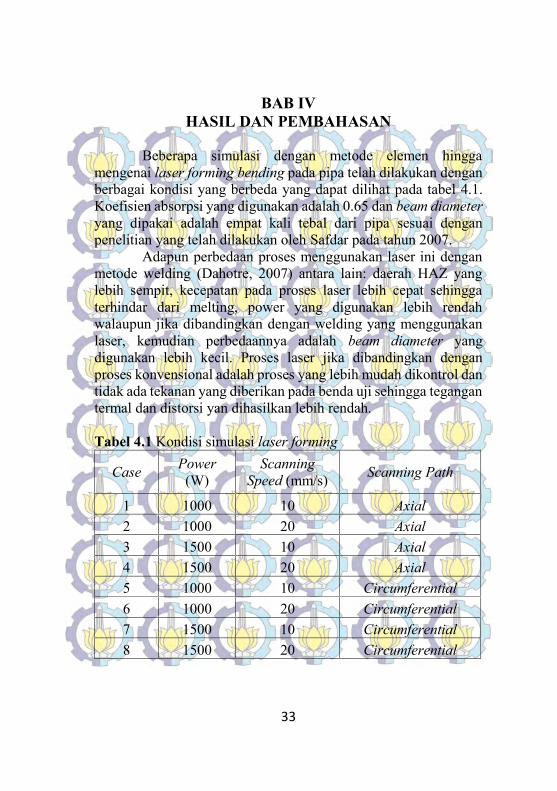
Beberapa simulasi dengan metode elemen hinggamengenai laser forming bending pada pipa telah dilakukan denganberbagai kondisi yang berbeda yang dapat dilihat pada tabel 4.1.Koefisien absorpsi yang digunakan adalah 0.65 dan beam diameteryang dipakai adalah empat kali tebal dari pipa sesuai denganpenelitian yang telah dilakukan oleh Safdar pada tahun 2007.
Adapun perbedaan proses menggunakan laser ini denganmetode welding (Dahotre, 2007) antara lain: daerah HAZ yanglebih sempit, kecepatan pada proses laser lebih cepat sehinggaterhindar dari melting, power yang digunakan lebih rendahwalaupun jika dibandingkan dengan welding yang menggunakanlaser, kemudian perbedaannya adalah beam diameter yangdigunakan lebih kecil. Proses laser jika dibandingkan denganproses konvensional adalah proses yang lebih mudah dikontrol dantidak ada tekanan yang diberikan pada benda uji sehingga tegangantermal dan distorsi yan dihasilkan lebih rendah.
Tabel 4.1 Kondisi simulasi laser forming
Case Power(W)
ScanningSpeed (mm/s) Scanning Path
1 1000 10 Axial2 1000 20 Axial3 1500 10 Axial4 1500 20 Axial5 1000 10 Circumferential6 1000 20 Circumferential7 1500 10 Circumferential8 1500 20 Circumferential
34
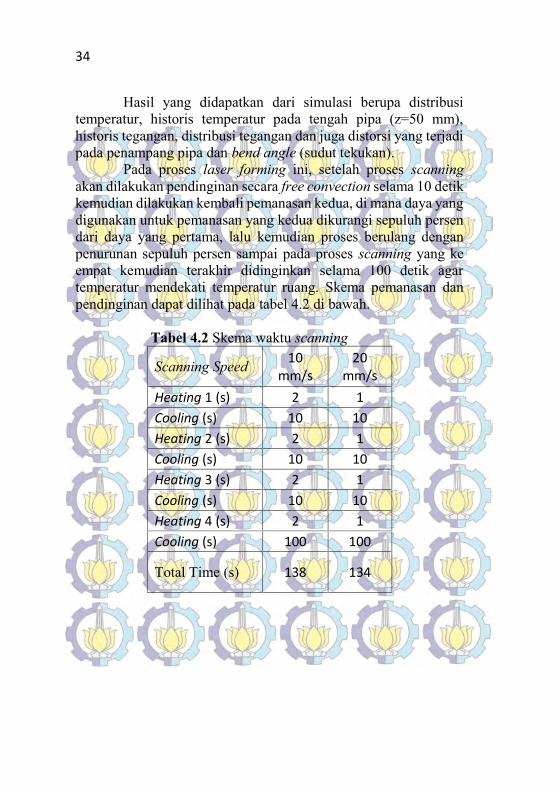
Hasil yang didapatkan dari simulasi berupa distribusitemperatur, historis temperatur pada tengah pipa (z=50 mm),historis tegangan, distribusi tegangan dan juga distorsi yang terjadipada penampang pipa dan bend angle (sudut tekukan).
Pada proses laser forming ini, setelah proses scanningakan dilakukan pendinginan secara free convection selama 10 detikkemudian dilakukan kembali pemanasan kedua, di mana daya yangdigunakan untuk pemanasan yang kedua dikurangi sepuluh persendari daya yang pertama, lalu kemudian proses berulang denganpenurunan sepuluh persen sampai pada proses scanning yang keempat kemudian terakhir didinginkan selama 100 detik agartemperatur mendekati temperatur ruang. Skema pemanasan danpendinginan dapat dilihat pada tabel 4.2 di bawah.
Tabel 4.2 Skema waktu scanning
Scanning Speed 10mm/s
20mm/s
Heating 1 (s) 2 1Cooling (s) 10 10Heating 2 (s) 2 1Cooling (s) 10 10Heating 3 (s) 2 1Cooling (s) 10 10Heating 4 (s) 2 1Cooling (s) 100 100
Total Time (s) 138 134

35
IV.1. Pipa CircularIV.1.1 Respon Termal
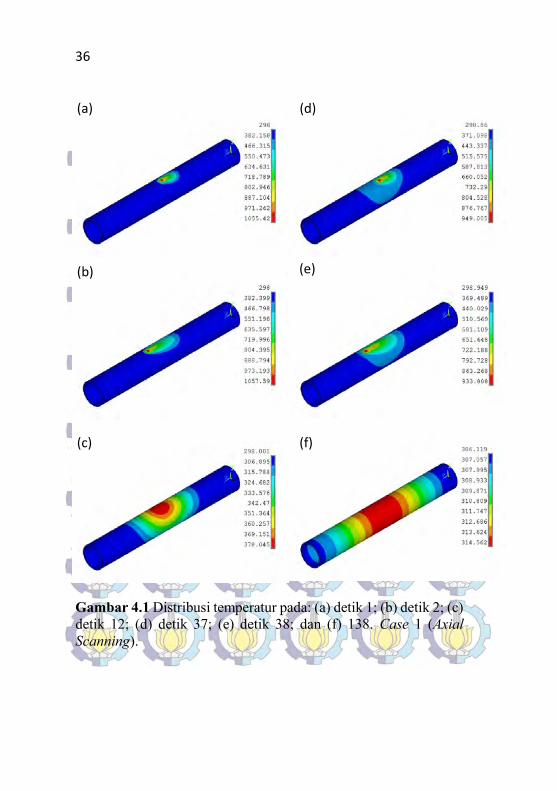
Respon temperatur dari case 1 (axial) dapat dilihat padagambar 4.1 dan case 5 (circumferential) yang berupa distribusitemperatur pada (a) detik 1 pada saat heat flux melewati tengahpipa, (b) detik 2 pada saat heating pertama selesai, (c) detik ke 12saat cooling pertama selesai dan (d) detik ke 37 saat heat fluxmelewati tengah pipa pada scanning terakhir, (e) detik ke 38 saatscanning terakhir selesai, dan (f) detik ke 138 saat cooling terakhirselesai dan proses selesai. Dapat dilihat dari gambar distribusi padascanning yang pertama, temperatur maksimum yang tercapaiadalah sekitar 1055K atau sekitar 777oC dan pada scanning yangkeempat mengalami penurunan karena daya yang diturunkan,temperatur yang dicapai pada scanning yang keempat hanyamencapai 950K atau 677oC.
Gambar 4.1 menunjukkan distribusi temperatur padascanning axial, panjang lintasan yang dipanaskan pada scanningaxial ini adalah 20 mm dengan melintasi pusat bagian atas daripipa. Diambil lintasan sepanjang 20 mm karena mendekati lintasancircumferential 180o atau setengah keliling penampang. Dapatdilihat bahwa temperatur maksimum yang dicapai mencapaisekitar 1050K (777oC) saat terjadi proses pemanasan (a), lalu panasyang ditransfer ke material akan secara cepat hilang kesekelilingnya dengan efek konduksi sehingga daerah sekitarnyamenerima panas (b). Setelah pemanasan selesai, materialdidinginkan secara konveksi selama sepuluh detik, pada proseskonveksi ini juga terjadi proses konduksi sehingga temperatur padadaerah yang dikenai heatflux tadi akan turun sedangkan daerah disekitarnya akan menerima panas secara konduksi sehinggatemperaturnya naik (c).
36
Gambar 4.1 Distribusi temperatur pada: (a) detik 1; (b) detik 2; (c)detik 12; (d) detik 37; (e) detik 38; dan (f) 138. Case 1 (AxialScanning).
(a)
(b)
(c)
(d)
(e)
(f)
37
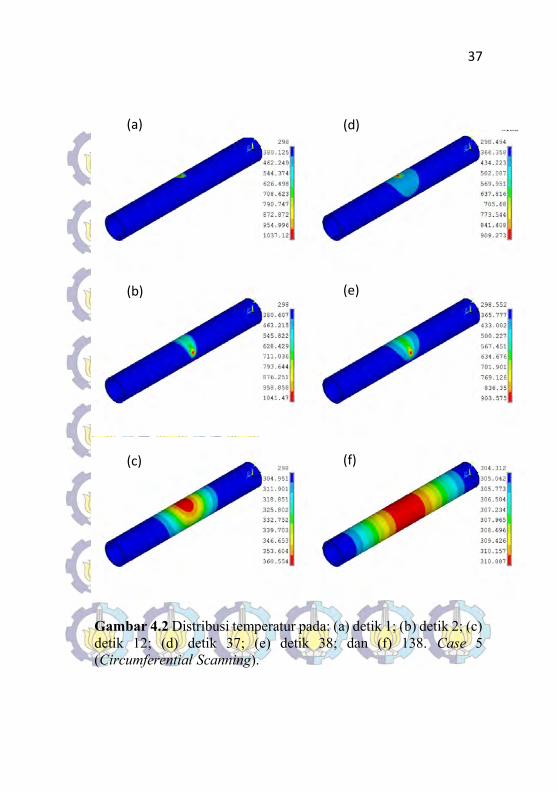
Gambar 4.2 Distribusi temperatur pada: (a) detik 1; (b) detik 2; (c)detik 12; (d) detik 37; (e) detik 38; dan (f) 138. Case 5(Circumferential Scanning).
(a)
(b)
(c)
(d)
(e)
(f)
38
Tetapi setelah pendinginan selama sepuluh detik, temperaturuniform belum tercapai akan tetapi sudah dilakukan proses scanyang kedua. Pada gambar (d) proses scan keempat, temperaturyang dicapai akan turun dibandingkan temperatur yang pertamakarena daya yang digunakan pada scan-scan berikutnya setelahscan satu dikurangi sebanyak 10% agar tidak mencapai temperaturmelting dari material. Pada proses pendinginan terakhir (f),dilakukan selama 100 detik agar temperatur mencapai temperaturruang, setelah proses simulasi, temperatur akhir dari materialberada pada range 306K-314K (33oC-41oC), dimana temperaturminimum terdapat di tepi axial dari pipa dan akan naik ke arahtengah dari pipa dan maksmimalnya pada titik tengah pada pipa.Temperatur sisa ini dapat diabaikan pada analisis ini karenaekspansi termal pada temperatur tersebut hampir sama nilainyadengan temperatur ruang.
Gambar 4.2 menunjukkan distribusi temperatur padamaterial case 5 yang menggunakan scanning circumferentialdengan lintasan pada z=50 mm melintang sejauh 180o. Dapatdilihat temperatur maksimum yang dicapai pada saat scan pertamadari detik nol sampai detik kedua, pada saat heat flux melewatitengah-tengah pipa pada x=0, temperatur maksimum yang dicapaiadalah sekitar 1037K (764oC) (a). Pada saat scan pertama selesaipada detik kedua, temperatur maksimum menjadi 1040K dandaerah sekitar yang terkena dampak dari pemanasan jugamenerima panas akibat konduksi (b), pada saat proses pendinginanselama 10 detik, temperatur pada lintasan yang dilewati heat fluxakan turun karena panas berpindah ke material sekitarnya secarakonduksi dan hilang ke udara secara konveksi (c). Sedangkan padascan ke empat saat daya diturunkan, maka temperatur maksimumhanya mencapai 900K atau sekitar 627oC (d), dan padapendinginan terakhir dilakukan selama 100 detik dan temperaturmenjadi 310K (37oC) pada pusat (f).

