sesi 7a pengecatan baja -...
TRANSCRIPT
1
Sesi 7a PENGECATAN BAJA
2
Perbaikan Elemen Baja
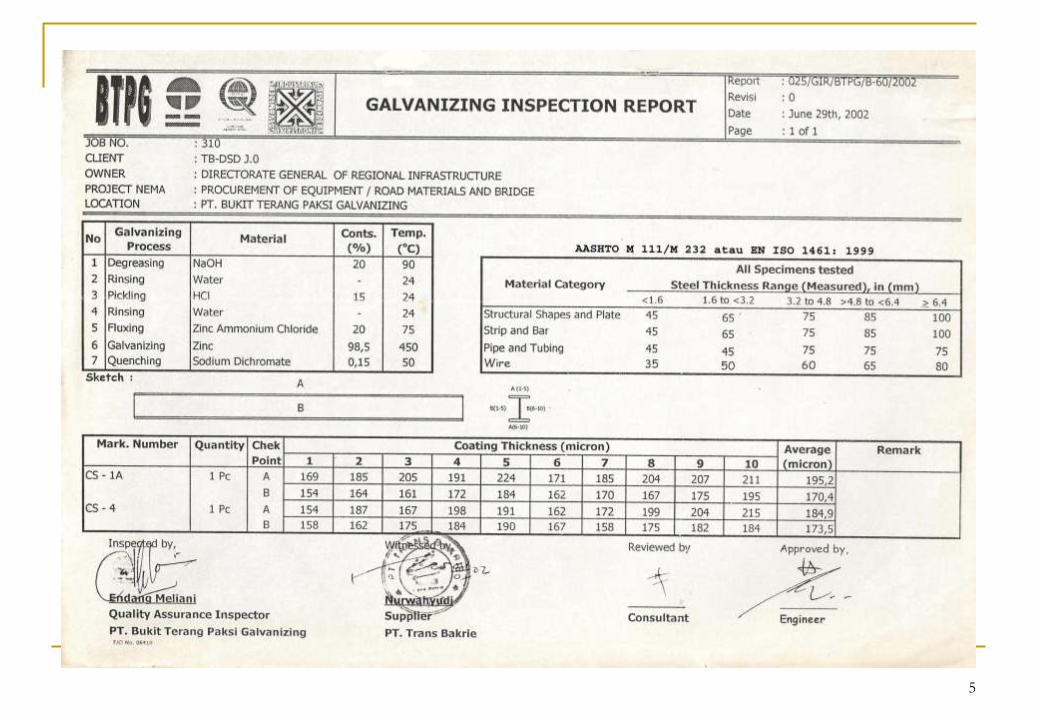
Baja akan terkorosi apabila tidak dilindungi terhadap udara dan air, oleh sebab itu baja harus dilindungi terhadap terjadinya karat dengan cara pengecatan atau galvanisasi. Lapisan pelindung yamg bergalvanis mempunyai umur yang terbatas. Umur lapisan pelindung tersebut tergantung dari beberapa faktor antara lain: Ketebalan Cat atau Galvanis. Besarnya ketereksposan terhadap udara laut atau bahan kimia lainnya (dari pabrik). Besarnya ketereksposan terhadap air atau adanya uap air yang terjebak (pada sambungan dan sebagainya).
Daya tahan sistem lapisan pelindung ini pada umumnya : Permukaan yang digalvanis yang diredam panas dapat bertahan sekitar 15-20 tahun . Permukaan yang dicat (dipabrik) dapat bertahan sekitar 10-15 tahun. Permukaan yang dicat (di lapangan) bertahan sekitar 10 tahun. Siklus pengecatan ulang sekitar 7-10 tahun maksimum disarankan bagi jembatan-jembatan baja yang terekspos dengan udara yang mengandung garam pada daerah dekat pantai. Dalam banyak kasus, siklus 5-7 tahun mungkin diperlukan. Bagian struktur baja yang terkorosi berat harus dipotong dan baja baru yang mempunyai ukuran yang sama dilaskan dengan diberi pengaku atau diperkuat dengan pemasangan pelat. Bagian-bagian struktur baja yang retak harus diperbaiki.
