26-1-16 fund 222 ene-feb 2016 cub 81778 cub …metalspain.com/fundidores-1-2016.pdf · resinas para...
TRANSCRIPT

ENERO-FEBRERO 2016 • N.º 222
EN
ER
O-F
EB
RE
RO
201
6 •
Nº
222
26-1-16 FUND 222 ENE-FEB 2016 CUB_81778 CUB JUNIO 08 N150 01/02/16 11:06 Página 1

26-1-16 FUND 222 ENE-FEB 2016 CUB_81778 CUB JUNIO 08 N150 01/02/16 11:06 Página 2
26-1-16 FUND 222 ENE-FEB 2016 CUB_81778 CUB JUNIO 08 N150 01/02/16 11:06 Página 2
ENERO-FEBRERO 2016 • N.º 222
EN
ER
O-F
EB
RE
RO
201
6 •
Nº
222
26-1-16 FUND 222 ENE-FEB 2016 CUB_81778 CUB JUNIO 08 N150 01/02/16 11:06 Página 1

FUNDICIONES FERREAS Y NO FERREAS EN ARENA,COQUILLA Y FUNDICION A PRESION ENERO-FEBRERO 2016 • N.º 222
AlbertDirector
David VarelaPublicidad
PabloAdministración
Inmaculada GómezJosé Luis EnríquezAntonio SorrocheColaboradores
Calle Goya, 25, 1º Izq. - 28001 MADRIDTel. 91 576 56 [email protected]
MAQUETACIÓNPreiser Preimpresión
IMPRESIÓNEdén Artes Gráficas, S.L.
Depósito legal: M. 16.827-1991ISSN: 1132 - 0362
Comité de Orientación
D. Ignacio Sáenz de Gorbea
D. Manuel Gómez
Pág.
EDITORIAL . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
INFORMACIONES . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3
ARTÍCULOS
Godfrey & Wing expande sus instalaciones en México:se abre Centro de Servicio............................................. 17
Impresión 3D ...................................................................... 18
El fabricante de automóviles opel reduce un 90% los gastosde producción de herramientas de ensamblaje con laimpresión 3D de Stratasys ............................................ 19
Recuperación de aluminio Por EMISON ............................................................... 21
Inauguración de la planta piloto de la empresa New Steel .... 25
Crece la demanda de soluciones de limpieza eficientes ysostenibles ................................................................... 26
ENGLISH NEWS. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 27
EMPLEO . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 36
SEGUNDA MANO . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 37
GUÍA . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 38
SERVICIO LECTOR . . . . . . . . . . . . . . . . . . . . . . . . . . . . 40
EDITACAPITOLE PRESS
DISEÑOLyPrd
FUNDIDORES aparece mensual mente diez veces al año (exceptoenero y agosto). Los autores son los únicos responsables de las opi-niones y conceptos por ellos emitidos. Queda prohibida la reproduccióntotal o parcial de cualquier texto o artículos de FUNDIDORES sin previoacuerdo con la revista.
26-1-16 FUN 222 ENE-FEB 2016_80480 F-FEBRERO 08 N 146.qxd 28/01/16 09:55 Página 1
EDITORIAL
México está produciendo más coches que Brasil y las in-versiones son considerables en grandes, medianas y pe-queñas fundiciones. Se están montando constantementenuevas fundiciones.
Publicamos informaciones sobre el desarollo de Queré-tato, la zona más dinámica de Latinoamérica.
El 16 de Junio 2016 ,se van a reunir los profesionales dela fundición, al nivel nacional e internacional, en la JOR-NADA FUNDICION MEXICO 2016 (info en:http://metalspain.com/FUNDICIONmexico.htm
Otras Dos Jornadas Fundición muy interesantes:
BILBAO: 29 Septiembre 2016:http://metalspain.com/bilbao.htm
INDIA: 17 Noviembre 2016:http://metalspain.com/india-foundry.html
Stand 390 €. Excelente networking. Ver todas Jornadas enhttp://metalspain.com/jornada.htm
Estaremos presentes en México, Bilbao e India para dar aconocer las más optimas tecnólogias y hacer que la Fun-dición tenga un futuro siempre más brillante.
Todos los temarios 2016 de la revista FUNDIDORES sepueden ver en:http://metalspain.com/temarios2012/FUNDIDORES-1.html
La Redacción
EXCELENTES JORNADAS FUNDICIÓN EN 2016
26-1-16 FUN 222 ENE-FEB 2016_80480 F-FEBRERO 08 N 146.qxd 28/01/16 09:55 Página 2

INFORMACIONES
JORNADA FUNDICIÓNMEXICO 2016 - 16 JUNIO 2016
Conferencias 2016
- Selección de refractarios y como es-cogerlos.
- Espectrómetros: novedades y mejorade productividad.
- Técnicas eficientes de combustiónpara quemadores en fundición.
- Utilización de tecnología de medi-ción 3D (Escaner 3D) para inspec-ción de piezas fundida.
- Tratamientos Térmicos de los alea-ciones de Aluminio.
- Limpieza y acabados de superficiesen piezas fundidas.
- Diferentes abrasivos y consideracio-nes en los equipos de limpieza.
- Evolución del mercado automóvil2004-2015 y nuevas tecnólogicas
sector fundición y fundición a pre-sión.
- The Transformation of the CastingImpregnation Process.
- Research into the significance ofpressure in the application of impreg-nation sealant for porous castings inpower train components.
- Más por venirConferencias: 20 minutos cada confe-rencia y 10 minutos para preguntas. Para proponer una conferencia:[email protected]
Stand 399 Euros.
Es interesante aprovechar esta JornadaTécnica para presentar sus solucionesen un stand.
Mesa ( 2,50 m x 0,75), 3 sillas, puedeexponer sus Posters.Precio: $ 6,707 MN, US$ 523,99 o399 euros.
Exitosa Jornada 2015: ver fotos y vi-deo:http://metalspain.com/FUNDICIONmexico2015.htm
Ubicación de la Jornada:
Centro de Congresos y Hotel HOLI-DAY INN DIAMANTE
Santiago de Querétaro, Querétaro,Mexico –16 Junio 2016
Información:http://metalspain.com/FUNDICIONmexico.htm
Servicio Lector 1
26-1-16 FUN 222 ENE-FEB 2016_80480 F-FEBRERO 08 N 146.qxd 28/01/16 09:55 Página 3

INFORMACIONES
FENO RESINAS, S.A. DEC.V. PRESENTE CON STAND ENLA JORNADA FUNDICIÓNMEXICO 2016
Feno Resinas es una empresa mexi-cana, fundada en 1981. Es la empresalíder en México en la fabricación deResinas para la Industria de la Fundi-ción y de Resinas Industriales para di-versas aplicaciones.
• Resinas Sistema Shell.
• Resinas Sistemas autofraguantes.
• Resinas Sistema de Caja Caliente.
• Resinas Sistema de Caja Fría.
• Resinas Sistemas inorgánicos.
• Desmoldantes.
• Catalizadores.
• Pinturas Refractarias.
• Arenas Recubiertas.
Fabricamos Resinas para diversasaplicaciones.
Por ejemplo: Resinas para materialesde desbaste, Fricción, Impregnaciónde fibras, Industria maderera, Industriadel calzado, Industria hulera entremuchas otras.
Contamos con 5 Plantas.
Las plantas estan ubicadas: TizayucaHidalgo, San Nicolás de los GarzaN.L., Azcapotzalco D.F., Lerma Edo.de México, Apodaca N.L.
Contamos con Certificación ISO/TS16949 e ISO 9000
Servicio Lector 2
JORNADA FUNDICIÓN -29 DE SEPTIEMBRE 2016 -BILBAO - BARCELÓ NERVIÓN
Conferencias
- RECUPERACION DE ARENAS porFRICCION.
- Evolución del mercado automóvil2004-2015 y nuevas tecnólogicassector fundición y fundición a pre-sión.
- High thermal conductivity tool steelselection for high productivity diecasting processes and oustandingcomponent quality.
- Más por venir
FAGOR EDERLAN, GERDAU, NE-MAK, CASTINOX, SAPA PLACENCIA,JEZ, SUÑER, SEAT GEARBOX delPRAT, ANTOLIN, ALSTOM, AMU-RRIO FERROCARRIL , KONIKER, UI-POS, CISA, EDERTEK, FUCHOSA,MFA, OCA, SCMFONDERIE, BRAVOENTERPRISES, COFUNDI, COOPE-RATIVA AZCOITIANA, FAED, OLIZA-BAL Y HUARTE, JEZ SISTEMAS FE-RROVARIOS, SHANDAR TECHNO-LOGIES, SPOOL SISTEMAS, TABIRA,TECNALIA, VILASSARENCA, URKOASE, GABI SA, GRUPO ANTOLIN,CIE AUTOMOTIVE, FESIL, FUNDI-CIONES ACEROS ESPECIALES D SL-FAED, etc ...presentes en las Jornadasanteriores.
Para proponer una ponencia, graciasenviar el título para su aprobación [email protected]
Conferencias 20 minutos cada confe-rencia y 10 minutos para preguntas.Powerpoint.
Stand 390 euros
Es interesante aprovechar esta JornadaTécnica para presentar sus solucionesen un stand.
Mesa, 3 sillas, puede exponer Posters
Precio : 390 euros
Asistir 95 euros
La Jornada incluye conferencias (20minutos cada conferencia y 10 minu-tos para preguntas), Café, almuerzo,distribución de las ponencias, distri-bución de la revista FUNDIDORESpublicada para el evento.
Por persona: 95 euros
Ver VIDEO de la Jornada 2015:https://www.youtube.com/watch?v=7yvjgF7LDwc
La simpática comida permite seguirlas conversaciones en el Barceló Ner-vión ****
A partir de 7:30 decoración de losstands.8:00 - 16:00+ visita de stands.A partir de 8:00 visita de stands y en-trega de etiquetas.9:00 primeras conferencias.11:30 : coffee break y visita de stands.12: conferencias.14:30 almuerzo.15:30 visita de stands y fin de la Jor-nada.
Información:http://metalspain.com/bilbao.htm
Fecha: 29 de Septiembre 2016.
Hotel Barceló Nervión ****Paseo Campo de Volantín, 11
4 FUNDIDORES. ENERO-FEBRERO 2016
26-1-16 FUN 222 ENE-FEB 2016_80480 F-FEBRERO 08 N 146.qxd 28/01/16 09:55 Página 4
INFORMACIONES
48007 Bilbao Vizcaya.Desayunao incluido.Gracias especificar que son miembrosde la Jornada.mail: [email protected]
Es una excelente oportunidad para au-mentar sus clientes y su Networking.
Todas informaciones en:http://metalspain.com/bilbao.htm [email protected]
Servicio Lector 3
BENTONITAS DE CHINA
BEST INDUSTRIAL fundada en 1996,ubicada en el norte de China, produce
8.000 toneladas al mes. Somos el fa-bricante profesional y exportación pormás de 20 años.
Servicio Lector 4
MÁQUINAS PARA ELTRATAMIENTO DESUPERFICIES: LAVADORAS –DESENGRASADORAS –HORNOS Y ESTUFASINDUSTRIALES
La mayoría de empresas que fabricano manufacturan cualquier tipo de pro-ducto, dentro de sus procesos, tienennecesidad de utilizar uno o varios tra-
tamientos. Ya sea para Calentar, La-var, Tratar Térmicamente, Pintar, Se-car, etc., algunos de los productos opiezas que producen.
Bautermic S.A. ofrece una amplia in-formación de los diferentes tipos demáquinas, estáticas, continuas, auto-máticas o manuales, que fabrica paraeste tipo de tratamientos como son:
26-1-16 FUN 222 ENE-FEB 2016_80480 F-FEBRERO 08 N 146.qxd 28/01/16 09:55 Página 5

INFORMACIONES
- HORNOS Y ESTUFAS: Para Calentar– Fundir – Deshidrogenar – Secarpinturas, barnices, pegamentos –Tratamientos Térmicos, etc.
- TRATAMIENTO DE SUPERFICIES:Máquinas para Desengrasar – Lavar –Fosfatar – Decapar – Aceitar – Secar,etc., todo tipo de piezas.
Servicio Lector 5
F.O.S. FILTERTECHNIK / F.O.S.FILTERTE : AHORRO DECOSTES POR LA LIMPIEZA DEMANGAS DE FILTRACIÓNINSTALADAS
Bajo ciertas condiciones de opera-ción, las mangas filtrantes y los cartu-chos pueden obstruirse y reducir laeficiencia del colector de polvo.F.O.S. ha desarrollado un métodopara la limpieza de los medios de fil-tración instalados como una alterna-tiva a su sustitución.
El Grupo F.O.S., ubicado en Ahlen,Alemania, producia originalmentemangas filtrantes. Hoy en día, elGrupo F.O.S. ofrece una amplia gamade servicios individuales, incluyendovarios métodos de limpieza patenta-dos, además de todos los medios defiltración existentes y accesorios paraequipos de captación de polvo.
El método de limpieza “F.O.S. On-Line Cleaning® “se ha desarrollado ypatentado por el Grupo FOS. Este mé-todo permite eficaz limpieza del filtrosin paradas de planta gracias a que lalimpieza puede llevarse a cabo du-rante la producción (n-1), con lo cual
se obtiene un tiempo de operaciónadicional.
Con este método, el polvo se eliminade la superficie y la cuerpo de las fi-bras mediante el uso de pulsación dealta frecuencia, evitando la costosaoperación de sustitución de las man-gas de los filtros.
Puesto que el polvo se mantiene den-tro del circuito de la eliminación, semantiene la protección del medioambiente y del personal. Gracias a lalimpieza del filtro con el sistemaF.O.S. se consigue una presión dife-rencial considerablemente más baja,comparable a la de nuevas mangas ocartuchos filtrantes. De esta manera seaumenta la disponibilidad de la plantay también se incrementa el tiempo devida de los elementos filtrantes.
Estas ventajas hacen que el F.O.S.On-Line Cleaning® sea una soluciónpreventiva útil y una opción a consi-derar en caso de alteraciones operati-vas, fluctuaciones de caudal/diferen-cial presión , u otros cambios en lascondiciones de funcionamiento delsistema de filtración.
Servicio Lector 6
SWEN HAMANN, NUEVOPRESIDENTE DE ASPROMEC
Tras dos años de presidencia de laasociación, Alejandro Arjona dio el
relevo a Swen Hamann, el actual vice-presidente y Director General de Zo-ller Ibérica, S.L.
Alejandro Arjona Knorr, Sales AreaManager and Business DevelopmentLatin America de la empresa TebisAG, asumió el cargo de presidente en2013, en sustitución de Ramiro Ben-gochea, Director General de WNTIbérica y fundador de Aspromec. Porsu parte, Francisco Moreno Gil, Direc-tor General de Tebis Iberia será el vi-cepresidente de la asociación los pró-ximos dos años.
Servicio Lector 7
LA INGENIERÍA ESPANOLACOLABORA EN PROYECTOSDE AYUDA A LOS MÁSNECESITADOS
El Grupo Vielca, formado por empre-sas de ingeniería, arquitectura, medio-ambiente y energías renovables, estárealizando el proyecto de construc-ción de una Iglesia en El Salvador. Lafutura iglesia se construirá en el Polí-gono Industrial Don Bosco, promo-vido por el sacerdote salesiano JoséMaría Moratalla a través de la Funda-ción Educación y Trabajo (EDYTRA).
Un templo para mil fieles
La Iglesia formará parte del polígonodonde ya existe un internado, instala-ciones deportivas, pequeñas empresaspara que los jóvenes realicen prácti-cas, aulas para la formación en distin-tas carreras y donde recientemente seha incorporado los estudios de mú-
Alejandro Arjona (izq.) pasa el relevo a SwenHamann a la cabeza de Aspromec.
6 FUNDIDORES. ENERO-FEBRERO 2016
26-1-16 FUN 222 ENE-FEB 2016_80480 F-FEBRERO 08 N 146.qxd 28/01/16 09:55 Página 6

