proyecto de instalaciones para elcidta.usal.es/cursos/edar/modulos/edar/unidades/libros/... ·...
TRANSCRIPT

Proyecto de instalaciones para el tratam iento bioló gico del agua residual.
Metcalf & Eddy
Los procesos biológicos se utilizan para convertir la materia orgánica disuelta y finamente dividida en flóculos biológicos sedimentables y en sólidos orgánicos que se puedan eliminar en los fangos de sedimentación. En muchos casos, estos procesos (también llamados «procesos de tratamiento secundario») se emplean en combinación con las operaciones y procesos unitarios que se utilizan para el pretratamiento y tratamiento primario del agua residual que se han descrito en el Capítulo 9. La decantación primaria es muy efectiva en la eliminación de los sólidos sedimentables, mientras que los procesos biológicos son más efectivos en la eliminación de compuestos orgánicos solubles o del tamaño de partículas coloidales. No obstante, algunos procesos como las lagunas aireadas, lagunas de estabilización y sistemas de aireación prolongada, se proyectan para que funcionen sin decantación primaria.Los procesos biológicos de aplicación más común son: (1) el proceso de fangos activados; (2) lagunas aireadas; (3) filtros percoladores; (4) biodiscos (RBCs), y (5) estanques de estabilización. En plantas de tratamiento de grandes dimensiones se suele adoptar el proceso de fangos activados o alguna de sus muchas variantes; los estanques de estabilización se usan principalmente en instalaciones de pequeño tamaño. En la Figura 10-1 se ilustran los diagramas de flujo típicos de los sistemas de tratamiento. En este capítulo se estudian con detalle las instalaciones físicas y el proyecto de los procesos necesarios para la implementación de estos importantes sistemas de tratamiento. También se analiza brevemente el uso de sistemas combinados de tratamiento biológico aerobio. El proyecto de los procesos de eliminación de nutrientes se aborda en el Capítulo 11, mientras que el tratamiento y estabilización del fango se estudia en el Capítulo 12.
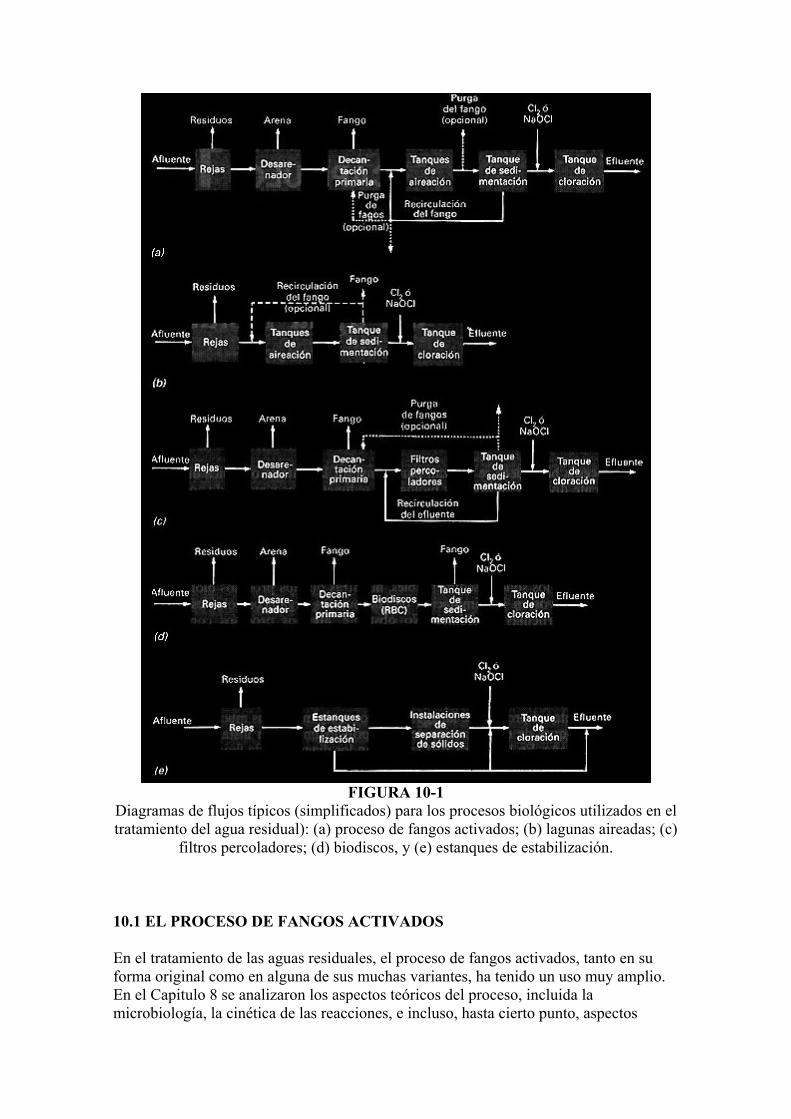
FIGURA 10-1
Diagramas de flujos típicos (simplificados) para los procesos biológicos utilizados en el tratamiento del agua residual): (a) proceso de fangos activados; (b) lagunas aireadas; (c)
filtros percoladores; (d) biodiscos, y (e) estanques de estabilización.
10.1 EL PROCESO DE FANGOS ACTIVADOS En el tratamiento de las aguas residuales, el proceso de fangos activados, tanto en su forma original como en alguna de sus muchas variantes, ha tenido un uso muy amplio. En el Capitulo 8 se analizaron los aspectos teóricos del proceso, incluida la microbiología, la cinética de las reacciones, e incluso, hasta cierto punto, aspectos
relacionados con la explotación. La aplicación práctica del proceso se estudia en esta sección y en las 10.2 y 10.3. Consideraciones sobre el diseño del proceso En el diseño del proceso de fangos activados, es necesario tener en cuenta: (1) la elección del tipo de reactor; (2) los criterios de carga; (3) la producción de fango; (4) las necesidades y transferencia de oxígeno; (5) las necesidades de nutrientes; (6) el control de organismos filamentosos, y (7) las características del efluente. Debido a que la separación de sólidos es uno de los aspectos de mayor importancia en el tratamiento biológico del agua residual, en la siguiente sección se analiza este tema de forma independiente. Elección del tipo de reactor. Una de las etapas principales en el diseño de cualquier proceso biológico es la elección del tipo de reactor o reactores (Cap. 5) a emplear en el proceso. Los aspectos operacionales que intervienen en la toma de esta decisión incluyen: (1) la cinética de las reacciones que gobiernan en proceso; (2) las necesidades de transferencia de oxigeno, (3) la naturaleza del agua residual a tratar; (4) condiciones ambientales locales, y (5) los costes de construcción, y de explotación y mantenimiento relacionados con las instalaciones de tratamiento secundario. A la hora de elegir un tipo de reactor, estos factores se deben valorar por separado, ya que la importancia relativa de cada uno de ellos depende del tipo de aplicación. A continuación, se analiza la importancia de todos ellos para el proceso de fangos activados. El primer factor, la influencia de la cinética de las reacciones sobre la elección del tipo de reactor, ha sido tratado detalladamente en el Capítulo 8. Los dos tipos de reactores que se suelen utilizar son el reactor de mezcla completa (tanque de flujo continuo con agitación) y el reactor de flujo en pistón. Desde un punto de vista práctico, es importante hacer constar que los tiempos de detención hidráulica de muchos de los reactores de mezcla completa y de flujo en pistón que se utilizan en la actualidad son muy parecidos. La razón que explica este hecho es que la tasa de eliminación de sustrato mixto (soluble e insoluble) en aguas residuales domésticas es aproximadamente de orden cero respecto a la concentración de sustrato y casi de primer orden respecto a la concentración de células. El segundo factor que hay que considerar en la elección del tipo de reactores para el proceso de fangos activados son las necesidades de transferencia de oxígeno. En los sistemas de aireación convencionales de flujo en pistón, se pudo constatar que, a menudo, resultaba imposible suministrar el oxigeno necesario para cubrir la demanda en cabeza del reactor. Esta condición condujo al desarrollo de las siguientes modificaciones del proceso de fangos activados: (1) proceso de aireación graduada, en el que se pretende adecuar el oxígeno suministrado a la demanda de oxígeno; (2) el proceso de aireación con alimentación escalonada, en el que el agua residual entrante y los sólidos de retorno se distribuyen a lo largo del reactor (generalmente en cuatro puntos equidistantes), y (3) el proceso de mezcla completa, en el que el aire suministrado se ajusta o excede a la demanda de oxígeno. La mayoría de las antiguas limitaciones respecto a la transferencia de oxigeno se han superado gracias a la adecuada elección de los parámetros operativos del proceso y a mejoras en el diseño y aplicación de los equipos de aireación. El tercer factor que puede influir en la selección del tipo de reactor es la naturaleza del agua residual. Por ejemplo, dado que en un reactor de mezcla completa el agua entrante se dispersa de forma más o menos uniforme en el mismo, los sólidos biológicos del reactor pueden soportar las cargas de choque producidas por vertidos puntuales con