39
Gambar 4.3 Temperatur vs waktu untuk axial scanning pipacircular
Gambar 4.4 Temperatur vs waktu (Scan kedua) untuk axialscanning pipa circular
200
400
600
800
1000
1200
1400
1600
0 5 10 15 20 25 30 35 40 45 50 55
Tem
pera
tur (
K)
Waktu (detik)
Case 1Case 2Case 3Case 4
200
400
600
800
1000
1200
1400
1600
10 11 12 13 14 15 16
Tem
pera
tur (
K)
Waktu (detik)
Case 1Case 2Case 3Case 4
40
Pada gambar 4.3 menunjukkan grafik historis temperaturpada laser forming pipa circular dengan lintasan scanning axial.Dapat dilihat pada gambar 4.4 bahwa yang mencapai temperaturtertinggi adalah case 3 di mana pada case 3 ini menggunakan daya(power) 1500W dengan kecepatan scanning 10mm/s, dari grafiktersebut dapat dilihat bahwa dengan semakin besarnya daya makapanas yang dihasilkan akan semakin tinggi, dan semakin lambatkecepatan pemanasan maka panas yang diberikan akan semakinlama sehingga panas yang dihasilkan akan lebih tinggi jikadibandingkan dengan kecepatan yang lebih tinggi. Dapat dilihatpula temperatur paling kecil dari antara keempat case tersebutadalah case dua di mana menggunakan daya paling rendah dankecepatan lebih cepat. Kecepatan yang semakin cepat akanmenyebabkan temperatur pada heat affected zone menurunsehingga koefisien penyerapan panas akan berkurang dan koefisienmuai termalnya akan meningkat juga specific heat akan meningkat(Li, 2001). Dari gambar historis temperatur 4.4 tersebut juga dapatdilihat lebar kurva yang menandakan kecepatan pendinginan darispesimen dengan case tersebut, jika dilihat yang memiliki kurvapaling lebar adalah kurva case dengan power yang lebih tinggi dankecepatan lebih rendah. Jadi semakin tinggi temperatur padaspesimen maka laju pendinginannya akan semakin tinggi.Sebenarnya hal tersebut tidak terlalu signifikan karena materialyang digunakan sama, berbeda jika material yang digunakanberbeda, maka laju pendinginannya akan signifikan karenadipengaruhi oleh perpindahan panas yang dipengaruhi olehkonduktivitas dari material tersebut serta dari koefisien konveksiyang dalam kasus ini menggunakan media pendingin yang samayaitu udara secara free convection.
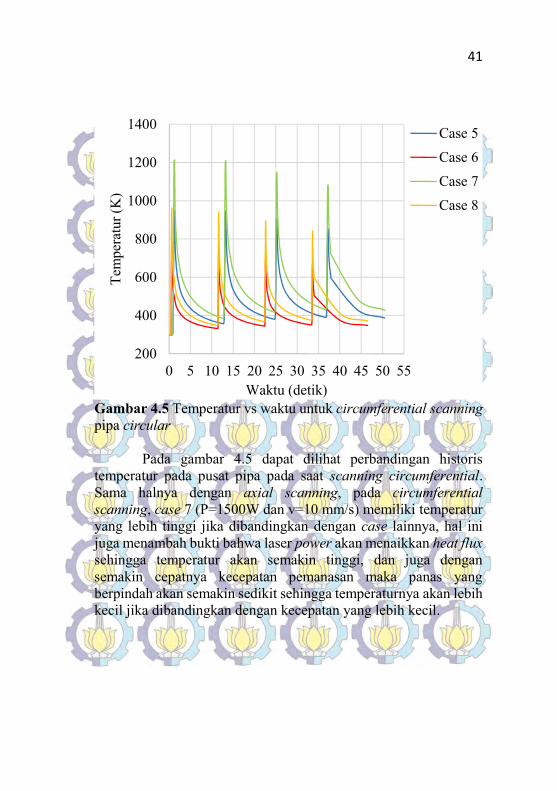
41
Gambar 4.5 Temperatur vs waktu untuk circumferential scanningpipa circular
Pada gambar 4.5 dapat dilihat perbandingan historistemperatur pada pusat pipa pada saat scanning circumferential.Sama halnya dengan axial scanning, pada circumferentialscanning, case 7 (P=1500W dan v=10 mm/s) memiliki temperaturyang lebih tinggi jika dibandingkan dengan case lainnya, hal inijuga menambah bukti bahwa laser power akan menaikkan heat fluxsehingga temperatur akan semakin tinggi, dan juga dengansemakin cepatnya kecepatan pemanasan maka panas yangberpindah akan semakin sedikit sehingga temperaturnya akan lebihkecil jika dibandingkan dengan kecepatan yang lebih kecil.
200
400
600
800
1000
1200
1400
0 5 10 15 20 25 30 35 40 45 50 55
Tem
pera
tur (
K)
Waktu (detik)
Case 5Case 6Case 7Case 8
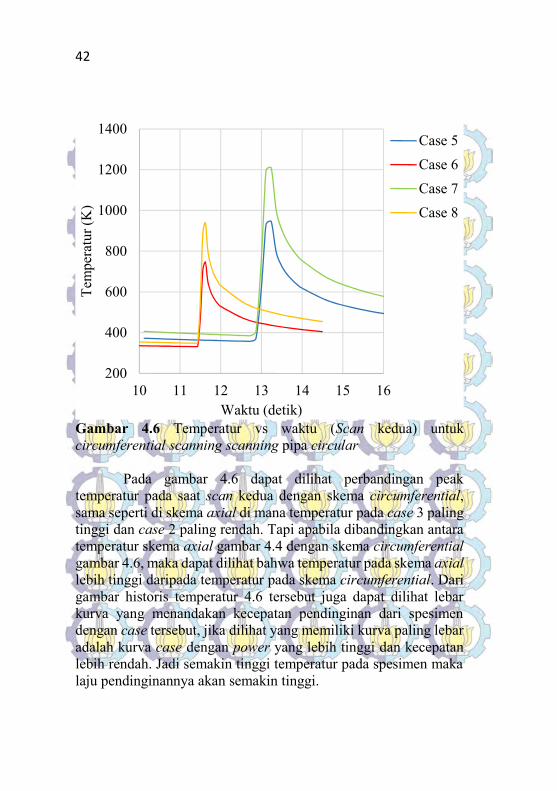
42
Gambar 4.6 Temperatur vs waktu (Scan kedua) untukcircumferential scanning scanning pipa circular
Pada gambar 4.6 dapat dilihat perbandingan peaktemperatur pada saat scan kedua dengan skema circumferential,sama seperti di skema axial di mana temperatur pada case 3 palingtinggi dan case 2 paling rendah. Tapi apabila dibandingkan antaratemperatur skema axial gambar 4.4 dengan skema circumferentialgambar 4.6, maka dapat dilihat bahwa temperatur pada skema axiallebih tinggi daripada temperatur pada skema circumferential. Darigambar historis temperatur 4.6 tersebut juga dapat dilihat lebarkurva yang menandakan kecepatan pendinginan dari spesimendengan case tersebut, jika dilihat yang memiliki kurva paling lebaradalah kurva case dengan power yang lebih tinggi dan kecepatanlebih rendah. Jadi semakin tinggi temperatur pada spesimen makalaju pendinginannya akan semakin tinggi.
200
400
600
800
1000
1200
1400
10 11 12 13 14 15 16
Tem
pera
tur (
K)
Waktu (detik)
Case 5Case 6Case 7Case 8
43
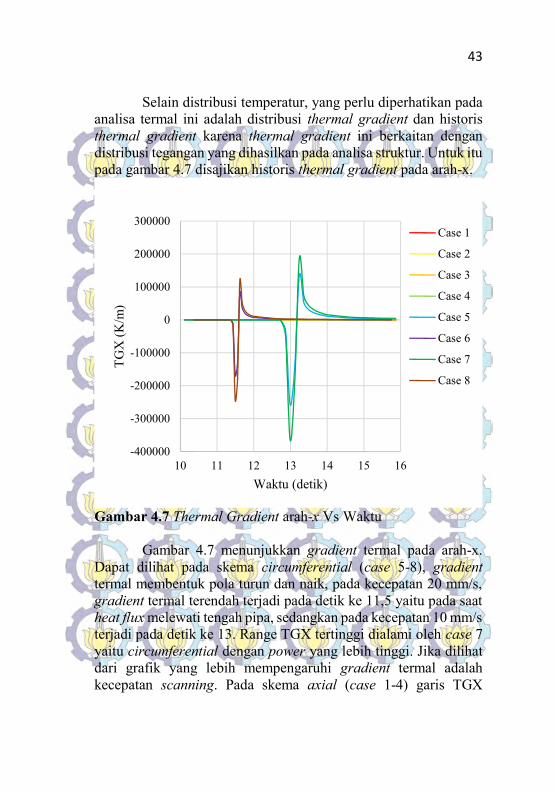
Selain distribusi temperatur, yang perlu diperhatikan padaanalisa termal ini adalah distribusi thermal gradient dan historisthermal gradient karena thermal gradient ini berkaitan dengandistribusi tegangan yang dihasilkan pada analisa struktur. Untuk itupada gambar 4.7 disajikan historis thermal gradient pada arah-x.
Gambar 4.7 Thermal Gradient arah-x Vs Waktu
Gambar 4.7 menunjukkan gradient termal pada arah-x.Dapat dilihat pada skema circumferential (case 5-8), gradienttermal membentuk pola turun dan naik, pada kecepatan 20 mm/s,gradient termal terendah terjadi pada detik ke 11,5 yaitu pada saatheat flux melewati tengah pipa, sedangkan pada kecepatan 10 mm/sterjadi pada detik ke 13. Range TGX tertinggi dialami oleh case 7yaitu circumferential dengan power yang lebih tinggi. Jika dilihatdari grafik yang lebih mempengaruhi gradient termal adalahkecepatan scanning. Pada skema axial (case 1-4) garis TGX
-400000
-300000
-200000
-100000
0
100000
200000
300000
10 11 12 13 14 15 16
TGX
(K/m
)
Waktu (detik)
Case 1
Case 2
Case 3
Case 4
Case 5
Case 6
Case 7
Case 8

44
mendekati nol, hal tersebut karena arah scanning pada axialbergerak ke arah sumbu-z (arah lateral), sedangkan padacircumferential arah scanning melingkari tengah pipa ke arahsumbu-x.
Gambar 4.8 Thermal Gradient arah-y Vs Waktu
Gambar 4.8 menunjukkan variasi thermal gradient padaarah-y (kedalaman) pada titik tengah. Dapat dilihat perbedaan letakpuncak dari thermal gradient di mana pada scanning dengankecepatan 10 mm/s terletak pada sekitar detik ke 11.5 sedangkanpada kecepatan 20 mm/s terletak pada sekitar detik ke 13. Dapatdilihat bahwa axial scan memiliki besaran thermal gradient yangpaling besar, di mana yang paling besar yaitu yang menggunakanpower 1500W dan kecepatan 20 mm/s, artinya semakin besar dayamaka thermal gradient semakin tinggi dan semakin tinggikecepatan scan maka thermal gradient juga akan semakin tinggi
-50000
0
50000
100000
150000
200000
250000
300000
350000
400000
450000
10 11 12 13 14 15 16
TGY
(K/m
)
Waktu (detik)
Case 1
Case 2
Case 3
Case 4
Case 5
Case 6
Case 7
Case 8

45
akan tetapi kecepatan scan ini tidak terlalu banyak mempengaruhibesaran thermal gradient dibandingkan dengan pengaruh daya.
Gambar 4.9 Thermal Gradient arah-z Vs Waktu
Gambar 4.9 menunjukkan thermal gradient arah-z daridetik 10 sampai 16 di mana untuk axial scan searah dengan arahscan sedangkan untuk circumferential scan merupakan arah lateralsehingga berlawanan dengan thermal gradient arah x pada gambar4.7. dapat dilihat pada gambar bahwa hasil menyerupai hasilthermal gradient arah x, bedanya jika di thermal gradient x yangmendekati nol adalah axial scan (case 1-4), di thermal gradient zini yang mendekati nol adalah circumferential scanning, jadi dapatdiambil kesimpulan jika besaran thermal gradient akan bernilaimendekati nol pada arah lateral dari scan. Untuk besaran yangterbesar masih sama seperti pada themal gradient arah x dimana
-400000
-300000
-200000
-100000
0
100000
200000
300000
10 11 12 13 14 15 16
TGZ
(K/m
)
Waktu (detik)
Case 1Case 2Case 3Case 4Case 5Case 6Case 7Case 8

46
yang paling berpengaruh adalah daya (power) di mana semakinbesar daya maka besaran dari thermal gradient akan semakin besar.
Thermal gradient secara langsung mempengaruhidistribusi tegangan (stress), di mana tegangan ini akanmempengaruhi besarnya bending angle dan distorsi. Sangatpenting untuk mengetahui bagaimana hubungan antara distribusitemperatur terhadap perkembangan (development) tegangan dandistorsi yang kemudian menghasilkan bending angle.
Gambar 4.10 Representasi dari konsep perkembangan tegangan.
Gambar 4.10 mengindikasikan distribusi temperatur yangtransien dengan distribusi tegangan pada axial scan dancircumferential scan. Pipa dibagi menjadi empat bagian untukmempermudah pemahaman bagaimana distribusi temperatur danarahnya mempengaruhi distribusi tegangan. Empat bagian itudibagi oleh garis AA, BB, CC, dan DD.
Bagian AA merupakan bagian pada pipa yang memilikijarak di depan posisi dari laser. Tegangan pada bagian AA bernilaikecil dan merupakan compressive stress yang terbentuk akibatpergeseran laser ke arah bagian AA. Hal ini dikarenakan olehperistiwa ekspansi dari material pada daerah heated zone yangmenginduksikan tegangan kompresi ke arah depan dari laser beam.Bagian BB merupakan bagian dengan temperatur maksimum dimana hal tersebut mempengaruhi daerah ini menjadi daerah dengan
47
ekspansi termal terbesar. Ekspansi termal ini diakibatkan olehdaerah sekitar zona pemanasan yang temperaturnya lebih rendahsehingga menghasilkan tegangan kompresi. Bagaimanapun,material pada pusat bagian BB dengan temperatur yang lebih tinggimenghasilkan tegangan yang rendah karena proses yielding.Bagian CC merupakan bagian yang berada sedikit di belakang daridaerah temperatur maksimum. Ekspansi material pada bagian BBdiakibatkan oleh material pada bagian CC yang memilikitemperatur lebih rendah yang oleh karenanya menimbulkan tensilestress. Juga, karena laser telah melewati daerah CC ini, makasetelahnya material akan mulai dingin. Ketika material iniberkontraksi, material di sekelilingnya akan membatasikontraksinya sehingga akan meningkatkan tensile stress.Perkembangan tegangan pada daerah DD hampir mirip dengandaerah CC, perbedaannya hanya pada besaran tegangan padabagian DD lebih besar dibandingkan dengan daerah CC. Daerahtemperatur maksimum pada arah scanning terikat dengan dua garisparalel yaitu PP dan P’P’. Material pada daerah tersebut akansecara langsung mengalami deformasi plastis sedangkan materialdi luar daerah tersebut kebanyakan akan mengalami deformasielastis.
Dapat dilihat pada gambar 4.10 bahwa orientasi teganganakan berbeda dengan arah scanning yang berbeda karena adanyaperbeaan distribusi temperatur. Pada gambar 4.10 menunjukkanbahwa pada axial scanning, distribusi tegangan berada padasumbu-z sedangkan pada circumferential scanning, distribusitegangan mirip dengan axial scanning tapi pada sumbu-x.perbedaan arah orientasi tegangan akan menyebabkan perbedaanbesaran internal force pada ketiga arah orthogonal, yangmempengaruhi bending angle dan distorsi dari material yangdipanaskan.
IV.1.2 Respon TeganganKonsep perkembangan tegangan pada gambar 4.10 pada
respon termal di atas dapat diverifikasi oleh gambar 4.11 yang