26-1-16 FUN 222 ENE-FEB 2016_80480 F-FEBRERO 08 N 146.qxd 28/01/16 13:23 Página 7

INFORMACIONES
sica, danza y pintura. El templo tendráuna capacidad para mil plazas, ade-más de la sacristía, despachos, unconfesionario, almacén y una capillapara ochenta personas. La construc-ción de la iglesia está previsto que fi-nalice a principios de 2017.
Vielca Ingenieros lleva trabajando deforma altruista en este proyecto másde un año, además de realizar anual-mente una aportación de fondos juntocon sus trabajadores. De forma para-lela, está desarrollando proyectos depotabilizadoras, abastecimiento, sane-amiento y carreteras para mejorar lasinfraestructuras de El Salvador y redu-cir las enfermedades producidas por lafalta de agua potable.
El Padre Pepe
José María Moratalla Escudero (másconocido como ‘Padre Pepe’) es todauna institución en El Salvador por lalabor que desarrolla. Desde que en1985 puso pie en esas tierras, ha es-tado al lado de los asentamientos mar-ginales, viviendo en primera personael ambiente de necesidad de los másjóvenes. Empezó a trabajar con niñosde la calle cuando todavía no existíanlas pandillas en el nivel que estánahora. Después, el niño de la calle seconvirtió en pandillero y entonces co-menzó a trabajar con ellos.
Hasta la fecha, más de dos mil jóvenes(provenientes de pandillas, niños de lacalle en riesgo social u otros con me-didas cautelares) han recibido forma-ción en los talleres del polígono y,posteriormente, han fundando suspropias pequeñas empresas.
+ info: http://www.fundacionedytra.org
Servicio Lector 8
JORNADA FUNDICIÓN YFUNDICIÓN A PRESIÓNINDIA 2016 17 DE NOVIEMBRE 2016 - PUNE
India es un mercado de 1.300 millo-nes de personas con el PIB con majorcrecimiento de Asia. En 2015, INDIAha producido más de 4.000.000 decoches.
Pune es un centro de negocios muyimportante en India: TATA MOTORS,BAJAJ AUTO, DAIMLER AG, MAN,THYSSENKRUPP, FIAT INDIA, TRE-MEC, SKF, JOHN DEERE, AMV MO-TORS, BHARAT FORGE, EATON,MAHINDRA & MAHINDRA, GENE-RAL MOTORS, VOLSKWAGEN, MTUFriedrichshafen.
La Jornada 2015 fue un importanteéxito (ver video en:http://metalspain.com/india-foundry.html)y este año se repite en el Centro deCongresos y Hotel Westin Pune *****
El precio de un stand es de 390 Euros(incluye mesa y sillas).
Registrarse es de 95 euros (incluyepausa café y almuerzo).
[email protected]://metalspain.com/india-foundry.html
Servicio Lector 9
SOMOS EXPERTOSFABRICANDO MÁQUINASPARA: DESENGRAR, LAVAR,PASIVAR, FOSFATAR Y SECARTODO TIPO DE PIEZAS ENCONTINUO
BAUTERMIC S.A. fabrica diversos mo-delos de máquinas lavadoras tipo tú-
nel “LCB” que son ideales para poderefectuar diferentes tipos de tratamien-tos en continuo para una gran diversi-dad de piezas, bien sean grandes o pe-queñas, mecanizadas o estampadas.
Las piezas a tratar son descargadas di-rectamente sobre un transportador li-neal o en forma de carrusel y cargadasen cestas o bien posicionadas sobrebastidores especiales, montados sobreel propio transportador. La carga ydescarga puede ser manual o roboti-zada.
En su versión estándar, estas máquinasvan equipadas con diversos sistemasde filtros, niveles de reposición auto-máticos, separadores de aceite, dosifi-cadores de detergente, sopladorespara el secado, aspiradores de va-hos…
Facilitamos gratuitamente oferta deltipo de máquina más adecuado a lasempresas que lo soliciten.
Servicio Lector 10
REGISTROS DE LATEMPERATURA EN ESTUFAS YHORNOS, ANALIZADOS YOPTIMIZADOS
Los operadores de estufas y hornospuede sacar ahora lo mejor de sus re-
8 FUNDIDORES. ENERO-FEBRERO 2016
26-1-16 FUN 222 ENE-FEB 2016_80480 F-FEBRERO 08 N 146.qxd 28/01/16 09:55 Página 8
INFORMACIONES
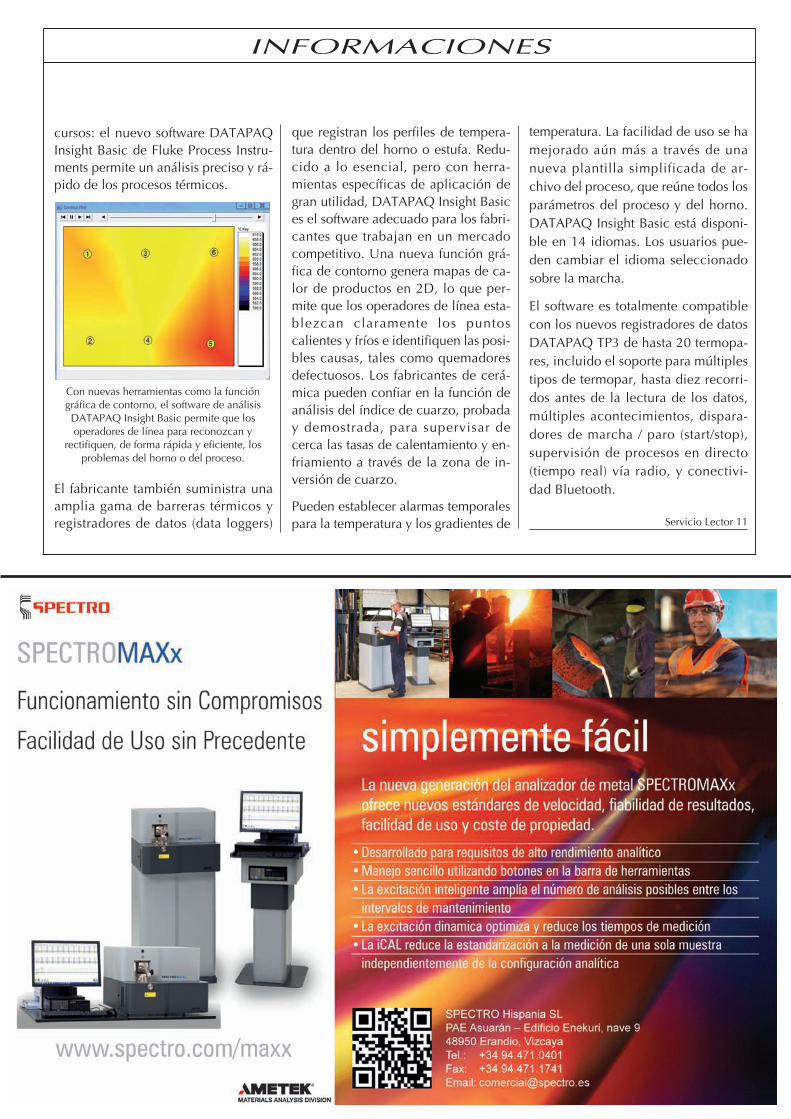
cursos: el nuevo software DATAPAQInsight Basic de Fluke Process Instru-ments permite un análisis preciso y rá-pido de los procesos térmicos.
El fabricante también suministra unaamplia gama de barreras térmicos yregistradores de datos (data loggers)
Con nuevas herramientas como la funcióngráfica de contorno, el software de análisisDATAPAQ Insight Basic permite que losoperadores de línea para reconozcan y
rectifiquen, de forma rápida y eficiente, losproblemas del horno o del proceso.
que registran los perfiles de tempera-tura dentro del horno o estufa. Redu-cido a lo esencial, pero con herra-mientas específicas de aplicación degran utilidad, DATAPAQ Insight Basices el software adecuado para los fabri-cantes que trabajan en un mercadocompetitivo. Una nueva función grá-fica de contorno genera mapas de ca-lor de productos en 2D, lo que per-mite que los operadores de línea esta-blezcan claramente los puntoscalientes y fríos e identifiquen las posi-bles causas, tales como quemadoresdefectuosos. Los fabricantes de cerá-mica pueden confiar en la función deanálisis del índice de cuarzo, probaday demostrada, para supervisar decerca las tasas de calentamiento y en-friamiento a través de la zona de in-versión de cuarzo.
Pueden establecer alarmas temporalespara la temperatura y los gradientes de
temperatura. La facilidad de uso se hamejorado aún más a través de unanueva plantilla simplificada de ar-chivo del proceso, que reúne todos losparámetros del proceso y del horno.DATAPAQ Insight Basic está disponi-ble en 14 idiomas. Los usuarios pue-den cambiar el idioma seleccionadosobre la marcha.
El software es totalmente compatiblecon los nuevos registradores de datosDATAPAQ TP3 de hasta 20 termopa-res, incluido el soporte para múltiplestipos de termopar, hasta diez recorri-dos antes de la lectura de los datos,múltiples acontecimientos, dispara-dores de marcha / paro (start/stop),supervisión de procesos en directo(tiempo real) vía radio, y conectivi-dad Bluetooth.
Servicio Lector 11
26-1-16 FUN 222 ENE-FEB 2016_80480 F-FEBRERO 08 N 146.qxd 28/01/16 09:55 Página 9

INFORMACIONES
TECHNIFOR DA UN PASO MÁSEN LA INNOVACIÓN Y LAEFICIENCIA DE SUSMÁQUINAS DE MARCAJE PORLÁSER
En un momento en que la conectivi-dad entre máquinas se multiplica en laindustria y conlleva beneficios impor-tantes en eficacia y productividad,Technifor aborda este desafío con unanueva gama de máquinas de marcajeláser para integrar: LASER SOLUTIONF-SERIES.
Estas nuevas máquinas láser ofrecenuna verdadera ventaja técnica para to-dos los integradores y fabricantes quedeben instalar puestos de marcaje enlíneas de producción:
Muy compacto, el cabezal de marcajese adapta a las exigencias industriales:espacios reducidos, condiciones ex-tremas de vibración y temperatura…Es robusto y está protegido contra elpolvo y otros residuos (clase IP54). In-tegrar la solución no exige un sistemade filtración ni una estructura adicio-nal y no es sensible a las perturbacio-nes electromagnéticas.
Diseñado para reducir los costes y eltiempo de instalación, el equipo fun-ciona muy fácilmente con un PLC através de mandos programados.
Una pantalla de control con IHM inte-grada muestra las operaciones encurso en tiempo real y ofrece una ca-pacidad de autodiagnóstico: estado de
la máquina, historial de las activida-des, archivos de registro y mensajes demantenimiento.
Basándose en una experiencia demos-trada con los grandes fabricantes deautomóviles y su industria auxiliar,con la industria mecánica de preci-sión, la aeronáutica, el sector médicoy otros sectores punteros, Techniforpropone un equipo completo quecumple con las exigencias de susclientes: un marcaje contrastado ypermanente de alta velocidad, una he-rramienta de producción fiable, se-gura y eficiente, una gama modular yevolutiva.
Servicio Lector 12
MAKO USB3 - SERIE DECÁMARAS ULTRA COMPACTAUSB3 DE HASTA 5MEGAPIXELES
Mako es una cámara de visión artifi-cial ultra compacta (29x29mm). A pe-sar de su pequeño tamaño y precioatractivo, la Mako mantiene los altosestándares de calidad de Allied VisionTechnologies, como la robustez, parasu uso continuo en entornos industria-les. Este modelo USB3 Vision permiteser alimentada directamente por la in-terfaz USB3.
La Mako USB 3.0 está disponible, demomento, en cuatro versiones con re-soluciones que van de 0.3 hasta 5 me-
gapíxeles con sensores CMOS conGlobal Shutter, y velocidades de cap-tura que pueden llegar a las 550 imá-genes por segundo.
Los modelos disponibles de mo-mento son: Mako U-029 con640x480 píxeles de resolución y ca-paz de hacer hasta 550 imágenes porsegundo, Mako U-051 de800x600px y hasta 391 imágenespor segundo, Mako U-130 de1280x1024px y 168 img/s y la MakoU-503 de 2592x1944 píxeles y ca-paz de hacer hasta 14 imágenes porsegundo a la máxima resolución.
Servicio Lector 13
EL SOFTWARE DE MEDICIÓN3D DE FARO, UNA SOLUCIÓNA MEDIDA PARAAPLICACIONES DE MEDICIÓNTÁCTIL
CAM2® Measure 10 – Probing ade-lanta el compromiso de la compañíade brindar un sofware de medición 3Dque permita efectuar mediciones deforma rápida, eficiente y con gran sim-plicidad.
CAM2 Measure 10 - Probing ha sidodiseñado para usuarios cuyos requisi-tos de datos 3D se centran en medi-ciones táctiles y no necesitan analizardatos de nubes de puntos. Se trata deun potente paquete de software, tantopara la inspección basada en CADcomo para la inspección no basada enCAD y para las dimensiones y toleran-
10 FUNDIDORES. ENERO-FEBRERO 2016
26-1-16 FUN 222 ENE-FEB 2016_80480 F-FEBRERO 08 N 146.qxd 28/01/16 09:55 Página 10

26-1-16 FUN 222 ENE-FEB 2016_80480 F-FEBRERO 08 N 146.qxd 28/01/16 09:55 Página 11