3
Penurunan Mutu Lapisan Pelindung Terhadap Karat
Penurunan mutu lapisan pelindung ini dapat disebabkan oleh : Umur Lingkungan korosif Pemakaian Tumbukan Kualitas buruk pada penanganan awal Vandalisme Penanganan lapisan pelindung baja akan sangat tergantung pada: Besarnya masalah Lingkungan Tersediannya sumber daya Tipe lapisan yang sudah ada
4
5
6
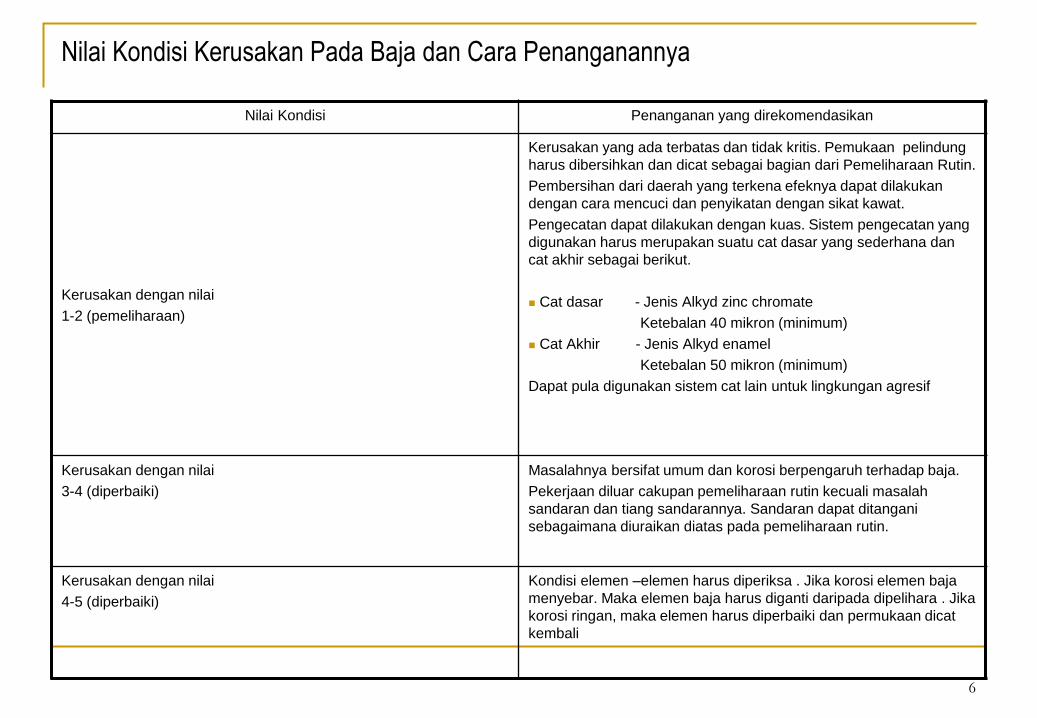
Nilai Kondisi Kerusakan Pada Baja dan Cara Penanganannya
Nilai Kondisi Penanganan yang direkomendasikan
Kerusakan dengan nilai
1-2 (pemeliharaan)
Kerusakan yang ada terbatas dan tidak kritis. Pemukaan pelindung
harus dibersihkan dan dicat sebagai bagian dari Pemeliharaan Rutin.
Pembersihan dari daerah yang terkena efeknya dapat dilakukan
dengan cara mencuci dan penyikatan dengan sikat kawat.
Pengecatan dapat dilakukan dengan kuas. Sistem pengecatan yang
digunakan harus merupakan suatu cat dasar yang sederhana dan
cat akhir sebagai berikut.
Cat dasar - Jenis Alkyd zinc chromate
Ketebalan 40 mikron (minimum)
Cat Akhir - Jenis Alkyd enamel
Ketebalan 50 mikron (minimum)
Dapat pula digunakan sistem cat lain untuk lingkungan agresif
Kerusakan dengan nilai
3-4 (diperbaiki)
Masalahnya bersifat umum dan korosi berpengaruh terhadap baja.