elevado contenido en materia orgánica y compuestos tóxicos mejor que en un reactor de flujo en pistón. Este es el motivo por el que en gran número de plantas se ha adoptado el proceso de fangos activados de mezcla completa. El cuarto factor son las condiciones ambientales locales. De ellas, quizás las más importantes sean la temperatura, el pH, y la alcalinidad. La importancia de la temperatura viene dada porque los cambios en la temperatura del agua residual pueden modificar la velocidad de las reacciones que intervienen en el proceso. Por ejemplo, un descenso de temperatura de 10 ºC reduce la velocidad de las reacciones prácticamente hasta la mitad. En la mayoría de los casos, los descensos de temperatura se producen de forma gradual, de modo que resulta posible introducir modificaciones en las condiciones de funcionamiento para hacer frente a dichas variaciones. En los casos en los que son de prever importantes cambios en la temperatura del agua residual, se pueden emplear con éxito series de reactores de mezcla completa o reactores de flujo en pistón de longitud ajustable mediante sistemas de compuertas. La alcalinidad y el pH también son importantes, especialmente en la explotación de procesos de nitrificación (véase Cap. 11). Los pHs bajos pueden inhibir el crecimiento de los organismos nitrificantes (y favorecer el crecimiento de organismos filamentosos), razón por la cual pueden ser necesario el ajuste del pH. Las aguas residuales de baja alcalinidad tienen escasa capacidad de tamponamiento, por lo que el pH del liquido mezcla puede descender debido a la producción de dióxido de carbono por la respiración bacteriana. En esta clase de aguas, la descarga de residuos industriales también puede afectar al pH. El quinto factor, el coste del proceso (tanto de inversión como de explotación y mantenimiento), es de extremada importancia en la elección del tipo y dimensiones del reactor. A menudo, resulta más económico aumentar el gasto en instalaciones físicas (coste de inversión) para reducir los posteriores costes de explotación y de mantenimiento. Criterios de carga. A lo largo de los años, para el control del proceso de fangos activados, se han propuesto una serie de parámetros empíricos y racionales. Dos de los parámetros de uso más común son: (1) la relación alimento/microorganismos F/M, y (2) el tiempo medio de retención celular, THETAc (véase Cap. 8). La relación alimento/microorganismos se define como:
F/M = So / THETA X (8.48)
donde: F/M = relación alimento/microorganismos, d-1. So = concentración de DBO o DQO en el afluente, kg/m3. THETA = tiempo de retención hidráulica del tanque de aireación = V/Q, d. V = volumen del tanque de aireación, m3. Q = caudal de entrada, m3/d. X = concentración de sólidos suspendidos volátiles en el tanque de aireación, kg/m3. La relación entre la tasa de utilización específica U y la relación alimento/microorganismos es la siguiente:
U = (F/M)E/100 (8.49)
donde E = eficiencia del proceso, porcentaje.
Sustituyendo la Ecuación 8.48 por la relación alimento/microorganismos y [(So - S)/So](100) por la eficiencia, se obtiene:
U = (So - S)/THETA X (8.45)
donde S = concentración de DBO o de DQO en el efluente, kg/m3. El tiempo medio de retención celular se puede definir, en función del volumen empleado, con cualquiera de las dos siguientes relaciones: Definición a partir del volumen del tanque de aireación:
THETAc = VrX/(QwXw + QeXe) (10.1)
donde: THETAc = tiempo medio de retención celular basado en el volumen del tanque de aireación, d. Vr = volumen del tanque de aireación, m3. X = concentración de sólidos suspendidos volátiles en el tanque de aireación, kg/m3. Qw = caudal de fango purgado, m3/d. Xw = concentración de sólidos suspendidos volátiles en el fango purgado, kg/m3. Qe = caudal de efluente tratado, m3/d. Xe = concentración de sólidos suspendidos volátiles en el efluente tratado, kg/m3. Definición a partir del volumen total del sistema:
THETAct = Xt/(QwXw+QeXe) unidades SI (10.2)
donde: THETAct = tiempo medio de retención celular basado en el volumen total del sistema. Xt = masa total de sólidos suspendidos volátiles del sistema, incluyendo los sólidos del tanque de aireación, del tanque de sedimentación, y los existentes en las instalaciones de retorno de fango, kg. Los restantes términos son los definidos en la Ecuación 10.1. Si se supone que, prácticamente, toda la conversión de sustrato ocurre en el tanque de aireación, se recomienda diseñar el reactor a partir del valor de THETAc (Ec. 10.1). En aquellos sistemas en los que gran parte de los sólidos totales se hallen en el tanque de sedimentación y en las instalaciones de retorno del fango, se puede utilizar la Ecuación 10.2 para calcular la cantidad de sólidos que hay que purgar. La cantidad de sólidos en el tanque de sedimentación se puede determinar midiendo la profundidad del manto de fango y la concentración de sólidos en el fango de retorno. El uso de la Ecuación 10.2 se basa en la suposición de que los sólidos biológicos continúan ejerciendo la respiración endógena independientemente del hecho de que se hallen, dentro del sistema, en condiciones aerobias o anaerobias. Comparando estos parámetros, la tasa de utilización específica U (relación F/M multiplicada por el rendimiento) se puede considerar como una medida del grado con que se utiliza el sustrato (DBO) por unidad de masa de organismos, y THETAc se puede
considerar como una medida del tiempo medio de residencia de los organismos dentro del sistema. La relación entre el tiempo medio de retención celular THETAc, la relación alimento/microorganismos F/M, y el grado de utilización específica U, es la siguiente:
1/THETAc = Y (F/M) (E/100) - kd = YU - kd (8.46)
donde: Y = coeficiente de producción celular, kg de células producidas/kg de materia orgánica eliminada. E = rendimiento del proceso, porcentaje. kd = coeficiente de degradación endógena, d-1. Los valores típicos de la relación alimento/microorganismos que se encuentran en la literatura, varían entre 0,05 y 1,0. A partir de ensayos de laboratorio y de los registros de explotación de diversas plantas de los Estados Unidos, se ha podido concluir que la utilización de tiempos medios de retención celular comprendidos entre 3 y 15 días conducen a la producción de un efluente estable de alta calidad y de un fango con excelentes características de sedimentabilidad. También se han utilizado relaciones empíricas basadas en las cargas orgánicas y en el tiempo de detención. El tiempo de detención se suele basar en el caudal medio de agua residual afluente. Los tiempos de detención normalmente utilizados suelen variar entre 4 y 8 h. Las cargas volúmicas, expresadas en kg DBO5/m3 de tanque de aireación, pueden oscilar entre 0,3 y 3,0 kg DBO5/m3 · d. A pesar de que en el uso de estas relaciones empíricas no se utilizan el tiempo medio de retención celular y la relación alimento/microorganismos (que se pueden emplear tanto como parámetros de diseño como variables de explotación), estas relaciones tienen la propiedad de requerir un volumen de tanque de aireación mínimo que ha resultado ser el adecuado para el tratamiento de las aguas residuales domésticas. Sin embargo, en los casos en los que se ha empleado estas relaciones para el diseño de instalaciones para el tratamiento de aguas residuales con presencia de residuos industriales, han aparecido problemas.