INFORMACIONES
cias geométricas. Esta nueva versiónadelanta el compromiso por parte deFARO de brindar un software de medi-ción 3D que permita a sus clientesefectuar mediciones de forma rápida,eficiente y con gran simplicidad.
«CAM2 Measure 10 – Probing es unasolución ideal para los usuarios queno necesitan utilizar las potentes ca-pacidades de nube de puntos deFARO. Se trata de una solución a me-dida que proporciona a nuestros clien-tes más posibilidades en cuanto a fun-cionalidad y costes», declara KathleenJ. Hall, Vicepresidenta Sénior y Direc-tora Ejecutiva para la región de lasAméricas.
La versión de software integral deFARO, CAM2® Measure 10 – Full, si-gue siendo la solución completa, tantopara mediciones táctiles como paraaplicaciones de escaneado 3D sincontacto, y es compatible con losprincipales equipos de medición deFARO, incluido el ScanArm.
Servicio Lector 14
SIEMENS INCREMENTA UN41% SU BENEFICIO EN ELPRIMER TRIMESTRE HASTALOS 1.557 MILLONES DEEUROS
Siemens ha empezado con fuerza elprimer trimestre de su año fiscal (del 1de octubre al 31 de diciembre de2015), al lograr un destacable incre-mento del 8% en sus ingresos con res-pecto al mismo periodo del año ante-rior, hasta totalizar 18.891 millones deeuros. Estos resultados consolidan laejecución de la Visión 2020 y permi-ten aumentar las perspectivas de be-
neficios para el 2016, a pesar de la co-yuntura macroeconómica y geopolí-tica. En este sentido, Joe Kaeser, presi-dente y CEO de Siemens, ha decla-rado que “continuaremoscentrándonos en abordar los retos es-tructurales a los que se enfrenta lacompañía y en invertir para seguir de-sarrollando nuestros mercados y forta-lecer nuestro poder de innovación”.
Servicio Lector 15
6ª FERIA INTERNACIONALLIDER DEL SECTOR DE LASTÉCNICAS DE LACADOINDUSTRIAL, DEL 19 AL 22 DEABRIL DE 2016 EN KARLSRUHE(ALEMANIA)
PaintExpo, con una trayectoria derécord
Quedan aún unos cuatro meses hastaque PaintExpo abra sus puertas porsexta vez. Pero ya se prevé que la pró-xima feria líder mundial de las técni-cas de lacado industrial será la másgrande hasta ahora. Con más de12.700 metros cuadrados, ya se ha su-perado toda la superficie de exposi-ción neta del evento de 2014. El es-pectro de la exposición cubre los sec-tores de lacado en húmedo,recubrimiento de polvo y Coil Coa-ting, desde el tratamiento previo hastael control de calidad y el embalaje. Lasexta edición de PaintExpo tendrá lu-gar del 19 al 22 de abril de 2016 en elrecinto ferial de Karlsruhe.
Desde su fundación en 2006, Pain-tExpo ha ido creciendo cada año. La fe-ria líder a nivel internacional en técni-cas de lacado industrial continuará estatrayectoria de éxito también en 2016.En la lista de expositores ya hay alrede-dor de 430 empresas. Entre ellas estántodos los líderes tecnológicos y del
mercado así como empresas que noparticiparon en los anteriores eventos.Más del 25% de los expositores pro-cede de otros países. El nuevo creci-miento también se refleja en la superfi-cie de exposición neta ya ocupada.Con más de 12.700 metros cuadrados,supera el total de la superficie delevento de 2014. "Las cifras son solo unlado. El otro es que muchas de las em-presas expositoras de PaintExpo pre-sentarán innovaciones y nuevos desa-rrollos. De este modo, podemos pro-porcionar a los visitantes la oferta másactual y amplia para la técnica de la-cado industrial y para hacer frente a susretos", informa Jürgen Haußmann, di-rector general de la organizadora, Fair-Fair GmbH. Se enfrentan a retos empre-sas de lacado interno y subcontratas derecubrimiento de todo el mundo. Porun lado, se trata de aumentar la cali-dad, la individualidad, la productividady la sostenibilidad. Por otro lado, el ob-jetivo es reducir los costes por pieza la-cada para poder mantener la competiti-vidad a nivel global.
Tendencias para procesos derecubrimiento optimizados
Las soluciones de los expositores dePaintExpo cubren las cadenas de pro-cesos de lacado en húmedo, recubri-miento de polvo y Coil Coating. Parael tratamiento previo de sustratos me-tálicos se presentarán, entre otras co-sas, tanto fosfatados de hierro sin fluo-ruros de un solo componente paraaplicaciones de rociado e inmersióncomo procesos de sustitución econó-micos y de bajo mantenimiento parafosfatados de cinc que alcanzan pro-piedades de adhesión y proteccióncontra la corrosión similares. A los vi-sitantes les esperan novedades tam-bién en los sistemas nanocerámicosmultimetales. El tratamiento previo depiezas de plástico puede optimizarsecon procesos con ahorro de espacio yrecursos y en línea, como la limpiezacon chorros de nieve de CO2, con va-por caliente y con plasma.
12 FUNDIDORES. ENERO-FEBRERO 2016
26-1-16 FUN 222 ENE-FEB 2016_80480 F-FEBRERO 08 N 146.qxd 28/01/16 09:55 Página 12

26-1-16 FUN 222 ENE-FEB 2016_80480 F-FEBRERO 08 N 146.qxd 28/01/16 09:55 Página 13

INFORMACIONES
En el sector del lacado, el punto cen-tral son las novedades y los avancesque cumplen con los requisitos de-corativos y funcionales con una efi-ciencia de los materiales y una com-patibilidad medioambiental eleva-das. Entre estos se cuentan, porejemplo, s is temas de lacado depolvo y en húmedo innovadores conlos que pueden crearse superficies decromo de gran calidad sobre sustra-tos metálicos y de plástico sin pro-ductos con contenido en cromo-6.En el caso de los lacados con disol-ventes, lo principal es seguir redu-ciendo las emisiones. Para ello sehan desarrollado nuevos sistemascon altas concentraciones de sólidos.En el sector del recubrimiento depolvo, los sistemas de lacado depolvo de baja temperatura, de capasfinas y los llamados "Two Coat OneBake" ("dos capas, un horneado")
permiten ahorros de energía y mate-riales así como aumentos de la pro-ductividad.
Los tamaños de lotes cada vez más pe-queños y la diversidad de colores cadavez más grande también suponen unreto para los operadores de instalacio-nes de lacado y recubrimiento. Aquí,conceptos de instalaciones, suminis-tros de materiales y soluciones de apli-cación así como sistemas de recupera-ción o recolección diseñados de ma-nera consecuente con una orientacióna la flexibilidad y a la eficiencia ener-gética y de los materiales contribuyende forma esencial a una operacióneconómica.
En la tecnología UV, nuevos avancesen el lacado y los sistemas de endure-cimiento aseguran que se puedan re-cubrir con esta técnica piezas de me-tal o plástico cada vez más complejas.
En todas las demás áreas de la exposi-ción espera a los visitantes un gran nú-mero de soluciones innovadoras yavanzadas. PaintExpo comprende ins-talaciones y sistemas para el lacado enhúmedo, el recubrimiento de polvo yel Coil Coating, sistemas de aplicacióny pistolas de pulverización, lacas enhúmedo y en polvo, tecnologías deautomatización y transporte, tecnolo-gía de aire comprimido, limpieza ytratamiento previo, secado y endureci-miento, tecnologías ecológicas, sumi-nistro de aire y limpieza del aire de es-cape, preparación de agua, reciclaje ydesechamiento, accesorios como ma-teriales y sistemas de cubierta, colga-duras de lacado, filtros, bombas, tec-nologías de medición e inspección,gestión de calidad, eliminación de la-cado, servicios de recubrimiento, em-balaje, identificación, servicios, for-
26-1-16 FUN 222 ENE-FEB 2016_80480 F-FEBRERO 08 N 146.qxd 28/01/16 09:55 Página 14

INFORMACIONES
mación profesional y continua, inves-tigación y bibliografía especializada.
Servicio Lector 16
MULTÍMETROS B- ASYCMTX 202 Y MTX 203
CHAUVIN ARNOUX presenta bajo sumarca METRIX, una nueva serie demultímetros con todas las funcionesimprescindibles para garantizar un tra-bajo seguro y fiable a electricistas einstaladores.
Los multímetros B-ASYC, MTX 202 yMTX 203, son equipos TRMS AC sen-cillos y fáciles de usar para realizarmedidas en redes eléctricas e instala-ciones de hasta CAT III 600 V.
Con su carcasa compacta que cabe enuna mano y su funda imantada, elmultímetro puede utilizarse con lasmanos libres, incluso en los cuadroseléctricos. El sistema patentado Multi-fix se adapta a los multímetros y per-mite engancharlos en un cuadro, col-garlos a la cintura u otro sitio. El so-porte, de doble posición, permite leercon gran facilidad el display sea cual
sea su posición. La retroiluminación
azul del display optimiza la lectura,
4000 ó 6000 puntos según el modelo.
Incluso en lugares oscuros, una lin-
terna integrada permite utilizar el mul-
tímetro.
El conmutador rotativo ofrece una fun-
ción por posición. En el frontal, sólo 3
teclas permiten acceder a las distintas
funciones. 600 V CAT III, IP54, los
bornes de entrada doble piso son de
fácil acceso.
La seguridad está garantizada por lafunción NCV: la pantalla se vuelveroja en caso de presencia de tensión.
¡Sencillamente ideal para todas lasaplicaciones! El usuario puede reali-zar:
• El mantenimiento eléctrico.
• Un primer diagnóstico de avería enuna tarjeta electrónica.
• La comprobación de la regulaciónde un radiador, etc.
Servicio Lector 17
FUNDIDORES. ENERO-FEBRERO 2016
26-1-16 FUN 222 ENE-FEB 2016_80480 F-FEBRERO 08 N 146.qxd 28/01/16 09:55 Página 15

26-1-16 FUN 222 ENE-FEB 2016_80480 F-FEBRERO 08 N 146.qxd 28/01/16 09:55 Página 16

Desde 2008, Godfrey & Wing, Inc. (GW), líder mundialen el campo de Impregnación al vacío, ha mantenidouna oficina de ventas en Chihuahua, México. Ahora, ba-sado en el éxito de este esfuerzo, GW anuncia que haabierto un Centro de Servicio de Impregnación al Vacíoen Santa Catarina, en la zona metropolitana de Monte-rrey en el estado de Nuevo León.
El nuevo centro de servicio de GW, ubicado en ParqueIndustrial Multitech #126, Santa Catarina 66350, constade 10,000 pies cuadrados. Inicialmente, contará con elinnovador sistema de impregnación HVLV, que utiliza elproceso patentado de flujo de una pieza de vacío secode GW y cámara de proceso de presión positiva (DVP)que sella la porosidad a la primera vez a una tasa de másdel 99% (FTT). El HVLV, eficaz, esbelto y eficiente y su
cámara de impregnación es lo suficientemente grandepara aceptar carcasas de transmisión y bloques de motorde 8 cilindros. Sin duda, el HVLV ofrece la tecnologíamás avanzada en procesos de impregnación al vacíodisponible en el mundo hoy en día.
Inicialmente, el centro de servicio en Santa Catarinaofrecerá servicios de impregnación para clientes existen-tes de GW en México, OEM y Tier 1 fabricantes de la in-dustria automotriz, muchos de los cuales se localizancerca de ciudades como Ramos Arizpe, Saltillo y Monte-rrey. Este centro de servicio también permitirá a nuevosclientes en México, Centroamérica y América del Sur laoportunidad de correr pruebas en sus componentes paradeterminar a GW como un proveedor de servicios de im-pregnación o como un fabricante de equipos de impreg-nación, si decide comprar e instalar un HVLV u otro sis-tema de proceso patentado de GW, como el CFi, comouna solución interna para todas sus necesidades de im-pregnación al vacío.
Como parte de su expansión en México, GW ha contra-tado a Candido Casillas para ser su Director de Centro deServicio. En su carrera, el Sr. Casillas ha trabajado comoIngeniero de calidad y Gerente de fabricación de empre-sas como Philips, Robert Bosch, Rheem y Tri Palm Inter-nacional. Cuenta con un certificado Black Belt en las fi-losofías y procesos Six Sigma. Como tal, el Sr. Casillastiene experiencia en todos los aspectos de fabricación,incluyendo ingeniería, calidad y producción.
Servicio Lector 30
GODFREY & WING EXPANDE SUS INSTALACIONES EN MÉXICO:SE ABRE CENTRO DE SERVICIO
17FUNDIDORES. ENERO-FEBRERO 2016
26-1-16 FUN 222 ENE-FEB 2016_80480 F-FEBRERO 08 N 146.qxd 28/01/16 09:55 Página 17
La Impresora Zortrax M200 3D transforma proyectos vir-tuales en la realidad tridimensional. Se las utiliza paracrear prototipos y crear varios modelos tridimensionales.La impresión 3D puede ser utilizado para crear prototi-pos de elementos mecánicos, estructuras, moldes indus-triales y plantillas, objetos de uso cotidiano y objetospromocionales.
Entorno de la impresión integrada
• Zortrax M200 se encuentra integrado con el Z-SuiteSoftware dedicado y los materiales que aseguran el pro-ceso de la impresión segura 3D los modelos precisos.
• Los materiales de la serie Z-Filament materiales conlas propiedades debidamente ajustadas.
• Z-Suite Software se encuentra compatible con cadaCAD software Variedad ancha de Materiales.
• Materiales disponibles en amplia gama de colores .•Filamentos dedicados a diferentes aplicaciones -desde los modelos conceptuales, a los pequeños ele-mentos de trabajo y las partes del uso final Programasdedicados
• Programas de Z-Suite operan con Windows y Mac.• Características únicas disponibles exclusivamente con
Z-Suite.• Interfaz intuitivo.• Herramienta de seguimiento de errores para mejorar y
desarrollar las características de Z-Suite Control deproceso de imprimir.
• Opción de pausa que permite cambiar el filamento ymezclar filamentos de colores.
• Ajustes de impresión más avanzada.
• Culpabilidad de corregir el tamaño del modelo direc-tamente en el programa 6 | Zortrax M200 3D impre-sora | www.zortrax.com.
Una superficie de 200 x 200 x180 mm permite imprimir losobjetos de gran tamaño. Debidoa la tecnología LPD, incluso losmodelos más grandes no estánsujetos a la deformación. Estopermite imprimir un objetocompleto o sus partes más pe-queñas, que se quedan perfecta-
mente bien después de ser ensamblados.
PUBLICACION Y DIVERSION
Sorprenda a sus clientes con modelos reales producidosen días en lugar de semanas.
Prototipo rápido:
Reduce el coste y riesgo por medio de otros métodos dela fabricación.
Diseño e ingeniera de la maquina.
Acelerar el diseño y la funcionalidad con prototipos du-rables impresos en 3D. Ponga a prueba y mejora sus di-seños con máquinas Zortrax.
Prototipo Funcional:
Construye, pruebe con precisión. Prototipo y mejore su3D impresión avanzada antes de iniciar la producción.
Servicio Lector 31
IMPRESION 3D
FUNDIDORES. ENERO-FEBRERO 201618
26-1-16 FUN 222 ENE-FEB 2016_80480 F-FEBRERO 08 N 146.qxd 28/01/16 09:55 Página 18