Pekerjaan diluar cakupan pemeliharaan rutin kecuali masalah
sandaran dan tiang sandarannya. Sandaran dapat ditangani
sebagaimana diuraikan diatas pada pemeliharaan rutin.
Kerusakan dengan nilai
4-5 (diperbaiki)
Kondisi elemen –elemen harus diperiksa . Jika korosi elemen baja
menyebar. Maka elemen baja harus diganti daripada dipelihara . Jika
korosi ringan, maka elemen harus diperbaiki dan permukaan dicat
kembali
7
Metode Penyiapan Permukaan
Pembersihan harus dilakukan pertama kali dengan mencuci dan menggosok dan menggunakan salah satu dari yang diuraikan berikut ini:
Sikat kawat yang dapat berputar secara mekanis.
Alat penembak pneumatik runcing.
Pembersihan dengan pemanasan.
Pembersihan dengan sikat kombinasi dengan semprotan – di lapangan.
Pembersihan dengan sikat kombinasi dengan semprotan – di bengkel.
Untuk semua cara pembersihan tersebut, perhatian harus diambil untuk mencapai tingkat yang diperlukan dari penyiapan permukaan tanpa
menyebabkan kerusakan pada permukaan baja atau sifat-sifat bahan.
Pencegahan yang harus dilakukan meliputi:
• Sikat kawat, dan alat penembak – pembersihan yang terlalu lama pada suatu tempat akan menimbulkan goresan pada
permukaan.
• Pembersihan dengan pemanasan – Penggunaan api untuk membersihkan harus dikendalikan agar hanya cat saja yang
menjadi lunak atau mulai terkelupas
Pembakaran tidak boleh dilakukan pada satu tempat saja sebab dapat mengakibatkan baja menjadi panas dan mulai meleleh.
• Pembersihan dengan semprotan abrasif – Pasir atau grit yang berlebihan dapat mengakikbatkan permukaan baja menjadi
sangat kasar yang mana tidak diharapkan.
Pembersihan dengan cat dasar harus diterapkan sesegera mungkin setelah permukaan dibersihkan dan dipersiapkan, untuk
mencega korosi permukaan.
8
Pengaplikasian Cat
Cat dapat diaplikasikan dengan menggunakan :
Kuas – baik untuk pekerjaan pemeliharaan rutin
Penyemprotan udara normal – baik untuk pekerjaan ukuran menengah
Penyemprotan hampa udara – terutama baik untuk pekerjaan besar dimana
bidang luas harus dicat (contoh-Jembatan Gelagar Baja Jepang).
Ketebalan cat diukur berdasarkan ketebalan film kering. Jika pengencer
tambahan digunakan untuk memfasilitasi kemudahan penerapan, kemudian
ketebalan film basah perlu untuk diperbesar. Batasan baik untuk ketebalan fim
basah dan kering dapat digunakan untuk memeriksa keseragaman dan
ketebalan cat.
9
Sistem Pengecatan
Untuk lingkungan yang normal, ketebalan lapisan cat kering akhir
minimum150 mikron yang terdiri dari:
Lapisan ke 1 : 40 mikron, cat dasar alkyd sinc chromate.
Lapisan ke 2 : 40 mikron, lapisan dasar alkyd.
Lapisan ke 3 : 35 mikron, lapisan enamel alkyd.
Lapisan ke 4 : 35 mikron, lapisan enamel alkyd.