48
menunjukkan historis tegangan pada node di tengah pipa pada arahscanning axial dan circumferential pada scan pertama dan kedua.
Gambar 4.11 Distribusi tegangan pada arah scanning
Dapat dilihat ketika sinar laser bergerak mendekati nodereferensi, compressive stress mulai muncul ditandai pada detiksebelum dua untuk kecepatan 10 mm/s dan detik 1 untuk kecepatan20 mm/s grafik menuju arah negative yang menandakan teganganbersifat compressive. Tegangan akan bernilai paling kecil (hampirnol) ketika laser berada pada reference node karena pada saattersebut tercapai temperatur maksimum dan material mengalamiyield. Pada saat laser bergerak dari reference node, seketika itu jugaterjadi tensile stress yang diakibatkan oleh high temperature zone
-6.E+08
-4.E+08
-2.E+08
0.E+00
2.E+08
4.E+08
6.E+08
8.E+08
0 2 4 6 8 10 12 14 16
Stre
ss (P
a)
Waktu (detik)
Case 1Case 2Case 3Case 4Case 5Case 6Case 7Case 8
49
akibat sinar laser. Perilaku yang sama ditunjukkan pada scan yangkedua.
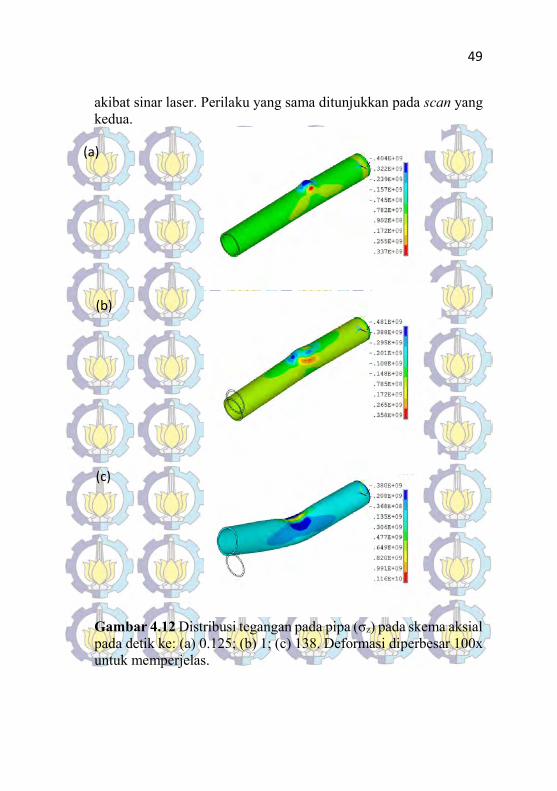
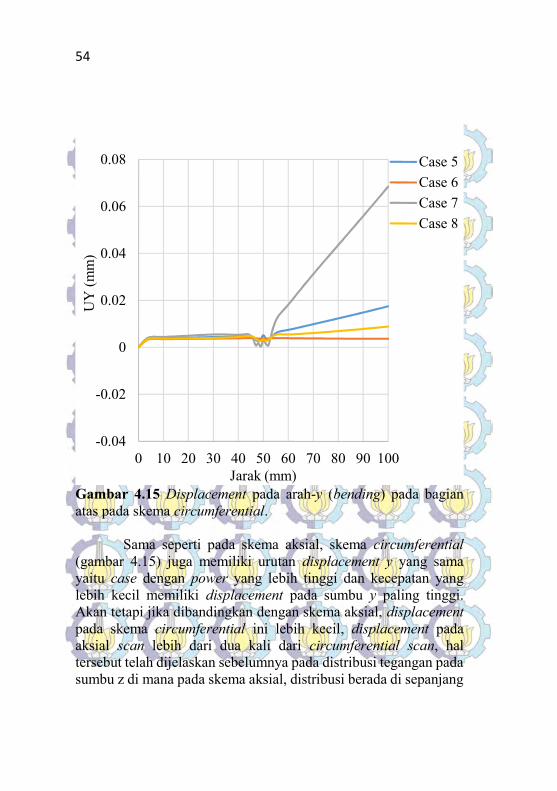
Gambar 4.12 Distribusi tegangan pada pipa (σz) pada skema aksialpada detik ke: (a) 0.125; (b) 1; (c) 138. Deformasi diperbesar 100xuntuk memperjelas.
(a)
(b)
(c)
50
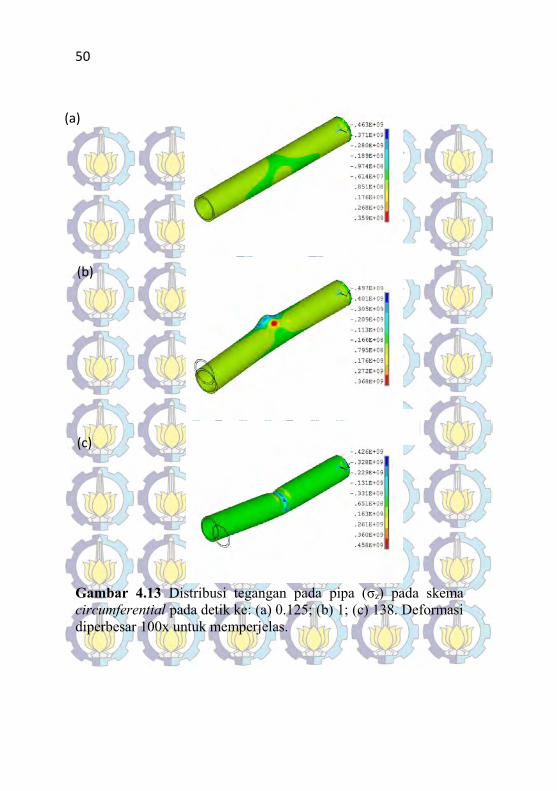
Gambar 4.13 Distribusi tegangan pada pipa (σz) pada skemacircumferential pada detik ke: (a) 0.125; (b) 1; (c) 138. Deformasidiperbesar 100x untuk memperjelas.
(a)
(b)
(c)

51
Respon tegangan pada pipa dapat dilihat pada gambar 4.12untuk skema aksial dan 4.13 untuk skema circumferential. Harusdiberi catatan bahwa yang diplot pada kedua gambar tersebutadalah tegangan pada sumbu z karena tegangan tersebut yang akanmenyebabkan perubahan secara angular pada pipa baik pada skemacircumferential ataupun axial. Tegangan yang bernilai positifdiwakili oleh daerah berwarna merah yang mengindikasikantensile stress sedangkan nilai tegangan yang negative diwakili olehdaerah dengan warna biru yang mengindikasikan compressivestress. Daerah yang tidak diwarnai menandakan posisi atau letakdari specimen sebelum terjadi proses atau posisi awal specimen,pada gambar tersebut hanya dapat terlihat posisi awal penampangsaja.
Gambar 4.12 menunjukkan distribusi tegangan padapermukaan pipa pada skema axial dengan power 1500W dankecepatan 10 mm/s yang dibagi menjadi tiga tahapan yang berbeda.Tahapan yang pertama berada pada awal scanning pada detik ke0.125 (a). Tahapan kedua pada saat scanning melewati tengah daripipa pada detik pertama (b). Dan tahapan terakhir adalah ketikaproses selesai dan proses pendinginan terakhir telah selesai padadetik ke 138 (c). Dapat dilihat pada gambar 4.12 (a) bahwa ketikaproses pemanasan dimulai, nilai compressive stress nya sangattinggi mencapai 400 MPa pada zona yang dipanaskan dan daerahdi sekelilingnya yang diakibatkan oleh tingginya ekspansi termaloleh temperatur yang tinggi sehingga mengakibatkan counter-bending yang terjadi pada saat tersebut. Sedangkan pada daerahyang berwarna merah atau di sebelah dari zona biru terdapat tensilestress dengan nilai maksimum 337 MPa yang dihasilkan sebagaireaksi dari ekspansi termal pada daerah sekitar yang dipanasisehingga membatasi ekspansi termal tersebut. Gambar 4.12 (b)sudah terjadi proses pendinginan pada daerah yang telahdipanaskan sebelumnya, compressive stress yang tadi terjadiberubah menjadi tensile stress (maksimum 358 MPa) yangdiakibatkan oleh kontraksi pada daerah yang dipanaskan. Setelahproses selesai, tensile stress tetap ada pada permukaan sepanjang
52
lintasan yang dilalui oleh laser dan membentuk sudut bending padapipa yang dapat dilihat pada gambar 4.12 (c)
Gambar 4.13 menunjukkan distribusi tegangan padapermukaan pipa pada skema circumferential dengan power 1500Wdan kecepatan 10 mm/s yang dibagi menjadi tiga tahapan yangberbeda. Tahapan yang pertama berada pada awal scanning padadetik ke 0.125 (a). Tahapan kedua pada saat scanning melewatitengah dari pipa pada detik pertama (b). Dan tahapan terakhiradalah ketika proses selesai dan proses pendinginan terakhir telahselesai pada detik ke 138 (c). Dapat dilihat pada gambar 4.13 (a)bahwa ketika proses pemanasan dimulai, nilai compressive stressnya sangat tinggi mencapai 460 MPa pada zona yang dipanaskandan daerah di sekelilingnya yang diakibatkan oleh tingginyaekspansi termal oleh temperatur yang tinggi sehinggamengakibatkan counter-bending yang terjadi pada saat tersebut.Sedangkan pada daerah yang berwarna merah atau disebelah darizona biru terdapat tensile stress dengan nilai maksimum 350 MPayang dihasilkan sebagai reaksi dari ekspansi termal pada daerahsekitar yang dipanasi sehingga membatasi ekspansi termaltersebut. Gambar 4.13 (b) sudah terjadi proses pendinginan padadaerah yang telah dipanaskan sebelumnya, compressive stressyang tadi terjadi berubah menjadi tensile stress (maksimum 368MPa) yang diakibatkan oleh kontraksi pada daerah yangdipanaskan. Setelah proses selesai,tensile stress tetap ada padapermukaan sepanjang lintasan yang dilalui oleh laser danmembentuk sudut bending pada pipa yang dapat dilihat padagambar 4.13 (c)
Jika dibandingkan gambar 4.12 dan 4.13 terdapatperbedaan distribusi tegangan yang didasari karena perbedaanlintasan pemanasan, di mana pada skema aksial distribusi teganganlebih ke arah sumbu z sehingga bending yang terjadi terjadisepanjang sumbu-x yang dipanasi sedangkan pada skemacircumferential karena lintasan yang dipanaskan berada sepanjangsumbu-x maka bending pada sumbu-z yang terjadi hanya bersifatlocal sehingga bend angle yang terjadi tidak begitu besar. Untuk