Gracias a las herramientas de fabricación creadas conimpresoras 3D de Stratasys, Opel ensambla en su mo-delo‘Adam’ piezas de producción como alerones de te-cho, techos de cristal, así comolas características letrasde las ventanas traseras.
En menos de 24 horas, el fabricante de vehículos tienelistas en la línea de producción herramientas de montajeimpresas en 3D, creadas con susimpresoras 3D StratasysFortus.
Opel imprime en 3D una variedad de herramientas de fabricación ymontaje con sus impresoras 3D Stratasys Fortus para acelerar laproducción del característico vehículo ‘Adam’ de cinco puertas.
Stratasys Ltd. ha anunciado que el gigante de la auto-moción Opel, logra reducir hasta un 90% los costes deproducción de herramientas de fabricación, gracias asus impresoras Stratasys Fortus 3D, con las que crea he-rramientas de montaje impresas en 3D en menos de 24horas.
En 2014, Opel se situó como la tercera marca de turis-mos en la Unión Europea y junto a Vauxhall, vendiómás de un millón de vehículos. El Centro Internacionalde Desarrollo Técnico de Opel, cuyo éxito depende dela eficiencia en la producción, imprime en 3D una va-riedad de herramientas de fabricación y montaje paraacelerar la producción de su característico modelo‘Adam’ de cinco puertas. Las herramientas de montajesirven para ensamblar componentes con precisión,como las molduras tipo faldón y los alerones de techo,para alinear las características letras ‘Adam’ en la ven-tanilla lateral trasera y para montar el cristal y los te-chos retráctiles.
“Las herramientas personalizadas impresas en 3D nosolo nos han ayudado a reducir drásticamente los costesy el tiempo de producción de las herramientas: ahoratambién podemos producir formas más complejas impo-sibles de lograr con la fabricación tradicional. Es unaventaja fundamental con la que adaptamos la herra-mientaa cada operario y vehículo en concreto”, explicaSascha Holl, ingeniero de simulación virtual y diseño deherramientas en Opel.
EL FABRICANTE DE AUTOMÓVILES OPEL REDUCE UN 90% LOS GASTOS DEPRODUCCIÓN DE HERRAMIENTAS DE ENSAMBLAJE CON LA IMPRESIÓN 3DDE STRATASYS
19FUNDIDORES. ENERO-FEBRERO 2016
26-1-16 FUN 222 ENE-FEB 2016_80480 F-FEBRERO 08 N 146.qxd 28/01/16 09:55 Página 19
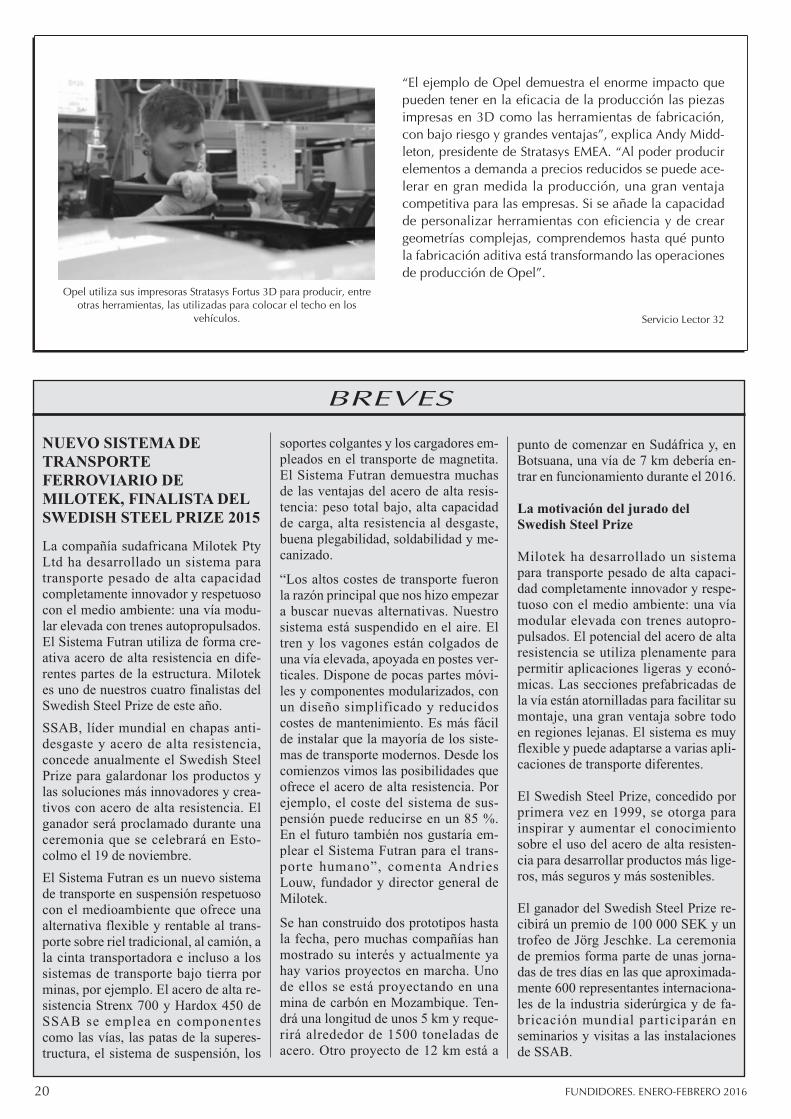
Opel utiliza sus impresoras Stratasys Fortus 3D para producir, entreotras herramientas, las utilizadas para colocar el techo en los
vehículos.
“El ejemplo de Opel demuestra el enorme impacto quepueden tener en la eficacia de la producción las piezasimpresas en 3D como las herramientas de fabricación,con bajo riesgo y grandes ventajas”, explica Andy Midd-leton, presidente de Stratasys EMEA. “Al poder producirelementos a demanda a precios reducidos se puede ace-lerar en gran medida la producción, una gran ventajacompetitiva para las empresas. Si se añade la capacidadde personalizar herramientas con eficiencia y de creargeometrías complejas, comprendemos hasta qué puntola fabricación aditiva está transformando las operacionesde producción de Opel”.
Servicio Lector 32
20 FUNDIDORES. ENERO-FEBRERO 2016
BREVES
NUEVO SISTEMA DETRANSPORTEFERROVIARIO DEMILOTEK, FINALISTA DELSWEDISH STEEL PRIZE 2015
La compañía sudafricana Milotek Pty
Ltd ha desarrollado un sistema para
transporte pesado de alta capacidad
completamente innovador y respetuoso
con el medio ambiente: una vía modu-
lar elevada con trenes autopropulsados.
El Sistema Futran utiliza de forma cre-
ativa acero de alta resistencia en dife-
rentes partes de la estructura. Milotek
es uno de nuestros cuatro finalistas del
Swedish Steel Prize de este año.
SSAB, líder mundial en chapas anti-
desgaste y acero de alta resistencia,
concede anualmente el Swedish Steel
Prize para galardonar los productos y
las soluciones más innovadores y crea-
tivos con acero de alta resistencia. El
ganador será proclamado durante una
ceremonia que se celebrará en Esto-
colmo el 19 de noviembre.
El Sistema Futran es un nuevo sistema
de transporte en suspensión respetuoso
con el medioambiente que ofrece una
alternativa flexible y rentable al trans-
porte sobre riel tradicional, al camión, a
la cinta transportadora e incluso a los
sistemas de transporte bajo tierra por
minas, por ejemplo. El acero de alta re-
sistencia Strenx 700 y Hardox 450 de
SSAB se emplea en componentes
como las vías, las patas de la superes-
tructura, el sistema de suspensión, los
soportes colgantes y los cargadores em-
pleados en el transporte de magnetita.
El Sistema Futran demuestra muchas
de las ventajas del acero de alta resis-
tencia: peso total bajo, alta capacidad
de carga, alta resistencia al desgaste,
buena plegabilidad, soldabilidad y me-
canizado.
“Los altos costes de transporte fueron
la razón principal que nos hizo empezar
a buscar nuevas alternativas. Nuestro
sistema está suspendido en el aire. El
tren y los vagones están colgados de
una vía elevada, apoyada en postes ver-
ticales. Dispone de pocas partes móvi-
les y componentes modularizados, con
un diseño simplificado y reducidos
costes de mantenimiento. Es más fácil
de instalar que la mayoría de los siste-
mas de transporte modernos. Desde los
comienzos vimos las posibilidades que
ofrece el acero de alta resistencia. Por
ejemplo, el coste del sistema de sus-
pensión puede reducirse en un 85 %.
En el futuro también nos gustaría em-
plear el Sistema Futran para el trans-
porte humano”, comenta Andries
Louw, fundador y director general de
Milotek.
Se han construido dos prototipos hasta
la fecha, pero muchas compañías han
mostrado su interés y actualmente ya
hay varios proyectos en marcha. Uno
de ellos se está proyectando en una
mina de carbón en Mozambique. Ten-
drá una longitud de unos 5 km y reque-
rirá alrededor de 1500 toneladas de
acero. Otro proyecto de 12 km está a
punto de comenzar en Sudáfrica y, en
Botsuana, una vía de 7 km debería en-
trar en funcionamiento durante el 2016.
La motivación del jurado delSwedish Steel Prize
Milotek ha desarrollado un sistema
para transporte pesado de alta capaci-
dad completamente innovador y respe-
tuoso con el medio ambiente: una vía
modular elevada con trenes autopro-
pulsados. El potencial del acero de alta
resistencia se utiliza plenamente para
permitir aplicaciones ligeras y econó-
micas. Las secciones prefabricadas de
la vía están atornilladas para facilitar su
montaje, una gran ventaja sobre todo
en regiones lejanas. El sistema es muy
flexible y puede adaptarse a varias apli-
caciones de transporte diferentes.
El Swedish Steel Prize, concedido por
primera vez en 1999, se otorga para
inspirar y aumentar el conocimiento
sobre el uso del acero de alta resisten-
cia para desarrollar productos más lige-
ros, más seguros y más sostenibles.
El ganador del Swedish Steel Prize re-
cibirá un premio de 100 000 SEK y un
trofeo de Jörg Jeschke. La ceremonia
de premios forma parte de unas jorna-
das de tres días en las que aproximada-
mente 600 representantes internaciona-
les de la industria siderúrgica y de fa-
bricación mundial participarán en
seminarios y visitas a las instalaciones
de SSAB.
26-1-16 FUN 222 ENE-FEB 2016_80480 F-FEBRERO 08 N 146.qxd 28/01/16 09:55 Página 20
GENERALIDADES
Los hornos eléctricos EMISON, a la contrastada calidadde todos nuestros productos, avalada por más de 50 añosde servicio, unen los últimos avances en microelectró-nica y aislamiento, aplicados específicamente a hornospara fundición de aluminio, consiguiendo excepcionalesresultados. La temperatura máxima de trabajo de estoshornos es de 1.000º C. Como todos nuestros equipos es-tán fabricados de acuerdo con la normativa CE.
Son fruto de un cuidado diseño y todo el know how deun equipo de profesionales especialistas en la construc-ción de hornos. Como consecuencia ofrecen la más altarentabilidad con la mínima inversión inicial.
Nuestros hornos ofrecen mínimo mantenimiento, funcio-namiento constante y sin averías, fácil manipulación ycontrol del trabajo y la mejor relación de costo por uni-dad fabricada. El sistema de calefacción eléctrica de lamayoría de nuestros modelos no necesita de trámites ofi-ciales ni proyectos de homologación para su instalación.El horno está fabricado con los más modernos materia-les, de gran calidad y conceptos de alta tecnología.
El horno se entrega listo y preparado para empezar a fun-cionar inmediatamente, y rentabilizar rápidamente la in-versión. Nuestro sistema especial patentado de calenta-miento utiliza al máximo la energía radiante de las resis-tencias lo que posibilita la baja potencia instalada delhorno. Permiten la máxima repetitividad de los procesos
de fabricación, lo que se traduce en la máxima calidadde los procesos, que se traduce en una rentabilidad de laproducción sin fallos ni pruebas en cada hornada. Elcontrol del proceso mediante microprocesador permiteuna gran uniformidad en los procesos con la máximaeconomía.
Además de la garantía de una empresa con más de 50años en el mercado, siempre fiel y al servicio de susclientes, EMISON dispone de una empresa propia servi-cio técnico, SATE, que puede encargarse de formar alpersonal encargado del funcionamiento del horno, y re-alizar el mantenimiento preventivo y correctivo.
DESCRIPCIÓN DEL HORNO
El horno para recuperación de aluminio consiste en unaestructura metálica como la que se presenta en la figura,electro soldado, a partir de chapas y perfiles de acero la-minado en frío, con un tratamiento especial anticorro-sivo, de gran robustez, con avanzado diseño y protec-ción con imprimación fosfocromatante y pintura epoxí-dica de agradables tonos, lo que le confiere una largavida y un acabado estéticamente agradecido.
El aislamiento se realiza mediante fibras cerámicas debaja masa térmica y gran poder calorífico, cuidadosa-mente dispuestas en estratos para reducir las perdidas decalor.
RECUPERACIÓN DE ALUMINIO
Por EMISON
21FUNDIDORES. ENERO-FEBRERO 2016
26-1-16 FUN 222 ENE-FEB 2016_80480 F-FEBRERO 08 N 146.qxd 28/01/16 09:55 Página 21
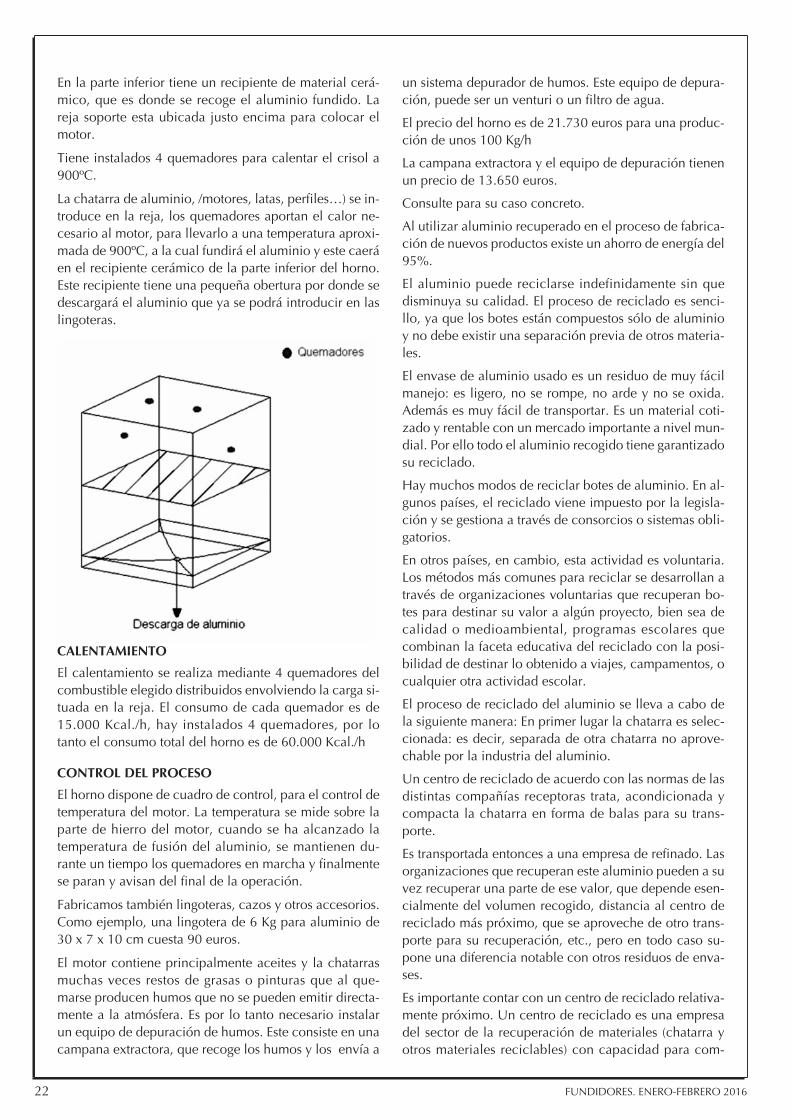
En la parte inferior tiene un recipiente de material cerá-mico, que es donde se recoge el aluminio fundido. Lareja soporte esta ubicada justo encima para colocar elmotor.
Tiene instalados 4 quemadores para calentar el crisol a900ºC.
La chatarra de aluminio, /motores, latas, perfiles…) se in-troduce en la reja, los quemadores aportan el calor ne-cesario al motor, para llevarlo a una temperatura aproxi-mada de 900ºC, a la cual fundirá el aluminio y este caeráen el recipiente cerámico de la parte inferior del horno.Este recipiente tiene una pequeña obertura por donde sedescargará el aluminio que ya se podrá introducir en laslingoteras.
CALENTAMIENTO
El calentamiento se realiza mediante 4 quemadores delcombustible elegido distribuidos envolviendo la carga si-tuada en la reja. El consumo de cada quemador es de15.000 Kcal./h, hay instalados 4 quemadores, por lotanto el consumo total del horno es de 60.000 Kcal./h
CONTROL DEL PROCESO
El horno dispone de cuadro de control, para el control detemperatura del motor. La temperatura se mide sobre laparte de hierro del motor, cuando se ha alcanzado latemperatura de fusión del aluminio, se mantienen du-rante un tiempo los quemadores en marcha y finalmentese paran y avisan del final de la operación.
Fabricamos también lingoteras, cazos y otros accesorios.Como ejemplo, una lingotera de 6 Kg para aluminio de30 x 7 x 10 cm cuesta 90 euros.
El motor contiene principalmente aceites y la chatarrasmuchas veces restos de grasas o pinturas que al que-marse producen humos que no se pueden emitir directa-mente a la atmósfera. Es por lo tanto necesario instalarun equipo de depuración de humos. Este consiste en unacampana extractora, que recoge los humos y los envía a
un sistema depurador de humos. Este equipo de depura-ción, puede ser un venturi o un filtro de agua.
El precio del horno es de 21.730 euros para una produc-ción de unos 100 Kg/h
La campana extractora y el equipo de depuración tienenun precio de 13.650 euros.
Consulte para su caso concreto.
Al utilizar aluminio recuperado en el proceso de fabrica-ción de nuevos productos existe un ahorro de energía del95%.
El aluminio puede reciclarse indefinidamente sin quedisminuya su calidad. El proceso de reciclado es senci-llo, ya que los botes están compuestos sólo de aluminioy no debe existir una separación previa de otros materia-les.
El envase de aluminio usado es un residuo de muy fácilmanejo: es ligero, no se rompe, no arde y no se oxida.Además es muy fácil de transportar. Es un material coti-zado y rentable con un mercado importante a nivel mun-dial. Por ello todo el aluminio recogido tiene garantizadosu reciclado.
Hay muchos modos de reciclar botes de aluminio. En al-gunos países, el reciclado viene impuesto por la legisla-ción y se gestiona a través de consorcios o sistemas obli-gatorios.
En otros países, en cambio, esta actividad es voluntaria.Los métodos más comunes para reciclar se desarrollan através de organizaciones voluntarias que recuperan bo-tes para destinar su valor a algún proyecto, bien sea decalidad o medioambiental, programas escolares quecombinan la faceta educativa del reciclado con la posi-bilidad de destinar lo obtenido a viajes, campamentos, ocualquier otra actividad escolar.
El proceso de reciclado del aluminio se lleva a cabo dela siguiente manera: En primer lugar la chatarra es selec-cionada: es decir, separada de otra chatarra no aprove-chable por la industria del aluminio.
Un centro de reciclado de acuerdo con las normas de lasdistintas compañías receptoras trata, acondicionada ycompacta la chatarra en forma de balas para su trans-porte.
Es transportada entonces a una empresa de refinado. Lasorganizaciones que recuperan este aluminio pueden a suvez recuperar una parte de ese valor, que depende esen-cialmente del volumen recogido, distancia al centro dereciclado más próximo, que se aproveche de otro trans-porte para su recuperación, etc., pero en todo caso su-pone una diferencia notable con otros residuos de enva-ses.
Es importante contar con un centro de reciclado relativa-mente próximo. Un centro de reciclado es una empresadel sector de la recuperación de materiales (chatarra yotros materiales reciclables) con capacidad para com-
22 FUNDIDORES. ENERO-FEBRERO 2016
26-1-16 FUN 222 ENE-FEB 2016_80480 F-FEBRERO 08 N 146.qxd 28/01/16 09:55 Página 22
prar y acondicionar la chatarra de botes usados de alu-minio para su refusión por la industria de refinado dealuminio. De hecho, muchos recuperadores colaboranya con Ayuntamientos y entidades de reciclado de mate-riales.
Cuando Charles Martin Hall y Paul L.T. Héroult, demodo independiente desarrollaron el proceso para la ob-tención del aluminio en 1886, no podían imaginar hastaqué punto este metal llegaría a resultar imprescindible ennumerosas aplicaciones. Hoy es el metal no férreo másutilizado. Cerca de 25 millones de toneladas se consu-men cada año en el mundo en envases, automóviles,aviones, edificios, maquinaria y miles de productos quenos rodean, obtenidos cada vez más a partir de aluminioreciclado.
Los envases de aluminio tienen innumerables aplicacio-nes así como múltiples ventajas: desde el familiar papelde aluminio de infinitos usos, a los cada vez más popu-lares botes de bebidas. El aluminio es un excelente pro-tector contra la luz, el aire o el agua. Es ligero, resistente,fácil de decorar o imprimir y el contenido se puede en-friar rápidamente, por lo que es ideal para envasar ali-mentos, bebidas.
Con todo, aún tiene un largo camino por delante. Si haceunos años sólo algunas bebidas se envasaban en botesde aluminio, la mayor parte de las marcas del mercadose pueden encontrar hoy en este envase: es práctico porespacio, fácil de transportar y seguro para la conserva-ción. Los avances tecnológicos en ahorro de energía enla producción de aluminio primario (energía hidroeléc-trica a partir de la cual se produce el aluminio) y en la re-ducción de espesor de los productos han supuesto unaimportante mejora en el aprovechamiento de los recur-sos empleados para obtener este material.
Hoy, conceptos tales como ecología, protección del me-dio ambiente, aprovechamiento de recursos, recicladoselectivo de materiales, etcétera, forman parte de nuestravida cotidiana dejando de ser una moda pasajera paraconvertirse en algo de vital importancia para el cuidadoy futuro del entorno que nos rodea. El reciclado es unaactividad normal, técnicamente resuelta y rentable desdeque se empezó a utilizar el aluminio; se ahorra hasta el95% de la energía al producirlo a partir de chatarra demodo que ésta llega a tener un alto valor. También suaprovechamiento resulta económico en todos los paísespara la industria de la recuperación En estos momentosse está reciclando todo el aluminio que se produce comorecorte durante la fabricación de productos, el 90% delempleado en el automóvil y maquinaria y una parte im-portante del resto del aluminio. A nivel mundial ya se re-ciclan más del 50% de los botes de bebidas. La mejormanera de mostrar estas características es mediante el ci-clo cerrado de reciclado de botes de bebidas, aunqueeste producto también se puede convertir en muchosotros con aplicaciones industriales. En resumen, el reci-
clado de aluminio es la respuesta a dos importantes pro-blemas de hoy en día en nuestro mundo: el cuidado delmedio ambiente y el beneficio que aporta a la economía.¿Qué más se puede pedir? Estas son las razones por lasque 4 de cada 5 botes en todo el mundo son fabricadosenteramente en aluminio.
Todas las ventajas en el bote: Ahorra energía: Se ahorrahasta el 95% de la energía al producir el aluminio a par-tir de la chatarra, en comparación con la producción apartir de bauxita.
Evita residuos: No hay que eliminar otro tipo de materia-les, ya que tapa y bote son de aluminio. Además no hayun contenido máximo admisible de material reciclado:el 100% puede ser reciclado.
Recupera su valor: No cambian sus características al re-fundir los botes: el metal obtenido se puede volver a con-vertir en botes con las mismas propiedades o bien encualquier otro producto de alta calidad, y el proceso sepuede repetir indefinidamente.
Otras ventajas: Los botes de aluminio son muy ligeros ymuy fáciles de transportar. Tampoco se rompen, arden nise oxidan, por lo que constituye un residuo de fácil ma-nejo. Además los botes vacíos se pueden aplastar fácil-mente, ocupando muy poco volumen.
De los 140.000 millones de botes consumidos en elmundo, el 80% ya son de aluminio; los restantes tienentodos la tapa de aluminio de apertura fácil. Los botes dealuminio tienen todas las características que se debenpedir a un buen envase: integridad, protección del con-tenido, ligereza, estanqueidad a líquidos y gases, opaci-dad, comodidad de manejo y resistencia, así como laventaja añadida de su reciclabilidad.
El aluminio no cambia sus características durante el reci-clado. El proceso se puede repetir indefinidamente y losbotes se pueden fabricar enteramente con material reci-clado.
Aplicaciones de los envases de aluminio En Europa, másde un millón de toneladas de aluminio laminado se uti-liza para la fabricación de todo tipo de envases. De és-tos, el 60% son envases rígidos o semi-rígidos como bo-tes de bebidas, bandejas de precocinados, aerosoles, etcy el 40% se destina a envases flexibles como el papel dealuminio o blisters para medicamentos. En total, los en-vases representan el 52% de todo el mercado de lamina-ción.
Durante 1998, se consumieron en Europa 32.500 millo-nes de botes de bebidas alcanzando el 52% de todo elmercado de botes. A la espera de los datos de 1999, lasprevisiones son que este porcentaje se haya incremen-tado durante el pasado año.
Respecto a los aerosoles fabricados con aluminio, du-rante 1998 se fabricaron en Europa 1.620 millones de
23FUNDIDORES. ENERO-FEBRERO 2016
26-1-16 FUN 222 ENE-FEB 2016_80480 F-FEBRERO 08 N 146.qxd 28/01/16 09:55 Página 23