Producción de fango. El conocimiento de la producción diaria de fango es importante puesto que afecta al diseño de las instalaciones de tratamiento y evacuación del fango en exceso (purga). La producción diaria de fango que hay que purgar se puede estimar mediante la Ecuación 10.3:
Px = YobsQ(So - S) · (103 g/kg)-1 unidades SI (10.3)
donde: Px = producción diaria neta de fango activado, medida en términos de SS volátiles, kg/d. Yobs = producción observada, kg/kg. Q,So,S = según definición anterior. La producción observada se puede calcular por medio de la Ecuación 8.44:
Yobs = Y/(1 + kd(THETAc o THETAct) (8.44)
El uso de THETAc o THETAct en la Ecuación 8.44 depende de si en el análisis se consideran los sólidos del tanque de aireación o los sólidos totales del sistema. Si en los tanques de sedimentación y en las líneas de retorno de fangos se retiene un porcentaje importante de los sólidos, resulta razonable emplear THETAct, especialmente si se

supone que la respiración endógena se produce tanto si el cultivo bacteriano se halla bajo condiciones aerobias como anaerobias. Sin embargo, se debe hacer constar que el valor de la constante será diferente a los valores que proporciona la literatura. Debido a que actualmente no se dispone de un valor adecuado de kd que conjugue las condiciones aerobias y anaerobias, se puede utilizar como estimación el valor correspondiente a las condiciones aerobias. Necesidad y transferencia de oxígeno. La necesidad teórica de oxígeno se puede determinar a partir de la DBO del agua residual y de la cantidad de organismos purgados diariamente del sistema. El razonamiento es el siguiente. Si toda la DBO se convirtiera en productos finales, la demanda total de oxígeno se podría calcular convirtiendo la DBO5 en DBOL utilizando un factor de conversión adecuado. Por otro lado, se sabe que parte del residuo se convierte en tejido celular nuevo que, posteriormente, se purga del sistema, de modo que, si la DBOL del tejido celular se resta del total, la cantidad remanente corresponde a la cantidad de oxigeno que es necesario suministrar al sistema. Teniendo en cuenta la Ecuación 8.31, que se indica a continuación, se sabe que la DBOL de un mol de células es igual a 1,42 veces la concentración de células:
C5H7NO2 + 5 O2 --> 5 CO2 + 2 H2O + NH3 + energía (8.31) 113 5(32) Células 1 142 Por lo tanto, la demanda teórica de oxigeno para la eliminación de la materia orgánica carbonosa presente en el agua residual de un sistema de fangos activados se puede calcular mediante la expresión:
kg O2/d = (Masa de DBOL total utilizada, kg/d) - 1,42 (Masa de organismos purgados, kg/d) (10.4)
Utilizando términos anteriormente definidos, kg O2/d = (Q(So - S) · (103 g/kg)-1/f) - 1,42(Px) unidades SI (10.5)
donde f = factor de conversión de DBO5 en DBOL (0,45-0,68). Los restantes términos corresponden a definiciones anteriores. En los casos en los que se deba considerar la nitrificación, la demanda total de oxigeno se puede calcular como la suma de la demanda necesaria para la eliminación de la materia orgánica carbonosa más la demanda de oxígeno necesaria para la conversión del nitrógeno (de amoniaco a nitrato), según la expresión: kg, O2/d = (Q(So - S) · (103 g/kg)-1/f) - 1,42(Px) + 4,57 Q(No - N) · (103 g/kg)-1 unidades
SI (10.6) donde: No = NKT del afluente, g/m3. N = NKT del efluente, g/m3. 4,57 = factor de conversión para la demanda de oxigeno necesario para la oxidación completa del NKT. Por lo tanto, si se conoce, o se puede estimar, la eficiencia de la transferencia de oxígeno del sistema de aireación, se pueden determinar las necesidades reales de aire. El suministro de aire debe ser adecuado para: (1) satisfacer la DBO del agua residual; (2) satisfacer la respiración endógena de los organismos presentes en el fango; (3) proporcionar un mezclado adecuado, y (4) mantener una concentración mínima de
oxígeno disuelto en todo el tanque de aireación comprendido entre 1 y 2 mg/l. Para relaciones alimento/microorganismos superiores a 0,3, las necesidades de aire para el proceso convencional se sitúan entre 30 y 55 m3/kg de DBO5 eliminada en sistemas de difusores de burbuja gruesa (no porosos), y entre 24 y 36 m3/kg de DBO5 eliminada para sistemas de difusores de burbuja fina (porosos). Las características de los diferentes difusores se describen en la Sección 10.2. A valores más bajos de la relación alimento/microorganismos, la respiración endógena, la nitrificación y los prolongados periodos de aireación hacen aumentar las necesidades de aire hasta entre 75 y 115 m3/kg de DBO5 eliminada. En el Ten States Standards [14], se establece como demanda habitual de aire para todos los procesos de fangos activados excepto la aireación prolongada, 93,5 m3/kg de DBO5 eliminada en condiciones de carga punta en el tanque de aireación. Para los procesos de aireación prolongada, las necesidades normales de aire son de 125 m3/kg DBO5 eliminada. En los sistemas de aireación mediante difusores de diferentes plantas, la cantidad de aire suministrado suele variar entre 3,75 y 15,0 m3/m3, habiéndose empleado el valor 7,5 m3/m3 como un primer factor de diseño empírico. Debido a que el consumo de aire depende de la concentración del agua residual, la relación aire/agua residual se ha convertido en un valor que ya no se emplea como criterio de diseño, sino que simplemente se guarda como parte de los registros de explotación. Otro factor empírico clásico de diseño de los sistemas de aireación era aplicar entre 1,0 y 1,2 kg O2/kg DBO5 eliminada [61]. Para hacer frente a las cargas orgánicas punta sostenidas comentadas en el Capitulo 5, se recomienda diseñar los equipos de aireación con un factor de seguridad que, como mínimo, cubra las condiciones correspondientes a una carga diaria de DBO igual al doble de la carga media. Los equipos de aireación también se deben dimensionar de modo que se asegure una concentración residual de oxígeno disuelto de 2 mg/l en condiciones de carga media y 0,5 mg/l en condiciones de carga punta. El Ten States Standards [14] obliga a que los sistemas de aireación por difusión sean capaces