53
melihat lebih jelas maka akan diplot displacement terhadap sumbuy
Gambar 4.14 Displacement pada arah-y (bending) pada bagianatas pada skema axial.
Dapat dilihat dari gambar 4.14 yang mengalamidisplacement y terbesar adalah case 3 yang memiliki daya lebihbesar dan kecepatan lebih rendah lalu diikuti oleh case 1 yangmemiliki daya lebih rendah daripada case 3 lalu yang memilikidisplacement y terendah adalah case 2 yang memiliki power lebihrendah dan kecepatan lebih cepat, dari hasil yang didapat makadapat diambil kesimpulan bahwa dengan semakin besarnya dayamaka displacement y akan semakin besar sedangkan untukkecepatan yang meningkatkan displacement y adalah denganmemperlambat kecepatan scanning.
-0.05
0.00
0.05
0.10
0.15
0.20
0.25
0 10 20 30 40 50 60 70 80 90 100
UY
(mm
)
Jarak (mm)
Case 1Case 2Case 3Case 4
54
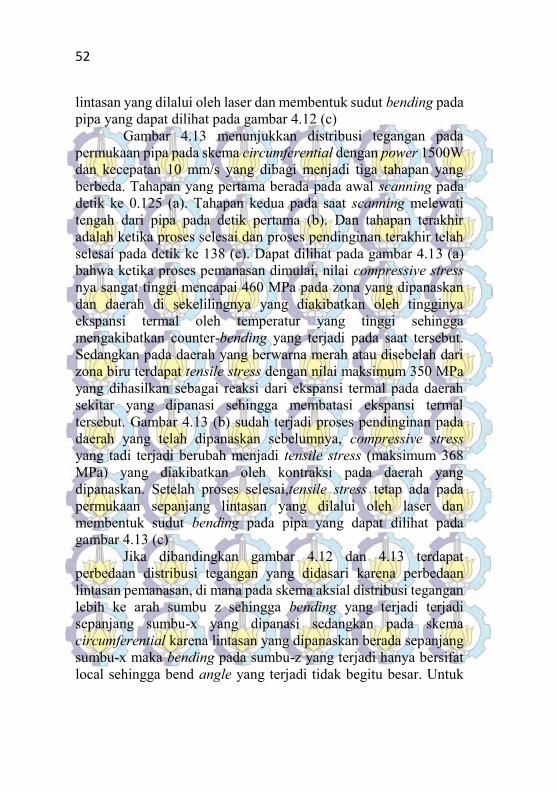
Gambar 4.15 Displacement pada arah-y (bending) pada bagianatas pada skema circumferential.
Sama seperti pada skema aksial, skema circumferential(gambar 4.15) juga memiliki urutan displacement y yang samayaitu case dengan power yang lebih tinggi dan kecepatan yanglebih kecil memiliki displacement pada sumbu y paling tinggi.Akan tetapi jika dibandingkan dengan skema aksial, displacementpada skema circumferential ini lebih kecil, displacement padaaksial scan lebih dari dua kali dari circumferential scan, haltersebut telah dijelaskan sebelumnya pada distribusi tegangan padasumbu z di mana pada skema aksial, distribusi berada di sepanjang
-0.04
-0.02
0
0.02
0.04
0.06
0.08
0 10 20 30 40 50 60 70 80 90 100
UY
(mm
)
Jarak (mm)
Case 5Case 6Case 7Case 8
55
sumbu z sedangkan untuk skema circumferential berada padasepanjang sumbu melingkar sehingga manghasilkan sudut bendingyang bersifat lokal sehingga displacement nya tidak terlalu besar.Apalagi skema circumferential dengan power yang lebih kecil dankecepatan scanning yang lebih cepat hampir tidak adadisplacement yang terjadi karena tegangan yang terjadi tidak cukupuntuk menciptakan distorsi.
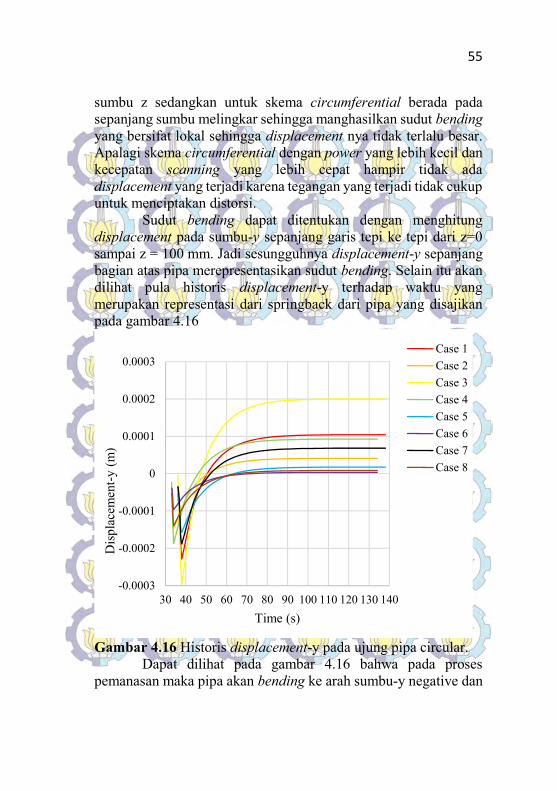
Sudut bending dapat ditentukan dengan menghitungdisplacement pada sumbu-y sepanjang garis tepi ke tepi dari z=0sampai z = 100 mm. Jadi sesungguhnya displacement-y sepanjangbagian atas pipa merepresentasikan sudut bending. Selain itu akandilihat pula historis displacement-y terhadap waktu yangmerupakan representasi dari springback dari pipa yang disajikanpada gambar 4.16
Gambar 4.16 Historis displacement-y pada ujung pipa circular.Dapat dilihat pada gambar 4.16 bahwa pada proses
pemanasan maka pipa akan bending ke arah sumbu-y negative dan
-0.0003
-0.0002
-0.0001
0
0.0001
0.0002
0.0003
30 40 50 60 70 80 90 100 110 120 130 140
Disp
lace
men
t-y (m
)
Time (s)
Case 1Case 2Case 3Case 4Case 5Case 6Case 7Case 8
56
pada saat pendinginan akan bending ke arah sumbu-y positif padasaat tertentu akan berhenti dan membentuk trend garis lurus yangberarti proses sudah selesai. Dapat dilihat yang mengalami gradientpaling curam adalah case 3 di mana merupakan kombinasi dariskema axial dengan power 1500W dan kecepatan 10 mm/s. untukyang memiliki gradient terendah adalah kombinasi antara skemacircumferential yang menggunakan power 1000W dengankecepatan 20 mm/s. untuk titik maksimal displacement, dapatdilihat pada semua case hampir terjadi pada waktu yang sama yaituberada pada range waktu 70-80 detik dan setelah itu akanstagnan,d\ dari grafik tersebut juga dapat dilihat bahwadisplacement pada saat pemanasan nilainya lebih tinggi (arahnegative) dibandingkan saat proses pendinginan selesai (arahpositif).
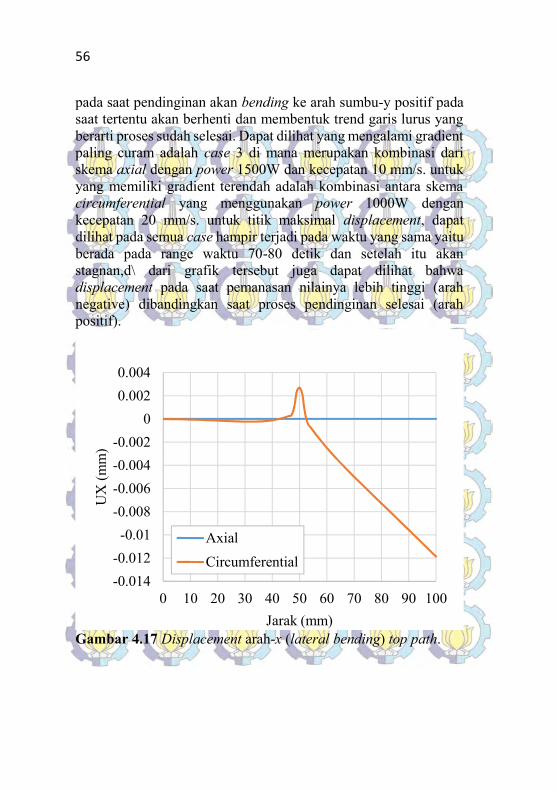
Gambar 4.17 Displacement arah-x (lateral bending) top path.
-0.014-0.012-0.01
-0.008-0.006-0.004-0.002
00.0020.004
0 10 20 30 40 50 60 70 80 90 100
UX
(mm
)
Jarak (mm)
AxialCircumferential
57
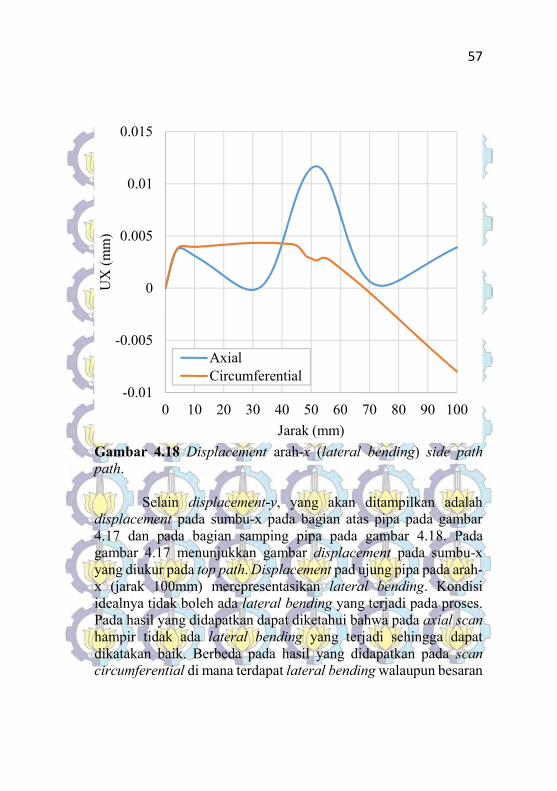
Gambar 4.18 Displacement arah-x (lateral bending) side pathpath.
Selain displacement-y, yang akan ditampilkan adalahdisplacement pada sumbu-x pada bagian atas pipa pada gambar4.17 dan pada bagian samping pipa pada gambar 4.18. Padagambar 4.17 menunjukkan gambar displacement pada sumbu-xyang diukur pada top path. Displacement pad ujung pipa pada arah-x (jarak 100mm) merepresentasikan lateral bending. Kondisiidealnya tidak boleh ada lateral bending yang terjadi pada proses.Pada hasil yang didapatkan dapat diketahui bahwa pada axial scanhampir tidak ada lateral bending yang terjadi sehingga dapatdikatakan baik. Berbeda pada hasil yang didapatkan pada scancircumferential di mana terdapat lateral bending walaupun besaran
-0.01
-0.005
0
0.005
0.01
0.015
0 10 20 30 40 50 60 70 80 90 100
UX
(mm
)
Jarak (mm)
AxialCircumferential
58
displacement pada arah lateral nya jauh di bawah displacementpada arah bending.
Gambar 4.18 menunjukkan displacement pada arah-x tapidengan path yang berbeda dari gambar 4.17 yaitu dengan side path.Segala distorsi pada arah-x di side path merepresentasikanmaterial yang menonjol baik ke dalam ataupun keluar dari sisisamping pipa. Distorsi pada sumbu y dan z pada side path tidakterlalu kritis karena mirip dengan distorsi pada top path. Lateralbending pada side path pipa dapat dilihat pada gambar 4.18 dimanapada scan axial tidak terdapat lateral bending yang berarti jikadibandingkan dengan scan circumferential, tetapi masih adabagian yang menonjol pada bagian tengah pipa pada skema axial.
Analisis distorsi pada top dan side path dapat memberikangambaran yang baik untuk melihat distorsi yang dihasilkan denganskema scan yang berbeda. Hasilnya bahwa displacement-y padascan axial besarnya hampir dua kali dari circumferential scandengan power yang sama dan kecepatan yang sama. Axial scanjuga tidak menghasilkan lateral bending yang tinggi akan tetapiada tonjolan pada sekitar tengah pipa. Pada gambar 4.19 dan 4.20akan disajikan distorsi pada penampang pipa pada bagian tengah.
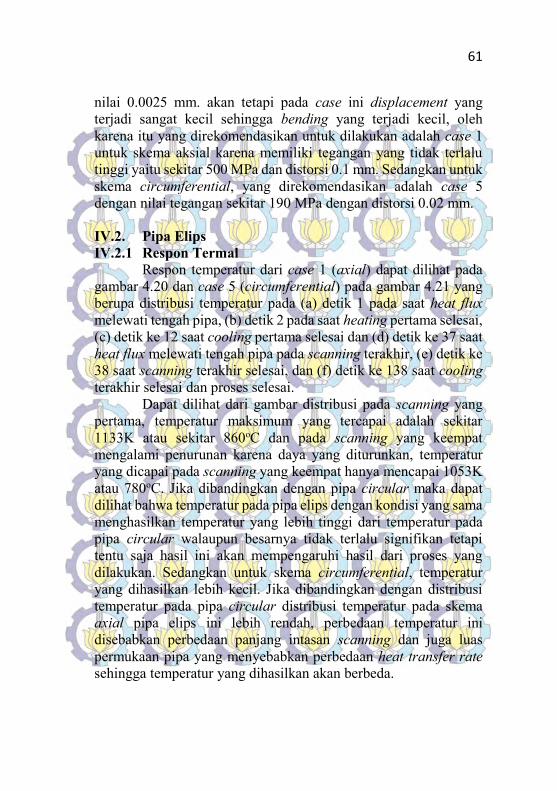
Pada gambar 4.19 dapat dilihat bahwa pada axial scan,pada dinding bagian luar tedapat tonjolan pada bagian atas yangmerenggang yang menghasilkan ovality. Pada bagian dalam punmemiliki hasil yang sama dengan bagian luar tapi dengan besaranyang lebih kecil. Sedangkan dari gambar 4.20 pada circumferentialscanning terlihat adanya distorsi yang tidak simetris pada sumbu-x sehingga pada pipa di sebelah sumbu x negatif terlihat agakmengembung karena adanya ekspansi termal sehingga ketebalanbertambah sedangkan pada sebelah sumbu x positif terdapatpergeseran dinding bagian luar ke arah sumbu x positif. Jadi jikadibandingkan dengan axial scan maka terliha penampang pipapada circumferential ini asimetris yang disebabkan oleh adanyalateral bending, bandingkan dengan lateral bending yang ada padaaxial scan. Dapat dilihat pula pada gambar 4.19 bahwa distorsipada dinding bagian dalam bernilai kecil, sangat diharapkan bahwa
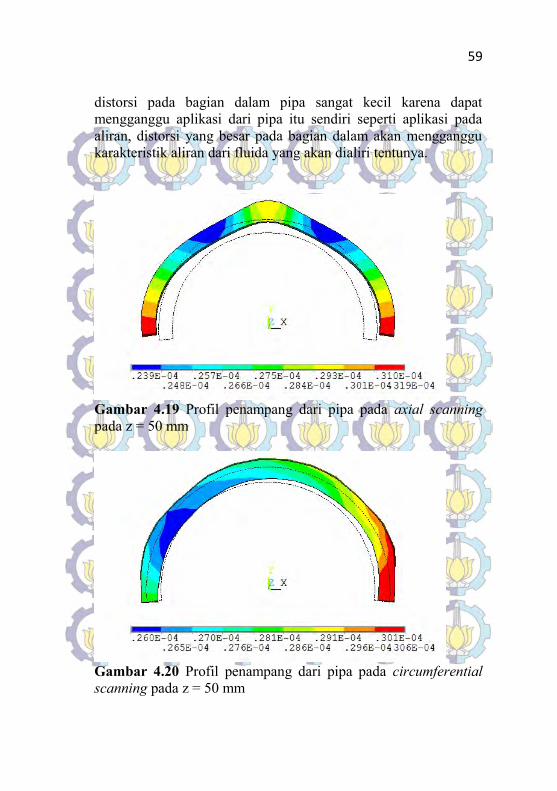
59
distorsi pada bagian dalam pipa sangat kecil karena dapatmengganggu aplikasi dari pipa itu sendiri seperti aplikasi padaaliran, distorsi yang besar pada bagian dalam akan mengganggukarakteristik aliran dari fluida yang akan dialiri tentunya.
Gambar 4.19 Profil penampang dari pipa pada axial scanningpada z = 50 mm
Gambar 4.20 Profil penampang dari pipa pada circumferentialscanning pada z = 50 mm