unidades alcanzando el 41% de la participación de mer-cado en este tipo de envases.
En cuanto al aluminio flexible, durante 1998 se consu-mieron 604.000 toneladas, cerca de 100.000 toneladasmás que el año anterior.
El reciclado de los productos de aluminio, entendiendopor reciclado obtener una materia prima con las mismascaracterísticas que tuvo la primera vez que fue emple-ado, es una actividad a la que se dedican muchas indus-trias en España, ya que se trata de un proceso rentable ytécnicamente resuelto.
El aluminio está presente en múltiples aplicaciones (per-files de ventana, componentes de automóvil, envases,etc.) y puede “reencarnarse” en productos totalmentedistintos al original siempre y cuando sean de aluminio.Este característica, unida a que los diferentes productosde aluminio tienen una vida útil muy dispar (compare-mos un perfil de ventana con un bote de bebidas), difi-culta enormemente el ofrecer una tasa de reciclaje glo-bal. Por ello nos encontramos ante diferentes tasas de re-ciclado, dependiendo de los sistemas de recogida y de ladificultad de su contabilización.
En el caso del recorte industrial, el reciclado alcanza el100% y en el automóvil el 90%. Respecto a los envases,
la tasa de reciclado varía enormemente entre los paíseseuropeos: desde el 15% hasta el 85%, según el sistemade recogida que se aplique. En España, arpal contabilizael reciclado de botes desde el año 1994. Las últimas ci-fras oficiales apuntan a una tasa de recuperación del34,9% y es evidente que cuantos más envases de alumi-nio se recojan, más se reciclarán, ya que este proceso esrentable, produce beneficios económicos, y existen ins-talaciones por todo el país que pueden absorber más alu-minio recuperado para reciclar.
Aunque la característica de “reencarnarse” no es laúnica ventaja del reciclado de aluminio. El procesopermite también el ahorro de materia prima (mineralbauxita) y de energía, ya que al producir nuevos pro-ductos de aluminio con aluminio secundario se consi-gue un ahorro del 95% de la energía. Además, su recu-peración y reciclado es una actividad que se ha reali-zado desde siempre en el circuito industrial porque esrentable y crea empleo. Y como muestra los datos delpasado año: sólo los envases domésticos recuperadosgeneraron un volumen de negocio de más de 600 mi-llones a pesar de que su atomización dificulta enorme-mente la recogida.
Servicio Lector 33
24 FUNDIDORES. ENERO-FEBRERO 2016
BREVES
HALCON EMBEDDEDAHORA DISPONIBLE ENTODAS LAS CAMARASINTELIGENTES DE LASERIE Z DE VISIONCOMPONENTS
La serie VC-Z está compuesta por cá-
maras inteligentes basadas en FPGA
y un procesador ARM Cortex™-A9.
La combinación de procesador y
FPGA permite aumentar de forma
significativa la velocidad, ya que la
FPGA se puede utilizar adicional-
mente para la evaluación de datos.
Esto hace que la velocidad de análisis
sea diez veces mayor que sin el uso
de la lógica FPGA, lo que es especial-
mente importante para alta velocidad
o aplicaciones lineales.
A partir de ahora todas las cámaras de
la serie “Z” están disponibles con el
software Halcon Embedded para todo
tipo de aplicaciones de visión artifi-
cial. HALCON Embedded ofrece un
entorno de desarrollo integrado y una
amplia biblioteca para análisis de
blobs, morfología, matching, medi-
ción e identificación, entre otros. Los
usuarios podrán desarrollar cómoda-
mente aplicaciones en el PC y expor-
tarlas a las cámaras inteligentes de
Vision Components, que llevan un
sistema operativo Linux. Las opcio-
nes de hardware disponibles incluyen
una amplia variedad de sensores, pro-
cesadores e interfaces.
PGI ENGINEERING CRECEEN MÉXICO
• También ha participado en la am-
pliación de aeropuertos así como en
auditorías de eficiencia energética en
hospitales y proyectos en BIM Revit
• PGI Engineering también refuerza
al actual director de la filial mexicana
Jordi Castellarnau en su estructura
mexicana y cambia de sede
• El volumen de facturación de PGI
México previsto para 2015 será cer-
cana a los 250.000 euros
26-1-16 FUN 222 ENE-FEB 2016_80480 F-FEBRERO 08 N 146.qxd 28/01/16 09:55 Página 24

25FUNDIDORES. ENERO-FEBRERO 2016
Se celebró la solemne inauguración de la planta pilotode la empresa New Steel para la preparación en seco demineral de hierro, en Ouro Preto, Minais Gerais, Brasil
La empresa New Steel ha desarollado junto con Loescheun revolucionario modo de preparación en seco de mi-neral de hierro. Este nuevo proceso de reducción empleala técnica de molienda de Loesche y es completamenteecológico y único en el mundo.
Por esta razón, dentro del sector del mineral de hierro hansido muchas las miradas dirigidas a la solemne puesta enmarcha de la planta piloto. Los altos representantes de lasempresas líderes de producción de hierro mineral e inge-niería, como Vale y Hatch, se mostraron entusiasmadospor las revolucionarias ventajas que ofrece el nuevo con-cepto que, sin contaminar el agua en absoluto, produceconcentrado realizando un consumo energético eficientey de manera respetuosa con el medio ambiente, incluso apartir de sustancias de hierro mineral de poco valor. Paraeste proceso, Loesche pone a disposición una técnica demolienda de alta calidad tecnológica, que ha sido espe-cialmente adaptada para que cumpla con los requisitos dela industria del hierro mineral.
Lo más importante de esta nueva tecnología es un sepa-rador magnético desarrollado por New Steel que ofrece
una máxima selectividad también cuando opera en seco.Para poder obtener este nivel de selectividad, hay quesometer primero el mineral molido de nuevo a un proceso de molienda para obteneruna distribución adecuada del tamaño de las partículas.Con el molino Loesche se garantiza que este proceso sellevará a cabo con la máxima eficiencia.
Después de que se realicen los ensayos piloto, para losque Loesche ha puesto a disposición su planta de hierromineral móvil en contenedores, se averiguarán numero-sas opciones de aplicación industrial que permitirán me-jorar drásticamente la industria del hierro mineral desdeun punto de vista tanto económico como ecológico. Y esque esta industria se encuentra actualmente bajo unagran presión económica y ecológica.La dirección de la empresa Loesche agradece expresa-mente al socio de cooperación New Steel su excelentecolaboración.
Servicio Lector 34
INAUGURACIÓN DE LA PLANTA PILOTO DE LA EMPRESA NEW STEEL
26-1-16 FUN 222 ENE-FEB 2016_80480 F-FEBRERO 08 N 146.qxd 28/01/16 09:55 Página 25