10
- Hempel (kemasan 4 ltr)
- Jotun (kemasan 3 ltr)
- Vedy (kemasan 2 kg
- CMP (kemasan 3.5 kg)
Jenis/Merk zinc rich:
11
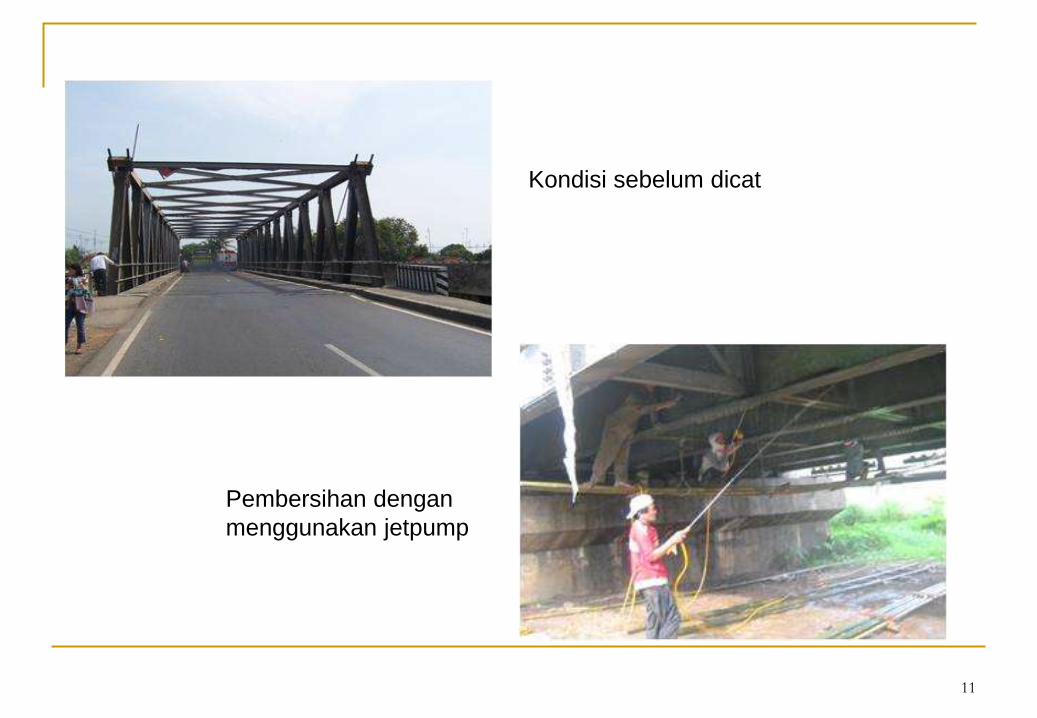
Kondisi sebelum dicat
Pembersihan dengan