60
Dari serangkaian proses yang dilakukan, dapat diambilkesimpulan bahwa yang mempengaruhi untuk meningkatkan hasilbending adalah menaikkan power dan menurunkan kecepatanscanning. Akan tetapi ada konsekuensi yang ditimbulkan untukmenghasilkan sudut bending yang tinggi yaitu akan menghasilkanresidual stress yang lebih tinggi dan distorsi yang lebih tinggi.Deformasi plastis akan meningkat seitring dengan meningkatnyapower input yang dapat dibuktikan dari tingginya stress yangdihasilkan pada daerah HAZ. Bagaimanapun, distribusi teganganmemiliki trend yang sama untuk masing masing power. Semakintingginya temperatur maka temperature akan meningkat begitujuga dengan kecepatan yang lebih rendah maka temperature akanlebih tinggi, temperature yang lebih tinggi akan menyebabkan flowstress pada daerah tekukan lebih rendah dan hampir seluruhnyabersifat plastis tetapi temperatur pada daerah yang tidak dikenailaser scanning akan tetap berada pada temperature ruang saatproses scanning sehingga bending pada daerah tersebut bersifatelastis. Dengan berkurangnya daerah HAZ sepanjang arah axialmenyebabkan pipa mengalami bending dengan arah menuju laserbeam. (Hsieh 2005).
Hal yang paling mempengaruhi terjadinya bending adalahtegangan pada arah axial. Deformasi yang terjadi merupakan hasildari shortening pada arah axial dan displacement pada bagian luar.Dapat diketahui dari hasil penelitian bahwa displacement yangtertinggi akan berada pada ujung pipa. Bending yang terjadidiinisiasi oleh adanya gradien termal yang berkombinasi dengandeformasi plastis, jadi dapat dikatakan bahwa semakin tinggitermal gradien maka deformasi yang dihasilkan semakin tinggi.(Hsieh, 2005). Untuk skema axial yang memiliki teganganterendah adalah case 2 yaitu kombinasi power 1000W dengankecepatan 20 mm/s dengan nilai kurang lebih 450 MPa sedangkanuntuk distorsi displacement-y terendah adalah case 2 juga dengandistorsi 0.04 mm. Sedangkan untuk skema circumferential yangmemiliki tegangan terendah adalah case 6 dengan nilai kuranglebih 50 MPa dan distorsi terkecil juga terjadi pada case 6 dengan
61
nilai 0.0025 mm. akan tetapi pada case ini displacement yangterjadi sangat kecil sehingga bending yang terjadi kecil, olehkarena itu yang direkomendasikan untuk dilakukan adalah case 1untuk skema aksial karena memiliki tegangan yang tidak terlalutinggi yaitu sekitar 500 MPa dan distorsi 0.1 mm. Sedangkan untukskema circumferential, yang direkomendasikan adalah case 5dengan nilai tegangan sekitar 190 MPa dengan distorsi 0.02 mm.
IV.2. Pipa ElipsIV.2.1 Respon Termal
Respon temperatur dari case 1 (axial) dapat dilihat padagambar 4.20 dan case 5 (circumferential) pada gambar 4.21 yangberupa distribusi temperatur pada (a) detik 1 pada saat heat fluxmelewati tengah pipa, (b) detik 2 pada saat heating pertama selesai,(c) detik ke 12 saat cooling pertama selesai dan (d) detik ke 37 saatheat flux melewati tengah pipa pada scanning terakhir, (e) detik ke38 saat scanning terakhir selesai, dan (f) detik ke 138 saat coolingterakhir selesai dan proses selesai.
Dapat dilihat dari gambar distribusi pada scanning yangpertama, temperatur maksimum yang tercapai adalah sekitar1133K atau sekitar 860oC dan pada scanning yang keempatmengalami penurunan karena daya yang diturunkan, temperaturyang dicapai pada scanning yang keempat hanya mencapai 1053Katau 780oC. Jika dibandingkan dengan pipa circular maka dapatdilihat bahwa temperatur pada pipa elips dengan kondisi yang samamenghasilkan temperatur yang lebih tinggi dari temperatur padapipa circular walaupun besarnya tidak terlalu signifikan tetapitentu saja hasil ini akan mempengaruhi hasil dari proses yangdilakukan. Sedangkan untuk skema circumferential, temperaturyang dihasilkan lebih kecil. Jika dibandingkan dengan distribusitemperatur pada pipa circular distribusi temperatur pada skemaaxial pipa elips ini lebih rendah, perbedaan temperatur inidisebabkan perbedaan panjang intasan scanning dan juga luaspermukaan pipa yang menyebabkan perbedaan heat transfer ratesehingga temperatur yang dihasilkan akan berbeda.
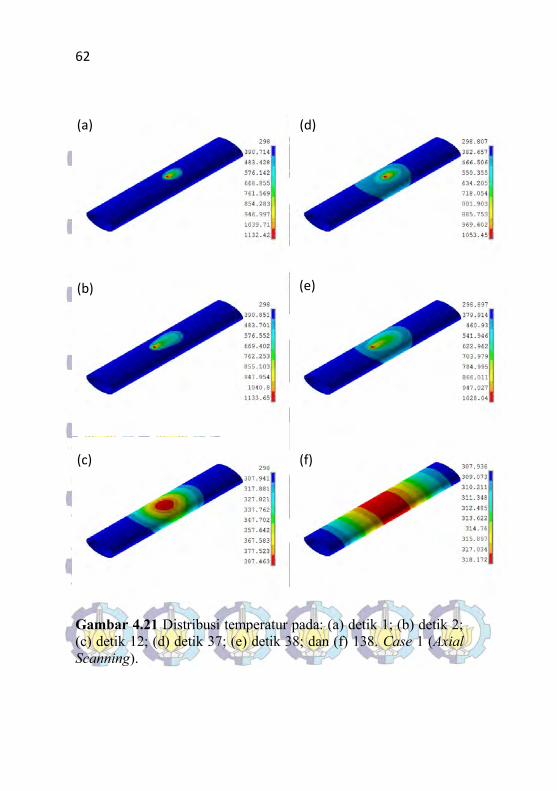
62
Gambar 4.21 Distribusi temperatur pada: (a) detik 1; (b) detik 2;(c) detik 12; (d) detik 37; (e) detik 38; dan (f) 138. Case 1 (AxialScanning).
(a)
(b)
(c)
(d)
(e)
(f)

63
Gambar 4.22 Distribusi temperatur pada: (a) detik 1; (b) detik 2;(c) detik 12; (d) detik 37; (e) detik 38; dan (f) 138. Case 5(Circumferential Scanning).
(a)
(b)
(c)
(d)
(e)
(f)

64
Gambar 4.21 menunjukkan distribusi temperatur padascanning axial, panjang lintasan yang dipanaskan pada scanningaxial ini adalah 20 mm dengan melintasi pusat bagian atas daripipa. Dapat dilihat bahwa temperatur maksimum yang dicapaimencapai sekitar 1130K (857oC) saat terjadi proses pemanasan (a),lalu panas yang ditransfer ke material akan secara cepat hilang kesekelilingnya dengan efek konduksi sehingga daerah sekitarnyamenerima panas (b). Setelah pemanasan selesai, materialdidinginkan secara konveksi selama sepuluh detik, pada proseskonveksi ini juga terjadi proses konduksi sehingga temperatur padadaerah yang dikenai heatflux tadi akan turun sedangkan daerah disekitarnya akan menerima panas secara konduksi sehinggatemperaturnya naik (c). Tetapi setelah pendinginan selama sepuluhdetik, temperatur uniform belum tercapai akan tetapi sudahdilakukan proses scan yang kedua. Pada gambar (d) proses scankeempat, temperatur yang dicapai akan turun dibandingkantemperatur yang pertama karena daya yang digunakan pada scan-scan berikutnya setelah scan satu dikurangi sebanyak 10% agartidak mencapai temperatur melting dari material. Pada prosespendinginan terakhir (f), dilakukan selama 100 detik agartemperatur mencapai temperatur ruang, setelah proses simulasi,temperatur akhir dari material berada pada range 307K-318K(34oC-45oC), dimana temperatur minimum terdapat di tepi axialdari pipa dan akan naik ke arah tengah dari pipa danmaksmimalnya pada titik tengah pada pipa. Temperatur sisa inidapat diabaikan pada analisis ini karena ekspansi termal padatemperatur tersebut hampir sama nilainya dengan temperaturruang.
Gambar 4.22 menunjukkan distribusi temperatur padamaterial case 5 yang menggunakan scanning circumferentialdengan lintasan pada z=50 mm dari sumbu x negatif menuju kesumbu x positif. Dapat dilihat temperatur maksimum yang dicapaipada saat scan pertama dari detik nol sampai detik kedua, pada saatheat flux melewati tengah-tengah pipa pada x=0, temperaturmaksimum yang dicapai adalah sekitar 970K (697oC) (a). Pada saat
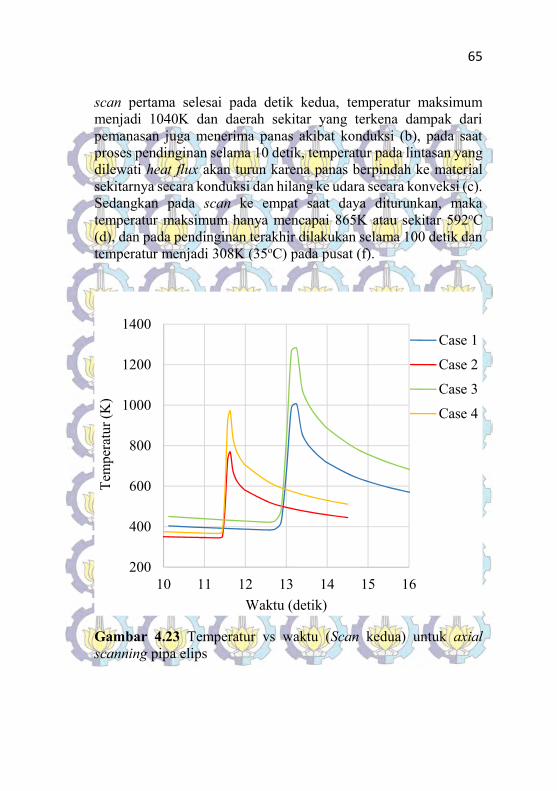
65
scan pertama selesai pada detik kedua, temperatur maksimummenjadi 1040K dan daerah sekitar yang terkena dampak daripemanasan juga menerima panas akibat konduksi (b), pada saatproses pendinginan selama 10 detik, temperatur pada lintasan yangdilewati heat flux akan turun karena panas berpindah ke materialsekitarnya secara konduksi dan hilang ke udara secara konveksi (c).Sedangkan pada scan ke empat saat daya diturunkan, makatemperatur maksimum hanya mencapai 865K atau sekitar 592oC(d), dan pada pendinginan terakhir dilakukan selama 100 detik dantemperatur menjadi 308K (35oC) pada pusat (f).
Gambar 4.23 Temperatur vs waktu (Scan kedua) untuk axialscanning pipa elips
200
400
600
800
1000
1200
1400
10 11 12 13 14 15 16
Tem
pera
tur (
K)
Waktu (detik)
Case 1Case 2Case 3Case 4
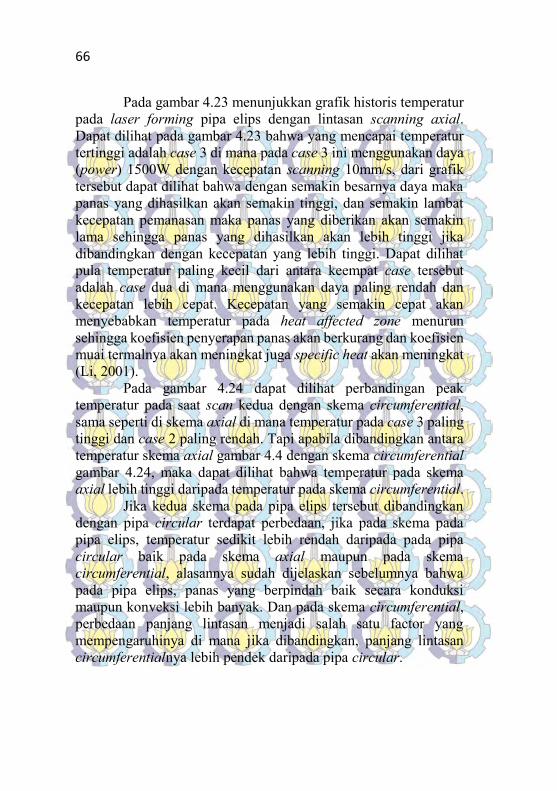
66
Pada gambar 4.23 menunjukkan grafik historis temperaturpada laser forming pipa elips dengan lintasan scanning axial.Dapat dilihat pada gambar 4.23 bahwa yang mencapai temperaturtertinggi adalah case 3 di mana pada case 3 ini menggunakan daya(power) 1500W dengan kecepatan scanning 10mm/s, dari grafiktersebut dapat dilihat bahwa dengan semakin besarnya daya makapanas yang dihasilkan akan semakin tinggi, dan semakin lambatkecepatan pemanasan maka panas yang diberikan akan semakinlama sehingga panas yang dihasilkan akan lebih tinggi jikadibandingkan dengan kecepatan yang lebih tinggi. Dapat dilihatpula temperatur paling kecil dari antara keempat case tersebutadalah case dua di mana menggunakan daya paling rendah dankecepatan lebih cepat. Kecepatan yang semakin cepat akanmenyebabkan temperatur pada heat affected zone menurunsehingga koefisien penyerapan panas akan berkurang dan koefisienmuai termalnya akan meningkat juga specific heat akan meningkat(Li, 2001).
Pada gambar 4.24 dapat dilihat perbandingan peaktemperatur pada saat scan kedua dengan skema circumferential,sama seperti di skema axial di mana temperatur pada case 3 palingtinggi dan case 2 paling rendah. Tapi apabila dibandingkan antaratemperatur skema axial gambar 4.4 dengan skema circumferentialgambar 4.24, maka dapat dilihat bahwa temperatur pada skemaaxial lebih tinggi daripada temperatur pada skema circumferential.
Jika kedua skema pada pipa elips tersebut dibandingkandengan pipa circular terdapat perbedaan, jika pada skema padapipa elips, temperatur sedikit lebih rendah daripada pada pipacircular baik pada skema axial maupun pada skemacircumferential, alasannya sudah dijelaskan sebelumnya bahwapada pipa elips, panas yang berpindah baik secara konduksimaupun konveksi lebih banyak. Dan pada skema circumferential,perbedaan panjang lintasan menjadi salah satu factor yangmempengaruhinya di mana jika dibandingkan, panjang lintasancircumferentialnya lebih pendek daripada pipa circular.
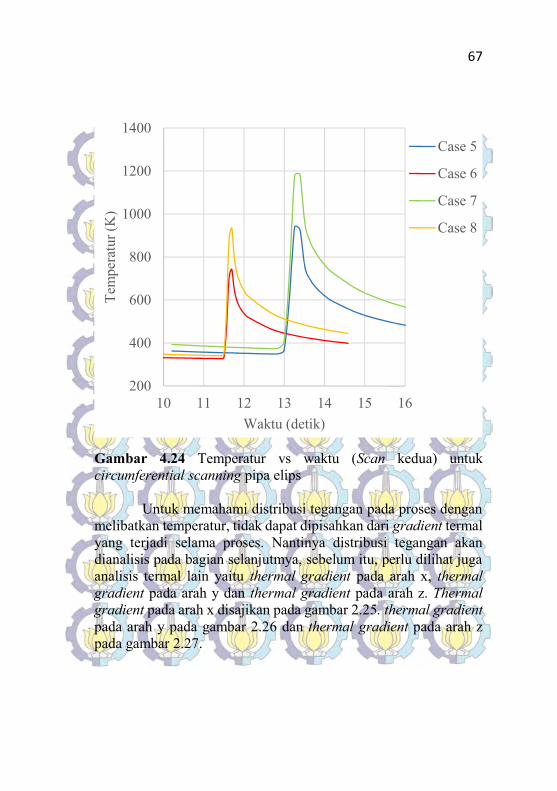
67
Gambar 4.24 Temperatur vs waktu (Scan kedua) untukcircumferential scanning pipa elips
Untuk memahami distribusi tegangan pada proses denganmelibatkan temperatur, tidak dapat dipisahkan dari gradient termalyang terjadi selama proses. Nantinya distribusi tegangan akandianalisis pada bagian selanjutmya, sebelum itu, perlu dilihat jugaanalisis termal lain yaitu thermal gradient pada arah x, thermalgradient pada arah y dan thermal gradient pada arah z. Thermalgradient pada arah x disajikan pada gambar 2.25. thermal gradientpada arah y pada gambar 2.26 dan thermal gradient pada arah zpada gambar 2.27.
200
400
600
800
1000
1200
1400
10 11 12 13 14 15 16
Tem
pera
tur (
K)
Waktu (detik)
Case 5
Case 6
Case 7
Case 8
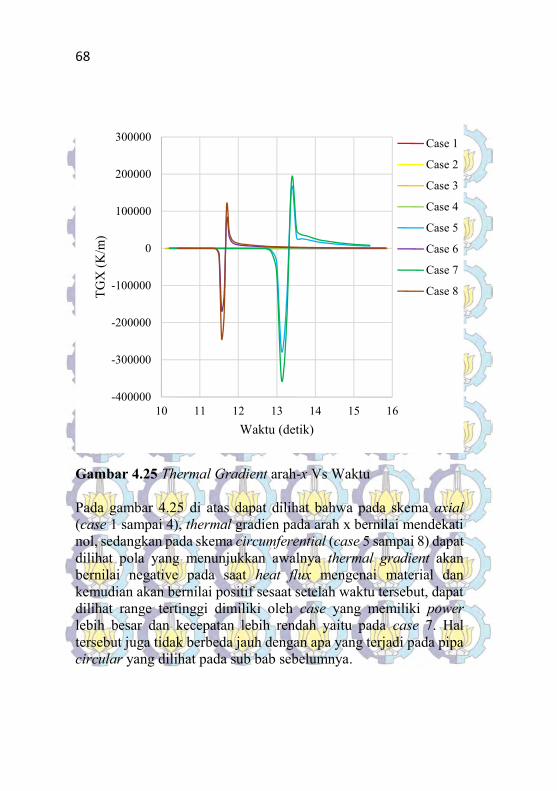
68
Gambar 4.25 Thermal Gradient arah-x Vs Waktu
Pada gambar 4.25 di atas dapat dilihat bahwa pada skema axial(case 1 sampai 4), thermal gradien pada arah x bernilai mendekatinol, sedangkan pada skema circumferential (case 5 sampai 8) dapatdilihat pola yang menunjukkan awalnya thermal gradient akanbernilai negative pada saat heat flux mengenai material dankemudian akan bernilai positif sesaat setelah waktu tersebut, dapatdilihat range tertinggi dimiliki oleh case yang memiliki powerlebih besar dan kecepatan lebih rendah yaitu pada case 7. Haltersebut juga tidak berbeda jauh dengan apa yang terjadi pada pipacircular yang dilihat pada sub bab sebelumnya.
-400000
-300000
-200000
-100000
0
100000
200000
300000
10 11 12 13 14 15 16
TGX
(K/m
)
Waktu (detik)
Case 1
Case 2
Case 3
Case 4
Case 5
Case 6
Case 7
Case 8