26
Tanto si se trata de exigentes trabajos de limpieza comode tareas más bien sencillas – la particular limpieza de lacapa superficial de las piezas constructivas y de las su-perficies en general es un criterio cualitativo decisivopara la calidad de los procesos siguientes y, a su vez, delproducto final. De ello resulta una demanda progresiva-mente creciente a escala internacional de solucionesmediante las cuales la limpieza de piezas constructivas ysuperficies pueda realizarse de un modo eficiente y sos-tenible. La feria “parts2clean”se ha establecido ya eneste sector como la plataforma mundial de información yadquisición por excelencia.
“En parts2clean, la cuota de ejecutivos con capacidad de-cisoria es mucho más alta de lo normal. Alrededor de un80 por ciento de los visitantes vienen al recinto ferial deStúttgart con la intención de invertir”, comenta Olaf Dae-bler, director de la división parts2clean en DeutscheMesse. “Para los expositores esto se traduce en conversa-ciones a alto nivel y posibilidades óptimas para encauzarnegocios”. Y ello se ve confirmado por Roland Jung, di-rector del Dpto. de Tecnologías de Superficies de la em-presa Hermann Bantleon GmbH (SL): “En 2015 acudieronde nuevo a nuestro Stand muchos visitantes con proyectosy problemas concretos, entre los cuales hubo también al-gunos nuevos contactos muy prometedores”. Por eso noes de extrañar que esta feria clave internacional para lalimpieza industrial de piezas constructivas y superficiessea considerada por el sector ofertante como evento obli-
gatorio. “Para nosotros es importante presentar aquí almercado todo nuestro amplio programa de productos.Pues parts2clean es la plataforma en la que los clientes seinforman sobre posibles soluciones para sus trabajos delimpieza, así como sobre nuevas soluciones”, dice WalterMück, Márketing, de la empresa Pero AG.
La fuente de conocimientos más solicitada para lalimpieza de piezas industrial
Pero no es solo la amplia oferta interdisciplinaria de sec-tores y materiales la que genera tan alta aceptación porparte de los visitantes. A ella contribuye a su vez el foromonográfico de tres días ofrecido por parts2clean. Conuna media de más de 25 ponencias traducidas simultáne-amente (alemán <> inglés) se ofrecen aquí valiosos cono-cimientos e información sobre diferentes temas a lo largode toda la cadena de procesos que entraña la limpieza in-dustrial de piezas constructivas y superficies. Para la feriade 2016 están previstas sesiones de ponencias sobre losbloques temáticos “procedimientos de limpieza”, “proce-sos previos y posteriores”, así como “analítica”. Ademásse han preparado dos bloques temáticos con ponenciasde usuarios. Aquí se tratarán aplicaciones de técnicas delimpieza en sectores determinados como p. Ej. en las tec-nologías médicas, en la fabricación de electrónica, indus-tria automovilística, industria aeronáutica y aeroespacial,industria de plásticos así como en el sector de manteni-miento y repaso (MRO). Por otra parte, bajo el lema “Lim-pieza Técnica” se han programado ponencias sobre undiseño de piezas constructivas enfocado a la limpiezaadecuada de estas, a evitar procesos de limpieza y a lo-grar una producción orientada a la limpieza.
Servicio Lector 35
CRECE LA DEMANDA DE SOLUCIONES DE LIMPIEZA EFICIENTESY SOSTENIBLES
FUNDIDORES. ENERO-FEBRERO 2016
26-1-16 FUN 222 ENE-FEB 2016_80480 F-FEBRERO 08 N 146.qxd 28/01/16 09:55 Página 26

27FUNDIDORES. ENERO-FEBRERO 2016
FOUNDRY CONGRESS MEXICO –JUNE 16TH 2016
http://metalspain.com/FUNDICIONmexico-foundry.htm
Papers
- Refractory Overview and Selection- Energy Efficient Combustion Techniques for Foundry - Spectometers : Heat Treatment of Aluminium castings- Evolution of Automobile 2004-2015 : new techniques,
new challenges- 3D measurement technology for inspection of cast parts- Limpieza y acabados de superficies en piezas fundidas. - Diferentes abrasivos y consideraciones en los equipos de
limpieza.- More to come.
Presentation is 20 minutes + 10 for questions. Powerpoint.
Send tittle of the presentation for approval [email protected]
The audience is composed of professionals of mainMexican foundries and die casters.
Stand 399 euros.
You can take advantage of the audience and the quality ofthe papers by renting a stand.
Including a table (2,5 m x 0,75), 2 chairs and a poster.
Reservation package stand: $ 523,99 or euros 399.
Payment by card, Paypal, Bank transfer in US$ or Euroshttp://metalspain.com/paypal-mexico-fundicion.html.
See Congress 2015 and Videohttp://metalspain.com/FUNDICIONmexico2015.htm
Congress Center and Hotel: Querétaro, Mexico June 16th,2016.
Hotel and Congress Center.
HOLIDAY INN DIAMANTE - Querétaro.
Directs flights from Dallas, Houston to QueretaroInternational Airport,
Information:http://metalspain.com/FUNDICIONmexico-foundry.htm
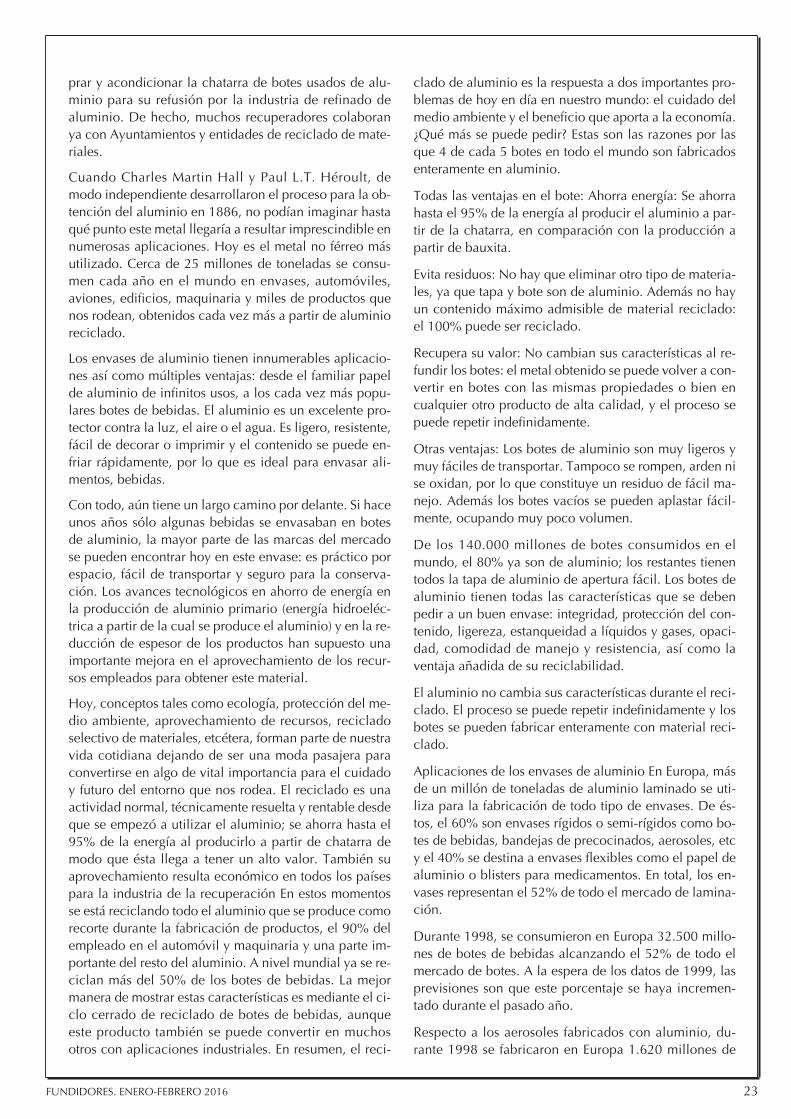
MEXICO ECONOMY IS FANTASTIC.Currently, the automotive sector accounts for 6% of thenational GDP and 18% of manufacturing production.The Mexican automotive industry is expected to continueincreasing in the future. The forecasts indicateproduction will reach 4 million units by 2018 and 5million by 2020.
• Companies in the light vehicle industry have a total of18 production complexes located in 11 states ofMexico, where they perform activities that range fromassembly and armoring, to casting and stamping ofvehicles and engines. Currently, more than 48 car andlight truck models are produced in Mexico.
• In terms of heavy vehicles, the OEMs have reached animportant level of development in the country,performing activities ranging from assembly, stampingand bodywork, producing a wide range of models tosatisfy the demand of the domestic and export markets.
26-1-16 FUN 222 ENE-FEB 2016_80480 F-FEBRERO 08 N 146.qxd 28/01/16 09:55 Página 27
Currently, 11 commercial vehicle manufacturers and twoengine manufacturers for this kind of vehicle haveproduction facilities in Mexico.
• Mexico has excellent communication routes. Its widenetwork of roads and its railroad system connect itsnorthern and southern borders, establishingconnections between the United States,Guatemala and Belize. In addition, its eastern andwestern coasts connect the ports of the Pacific Oceanwith the Gulf of Mexico and the Caribbean, in theAtlantic Ocean.
Mexico has:
• 74 airports (11 domestic and 63 international).• 116 sea ports (116 coastal and 67 deep-sea).• 27 thousand kilometers of railroads.• 138 thousand kilometers of paved roads (126
thousand kilometers of two lane roads and 13thousand kilometers of four or more lane road.
Mexico has the secondlargest number of FreeTrade Agreements in theworld. It has a network oftwelve Free TradeAgreements and anEconomic Partnership
Agreement, maintaining preferen¬tial access to themarkets of 44 countries that include the world’s leadingeconomies, such as the United States, Canada, the 27members of the European Union and Japan.34
Aerospace and defense sector in Queretaro
Queretaro has become a strategic point for the aerospaceindustry in the world because of the heavy investment ithas attracted in recent years. This success stems from acoordinated relationship between the state governmentand the industry, through clear support mechanisms that
triggered important strategic projects such as thefollowing:
• Testing and Aerospace Technology Laboratory(LABTA): this is A unique project in Latin America,consisting of three research centers, linking theirspecialties to present a comprehensive range oflaboratory tests and services that strengthen thedevelopment of the procurement chain. The installedcapacity of LABTA will assess the durability whichcomponents and materials used in aircraft need for teststhat reproduce operating conditions in flight.
• The QueretaroAerocluster: Its goal is tocontribute to the developmentand strengthening of thesector’s capacities comprisedof 30 manufacturingcompanies and suppliers ofstructures, parts andcomponents, three MROfirms, five design andengineering centers, three
innovation and development centers, five servicecompanies, three educational institutions, and oneinnovation and research network.
Today the Queretaro Aerospace Sector offers newinvestment opportunities for aircraft operations under anappropriate infrastructure and optimum businessconditions, especially those designed to complement theprocurement chain in complex machining processes,surface coating, heat treatment, sheet metal, forging andcasting.
(Source GUROSA).
28 FUNDIDORES. ENERO-FEBRERO 2016
26-1-16 FUN 222 ENE-FEB 2016_80480 F-FEBRERO 08 N 146.qxd 28/01/16 09:55 Página 28

HEAVY DUTY TELE MANIPULATOR K20The giant manipulator K20 is leaving IMF in few days,after careful tests, ready for installation at the VDP Schiofoundry.
A further challenge won by IMF inside the R&D programand a further evidence of the close cooperation andsynergy with his Customers, with the aim of developinginnovative projects and satisfy also the most difficultexigencies.
This is the biggest manipulator ever manufacturedworldwide, conceived to perform quick manipulation,totally safe of heavy and complicated loads.
Main technical data:
Max. handling capacity: 20.000 kgMax. extension with horizontal clamp: 10.600 mmMax. extension with vertical clamp: 8.440 mmFull load speed: 24 m/minMax. size with open clamp: 2800 mm
This picture of the K20 manipulator gives the idea of the real size of themachine.
The whole manipulator with a group of visitors during the open day atIMF held on Dec. 11, 2015.
Boosters diameter: 320 mmWorking pressure: 280 BarInstalled power: 250 kWWeight 180 ton
Equipped with three telecameras and relevant monitoron board to contro differentworking areas.
Detail of the big clamp.
NOVACAST IS LAUNCHING THE FASTESTCASTING SIMULATION SOFTWARE EVER,NOVAFLOW&SOLID 6.0.With the adaptive Multi mesh technique the simulationtime is reduced by 50 %. “-With the new technique youuse the mesh resolution needed for different parts of asimulation” explains Håkan Fransson, Product Managerfor NovaFlow&Solid. “-The timesaving comes fromswitching mesh in the simulation and during filling inseveral steps. Where the sections are thick-walled you usea bigger mesh resolution and for sensitive areas you use afiner mesh.” He continues; “-Now there is no excuse fornot using simulation. Shortening simulation time is crucialfor the foundries to be able to optimize all their castings.”
Simulation software is an important tool for the foundryindustry. It is used to simulate an actual casting andanalyze the result to detect weaknesses during flow fillingand solidification. The detected errors such as porosity,stresses and gas entrapment are corrected already in thesimulation phase. When the results from the simulationanalysis are in line with quality requirements the piece isgoing into production.
The Good Guys’ Index compares optimized simulationsand visualizes the financial and environmental impact,such as energy consumption and CO2 emission. CamillaSjögren, Marketing Manager at NovaCast clarifies “-This isan important step towards NovaCast’s vision. With oursystems the foundries secure their quality, at the sametime as they are guided towards reducing theirenvironmental footprint. You see, green business is goodbusiness. For everyone.”
29FUNDIDORES. ENERO-FEBRERO 2016
26-1-16 FUN 222 ENE-FEB 2016_80480 F-FEBRERO 08 N 146.qxd 28/01/16 09:55 Página 29