de proporcionar el oxigeno necesario para satisfacer la mayor de las siguientes demandas: la correspondiente a la demanda de oxígeno punta diaria, o el doble de la demanda de oxigeno media de proyecto. Necesidades de nutrientes. Para que un sistema biológico funcione correctamente, es necesario que se hallen presentes cantidades adecuadas de nutrientes. Como se ha comentado en los Capítulos 3 y 8, los principales nutrientes son el nitrógeno y el fósforo. Basándose en una composición media del tejido celular representable como C5H7NO2, se necesitará del orden de un 12,4 por 100 de nitrógeno (en peso). Normalmente, se suele suponer que las necesidades de fósforo son de una quinta parte de este valor. Debido a que se ha podido comprobar que la distribución porcentual de nitrógeno y fósforo en el tejido celular varia con la edad del tejido celular y con las condiciones ambientales, estos valores son valores típicos, y no cantidades fijas. En la Tabla 10-1 se indican otros nutrientes necesarios en la mayoría de los sistemas biológicos. En la Tabla 10-2 se muestra la composición inorgánica de los E. coli. Los datos de la Tabla 10-2 se pueden emplear para estimar las concentraciones de elementos de traza necesarias para asegurar un crecimiento biológico adecuado. Debido a que la demanda total de nutrientes depende de la producción celular neta, las necesidades de nutrientes son más reducidas en los procesos que dispongan largos tiempos medios de retención celular. A menudo, este hecho se puede utilizar para explicar la razón por la cual dos plantas de tratamiento de fangos activados con diferentes tiempos medios de retención celular pueden no funcionar igual en el tratamiento de una misma agua
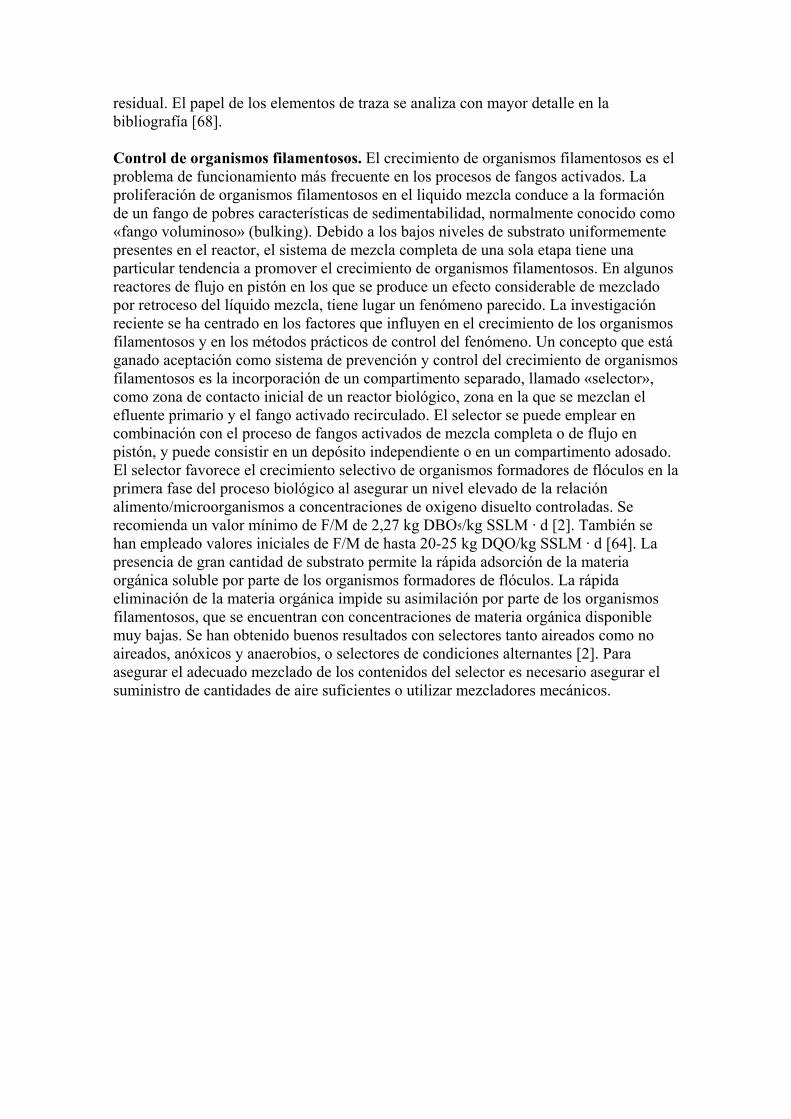
residual. El papel de los elementos de traza se analiza con mayor detalle en la bibliografía [68]. Control de organismos filamentosos. El crecimiento de organismos filamentosos es el problema de funcionamiento más frecuente en los procesos de fangos activados. La proliferación de organismos filamentosos en el liquido mezcla conduce a la formación de un fango de pobres características de sedimentabilidad, normalmente conocido como «fango voluminoso» (bulking). Debido a los bajos niveles de substrato uniformemente presentes en el reactor, el sistema de mezcla completa de una sola etapa tiene una particular tendencia a promover el crecimiento de organismos filamentosos. En algunos reactores de flujo en pistón en los que se produce un efecto considerable de mezclado por retroceso del líquido mezcla, tiene lugar un fenómeno parecido. La investigación reciente se ha centrado en los factores que influyen en el crecimiento de los organismos filamentosos y en los métodos prácticos de control del fenómeno. Un concepto que está ganado aceptación como sistema de prevención y control del crecimiento de organismos filamentosos es la incorporación de un compartimento separado, llamado «selector», como zona de contacto inicial de un reactor biológico, zona en la que se mezclan el efluente primario y el fango activado recirculado. El selector se puede emplear en combinación con el proceso de fangos activados de mezcla completa o de flujo en pistón, y puede consistir en un depósito independiente o en un compartimento adosado. El selector favorece el crecimiento selectivo de organismos formadores de flóculos en la primera fase del proceso biológico al asegurar un nivel elevado de la relación alimento/microorganismos a concentraciones de oxigeno disuelto controladas. Se recomienda un valor mínimo de F/M de 2,27 kg DBO5/kg SSLM · d [2]. También se han empleado valores iniciales de F/M de hasta 20-25 kg DQO/kg SSLM · d [64]. La presencia de gran cantidad de substrato permite la rápida adsorción de la materia orgánica soluble por parte de los organismos formadores de flóculos. La rápida eliminación de la materia orgánica impide su asimilación por parte de los organismos filamentosos, que se encuentran con concentraciones de materia orgánica disponible muy bajas. Se han obtenido buenos resultados con selectores tanto aireados como no aireados, anóxicos y anaerobios, o selectores de condiciones alternantes [2]. Para asegurar el adecuado mezclado de los contenidos del selector es necesario asegurar el suministro de cantidades de aire suficientes o utilizar mezcladores mecánicos.
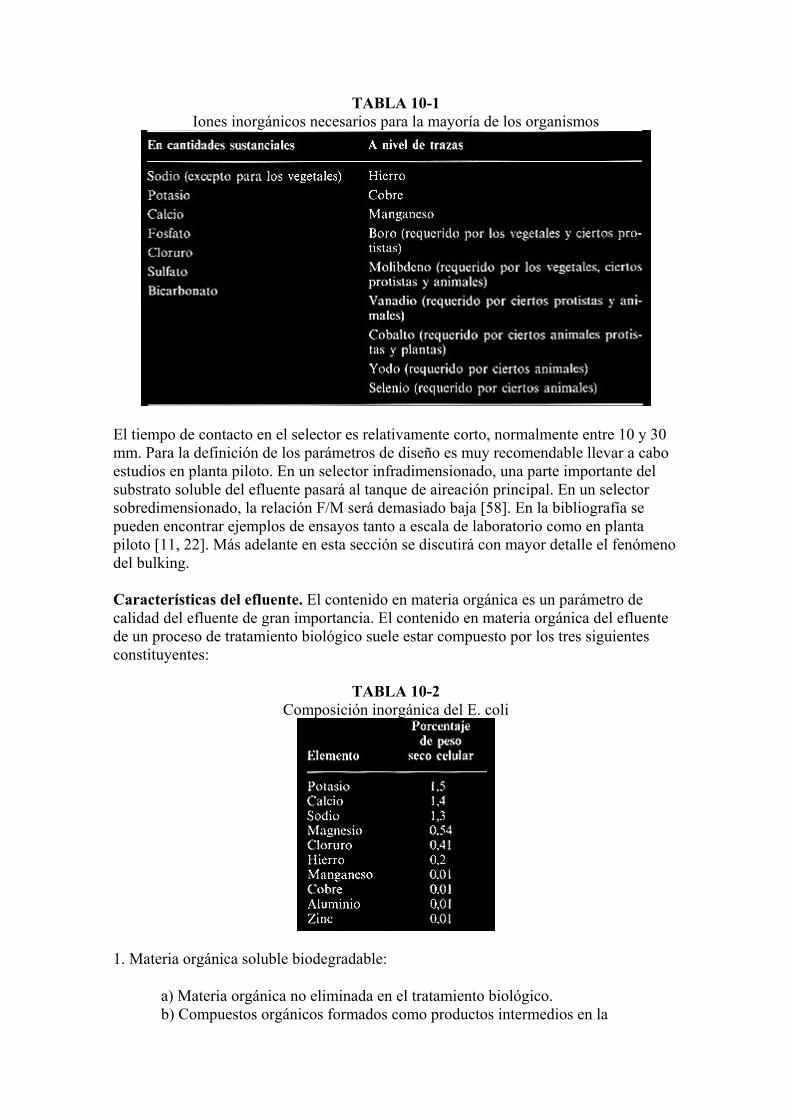
TABLA 10-1 Iones inorgánicos necesarios para la mayoría de los organismos
El tiempo de contacto en el selector es relativamente corto, normalmente entre 10 y 30 mm. Para la definición de los parámetros de diseño es muy recomendable llevar a cabo estudios en planta piloto. En un selector infradimensionado, una parte importante del substrato soluble del efluente pasará al tanque de aireación principal. En un selector sobredimensionado, la relación F/M será demasiado baja [58]. En la bibliografía se pueden encontrar ejemplos de ensayos tanto a escala de laboratorio como en planta piloto [11, 22]. Más adelante en esta sección se discutirá con mayor detalle el fenómeno del bulking. Características del efluente. El contenido en materia orgánica es un parámetro de calidad del efluente de gran importancia. El contenido en materia orgánica del efluente de un proceso de tratamiento biológico suele estar compuesto por los tres siguientes constituyentes:
TABLA 10-2 Composición inorgánica del E. coli
1. Materia orgánica soluble biodegradable:
a) Materia orgánica no eliminada en el tratamiento biológico. b) Compuestos orgánicos formados como productos intermedios en la
descomposición biológica del agua residual. c) Componentes celulares (como consecuencia de la lisis o muerte celular).
2. Materia orgánica en suspensión:
a) Sólidos biológicos producidos durante el tratamiento que escapan del proceso de separación en la decantación final. b) Sólidos orgánicos coloidales presentes en el afluente a la planta que escapan del tratamiento y de la separación.
3. Materia orgánica no biodegradable:
a) Materia inicialmente presente en el afluente a la planta. b) Subproductos de la descomposición biológica.