69
Gambar 4.26 Thermal Gradient arah-y Vs Waktu
Gambar 4.26 menunjukkan variasi thermal gradient padaarah-y pada titik tengah. Dapat dilihat perbedaan letak puncak darithermal gradient di mana pada scanning dengan kecepatan 10mm/s terletak pada sekitar detik ke 11.5 sedangkan pada kecepatan20 mm/s terletak pada sekitar detik ke 13. Dapat dilihat bahwaaxial scan memiliki besaran thermal gradient yang paling besar, dimana yang paling besar yaitu yang menggunakan power 1500Wdan kecepatan 20 mm/s, artinya semakin besar daya maka thermalgradient semakin tinggi dan semakin tinggi kecepatan scan makathermal gradient juga akan semakin tinggi.
-50000
0
50000
100000
150000
200000
250000
300000
350000
400000
450000
10 11 12 13 14 15 16
TGY
(K/m
)
Waktu (detik)
Case 1
Case 2
Case 3
Case 4
Case 5
Case 6
Case 7
Case 8
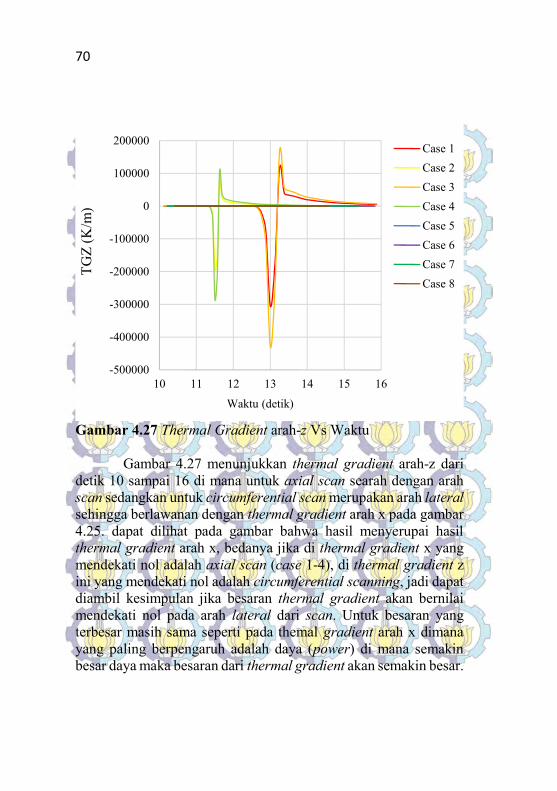
70
Gambar 4.27 Thermal Gradient arah-z Vs Waktu
Gambar 4.27 menunjukkan thermal gradient arah-z daridetik 10 sampai 16 di mana untuk axial scan searah dengan arahscan sedangkan untuk circumferential scan merupakan arah lateralsehingga berlawanan dengan thermal gradient arah x pada gambar4.25. dapat dilihat pada gambar bahwa hasil menyerupai hasilthermal gradient arah x, bedanya jika di thermal gradient x yangmendekati nol adalah axial scan (case 1-4), di thermal gradient zini yang mendekati nol adalah circumferential scanning, jadi dapatdiambil kesimpulan jika besaran thermal gradient akan bernilaimendekati nol pada arah lateral dari scan. Untuk besaran yangterbesar masih sama seperti pada themal gradient arah x dimanayang paling berpengaruh adalah daya (power) di mana semakinbesar daya maka besaran dari thermal gradient akan semakin besar.
-500000
-400000
-300000
-200000
-100000
0
100000
200000
10 11 12 13 14 15 16
TGZ
(K/m
)
Waktu (detik)
Case 1Case 2Case 3Case 4Case 5Case 6Case 7Case 8

71
IV.2.2 Respon Tegangan
Gambar 4.28 Historis distribusi tegangan pada arah scanning
Pada gambar 4.28 dapat dilihat distribusi tegangan yangdihasilkan pada proses laser bending pada pipa berpenampangelips pada rentan waktu dari awal scan sampai detik ke-16 yaitusampai scan kedua. Pola yang dihasilkan mirip dengan historistemperatur pada pipa circular. Dapat dilihat bahwa pada waktulaser mendekati reference node maka tegangan yang dihasilkanmenunjukkan sumbu negatif yang berarti tegangan bersifatcompressive dan pada saat laser tepat berada pada reference nodemaka tegangan yang dihasilkan mendekati nol karena adanyapengaruh temperatur yang tinggi, sedangkan ketika laser melewati
-5.E+08
-3.E+08
-1.E+08
1.E+08
3.E+08
5.E+08
7.E+08
9.E+08
1.E+09
0 2 4 6 8 10 12 14 16
Stre
ss (P
a)
Waktu (detik)
Case 1
Case 2
Case 3
Case 4
Case 5
Case 6
Case 7
Case 8

72
reference node maka tegangan naik pada saat titik tertentu akanberupa garis lurus karena terjadi proses pendinginan, dan pada saatproses scan kedua akan terjadi pola yang berulang seperti yangterjadi pada scan yang pertama. Dapat dilihat yang menghasilkantegangan tertinggi adalah case 3 dan 7 yaitu yang memiliki powerlebih tinggi dan kecepatan scanning yang lebih lambat, namunyang lebih tinggi adalah case 3 yang menggunakan skema axialdaripada case 7 yang menggunakan skema circumferential.
Jika dibandingkan hasil tegangan antara pipa circular danpipa elips, dapat dilihat tegangan pada pipa elips lebih tinggidaripada tegangan pada pipa circular. Namun perbedaannya hanyasedikit saja. Hal tersebut juga dikarenakan perbedaan terhadappenampang pipa yang menyebabkan distribusi thermal gradientyang berbeda. Dapat dilihat pada pembahasan sebelumnya bahwathermal gradient pada penampang elips akan berbeda denganpenampang circular.
Respon tegangan pada pipa dapat dilihat pada gambar 4.29untuk skema aksial dan 4.30 untuk skema circumferential. Harusdiberi catatan bahwa yang di-plot pada kedua gambar tersebutadalah tegangan pada sumbu z karena tegangan tersebut yang akanmenyebabkan perubahan secara angular pada pipa baik pada skemacircumferential ataupun axial. Tegangan yang bernilai positifdiwakili oleh daerah berwarna merah yang mengindikasikantensile stress sedangkan nilai tegangan yang negative diwakili olehdaerah dengan warna biru yang mengindikasikan compressivestress. Terdapat skala yang dapat dilihat pada bagian kanan gambaryang menunjukkan nilai dari tegangan untuk masing-masing warnapada gambar.
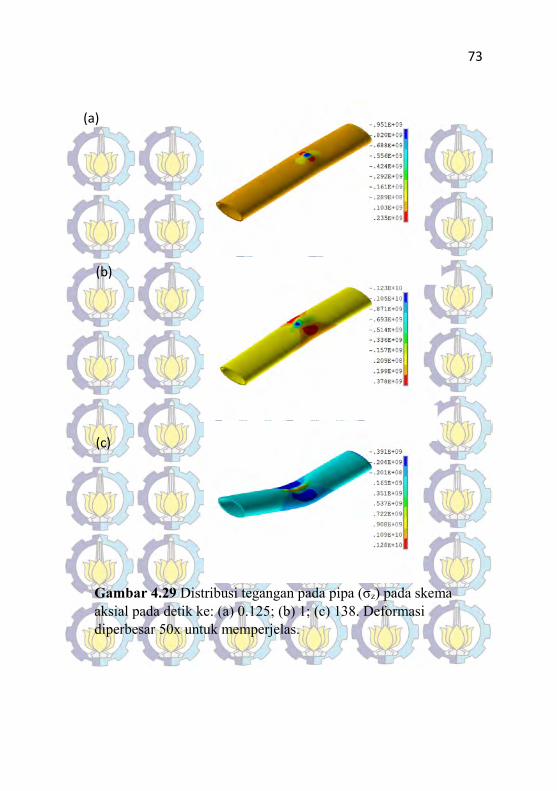
73
Gambar 4.29 Distribusi tegangan pada pipa (σz) pada skemaaksial pada detik ke: (a) 0.125; (b) 1; (c) 138. Deformasidiperbesar 50x untuk memperjelas.
(a)
(b)
(c)

74
Gambar 4.30 Distribusi tegangan pada pipa (σz) pada skemacircumferential pada detik ke: (a) 0.125; (b) 1; (c) 138. Deformasidiperbesar 50x untuk memperjelas.
(a)
(b)
(c)