FLOW SCIENCE, INC. RELEASES FLOW3D/MP V6.1
Flow Science has announced the release of FLOW-3D/MPv6.1, the high-performance computing version of itsflagship CFD software, FLOW-3D. FLOW-3D/MP v6.1 isfully synced with the latest developments in FLOW-3Dversion 11.1, including active simulation control, batchpost processing and report generation.
FLOW-3D/MP users are able to take advantage of thesame accuracy in solving complex physics and numericsas well as increased usability in FLOW-3D, but with asignificant increase in performance.
About Flow Science
Flow Science, Inc. is a privately-held software companyspecializing in transient, free-surface CFD flow modelingsoftware for industrial and scientific applicationsworldwide. Flow Science has distributors for FLOW-3Dsales and support in nations throughout the Americas,Europe, and Asia. Flow Science’s headquarters is locatedin Santa Fe, New Mexico.
SPAIN FOUNDRY CONGRESS 2016 SEPT 29TH2016 – BILBAO
Papers, Stand, Networking
Every year the most outstanding Foundry and Die Castingprofessionals meet in Bilbao.2016 Congress is the 6th edition, after 2011, 2012, 2013,2014 and 2015 events, all located in the same Congresscenter and Hotel in Bilbao, the most dynamic area ofSpain for investment.
Call for Papers
Papers have to present CASE STUDY in a practical pointof view for Foundry or Die Casting technologies. 20 minutes for each presentation + 10 minutes foraudience questions.
Pleases send tittle for approval [email protected]
The audience is composed of professionals of the mainSpanish foundries.
STAND Registration is 390 euros
FAGOR EDERLAN, GERDAU, NEMAK, CASTINOX, SAPAPLACENCIA, JEZ, SUÑER, SEAT GEARBOX del PRAT,ANTOLIN, ALSTOM, AMURRIO FERROCARRIL ,KONIKER, UIPOS, CISA, EDERTEK, FUCHOSA, MFA,OCA, SCMFONDERIE, BRAVO ENTERPRISES, COFUNDI,COOPERATIVA AZCOITIANA, FAED, OLIZABAL YHUARTE, JEZ SISTEMAS FERROVARIOS, SHANDARTECHNOLOGIES, SPOOL SISTEMAS, TABIRA,TECNALIA, VILASSARENCA, URKO ASE, GABI SA,GRUPO ANTOLIN, CIE AUTOMOTIVE, FESIL,FUNDICIONES ACEROS ESPECIALES D SL- FAED ...arepresent in previous events
See video of previous congress and Infohttp://metalspain.com/foundry-bilbao.html
DRY MECHANICAL EDGE AND SURFACEFINISHING FOR ROTATING AEROSPACECOMPONENTS
Turbo-Abrasive Machining (TAM) is a new process fordeburring and surface conditioning sophisticated multi-axis machined parts. Many parts, because of size andshape factors, can not be finished by a mass mediatechnique but need manual intervention for final abrasivefinishing. Apart from safety and production line/timeconsiderations, a significant disadvantage of manualdeburring is its impact on quality control and assuranceprocedures, which have often been computerized at greatcost. The TAM process addresses these problems by
30 FUNDIDORES. ENERO-FEBRERO 2016
26-1-16 FUN 222 ENE-FEB 2016_80480 F-FEBRERO 08 N 146.qxd 28/01/16 09:55 Página 30
automating the final machining and finishing productionsteps.
In TAM, fluidized bed technology is utilized to suspendabrasive or even peening materials in a specially designedchamber: Part surfaces are exposed to and interact withthe fluidized bed materials on a continuous basis by highspeed rotational or oscillational motion in an entirely dryenvironment.
The combination of abrasive envelopment and high speedrotating contact can produce important functional metalsurface conditioning effects and deburring and radiusformation very rapidly. Because abrasive operations areperformed on all parts of rotating componentssimultaneously, the part and feature uniformities achievedare very hard to duplicate by other methods. In addition,sophisticated computer control technologies can beapplied to create processes tailored for particular parts.
Although the abrasive materials used for TAM processingare in some ways similar to grinding and blastingmaterials, the surface condition produced is unique. Onereason for this is the multi-directional and rolling nature ofabrasive particle or peening particle contact with partsurfaces. Surfaces are characterized by a homogenous,finely blended abrasive pattern developed by the non-perpendicular nature of abrasive attack.
There is no perceptible temperature shift in the contactarea and the micrto-textured random abrasive pattern is ahighly attractive substrate for subsequent coatingoperations. In addition to the foregoing, the process hasadditional advantage, in that it develops significantbeneficial compressive stress and stress equilibrium inparts as well as edge and surface finish conditions that areisotropic, plateaued or planarized surface characteristicsand have negatively or neutrally skewed low micro-inchsurface profiles.
FOUNDRY & DIE CASTING CONFERENCE -NOV. 17TH 2016 – PUNE, INDIA
http://metalspain.com/india-foundry.html
India is 1,300,000,000 people. The highest GNP growthof Asia. Producing more than 4.000.000 vehicles.
Pune is home to one of TATA MOTORS, BAJAJ AUTO,DAIMLER AG, MAN, THYSSENKRUPP, FIAT INDIA,TREMEC, SKF, JOHN DEERE, AMV MOTORS, BHARATFORGE, EATON, MAHINDRA & MAHINDRA, GENERALMOTORS, VOLSKWAGEN, MTU Friedrichshafen ...Apartfrom the auto giants, a large number of engineering,electronic, and electrical industries have set up bases. Theindustrial township of Pimpri Chinchwad, adjacent to themain city, is dotted with over 4,000 manufacturing units.
Call for Papers
The audience is composed of professionals of Indianfoundries and die casters.
Presentation is 20 minutes + 10 for questions. Powerpoint.
Please send tittle of the presentation for approval,
Stand 390 euros
You can take advantage of the audience and the quality ofthe papers by renting a stand.
Including a table ( 2 ft width x 6 ft length) , 3 chairs and aposter.
Reservation package stand: euros 390
Upon reception of your payment, your stand is confirmed.
Payment by card, Paypal, Bank transfer in US$ or Euroshttp://metalspain.com/indiafoundry-paypal-euro.html
See video for 2014 Event athttps://youtu.be/chpaoE_CyuM
Be present
Inscription rights : euros 95 includes 2 tea-breaks, lunch,documentation.
Payment by card, Paypal, Bank transfer in US$ or Euroshttp://metalspain.com/indiafoundry-paypal-euro.html
All info at http://metalspain.com/india-foundry.html
S.S. ENGINEERING, IN INDIAS.S. Engineering is one of the Leading Manufacturer andexporters of Pressure Die Casting Machine, with its alliedequipments.
We have two manufacturing plants:
Unit I - located at New Delhi.
Unit II - located at IMT, Manesar.
With our vast experience and comprehensive knowledge,we have developed expertise in designing and developinghigh quality Pressure Die Casting Machines.
31FUNDIDORES. ENERO-FEBRERO 2016
26-1-16 FUN 222 ENE-FEB 2016_80480 F-FEBRERO 08 N 146.qxd 28/01/16 09:55 Página 31

Our focus and attention is on the manufacturing ofreliable, hi-tech Pressure Die Casting Machines supportedby an effective after sales services. We have successfullydelivered and serviced large density of machines ofdifferent capacity across India.
We have a team of qualified engineers who have been inthe machine tool manufacturing line for more than 25years. Strict Quality Assurance Policies are observed in allour Manufacturing and Assembly activities ofthe Company. Our products are ISO certified and CEmarked for quality.
We provide machinery with comprehensive package oftechnological support including product & industryconsultancy, operation/maintenance training and aftersales service to ensure that our machines give outstandingperformance at all times.
Our primary objective is to help our customer derivemaximum value from their die casting project.
We are offering consultancy for new projects as well asexisting running plants.
Our product line includes:-
1. Cold chamber Pressure Die Casting Machines.2. Low Pressure Die Casting Machines.3. Gravity Die Casting Machines.4. Hot chamber Pressure Die Casting Presses.5. Plunger Lubrication. 6. Auto Ladler Machine. 7. Auto Sprayer Machine8. Auto Extractor Machine
We undertake refurbishing / reconditioning of PressureDie Casting Machines of any ‘make’ at our site and on siteboth.
S.S. ENGINEERING WORKS is also a channel partner ofthe ABB Robotic division for Automation Equipment fordie casting purpose.
ULTRASEAL INTERNATIONAL’SUltraseal International is a pioneer infinding solutions to the problem ofporosity in cast metal parts – aproblem that can have seriousconsequences if it occurs inautomotive engine parts.
It produces the global benchmarkrecycling porosity sealant Rexeal 100™ and its latest
innovation is the R-FL-Duplex Plus casting impregnationmachine that takes up less space and has a greaterthroughput than conventional front-loading machines.
Stephen Hynes, Marketing Director of UltrasealInternational, said: “Our range of casting impregnationmachines, together with our conventional and recyclingsealants, provide a reliable and permanent solution to theproblem of porosity in cast metal parts. Nowadays castingimpregnation is seen as a routine quality enhancement bymany automotive OEMs and Tier One suppliers.”
Ultraseal International is based in Coventry, UK, where ithas its headquarters, R&D and production of porositysealants that are then shipped around the world to 38countries. It has Joint Ventures in India and China, anoperation in the United States, an office in Japan, therenowned jobshop Sterr & Eder Industrieservice GmbH inGermany and a network of agents/distributors worldwide.
LAMA AUTOMATIONThe latest LamaCaster H65 mk3 die casting machineassures quality and consistency over high volumes or insmall batches of precision zinc die castings up to 60grams where the highest levels of surface finish withminimum porosity are needed. The most significantupgrade to the new machine is equippment with biggerback plate which has been re-orientated to near verticalposition. This assures an easy and gentle ejection of partsfrom the tooling, improved access to all major machinecomponents and faster tool changes. Other new feature onthe LamaCaster H65 mk3 is improved part detectionminimising the possibility of parts being trapped in thetool and automated central lubrication that givesimproved machine life. The machine can be integratedwith specialised automation applications such as ingotfeeding, robotics and insert casting.
Lama Automation’s solutions produced through ‘Totallyintegrated engineering' approach to die casting form arange of services for die casters; from value engineeringand product design, tool design and production, thesupply multi-slide die casting machines and theproduction of precision zinc components.
About Lama Automation
Lama Automation, a division of the Titus Group, is aspecialist in the development and manufacture ofautomated assembly systems, tooling, high pressure multi-slide die casting machines and ultrasound fasteningtechnology for the electrical, automotive, medical, home
32 FUNDIDORES. ENERO-FEBRERO 2016
26-1-16 FUN 222 ENE-FEB 2016_80480 F-FEBRERO 08 N 146.qxd 28/01/16 09:56 Página 32

appliance and metal-processing industrial sectors. Ourspecific technical competences have been gained throughmany years’ experience of in-house high volumemanufacturing of furniture hardware which now enablesus to develop innovative solutions that ensure optimumproductivity, lower manufacturing costs and life-longconsistency of our products.
Titus Group
The Titus Group develops, manufactures and marketsinnovative precision components’ solutions that improvecompetitiveness of its customers in various industries.Through innovative product design, high-volumemanufacturing expertise and efficient service it enablesbusiness partners to improve their productivity and qualityas well as reduce costs of assembly, manufacturing andother processes. The majority of the Company’s turnovercomes from its core activity, the production of furnitureconnectors, concealed hinges and furniture damping. Theprecision engineering competence gained in the field offurniture hardware has been applied to other areas: multi-purpose damping technology, automated assemblysystems, tooling and ultrasound fastening technology invarious industries such as furniture, home appliances,automotive, medical devices and hardware.
POWSTAR
POWSTAR is a professional Metal StampingDie and Stamped Parts Manufacturer in China.
supplying tool & die, stamped parts for more than 17years.
OKUMA’S SERVONAVI DRAMATICALLYIMPROVES ACCURACY AND CYCLE TIMES
Okuma introduces their high-precision applicationSERVONAVI as part of their line of Intelligent Technologyfeatures. Available on almost all of the manufacturer’smachining centres, lathes and multitasking machines, theapplication is able to increase surface quality, reduceproduction time and to undo the effects of wear and tearin older machines.
When it comes to machining heavy parts, consistentperformance is key. As a comprehensive manufacturer ofmachine tools and CNC controls, Okuma is able to createapplications specifically designed to achieve high-qualityresults regardless of machining conditions. SERVONAVI isable to provide maximum accuracy and higher efficiencyby automatically adjusting the machine’s settings to theconditions of each individual job – in real time.
F.O.S. FILTERTECHNIK / F.O.S. FILTERTEC: COSTSAVINGS BY CLEANING INSTALLED FILTERTUBES
Under certain operating conditions, filter tubes andcartridges might get clogged and reduce the efficiency ofdust collector. F.O.S. has developed a method forcleaning installed filter media as an alternative to theexchange.
The F.O.S. Group, located in Ahlen, Germany, originallyproduced filter tubes. Today, the F.O.S. Group offers abroad range of individual services, including severalpatented cleaning methods in addition to all establishedfilter media and accessories for dedusting technology.
33FUNDIDORES. ENERO-FEBRERO 2016
26-1-16 FUN 222 ENE-FEB 2016_80480 F-FEBRERO 08 N 146.qxd 28/01/16 09:56 Página 33
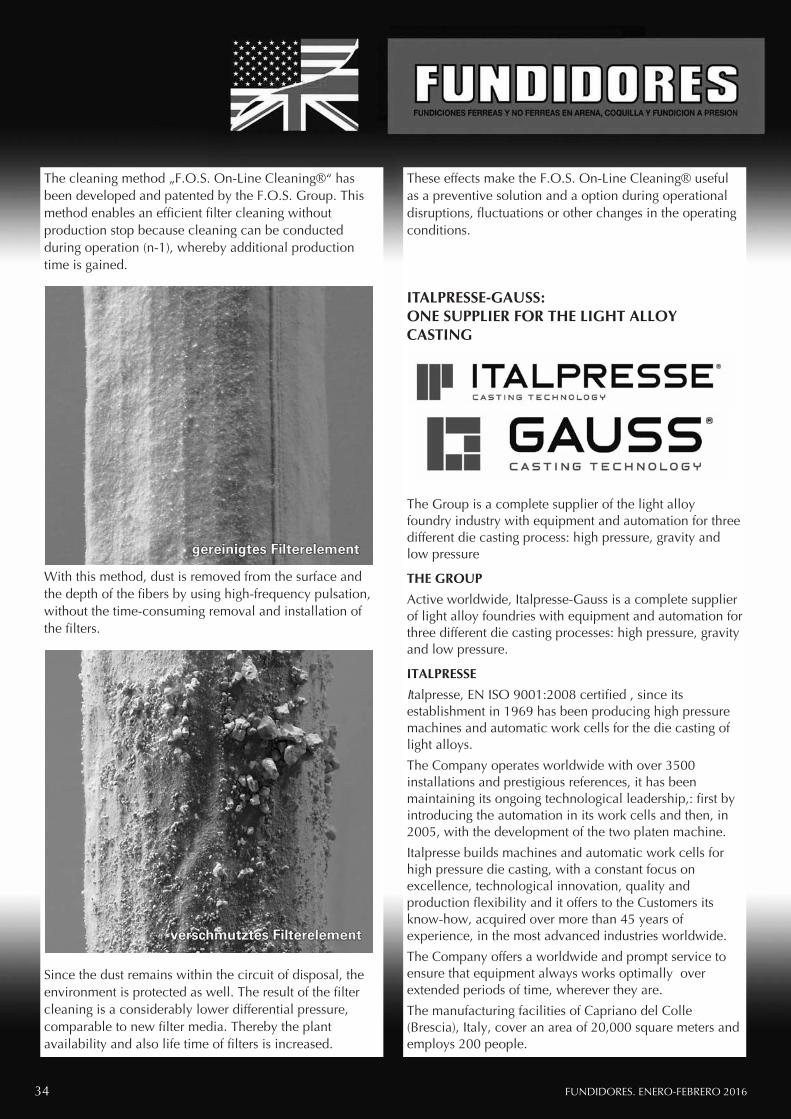
The cleaning method „F.O.S. On-Line Cleaning®“ hasbeen developed and patented by the F.O.S. Group. Thismethod enables an efficient filter cleaning withoutproduction stop because cleaning can be conductedduring operation (n-1), whereby additional productiontime is gained.
With this method, dust is removed from the surface andthe depth of the fibers by using high-frequency pulsation,without the time-consuming removal and installation ofthe filters.
Since the dust remains within the circuit of disposal, theenvironment is protected as well. The result of the filtercleaning is a considerably lower differential pressure,comparable to new filter media. Thereby the plantavailability and also life time of filters is increased.
These effects make the F.O.S. On-Line Cleaning® usefulas a preventive solution and a option during operationaldisruptions, fluctuations or other changes in the operatingconditions.
ITALPRESSE-GAUSS:ONE SUPPLIER FOR THE LIGHT ALLOYCASTING
The Group is a complete supplier of the light alloyfoundry industry with equipment and automation for threedifferent die casting process: high pressure, gravity andlow pressure
THE GROUP
Active worldwide, Italpresse-Gauss is a complete supplierof light alloy foundries with equipment and automation forthree different die casting processes: high pressure, gravityand low pressure.
ITALPRESSE
Italpresse, EN ISO 9001:2008 certified , since itsestablishment in 1969 has been producing high pressuremachines and automatic work cells for the die casting oflight alloys.
The Company operates worldwide with over 3500installations and prestigious references, it has beenmaintaining its ongoing technological leadership,: first byintroducing the automation in its work cells and then, in2005, with the development of the two platen machine.
Italpresse builds machines and automatic work cells forhigh pressure die casting, with a constant focus onexcellence, technological innovation, quality andproduction flexibility and it offers to the Customers itsknow-how, acquired over more than 45 years ofexperience, in the most advanced industries worldwide.
The Company offers a worldwide and prompt service toensure that equipment always works optimally overextended periods of time, wherever they are.
The manufacturing facilities of Capriano del Colle(Brescia), Italy, cover an area of 20,000 square meters andemploys 200 people.
34 FUNDIDORES. ENERO-FEBRERO 2016
26-1-16 FUN 222 ENE-FEB 2016_80480 F-FEBRERO 08 N 146.qxd 28/01/16 09:56 Página 34