Las ecuaciones cinéticas desarrolladas en el Capítulo 8 sólo son aplicables a la materia orgánica soluble no eliminada en el tratamiento biológico. Evidentemente, ésta sólo representa una parte de la concentración de materia orgánica del efluente. En una planta de fangos activados que funcione correctamente en el tratamiento de aguas residuales domésticas, la DBO5 carbonosa del efluente, determinada en una muestra filtrada, variará normalmente entre 2 y 10 mg/l. La materia orgánica suspendida se hallará entre 5 y 15 mg/l, y los sólidos no biodegradables se situarán entre 2 y 5 mg/l. Tipos de procesos y modificaciones El proceso de fangos activados es muy flexible y se puede adaptar a casi la totalidad de los problemas de tratamiento biológico de aguas residuales. En la Tabla 10-3 se indican varios de los procesos de fangos activados convencionales y algunas de las modificaciones del proceso que han sido normalizadas. Las características operacionales, aplicación y eficiencias de eliminación típicas de estos procesos se indican en la Tabla 10-4; los parámetros de diseño se incluyen en la Tabla 10-5. Control del proceso El control del proceso de fangos activados es importante para mantener elevados niveles de rendimiento frente a una gran variedad de condiciones de funcionamiento. Los principales factores que intervienen en el control del proceso son: (1) mantenimiento de los niveles de oxígeno disuelto en el tanque de aireación; (2) regulación de la cantidad de fango activado recirculado (RAS), y (3) control de la purga de fango activado (WAS). Como se ha comentado anteriormente en el apartado «Criterios de carga», los parámetros más comúnmente empleados para el control del proceso de fangos activados son la relación alimento/microorganismos y el tiempo medio de retención celular, THETAc. La concentración de sólidos suspendidos del líquido mezcla también se utiliza como parámetro de control. La recirculación de fango activado también es importante para mantener la concentración de SSLM (la «M» de la relación F/M), y la purga de fango activado es importante de cara al control del valor de THETAc. El uso de las tasas de utilización de oxígeno (OUR) también está ganando reconocimiento como medio para el seguimiento y control de los procesos de fangos activados. En lo que sigue también se incluye una breve discusión sobre el seguimiento del proceso mediante la OUR.

Control del oxígeno disuelto. En teoría, la cantidad de oxigeno transferido en los tanques de aireación es igual a la cantidad de oxígeno demandada por los microorganismos del sistema de fangos activados (incluidos los decantadores secundarios y las líneas de retorno de fangos) para oxidar la materia orgánica y para mantener los niveles operativos de oxígeno disuelto residual. Cuando el nivel de oxígeno limita el crecimiento de microorganismos, pueden predominar los organismos filamentosos, empobreciendo las características de sedimentabilidad y la calidad del fango activado (véase la discusión relativa al «bulking»). En la práctica, se debería mantener la concentración de oxigeno disuelto en todos los puntos del tanque de aireación entre 1,5 y 4 mg/l; el valor normalmente empleado es 2 mg/l. Concentraciones por encima de 4 mg/l no suponen notables mejoras en el proceso, pero encarecen considerablemente los costes de aireación [61].
TABLA 10-3 Descripción del proceso de fangos activados y modificaciones del proceso



Control de la recirculación de fango activado. La misión de la recirculación de fango es mantener una concentración suficiente de fango activado en el tanque de aireación, de modo que se puede alcanzar el grado de tratamiento establecido en el intervalo de tiempo deseado. La recirculación de fango activado desde el decantador final a la entrada del tanque de aireación es el elemento fundamental del proceso. Se debe disponer de una capacidad de bombeo de fango de recirculación holgada. También es necesario evitar la pérdida de sólidos del fango con el efluente. Los sólidos forman una capa de fango en el fondo de los decantadores. La profundidad de la capa de fango presenta variaciones temporales y, si la capacidad de bombeo de fango no es la adecuada, puede ocupar toda la altura del tanque de sedimentación. En plantas de grandes dimensiones, se suele disponer una capacidad de bombeo variable entre el 50 y el 100 por 100 del caudal medio de agua residual, y de hasta el 150 por 100 del caudal medio de entrada en plantas de pequeño tamaño.
FIGURA 10-2 Proceso de fangos activados convencional (flujo en pistón).

FIGURA 10-3
Proceso de fangos activados de mezcla completa (esquema de típico de un proceso de cuatro reactores).
FIGURA 10-4
Diagrama de flujo de un proceso de fangos activados de aireación con alimentación escalonada: (a) esquema simplificado, y (b) configuración física típica.
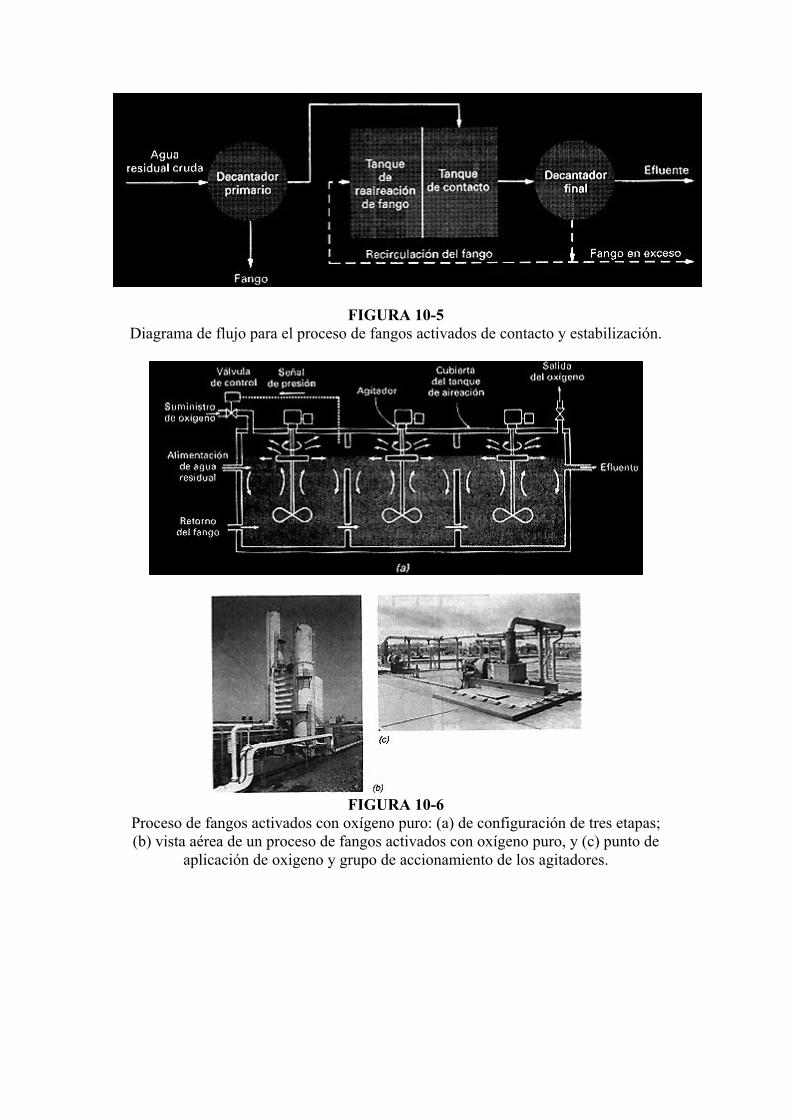
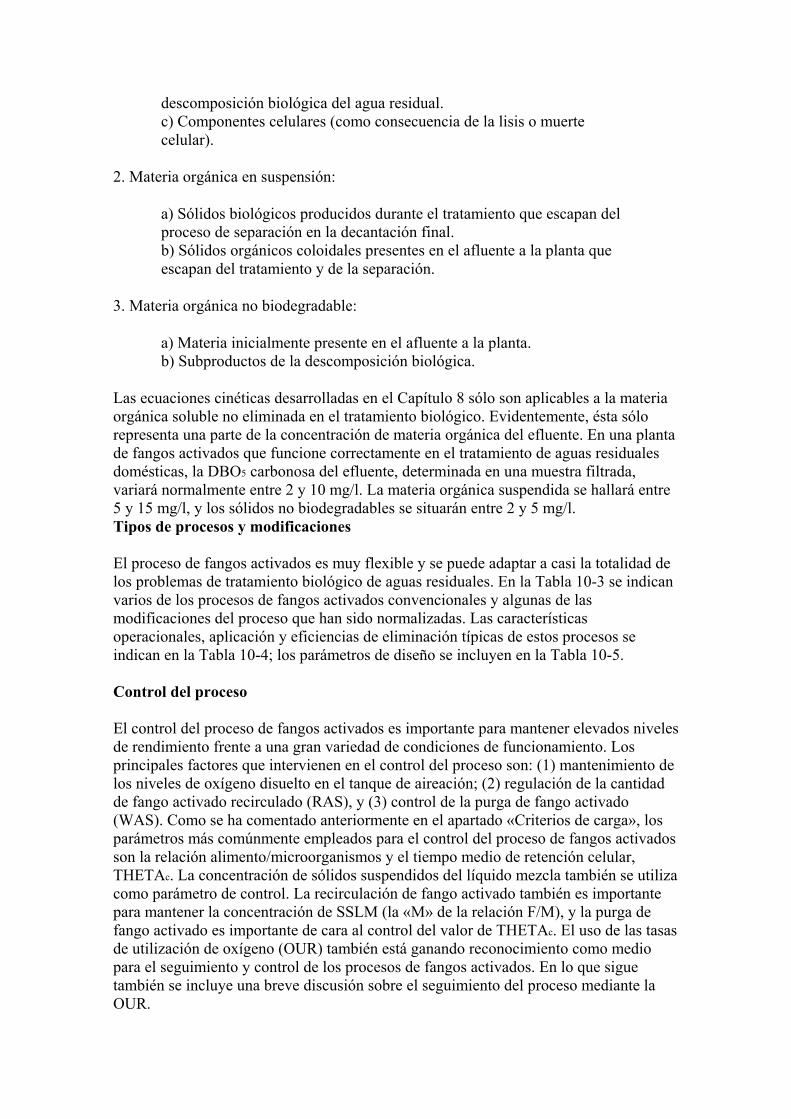
FIGURA 10-5
Diagrama de flujo para el proceso de fangos activados de contacto y estabilización.