menggunakan jetpump
12
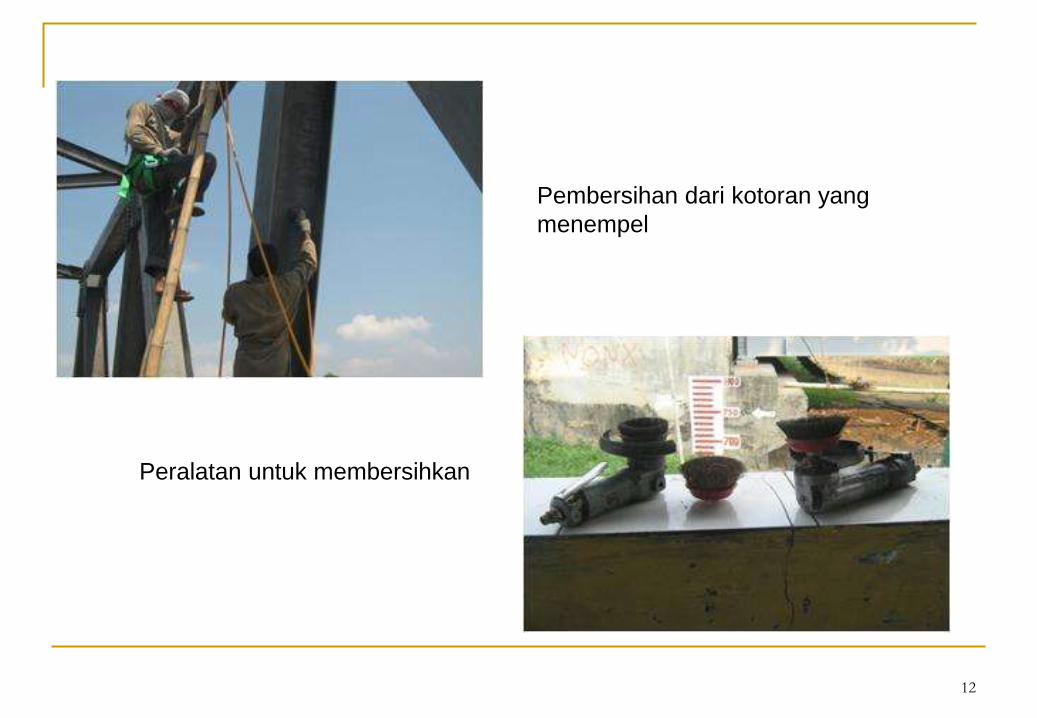
Pembersihan dari kotoran yang
menempel
Peralatan untuk membersihkan
13
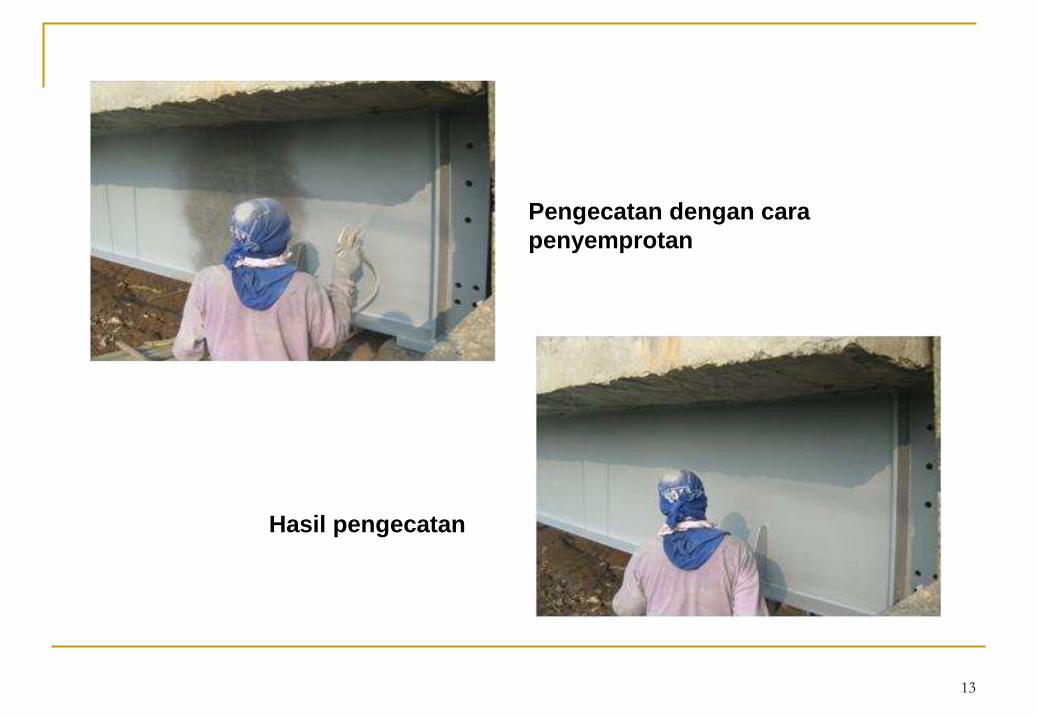