GAUSS
Gauss, founded in 1967, is specialized in supplying workcells for gravity die casting, mainly for the automotiveindustry. Gauss is a technological Partner for major Tier 1groups for the automotive industry.
It holds a leadership position for complex automotivecastings such as: cylinder head, intake manifolds,plungers, turbo bodies, various chassis, suspension arms,front and rear brake calipers, wheel hubs, brake boosterpumps, differential cover and wheels.
From feasibility to technical support during start-up andthe start of production: Gauss not only produces systems,but integrated turnkey solutions for the gravity foundrywith total flexibility and customization. Gravity diecasting machines, gravity die casting and pre-finishingcells with automation, pouring robots, extraction robots,core setting robots, marking and pre-decoring devices,cooling systems using air or water, riser cutting anddegating systems, deburring devices and customizedautomation.
Thanks to such great experience, gained all over theworld with the most important automotive OEM, todayGauss designs and installs technological low pressure diecasting solutions for the production of complexautomotive castings such as: knuckles, structural castings,cylinder head and, in the future, also engine blocks.
Reducing costs and streamlining production
HENKEL SHOWCASING SOLUTIONS FOREVERY STEP IN THE DIE-CASTING VALUECHAIN
With extensive expertise in all key areas of the die-castingand metalworking value chain – Casting, Machining,Impregnation, Cleaning, Surface Treatment or Bonding –Henkel is ideally positioned to help reduce costs andstreamline manufacturing processes. Henkel will beshowcasing a broad range of offerings – from itsBonderite cleaning and lubricating products to its LoctiteImpregnation Solutions and Electro Ceramic Coatings(ECC) portfolio
Bonderite release & cleaning agents portfolio
Henkel offers a full range of cleaning and lubricantproducts for the sustainable, cost- effective manufactureof high-quality castings – from high- and low-pressurecasting release agents, water-miscible metalworkingfluids, and liquid neutral and alkaline cleaners.
Bonderite L-CA CP release agents for the high-pressure diecasting of powertrain and structural parts are designed tocover the wide spectrum of technical requirements.Henkel supports foundries with everything from pure oilspray applications to the use of diluted lubricants up toratios of 1:300, reducing thermal stress on the dies,optimizing cycle times and improving the overall qualityof the casted parts.
Building on this, Henkel recently launched Bonderite L-CA CP 791C and 794C into the German market. Thesenew products are based on Henkel’s innovative siloxanetechnology and have been enhanced with additionalcorrosion protection for the dies.
“Our customers can benefit from this additional corrosionprotection by extending the die life and therefore reducingthe total process cost, without compromising the finalquality of casted parts”, says Bjorn Lorenz, MetalformingSales Manager for Henkel in Benelux, Switzerland andGermany.
Henkel is also solidifying its offering of foundry solutionsfor automotive OEM’s with Bonderite L-CA CP 799B,specifically developed for casted structural parts whereheat treatment is not required.
Lorenz continues: “With this OEM-approved product weare able to provide an excellent surface finish for castedparts. This is a key success factor for further steps alongthe value chain, like bonding, welding or anti-corrosioncoatings.”
During Euroguss 2016, Henkel will also present theBonderite duaLCys process, its latest innovation for themachining and cleaning of casted part. This innovativeprocess allows the cleaning fluid to be recycled into thewater-miscible lubricant bath, instead of being discardedas waste. This symbiosis enables a series of benefits thatcan reduce total machining operating costs by up to 40%.
“Our fine dispersed cutting fluids have an excellentcleanability so our customers can also clean the castedparts at lower temperature,” notes Simon Cabeza,European Product Line Manager for the Cleaners &Lubricants range.
Loctite Impregnation Solutions
Automobile manufacturers and their suppliers mayencounter porosity defects when casting aluminumcomponents that can lead to leaky or defective parts.Henkel can solve that problem. It not only offers a fullrange of porosity-sealing resins and equipment, but itoperates 17 service centers across Europe, and is steadilyincreasing that number.
35FUNDIDORES. ENERO-FEBRERO 2016
26-1-16 FUN 222 ENE-FEB 2016_80480 F-FEBRERO 08 N 146.qxd 28/01/16 09:56 Página 35
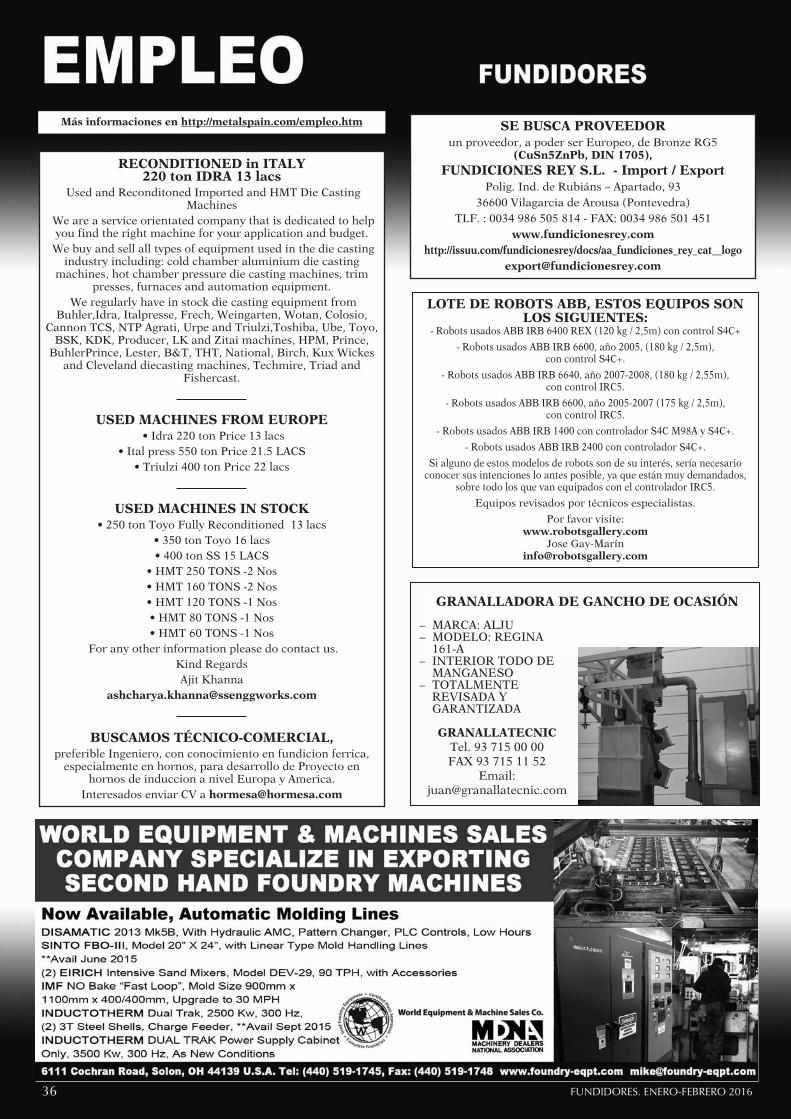
RECONDITIONED in ITALY220 ton IDRA 13 lacs
Used and Reconditoned Imported and HMT Die CastingMachines
We are a service orientated company that is dedicated to helpyou find the right machine for your application and budget.We buy and sell all types of equipment used in the die casting
industry including: cold chamber aluminium die castingmachines, hot chamber pressure die casting machines, trim
presses, furnaces and automation equipment.We regularly have in stock die casting equipment from
Buhler,Idra, Italpresse, Frech, Weingarten, Wotan, Colosio,Cannon TCS, NTP Agrati, Urpe and Triulzi,Toshiba, Ube, Toyo,
BSK, KDK, Producer, LK and Zitai machines, HPM, Prince,BuhlerPrince, Lester, B&T, THT, National, Birch, Kux Wickes
and Cleveland diecasting machines, Techmire, Triad andFishercast.
USED MACHINES FROM EUROPE• Idra 220 ton Price 13 lacs
• Ital press 550 ton Price 21.5 LACS• Triulzi 400 ton Price 22 lacs
USED MACHINES IN STOCK• 250 ton Toyo Fully Reconditioned 13 lacs
• 350 ton Toyo 16 lacs• 400 ton SS 15 LACS
• HMT 250 TONS -2 Nos• HMT 160 TONS -2 Nos• HMT 120 TONS -1 Nos• HMT 80 TONS -1 Nos• HMT 60 TONS -1 Nos
For any other information please do contact us.Kind RegardsAjit Khanna
BUSCAMOS TÉCNICO-COMERCIAL,preferible Ingeniero, con conocimiento en fundicion ferrica,
especialmente en hornos, para desarrollo de Proyecto enhornos de induccion a nivel Europa y America.
Interesados enviar CV a [email protected]
SE BUSCA PROVEEDORun proveedor, a poder ser Europeo, de Bronze RG5
(CuSn5ZnPb, DIN 1705),FUNDICIONES REY S.L. - Import / Export
Polig. Ind. de Rubiáns – Apartado, 93 36600 Vilagarcia de Arousa (Pontevedra)
TLF. : 0034 986 505 814 - FAX: 0034 986 501 451 www.fundicionesrey.com
http://issuu.com/fundicionesrey/docs/aa_fundiciones_rey_cat__logo [email protected]
Más informaciones en http://metalspain.com/empleo.htm
LOTE DE ROBOTS ABB, ESTOS EQUIPOS SONLOS SIGUIENTES:
- Robots usados ABB IRB 6400 REX (120 kg / 2,5m) con control S4C+
- Robots usados ABB IRB 6600, año 2005, (180 kg / 2,5m),con control S4C+.
- Robots usados ABB IRB 6640, año 2007-2008, (180 kg / 2,55m),con control IRC5.
- Robots usados ABB IRB 6600, año 2005-2007 (175 kg / 2,5m),con control IRC5.
- Robots usados ABB IRB 1400 con controlador S4C M98A y S4C+.
- Robots usados ABB IRB 2400 con controlador S4C+.
Si alguno de estos modelos de robots son de su interés, sería necesarioconocer sus intenciones lo antes posible, ya que están muy demandados,
sobre todo los que van equipados con el controlador IRC5.
Equipos revisados por técnicos especialistas.
Por favor visite:www.robotsgallery.com
Jose Gay-Marí[email protected]
36 FUNDIDORES. ENERO-FEBRERO 2016
GRANALLADORA DE GANCHO DE OCASIÓN
– MARCA: ALJU– MODELO: REGINA
161-A– INTERIOR TODO DE
MANGANESO– TOTALMENTE
REVISADA YGARANTIZADA
GRANALLATECNICTel. 93 715 00 00FAX 93 715 11 52
Email:[email protected]
26-1-16 FUN 222 ENE-FEB 2016_80480 F-FEBRERO 08 N 146.qxd 28/01/16 09:56 Página 36

RELACIÓN DE EQUIPAMIENTOS• 2 MAQUINAS DE MOLDEO INT. ALONSO
mod. /JA-2 automáticas revisadas CE.• 1 PARRILLA DE DESMOLDEO medidas 2500 x 2500
mm.• 1 VENTILADOR de 4000 m3 de alta eficiencia.• 1 POLIPASTO monorraíl motorizado de 4 TN M/JASO.• 1 ESPECTOMETRO SPECTROCAST.19 canales para
hierro laminar, esferoidal y aceros de baja aleación.Sistema operativo Microsoft MS-DOS.
• 1 CONJUNTO de mesa de corte y lijadoras deModelista.
• MOTORES ELECTRICOS de varias potencias• 1 TALADRO HIDRAULICO (TCA-32 ENLO).• 1 TALADRO ROSCADORA MOD AIKARTU.• 1 RETRACTILADORA 50 CICLOS.• 1 SIERRA STARRET motor MEC-POWER.• 6 BANDEJAS Vibrantes URBAR Motor ABS 70/100
V-33.• 2 BANDEJAS Vibrantes URBAR Motor ABS 30/66
V-23.• 1 ENVIADOR DE 12 TN/HORA.• 1 ENVIADOR DE 8 TN/HORA.• 1 PRENSA HIDRAULICA DE 40 TN.• 1 COMPRESOR MOD. INGERSOLL-RAND DE 20 CV.
Con SECADOR Y DEPOSITO ACOMULADOR.
ENERO 2016Accesorios para revestimiento de las cuchasas conkaltex.
• 1 CAZO DE 1 TN. para carga de horno.• 1 CUCHARA DE capacidad 3 TN con BUZA.• 3 CUCHARAS DE 1.000 KG con BUZA.• 1 CUCHARA DE 1.000 KG DE TETERA.• 1 MANIPULADOR neumático, tipo SOPAME.• 1 MARMOL grado “0” LAN FLAT 1,5Mx1M.• 1 ASPIRADORA NILFISK 3 MOTORES.• 1 MESA PARA CORTAR POLIESTIRENO.• 1 ANALIZADOR DE partículas magnéticas.• 1 LANZA Tª DE CONTROL DE COLADA.
EUSKATFUND, S.L.Pol. Ind. GoiainC/. Padurea 8
Telf.945465581 Fax.94546595301170 Legutiano (Álava)
E-mail: [email protected]
Sr. Juan Medina. Móvil 649 961497
Info: http://metalspain.com
37FUNDIDORES. ENERO-FEBRERO 2016
FUNDICION COMPLETA EN VENTA PORLOTES.
FALESA (Vitoria)
1 Horno de Inducción INDUCTOTHERM, 500 KW,1200 Kg.
1 Horno de Inducción INDUCTOTHERM, 500 KW,800Kg.
2 Mezcladoras continuas ODARLAN 5 Tm/h.
1 Volteador, caja 1200x800 con carrusel.
1 Sistema Recuperación mecánica de arena de6 Tm/h completo con parilla de 1,5mx1,5m, Tolvasde arena nueva y usada, tromel , enfriador, torre yemisores.
1 Granalladora de gancho MEBUSA.
1 Disparadora de machos LORAMENDI, 16 l.
1 Horno de tratamientos eléctrico, COEL.
1 Espectrómetro para aleaciones de Acero, JOBINYBON.
1 Máquina de ensayo tracción HOYTON.
1 Medidor ultrasonidos KRAUTKRÄMER.
1 Medidor partículas magnéticas MAGISCOP.
1 Durómetro portátil.
1 Sistema de marcado de piezas.
1 Sistema de rebarbado arco-aire.
1 Sistema de Aspiración para 2 puestos de rebarbado4300m3/h. MOYVEN.
1 Sistema de Aspiración para 7 puestos de rebarbado38.000m3/h. MOYVEN.
Puentes Grúa DEMAG de 5 Tm, 3,2 Tm, 2 Tm.
Polipastos, grúas para rebarbado, carretillaselevadoras, etc.
Mov. +34 666 447946 (Sr. Alonso)
E-mail. [email protected]
Web. www.foundryglobal.com
26-1-16 FUN 222 ENE-FEB 2016_80480 F-FEBRERO 08 N 146.qxd 28/01/16 12:09 Página 37

FUNDIDORES. ENERO-FEBRERO 201638
26-1-16 FUN 222 ENE-FEB 2016_80480 F-FEBRERO 08 N 146.qxd 28/01/16 09:56 Página 38

FUNDIDORES. ENERO-FEBRERO 2016 39
GUIA
26-1-16 FUN 222 ENE-FEB 2016_80480 F-FEBRERO 08 N 146.qxd 28/01/16 09:56 Página 39

GUIA
40 FUNDIDORES. ENERO-FEBRERO 2016
26-1-16 FUN 222 ENE-FEB 2016_80480 F-FEBRERO 08 N 146.qxd 28/01/16 09:56 Página 40