FIGURA 10-6
Proceso de fangos activados con oxígeno puro: (a) de configuración de tres etapas; (b) vista aérea de un proceso de fangos activados con oxígeno puro, y (c) punto de
aplicación de oxigeno y grupo de accionamiento de los agitadores.
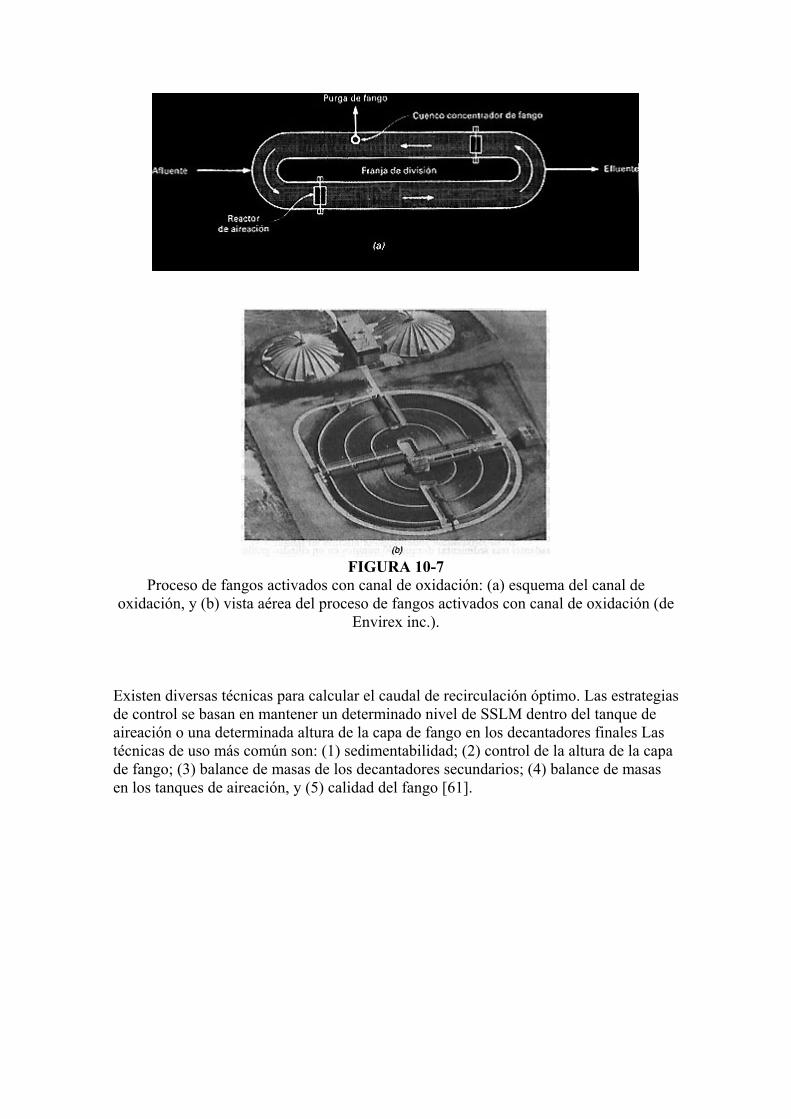
FIGURA 10-7
Proceso de fangos activados con canal de oxidación: (a) esquema del canal de oxidación, y (b) vista aérea del proceso de fangos activados con canal de oxidación (de
Envirex inc.).
Existen diversas técnicas para calcular el caudal de recirculación óptimo. Las estrategias de control se basan en mantener un determinado nivel de SSLM dentro del tanque de aireación o una determinada altura de la capa de fango en los decantadores finales Las técnicas de uso más común son: (1) sedimentabilidad; (2) control de la altura de la capa de fango; (3) balance de masas de los decantadores secundarios; (4) balance de masas en los tanques de aireación, y (5) calidad del fango [61].

FIGURA 10-8
Diagrama esquemático de un reactor de fangos activados Deep Shaft [64].
Utilizando el ensayo de sedimentabilidad, el caudal de bombeo de fango de recirculación se establece de manera que el caudal sea aproximadamente igual, en porcentaje, a la relación entre el volumen ocupado por los sólidos sedimentables del efluente del tanque de aireación y el volumen de líquido decantado (sobrenadante) tras sedimentar durante 30 minutos en un cilindro graduado de 1.000 ml. Esta relación no debería estar nunca por debajo del 15 por 100. Por ejemplo, si los sólidos sedimentables ocuparan un volumen de 275 ml después de sedimentar durante 30 mm, el porcentaje en volumen sería del 38 por 100 [(275/725) x 100]. Si el caudal de la planta fuera de 2 m3/s, el caudal de recirculación sería 0,38 x 2 m3/s = 0,76 m3/s. Otro método de ensayo de sedimentabilidad utilizado a menudo para el control del bombeo de fango de recirculación se basa en una medida empírica conocida con el nombre de «índice del volumen de fango» (IVF). Este índice se define como el volumen (expresado en mililitros) que ocupa un gramo (peso seco) de sólidos del líquido mezcla de fango activado, después de sedimentar durante 30 mm en un cilindro graduado de 1.000 ml. En la práctica, se calcula como el porcentaje que ocupa el fango, en volumen, en una muestra de líquido mezcla (tomada a la salida del tanque de aireación) después de sedimentar durante 30 min, (Ov), dividido por la concentración de sólidos suspendidos del liquido mezcla expresada como porcentaje, (Pw) Si se conoce el índice de volumen de fango, la relación de recirculación Qr/Q (en %) necesaria para mantener una concentración de sólidos en el líquido mezcla del tanque de aireación determinada (en %), es 100 · Qr/Q = 100/[(100/Pw · IVF) - 1] Por ejemplo, para mantener una concentración de sólidos en el líquido mezcla del 0,3 por 100 (3.000 mg/l), el porcentaje de fango a recircular cuando el IVF vale 100 es 100/[(100/0,30 · 100) - 1], es decir, el 43 por 100. Con el método de control del nivel del fango, lo que se hace es mantener en los decantadores una capa de fango de altura óptima. La altura óptima se determina basándose en la experiencia, y corresponde al equilibrio entre la sedimentación eficiente y el almacenamiento del fango. La altura óptima del lecho de fango suele estar dentro del intervalo comprendido entre 0,3 y 0,9 m. Este método de control requiere

considerable atención por parte de los operarios, debido a las variaciones diarias de los caudales y de la producción de fango y a los cambios en las características de sedimentación del fango. Para determinar el nivel de la capa de fango existen diferentes métodos, entre los que se incluyen las bombas de emulsión de aire (air-lift), los tubos de flujo por gravedad, bombas de muestreo portátiles, sondas de muestreo, y detectores de la interfase fango-sobrenadante. En la bibliografía se pueden encontrar más detalles [61]. El caudal de recirculación de fango, también, se puede determinar realizando un balance de masas en el decantador o en el tanque de aireación. En la Figura 10-9 se ilustran los límites adecuados para ambos tipos de balance de masas. Suponiendo que el nivel del fango en el decantador se mantiene constante, y que la cantidad de sólidos en el efluente del decantador sea despreciable, el balance de masas de un decantador es el siguiente:
Acumulación = Entrada Salida 0 = X(Q + Qr) - XQr - XrQ'w
donde: X = sólidos suspendidos del liquido mezcla, kg/m3. Q = caudal de entrada al decantador secundario, m3/d. Qr = caudal de recirculación, m3/d. Xr = sólidos suspendidos del fango activado de recirculación, kg/m3.