Pengecatan dengan cara
penyemprotan
Hasil pengecatan
14
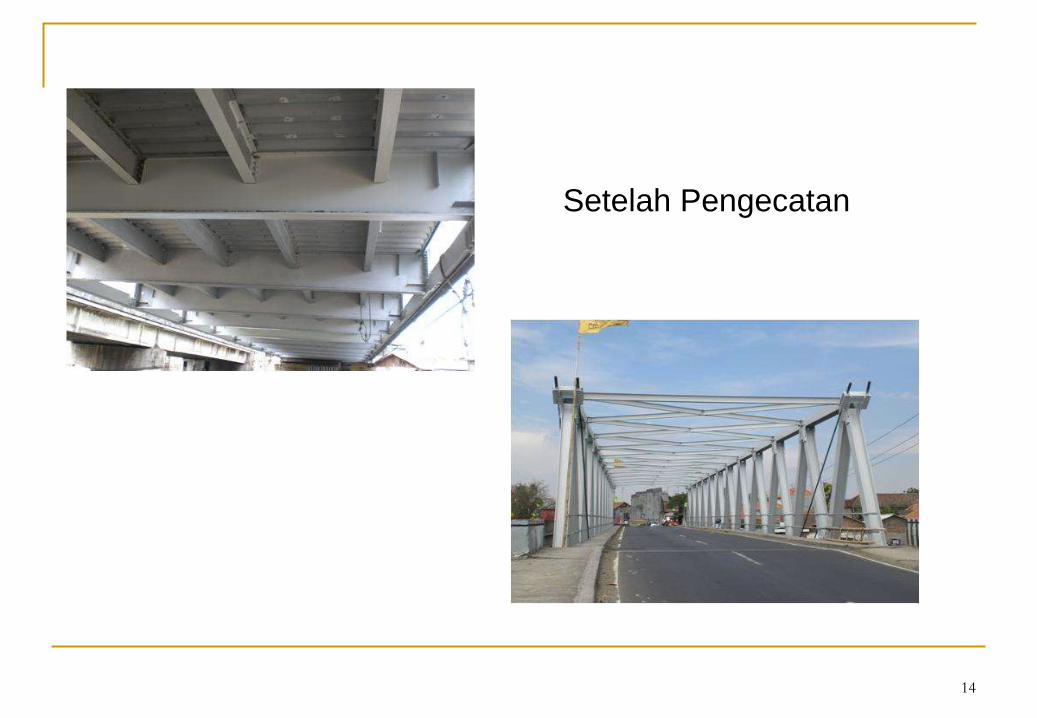
Setelah Pengecatan
15
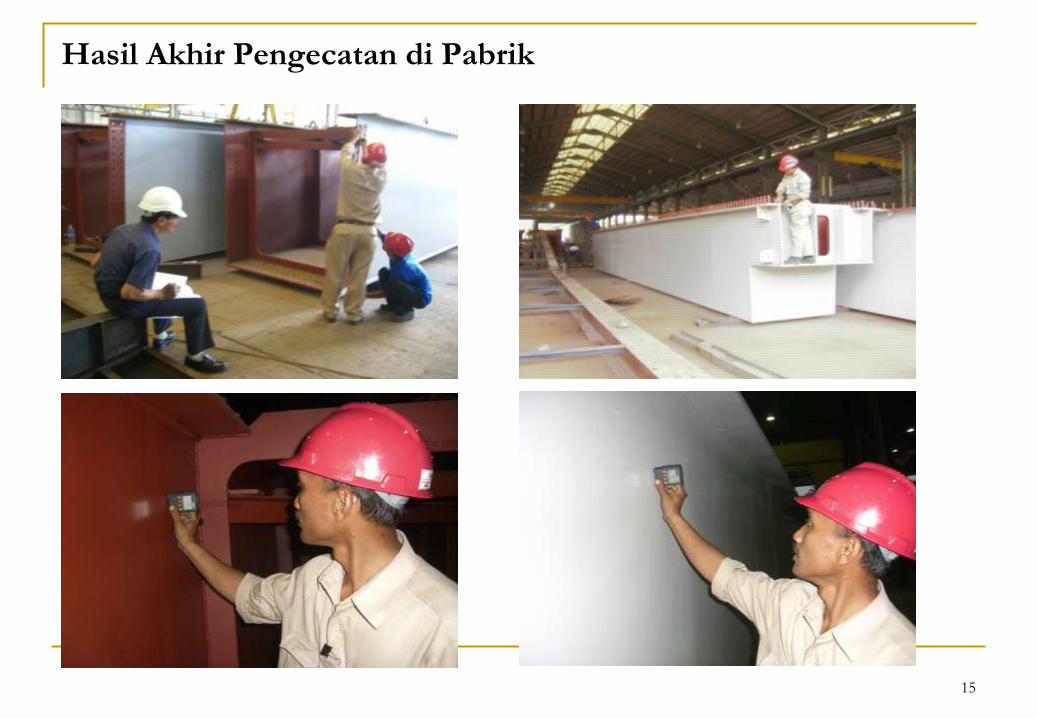
Hasil Akhir Pengecatan di Pabrik
16
SELESAI