75
Gambar 4.29 menunjukkan distribusi tegangan padapermukaan pipa elips pada skema axial dengan power 1500W dankecepatan 10 mm/s yang dibagi menjadi tiga tahapan yang berbeda.Tahapan yang pertama berada pada awal scanning pada detik ke0.125 (a). Tahapan kedua pada saat scanning melewati tengah daripipa pada detik pertama (b). Dan tahapan terakhir adalah ketikaproses selesai dan proses pendinginan terakhir telah selesai padadetik ke 138 (c). Dapat dilihat pada gambar 4.28 (a) bahwa ketikaproses pemanasan dimulai, nilai compressive stress nya sangattinggi mencapai 900 MPa pada zona yang dipanaskan dan daerahdi sekelilingnya yang diakibatkan oleh tingginya ekspansi termaloleh temperatur yang tinggi sehingga mengakibatkan counter-bending yang terjadi pada saat tersebut. Sedangkan pada daerahyang berwarna merah atau disebelah dari zona biru terdapat tensilestress dengan nilai maksimum 235 MPa yang dihasilkan sebagaireaksi dari ekspansi termal pada daerah sekitar yang dipanasisehingga membatasi ekspansi termal tersebut. Gambar 4.28 (b)sudah terjadi proses pendinginan pada daerah yang telahdipanaskan sebelumnya, compressive stress yang tadi terjadiberubah menjadi tensile stress (maksimum 378 MPa) yangdiakibatkan oleh kontraksi pada daerah yang dipanaskan. Setelahproses selesai, tensile stress tetap ada pada permukaan sepanjanglintasan yang dilalui oleh laser dan membentuk sudut bending padapipa yang dapat dilihat pada gambar 4.28 (c)
Gambar 4.30 menunjukkan distribusi tegangan padapermukaan pipa pada skema circumferential dengan power 1500Wdan kecepatan 10 mm/s yang dibagi menjadi tiga tahapan yangberbeda. Tahapan yang pertama berada pada awal scanning padadetik ke 0.125 (a). Tahapan kedua pada saat scanning melewatitengah dari pipa pada detik pertama (b). Dan tahapan terakhiradalah ketika proses selesai dan proses pendinginan terakhir telahselesai pada detik ke 138 (c). Dapat dilihat pada gambar 4.30 (a)bahwa ketika proses pemanasan dimulai, nilai compressive stressnya sangat tinggi mencapai 425 MPa pada zona yang dipanaskandan daerah di sekelilingnya yang diakibatkan oleh tingginya
76
ekspansi termal oleh temperatur yang tinggi sehinggamengakibatkan counter-bending yang terjadi pada saat tersebut.Sedangkan pada daerah yang berwarna merah atau disebelah darizona biru terdapat tensile stress dengan nilai maksimum 295 MPayang dihasilkan sebagai reaksi dari ekspansi termal pada daerahsekitar yang dipanasi sehingga membatasi ekspansi termaltersebut. Gambar 4.30 (b) sudah terjadi proses pendinginan padadaerah yang telah dipanaskan sebelumnya, compressive stressyang tadi terjadi berubah menjadi tensile stress (maksimum 372MPa) yang diakibatkan oleh kontraksi pada daerah yangdipanaskan. Setelah proses selesai,tensile stress tetap ada padapermukaan sepanjang lintasan yang dilalui oleh laser danmembentuk sudut bending pada pipa yang dapat dilihat padagambar 4.30 (c)
Jika dibandingkan gambar 4.29 dan 4.30 terdapatperbedaan distribusi tegangan yang didasari karena perbedaanlintasan pemanasan, di mana pada skema aksial distribusi teganganlebih ke arah sumbu z sehingga bending yang terjadi terjadisepanjang sumbu-x yang dipanasi sedangkan pada skemacircumferential karena lintasan yang dipanaskan berada sepanjangsumbu-x maka bending pada sumbu-z yang terjadi hanya bersifatlocal sehingga bend angle yang terjadi tidak begitu besar.
Jika dibandingkan hasil bending dari pipa circular danelips maka dapat dilihat bahwa bending pada pipa elipsmenghasilkan sudut bending yang lebih tinggi, akan tetapi distorsipada penampang pun akan lebih tinggi yang akan dijelaskan lebihlanjut pada bab ini.
Untuk melihat lebih jelas maka akan diplot displacementpada sumbu-y untuk melihat perubahan posisi dari sumbu-ysepanjang pipa yang dapat dilihat pada gambar 4.31 untuk skemaaksial dan gambar 4.32 untuk skema circumferential.
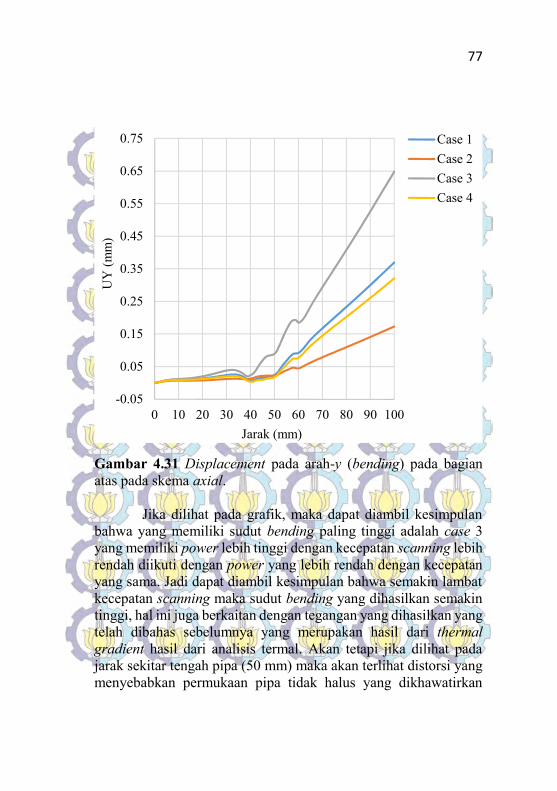
77
Gambar 4.31 Displacement pada arah-y (bending) pada bagianatas pada skema axial.
Jika dilihat pada grafik, maka dapat diambil kesimpulanbahwa yang memiliki sudut bending paling tinggi adalah case 3yang memiliki power lebih tinggi dengan kecepatan scanning lebihrendah diikuti dengan power yang lebih rendah dengan kecepatanyang sama. Jadi dapat diambil kesimpulan bahwa semakin lambatkecepatan scanning maka sudut bending yang dihasilkan semakintinggi, hal ini juga berkaitan dengan tegangan yang dihasilkan yangtelah dibahas sebelumnya yang merupakan hasil dari thermalgradient hasil dari analisis termal. Akan tetapi jika dilihat padajarak sekitar tengah pipa (50 mm) maka akan terlihat distorsi yangmenyebabkan permukaan pipa tidak halus yang dikhawatirkan
-0.05
0.05
0.15
0.25
0.35
0.45
0.55
0.65
0.75
0 10 20 30 40 50 60 70 80 90 100
UY
(mm
)
Jarak (mm)
Case 1Case 2Case 3Case 4
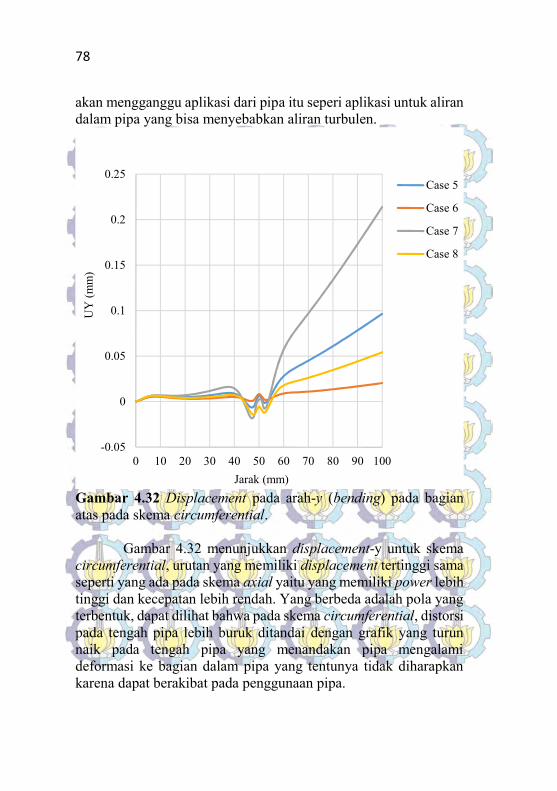
78
akan mengganggu aplikasi dari pipa itu seperi aplikasi untuk alirandalam pipa yang bisa menyebabkan aliran turbulen.
Gambar 4.32 Displacement pada arah-y (bending) pada bagianatas pada skema circumferential.
Gambar 4.32 menunjukkan displacement-y untuk skemacircumferential, urutan yang memiliki displacement tertinggi samaseperti yang ada pada skema axial yaitu yang memiliki power lebihtinggi dan kecepatan lebih rendah. Yang berbeda adalah pola yangterbentuk, dapat dilihat bahwa pada skema circumferential, distorsipada tengah pipa lebih buruk ditandai dengan grafik yang turunnaik pada tengah pipa yang menandakan pipa mengalamideformasi ke bagian dalam pipa yang tentunya tidak diharapkankarena dapat berakibat pada penggunaan pipa.
-0.05
0
0.05
0.1
0.15
0.2
0.25
0 10 20 30 40 50 60 70 80 90 100
UY
(mm
)
Jarak (mm)
Case 5
Case 6
Case 7
Case 8

79
Gambar 4.33 Historis displacement-y pada ujung pipa elips.
Dapat dilihat pada gambar 4.33 bahwa pada prosespemanasan maka pipa akan bending ke arah negative dan pada saatpendinginan akan bending ke arah positif pada saat tertentu akanberhenti dan membentuk trend garis lurus yang berarti prosessudah selesai. Dapat dilihat yang mengalami gradient paling curamadalah case 3. untuk yang memiliki gradient terendah adalahkombinasi antara skema circumferential yang menggunakan power1000W dengan kecepatan 20 mm/s. untuk titik maksimaldisplacement, dapat dilihat pada semua case hampir terjadi padawaktu yang sama yaitu berada pada range waktu 70-80 detik dansetelah itu akan stagnan, dari grafik tersebut juga dapat dilihatbahwa displacement pada saat pemanasan besarannya lebih rendahdaripada pendinginan, hal ini berlawanan dengan apa yang terjadipada pipa circular.
-0.0006
-0.0004
-0.0002
0
0.0002
0.0004
0.0006
0.0008
30 40 50 60 70 80 90 100 110 120 130 140
Disp
lace
men
t-y (m
)
Time (s)
Case 1Case 2Case 3Case 4Case 5Case 6Case 7Case 8
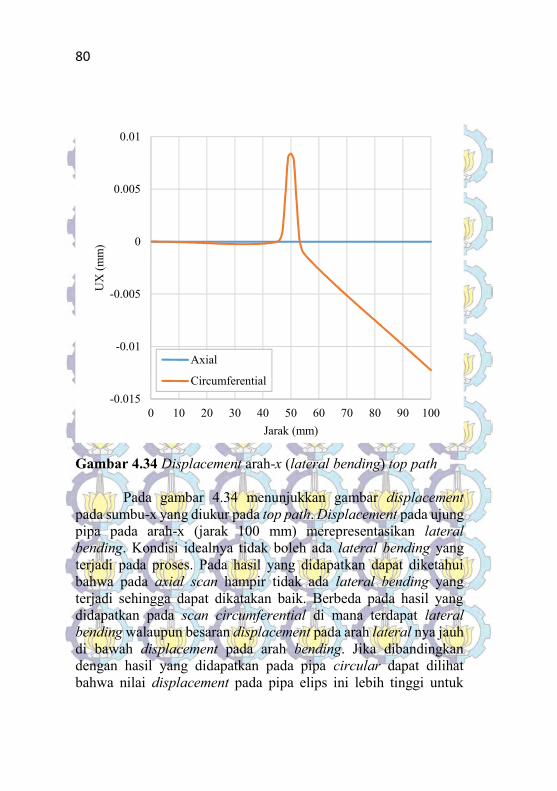
80
Gambar 4.34 Displacement arah-x (lateral bending) top path
Pada gambar 4.34 menunjukkan gambar displacementpada sumbu-x yang diukur pada top path. Displacement pada ujungpipa pada arah-x (jarak 100 mm) merepresentasikan lateralbending. Kondisi idealnya tidak boleh ada lateral bending yangterjadi pada proses. Pada hasil yang didapatkan dapat diketahuibahwa pada axial scan hampir tidak ada lateral bending yangterjadi sehingga dapat dikatakan baik. Berbeda pada hasil yangdidapatkan pada scan circumferential di mana terdapat lateralbending walaupun besaran displacement pada arah lateral nya jauhdi bawah displacement pada arah bending. Jika dibandingkandengan hasil yang didapatkan pada pipa circular dapat dilihatbahwa nilai displacement pada pipa elips ini lebih tinggi untuk
-0.015
-0.01
-0.005
0
0.005
0.01
0 10 20 30 40 50 60 70 80 90 100
UX
(mm
)
Jarak (mm)
Axial
Circumferential

81
yang menggunakan skema circumferential, sedangkan untuk yangmenggunakan skema axial, baik pipa circular ataupun pipa elipssama-sama memiliki nilai displacement mendekati nol.
Gambar 4.35 Displacement arah-x (lateral bending) side pathpath.
Gambar 4.35 menunjukkan displacement pada arah-x tapi denganpath yang berbeda dari gambar 4.34 yaitu dengan side path. Segaladistorsi pada arah-x di side path merepresentasikan material yangmenonjol baik ke dalam ataupun keluar dari sisi samping pipa.Distorsi pada sumbu y dan z pada side path tidak terlalu kritiskarena mirip dengan distorsi pada top path. Lateral bending padaside path pipa dapat dilihat pada gambar 4.33 dimana pada scanaxial tidak terdapat lateral bending yang berarti jika dibandingkan
-0.01
-0.005
0
0.005
0.01
0.015
0 10 20 30 40 50 60 70 80 90 100
UX
(mm
)
Jarak (mm)
Axial
Circumferential

82
dengan scan circumferential, tetapi masih ada bagian yangmenonjol pada bagian tengah pipa pada skema axial.
Analisis distorsi pada top dan side path dapat memberikangambaran yang baik untuk melihat distorsi yang dihasilkan denganskema scan yang berbeda. Hasilnya bahwa displacement-y padascan axial besarnya hampir dua kali dari circumferential scandengan power yang sama dan kecepatan yang sama. Axial scanjuga tidak menghasilkan lateral bending yang tinggi akan tetapiada tonjolan pada sekitar tengah pipa. Pada gambar 4.36 dan 4.37akan disajikan distorsi pada penampang pipa pada bagian tengah.
Gambar 4.36 Profil penampang dari pipa pada axial scanningpada z = 50 mm
Dari gambar 4.36 di atas dapat dilihat penampang pipaelips pada bagian tengah setelah proses bending dengan skemaaksial, dapat dilihat bahwa terjadi ovalisasi akibat adanya distorsi,akan tetapi thinning yang terjadi tidak terlalu besar, hanya adabagian yang menonjol pada bagian atas pipa dimana bagiantersebut merupakan daerah yang dikenai panas secara langsungsehingga memiliki thermal gradient yang tinggi yangmenyebabkan adanya perbedaan temperatur yang tinggi antaradaerah yang dilewati dan yang ada di sekitarnya sehingga akan