Despejando el valor de Qr, se obtiene:
Qr= (XQ - XrQ'w)/(Xr - X) (10.7)
TABLA 10-4
Características de funcionamiento del proceso de fangos activados

TABLA 10-5 Parámetros de diseño para los procesos de fangos activados

aUnidad de contacto.
bUnidad de estabilización de sólidos. cNKT/SSVLM.
dLos SSLM varían en función de la fase del ciclo operativo. NA = No aplicable.
SI = Sin información.
FIGURA 10-9
Balances de masas típicos de sólidos suspendidos para el control de la recirculación de fango: (a) balance de masa del decantador secundario, y (b) balance de masa en el
tanque de aireación [61].

El caudal de bombeo del fango activado de recirculación, también se puede estimar mediante un balance de masas en el tanque de aireación. Si se considera despreciable el crecimiento de células nuevas, los sólidos que entran en el tanque deben ser iguales a los que salen del tanque. En determinados casos, como puede ser cuando la presencia de carga orgánica, esta suposición puede no ser válida. Los sólidos entran en el tanque de aireación con el fango de recirculación y con el afluente al proceso secundario. No obstante, debido a que el contenido de sólidos en el afluente es despreciable en comparación con el contenido en sólidos del líquido mezcla, el balance de masas del tanque de aireación adquiere la siguiente expresión:
Acumulación = Entrada - Salida 0 = XrQr - X(Q + Qr)
Despejando Qr, se obtiene:
Qr = Q X/(Xr - X) (10.8)
De nuevo, el método de control de la recirculación de fango comporta la determinación de las características de sedimentabilidad del fango. Los caudales de recirculación de fango se determinan a partir de curvas de sedimentabilidad del fango [61].
Purga de fango. La producción diaria de fango activado en exceso se debe purgar del sistema para mantener una relación alimento/microorganismos o un tiempo medio de retención celular predeterminados. La práctica más común es purgar el fango desde la línea de recirculación, puesto que se trata de fango más concentrado y precisa de sistemas de bombeo de menor capacidad. El fango purgado se descarga a los decantadores primarios, a espesadores u otras instalaciones de espesamiento del fango. También existe un método alternativo para extraer líquido mezcla directamente del tanque de aireación o de la tubería de salida del efluente del tanque de aireación, en la que la concentración de sólidos es uniforme. A continuación el líquido mezcla purgado se puede descargar a un espesador o a los decantadores primarios, donde se mezcla y sedimenta con el fango primario. La cantidad de líquido que se debe bombear para mantener el proceso bajo control depende del método empleado y del lugar desde el que se lleva a cabo la purga. (Además, debido a que las instalaciones de tratamiento de fangos no retienen el 100 por 100 de los sólidos y parte de ellos vuelven al proceso, el caudal de purga real será superior al valor determinado teóricamente. Este hecho se analiza con mayor detalle en el Capítulo 12.) Por ejemplo, si para el control del proceso se emplea el tiempo medio de retención celular, y la purga se realiza desde la línea de recirculación de fango, el caudal de recirculación se puede determinar empleando la Ecuación 8.35.
THETAc = VrX/(Q'wXr + QeXe) (8.35)
donde Q'w = caudal de fango purgado desde la línea de recirculación, m3/d.
Xr = concentración del fango de la línea de recirculación, kg/m3. Los restantes términos, según fueron definidos en la Ecuación 10.1 Si se supone que la
concentración de sólidos en el efluente de los decantadores es baja, entonces la Ecuación 8.35 se puede escribir, de forma reducida, como:
THETAc = VrX/Q'wXr(8.47)
y
Q'w = VrX/THETAcXr(10.9)
Para determinar el caudal de fango purgado empleando la Ecuación 10.9, es necesario conocer la concentración de sólidos tanto en el tanque de aireación como en la línea de recirculación. Si para el control del proceso se utiliza el tiempo medio de retención celular, la purga se realiza desde el tanque de aireación, y si, de nuevo, se desprecia el contenido de sólidos del efluente de la planta, el caudal de bombeo se puede determinar empleando las siguientes relaciones:
THETAc = Vr/Qw(10.10)
y
Qw = Vr/THETAc (10.11)
en las que Qw = caudal de purga de fango desde el tanque de aireación, m3/d. Por lo tanto, el proceso se puede controlar purgando diariamente un caudal igual al volumen del tanque de aireación dividido por el tiempo medio de retención celular. Si se adopta el método de control basado en la relación alimento/microorganismos, el caudal de purga desde la línea de recirculación se puede determinar empleando la siguiente expresión:
Px= QwXr (10.12)
donde: Pr = fango activado purgado, kg/d. Qw = caudal de purga de fango, m3/d. Xr = concentración de sólidos en la línea de recirculación, kg/m3. En este caso, es preciso conocer la concentración de sólidos en la línea de recirculación. Si el control del proceso se basa en otros criterios de carga, la cantidad de sólidos a purgar se debe determinar mediante iteraciones. Tasa de utilización de oxígeno. Los microorganismos presentes en el proceso de fangos activados utilizan oxígeno a medida que consumen alimento. La velocidad a la que utilizan el oxigeno, la tasa de utilización de oxígeno (OUR), se puede tomar como una medida de la actividad biológica. Valores altos de la OUR indican alta actividad biológica, mientras que valores bajos indican una menor actividad biológica. El valor de la OUR se determina tomando una muestra de líquido mezcla saturada de OD, y midiendo la disminución de éste con el tiempo mediante un medidor de OD. Los
resultados se suelen expresar en mg O2/l ·min o en mg O2/l ·h [61]. La utilización de oxígeno es un parámetro de gran utilidad en la explotación de una planta cuando se usa en combinación con datos de SSV. La combinación de la OUR con la concentración de SSVLM da lugar a un valor que se conoce con el nombre de «tasa de utilización específica de oxigeno» (SOUR), o tasa de respiración. La SOUR indica la cantidad de oxígeno que consumen los microorganismos, y se suele expresar en mg O2/g SSVLM · h. A partir de estudios recientes, parece ser que existe una correlación entre la SOUR del líquido mezcla y la DQO del efluente final, lo cual permite predecir la calidad del efluente final durante los periodos de cargas variables [16].