83
menimbulkan ekspansi material saat pemanasan dan kontraksi saatpendinginan, hal inilah yang menyebabkan adanya tegangan padadaerah yang dipanaskan dan sekelilingnya dan menyebabkanadanya bending.
Gambar 4.37 Profil penampang dari pipa pada circumferentialscanning pada z = 50 mm
Pada gambar 4.37 dapat dilihat profil penampang padapipa elips yang diproses dengan skema circumferential, berbedadengan pipa elips yang menggunakan skema axial, pada skemacircumferential ini terlihat ada distorsi berupa penipisanpenampang dan jugapenebalan penampang yang menyebabkanpenampang yang tidak simetris, penipisan ini juga akan berbahayajika penipisan yang terjadi terlalu tinggi, akan tetapi jika dilihatdari gambar dan skala yang ada bahwa penipisan yang terjadi tidakterlalu besar.
Dari semua hasil yang didapatkan, dapat dilihat tidak adaperbedaan yang berarti antara geometri circular ataupun elips, daridistribusi temperatur hanya berbeda sedikit di mana pada geometrielips, temperatur lebih rendah akan tetapi distribusi tegangannyalebih tingi dan distorsinya lebih besar.
84
Dari serangkaian proses yang dilakukan, dapat diambilkesimpulan bahwa yang mempengaruhi untuk meningkatkan hasilbending adalah menaikkan power dan menurunkan kecepatanscanning. Akan tetapi ada konsekuensi yang ditimbulkan untukmenghasilkan sudut bending yang tinggi yaitu akan menghasilkanresidual stress yang lebih tinggi dan distorsi yang lebih tinggi.
Hal yang paling mempengaruhi terjadinya bending adalahtegangan pada arah axial. Deformasi yang terjadi merupakan hasildari shortening pada arah axial dan displacement pada bagian luar.Dapat diketahui dari hasil penelitian bahwa displacement yangtertinggi akan berada pada ujung pipa. Bending yang terjadidiinisiasi oleh adanya gradien termal yang berkombinasi dengandeformasi plastis, jadi dapat dikatakan bahwa semakin tinggitermal gradien maka deformasi yang dihasilkan semakin tinggi.(Hsieh, 2005)
Untuk skema axial yang memiliki tegangan dan distorsiterendah adalah case 2 dengan nilai kurang lebih 400 MPa dengandistorsi 0.16 mm. Sedangkan untuk skema circumferential yangmemiliki tegangan dan distorsi terendah adalah case 6 dengan nilaikurang lebih 275 MPa dan distorsi terkecil juga terjadi pada case 6dengan nilai 0.025 mm.
Proses laser forming ini menghasilkan permukaan yangtidak rata sepanjang lintasan yang dipanaskan, sehinggamemerlukan proses untuk menghaluskan permukaan tersebutdengan proses machining yang sesuai. Dari hasil simulasi dapatdikatakan yang memiliki bending angle terbesar adalah denganpower lebih tinggi dan kecepatan lebih rendah, jika dilihat dariefektifitas maka proses yang paling baik adalah yangmenggunakan power 1500W dengan kecepatan 10 mm/s karenamenghasilkan bending angle paling tinggi. Jadi perludipertimbangkan kapan memerlukan skema axial kapanmemerlukan skema circumferential, jika ingin membentukbending yang merata dan lebih halus maka menggunakan skemaaxial, sedangkan jika ingin membentuk bending yang bersifat localmaka menggunakan skema axial, untuk menghasilkan distorsi
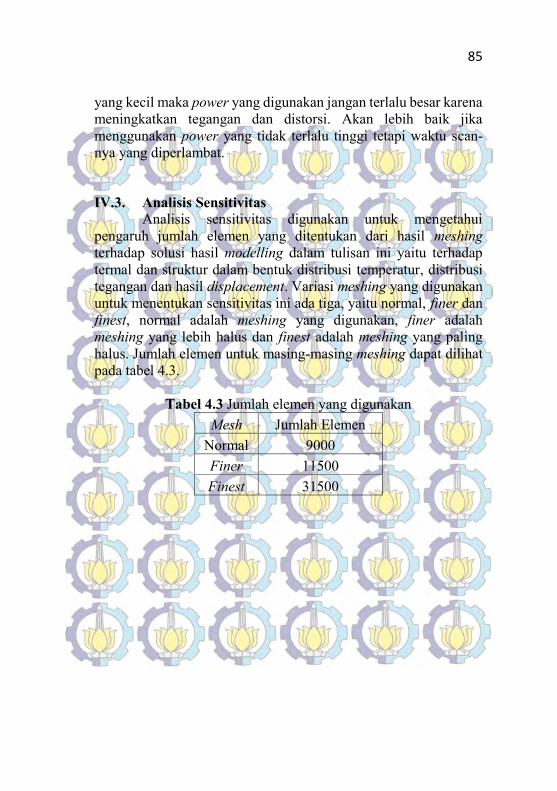
85
yang kecil maka power yang digunakan jangan terlalu besar karenameningkatkan tegangan dan distorsi. Akan lebih baik jikamenggunakan power yang tidak terlalu tinggi tetapi waktu scan-nya yang diperlambat.
IV.3. Analisis SensitivitasAnalisis sensitivitas digunakan untuk mengetahui
pengaruh jumlah elemen yang ditentukan dari hasil meshingterhadap solusi hasil modelling dalam tulisan ini yaitu terhadaptermal dan struktur dalam bentuk distribusi temperatur, distribusitegangan dan hasil displacement. Variasi meshing yang digunakanuntuk menentukan sensitivitas ini ada tiga, yaitu normal, finer danfinest, normal adalah meshing yang digunakan, finer adalahmeshing yang lebih halus dan finest adalah meshing yang palinghalus. Jumlah elemen untuk masing-masing meshing dapat dilihatpada tabel 4.3.
Tabel 4.3 Jumlah elemen yang digunakanMesh Jumlah Elemen
Normal 9000Finer 11500Finest 31500
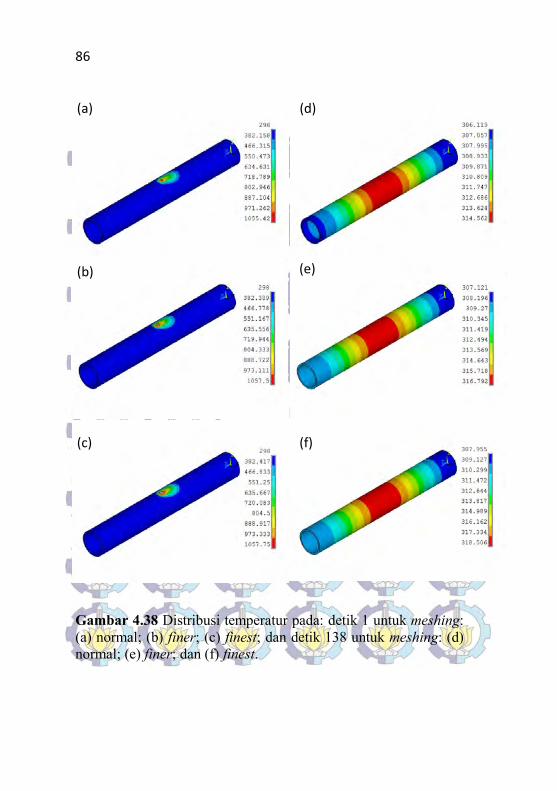
86
Gambar 4.38 Distribusi temperatur pada: detik 1 untuk meshing:(a) normal; (b) finer; (c) finest; dan detik 138 untuk meshing: (d)normal; (e) finer; dan (f) finest.
(a)
(b)
(c)
(d)
(e)
(f)

87
Gambar 4.39 Distribusi tegangan arah sumbu-z pada detik 1 padameshing: (a) normal; (b) finer; (c) finest; dan detik ke 138 untukmeshing: (d) normal; (e) finer; dan (d) finest.
(a)
(b)
(c)
(d)
(e)
(f)
88
Gambar 4.36 merupakan perbandingan temperatur antarmeshing, dapat dilihat perbedaan antara meshing normal, finer danfinest dimana tidak terdapat perbedaan yang signifikan denganperubahan elemen.
Gambar 4.37 merupakan perbandingan tegangan antarmeshing, terdapat perbedaan yang tidak terlalu besar dan tidaksignifikan, pola distribusi tegangan pun masih memiliki pola yangsama antar meshing.
Dari hasil-hasil analisis termal dan struktur untuk masing-masing meshing dapat diambil meshing normal karena walaupundengan meshing yang tidak sebanyak dengan mesh lainnya tapitetap menghasilkan hasil yang sama sehingga denganmenggunakan meshing yang lebih sedikit dapat lebihmeningkatkan efisiensi dari penggunaan waktu solving darisimulasi.

89
BAB VKESIMPULAN DAN SARAN
V.1. KesimpulanDari hasil dan analisis data yang telah dilakukan dapat
diambil kesimpulan:1. Tegangan dan distorsi pada pipa elips lebih rendah daripada
pada pipa lingkaran yang dipengaruhi oleh distribusi thermalgradient pada pipa circular yang lebih rendah, di mana padapipa circular memiliki tegangan minimum 50 MPa dengandistorsi 0.0025 mm .
2. Laser power yang lebih tinggi akan menyebabkan perubahantemperatur yang lebih tinggi sehingga thermal gradient lebihtinggi dan termal ekspansi akan terjadi lebih besar sehinggamenghasilkan tegangan yang lebih besar dan akan membuatbending angle lebih besar, power yang menghasilkantegangan dan distorsi terendah adalah kombinasi power 1000dengan kecepatan scan 20 mm/s skema circumferentialdengan nilai tegangan 50 MPa untuk circular dan 275 MPauntuk elips dan distorsi 0.0025 mm untuk pipa circular dan0.025 mm untuk elips.
3. Scanning speed yang lebih lambat akan membuat proses laserforming lebih lama sehingga panas yang diterima oleh pipaakan lebih banyak sehingga meningkatkan temperatur yanglebih tinggi sehingga tegangan yang dihasilkan lebih tinggidan bending angle lebih besar.
4. Scanning path berpengaruh terhadap distorsi di mana padaskema axial tidak terjadi lateral bending akan tetapi padacircumferential scanning terjadi lateral bending, dan padaaxial scanning bending angle yang terbentuk lebih besar.
90
V.2. Saran1. Dilakukan penelitian lebih lanjut dengan menggunakan
kombinasi antara skema axial dan circumferential ataupundengan multipass.
2. Dilakukan penelitian lebih lanjut mengenai pengaruh panjanglintasan yang dilalui oleh sinar laser.
3. Dilakukan penelitian lebih lanjut mengenai pengaruhketebalan dan panjang pipa terhadap hasil laser forming.
91
DAFTAR PUSTAKA
Dahotre, Narendra B., dan Harimkar Sandip P. 2007. LaserFabrication and Machining of Materials. Knoxville:Springer.
Feifei, Song, Yang He, Li Heng, Zhan Mei, dan Li Guang Jun.2013. “Springback prediction of thick-walled high-strength titanium tube bending”. Chinese Journal ofAeronautics 26 (5): 1336-1345
Hao, N., dan L. Li. 2003. “An analytical model for laser tubebending”. Applied Surface Science 208-209: 432-436
Hao, N., dan L. Li. 2003. “Finite element analysis of laser tubebending process”. Applied Surface Science 208-209:437-441
He, Yang, Li Heng, Zhang Zhiyoung, Zhan Mei, Liu Jing dan LiGuangjun. 2012. “Advances and Trends on Tube BendingForming Technologies”. Chinese Journal of Aeronautics25: 1-12
Hsieh, Hsieh-Shen, dan Jehnming Lin. 2004. “Thermal-mechanical analysis on the transient deformation duringpulsed laser forming”. International Journal of MachineTools & Manufacture 44: 191-199
Hsieh, Hsieh-Shen, dan Jehnming Lin. 2005. “Study of thebuckling mechanism in laser tube forming”. Optics &Laser Technology 37: 402-409
Hsieh, Hsieh-Shen, dan Jehnming Lin. 2005. “Study of thebuckling mechanism in laser tube forming with axialpreloads”. International Journal of Machine Tools &Manufacture 45: 1368-1374
Incropera, F.P., dan D.P. Dewitt. 2002. Fundamentals of heat andmass transfer 5th edition. New York: John Wiley & Sons,inc.
Jamil, M.S. Che, E.R. Imam Fauzi, C.S. Juinn, dan M.A. Sheikh.2015. “Laser bending of pre-stressed thin-walled nickelmicro-tubes”. Optics & Laser Technology 73: 105-117
92
Jung, Hyung-Chul. 2006. A Study on Laser Forming Processeswith Finite Element Analysis. Christchurch: Universityof Canterburry
Kyrsanidi, An.K, Th.B. Kermanidis, dan Sp.G. Pantelakis. 2000.“An analytical model for the prediction of distortioncaused by the laser forming process”. Journal ofMaterials Processing Technology 104: 94-102
Lee, Kun-Chou, dan Jehnming Lin. 2002. “Transient deformationof thin metal sheets during pulsed laser forming”. Optics& Laser Technology 34: 639-648
Li, H., H. Yang, F. F. Song, M. Zhan, dan G. J. Li. 2012.“Springback characterization and behaviors of high-strength Ti-3Al-2.5V tube in cold rotary draw bending”.Journal of Materials Processing Technology 212: 1973-1987
Li, Wenchuan, dan Y. Lawrence Yao. 2001. “Laser Bending ofTubes: Mechanism, Analysis, and Prediction”. Journal ofManufacturing Science and Engineering vol. 123 (11):674-680
Maji, Kuntal, Ruchir Shukla, dan A.K. Nath. 2013. “Experimentalinvestigations and statistical analysis of pulsed laserbending of AISI 304 stainless steel sheet”. Optics &Laser Technology 49: 18-27
Maji, Kuntal, Ruchir Shukla, A.K. Nath, dan D.K. Pratihar. 2013.“Finite Element Analysis and Experimental Investigationson Laser Bending of AISI304 Stainless Steel Sheet”.Procedia Engineering 64: 528-535
Němeček, Stanislav, dkk. 2012. “Differences between laser andarc welding of HSS steels”. Physics Procedia 39:67-74
Safdar, Shakeel, Lin Li, M.A. Sheikh, dan Zhu Liu. 2006. “Finiteelement simulation of laser tube bending: Effect ofscanning schemes on bending angle, distortions and stressdistribution”. Optics & Laser Technology 39: 1101-1110
93
Safdar, Shakeel, Lin Li, M.A. Sheikh, dan Zhu Liu. 2007. “TheEffect of Nonconventional Laser Beam Geometries onStress Distribution and Distortion in Laser Bending ofTubes”. Journal of Manufacturing Science andEngineering vol. 129 (6): 592-600
Shen, Hong, dan Frank Vollertsen. 2009. “Modelling of laserforming – An Review”. Computational Material Science46: 834-840
Shi, Yongjun, Hong Shen, Zhenqiang Yao, dan Jun Hu. 2007.“Temperature gradient mechanism in laser forming of thinplates”. Optics & Laser Technology 39: 858-863
Vollersten, F., M. Geiger, dan W.M. Li. 1993. “FDM and FEMsimulation of laser forming: a comparative study”. In:Proceeding of the Fourth International Conference onTechnology of Plasticity: 1793-1798
Wang, X.Y., J. Wang, W.J. Xu, dan D.M. Guo. 2014. “Scanningpath planning for laser bending of straight tube into curvetube”. Optics & Laser Technology 56: 43-51
Yanjin, Guan, Sun Sheng, Zhao Guoqun, dan Luan Yiguo. 2005.“Influence of material properties on the laser-formingprocess of sheet metals”. Journal of Material ProcessingTechnology 167: 124-131
Yilbas, B.S., dan S.S. Akhtar. 2014. “Laser bending of metal sheetand thermal stress analysis”. Optics & Laser Technology61: 34-44
Zhang, Jie, Peng Cheng, Wenwu Zhang, Michael Graham, JerryJones, Marshall Jones, dan Y. Lawrence Yao. 2006.“Effect of Scanning Schemes on Laser Tube Bending”.Journal of Manufacturing Science and Engineeringvol. 128 (2):20-33
Zhang, Lu, dan P. Michaleris. 2004. “Investigation of Langrangianand Eulerian finite element methods for modelling thelaser forming process”. Finite Element in Analysis andDesign 40: 383-405
94
(Halaman ini sengaja dikosongkan)

95
BIODATA PENULIS
Penulis yang bernama lengkap FelixAndiana Putra dilahirkan di Cianjurpada tanggal 27 Juli 1994. Penulismerupakan anak pertama dari 2bersaudara, dan telah menempuhpendidikan formal yaitu SD KristenKanaan Cianjur, SMP Maria GorettiSungailiat dan SMAN 1 Sungailiat.Setelah lulus dari SMA, penulismengikuti tes dan diterima sebagaicalon Mahasiswa Institut TeknologiSepuluh Nopember Surabaya 2012.
Penulis melanjutkan studi di Jurusan Teknik Material danMetalurgi FTI ITS dengan nomor registrasi pokok 2712 100 085.
Semasa kuliah, penulis terdaftar aktif sebagai asistenlaboratorium kimia material pada tahun 2014-2015, dan menjadiasisten laboratorium korosi dan kegagalan material pada tahun2015.
Selesainya tugas akhir ini mengantarkan penulismemperoleh gelar Sarjana Teknik (ST) pada Jurusan TeknikMaterial dan Metalurgi Institut Teknologi sepuluh NopemberSurabaya.
Email : [email protected]