Problemas de explotación Los problemas más frecuentes en la explotación de los procesos de fangos activados son el fango voluminoso (bulking), el fango ascendente, y la espuma Nocardia. Es conveniente estudiar la naturaleza y los posibles métodos de control de estos fenómenos, debido a que son pocas las plantas que no se han encontrado nunca con estos problemas. Para la descripción de otros problemas de explotación que se producen en las plantas de fangos activados, consultar la bibliografía [61]. Fango voluminoso (Bulking). Un fango voluminoso es aquel que posee pobres características de sedimentabilidad y escasa compactabilidad. Se han identificado dos tipos principales de problemas de bulking. Uno está producido por el crecimiento de organismos filamentosos u organismos que crecen en forma filamentosa bajo condiciones adversas, y es la tipología del fenómeno que se presenta con mayor frecuencia. El otro es causado por el agua embebida en el flóculo, de forma que las células que están en aquél se hinchan con agua hasta el punto en que se reduce su densidad y no sedimentan. Las causas del bulking a las que más referencia se hace en la literatura están relacionadas con: (1) las características físicas y químicas del agua residual; (2) las deficiencias del proyecto de las plantas, y (3) la explotación. Las características del agua residual que pueden incidir en el bulking del fango incluyen las variaciones de caudal y de concentración, el pH, la temperatura, el grado de septicidad, el contenido en nutrientes, y la naturaleza de los constituyentes. Las deficiencias del proyecto de las plantas incluyen la capacidad del suministro de aire, el diseño de los decantadores, las insuficiencias de la capacidad de bombeo del fango de recirculación, la formación de cortocircuitos, o el mezclado insuficiente. Las causas operacionales del bulking filamentoso son las bajas concentraciones de oxígeno disuelto en el tanque de aireación, la falta de nutrientes. las grandes variaciones en la carga orgánica, las bajas relaciones alimentos/microorganismos, y un gradiente de DBO5 soluble insuficiente. Las causas operativas del bulking no filamentoso son las cargas orgánicas inadecuadas, la excesiva aireación, o la presencia de compuestos tóxicos [61]. En casi todos los casos, todas las circunstancias anteriormente comentadas representan alguna condición de explotación adversa. Para el control del fenómeno de bulking, que puede estar causado por diferentes variables, es importante disponer de una lista de posibles causas para investigar. Se recomienda analizar los siguientes extremos: (1) características del agua residual; (2) contenido en oxigeno disuelto; (3) cargas de los procesos; (4) caudal de bombeo de fango de recirculación; (5) microbiología de los procesos; (6) sobrecargas internas de la planta, y (7) funcionamiento de los decantadores. La naturaleza de los componentes del agua residual o la ausencia de determinados constituyentes, como los elementos de traza, pueden provocar el desarrollo del bulking
[68]. Si se conoce la presencia de vertidos industriales, ya sea de forma intermitente o continua, se deben comprobar los niveles tanto de nitrógeno como de fósforo, puesto que se sabe que la presencia de cantidades insuficientes de uno o ambos de ellos favorece el desarrollo del fango voluminoso. También se sabe que las grandes variaciones del pH causan problemas en las plantas de diseño convencional. Las grandes variaciones en las cargas orgánicas producidas en los sistemas de funcionamiento de flujo discontinuo también pueden provocar el fenómeno del bulking, razón por la cual también se deben comprobar. De entre las causas del bulking, la que se ha registrado con mayor frecuencia es la insuficiencia de oxigeno disuelto. Si el origen del problema se halla en esta insuficiencia, el problema se puede solucionar haciendo trabajar los sistemas de aireación a su máxima capacidad. En estas condiciones, los equipos de aireación deberían tener la capacidad mínima necesaria para conseguir concentraciones de 2 mg/l de oxigeno disuelto en el tanque de aireación en condiciones de carga normales. Si no se puede mantener este nivel de oxigenación, la solución del problema puede pasar por la introducción de mejoras en el sistema de aireación. Se debe comprobar también el valor de la relación F/M para asegurar que se mantiene dentro del intervalo de valores generalmente aceptado (véase Tabla 10-5). Valores bajos de la relación F/M pueden favorecer el crecimiento de determinados organismos filamentosos, especialmente en sistemas de mezcla completa. Los valores elevados de la relación F/M pueden provocar la presencia de flóculos dispersos de dimensiones reducidas, condición que se puede solventar reduciendo la purga de fango. Cuando el control de la planta se lleva a cabo basándose en el tiempo medio de retención celular, no es necesario controlar el valor de la relación F/M. El tiempo medio de retención celular se debe controlar para asegurar que se halla dentro del intervalo de valores que normalmente asegura un rendimiento adecuado de la instalación (Tabla 10-5). Como ya se ha comentado, en caso de que el tiempo medio de retención celular no quede dentro del intervalo indicado en la tabla, será preciso reajustar el caudal de purga de fangos. Si las causas del bulking se deben a los organismos filamentosos, para adoptar una solución adecuada será necesario identificar el tipo de organismo presente. En el fango activado se conoce la presencia de más de 20 morfologías diferentes de organismos filamentosos [12, 13]. En la bibliografía se puede encontrar información acerca de las características típicas de los diferentes tipos de organismos filamentosos así como su frecuencia de ocurrencia en plantas de los Estados Unidos. En función de las condiciones ambientales pueden proliferar diferentes tipos de organismos filamentosos. En la bibliografía [42] también se recomienda el uso de organismos indicadores asociados a un problema de bulking especifico. La identificación de los organismos la deberían llevar a cabo biólogos o técnicos experimentados en el análisis de aguas residuales. La prevención y el control del crecimiento de organismos filamentosos en sistemas de mezcla completa se ha resuelto satisfactoriamente, como se ha comentado anteriormente, incorporando un compartimento selector. Para evitar los problemas de sobrecarga interna de la planta, es conveniente asegurar el control de los sobrenadantes y filtrados recirculados, de modo que no se retornen durante los periodos de cargas hidráulicas y orgánicas punta. Como ejemplos de cargas recirculadas se pueden citar el filtrado de las operaciones de deshidratación de fangos y el sobrenadante de los digestores de fango. Las características de funcionamiento de los decantadores también pueden ser causa del bulking del fango. El bulking es un problema frecuente en tanques circulares de alimentación central, en los que la extracción del fango se lleva a cabo directamente desde un cuenco situado debajo de la zona en que entra el líquido mezcla. El estudio de

la capa de fango puede revelar que gran parte del fango queda retenido en el tanque durante muchas horas en lugar de los teóricos 30 minutos deseados. Si esto es así. el fallo es de diseño, y será necesario introducir cambios en los equipos de extracción de fangos. En una situación de emergencia, o durante el estudio de los factores que se acaban de citar, se puede emplear como medida temporal de remedio la adición de cloro o de peróxido de hidrógeno. La cloración del fango recirculado se ha empleado de manera bastante generalizada para el control del bulking. A pesar de que la cloración resulta efectiva en el control del bulking producido por la presencia de organismos filamentosos, no resulta efectiva cuando el bulking está provocado por la presencia de flóculos ligeros que contiene agua de inhibición. Se recomienda dorar el fango de recirculación con dosis de entre 2 y 3 mg/l de Cl2 por cada 1.000 mg/l de SSVLM, suministrando dosis de entre 8 y 10 mg/l por cada 1.000 mg/l en casos muy graves [61]. La cloración, hasta que se elimina la presencia de organismos filamentosos en el fango, es causa normal de un efluente turbio. La cloración de un fango nitrificado también producirá el enturbiamento del efluente, debido a la muerte de los organismos nitrificantes. Para el control de organismos filamentosos en el fango voluminoso también se ha utilizado peróxido de hidrógeno. Las dosis de peróxido de hidrógeno y la duración del tratamiento dependen del nivel de desarrollo de los organismos filamentosos.
Fango ascendente. En ocasiones, es posible que un fango de buenas características de sedimentabilidad flote o ascienda hacia la superficie después de un periodo de sedimentación relativamente corto. Este fenómeno se produce como consecuencia de la desnitrificación, proceso en el que los nitritos y nitratos del agua residual se convierten a nitrógeno gas (véase Cap. 11). Conforme se va produciendo nitrógeno gas en el seno de la capa de fango, gran parte de él queda atrapado en el fango. Si se forma una cantidad de gas suficiente, la boyancia de la masa de fango provoca que flote o ascienda hacia la superficie. El fango ascendente se puede diferenciar del fango voluminoso observando las pequeñas burbujas de gas adheridas a los sólidos flotantes. Los problemas provocados por el fango ascendente se pueden solucionar: (1) aumentando el caudal de extracción de fango del decantador para reducir el tiempo de retención del fango, (2) caso de que no se pueda reducir la profundidad de la capa de fango aumentando la purga, se puede reducir el caudal de liquido mezcla del tanque de aireación al decantador; (3) en los casos en los que sea posible, aumentando la velocidad de los mecanismos de extracción de fangos del decantador, y (4) reduciendo el tiempo medio de retención celular aumentando la purga de fangos.
Nocardia. En plantas de fangos activados, la formación de una espuma viscosa, marrón, que cubre los tanques de aireación y los decantadores secundarios ha provocado problemas de seguridad, efluentes de baja calidad y malos olores. La formación de esta espuma está asociada a la presencia de un organismo filamentoso de crecimiento lento del grupo de los actinomicetos, normalmente de la familia Nocardia. Algunas de las probables causas de los problemas provocados por esta espuma son: (1) relaciones F/M bajas en los tanques de aireación; (2) concentraciones elevadas de sólidos suspendidos en el liquido mezcla (aumentando por lo tanto la edad del fango) debido a una purga de fango insuficiente, y (3) reaireación del fango [61]. El suministro de mayores cantidades de aire para cubrir la mayor demanda de oxígeno generada por las elevadas

concentraciones de SSLM tenderán a expandir la espuma y agravar el problema. Las posibles medidas para el control de la Nocardia incluyen: (1) reducción de la edad del fango; (2) reducción del suministro de aire para reducir el espesor de la capa de espuma; (3) incorporación de un selector para controlar el crecimiento de organismos filamentosos; (4) inyección de un aditivo que provoque la mutación de bacterias; (5) cloración del fango de retorno; (6) rociado con una solución de cloro o riego con hipoclorito de calcio en polvo directamente sobre la espuma, y (7) reducción del pH del líquido mezcla por adición de productos químicos o iniciando el proceso de nitrificación [39]. El metodo más empleado para el control de la Nocardia ha sido la reducción de la edad del fango. 10.2 SELECCIÓN Y DISEÑO DE LAS INSTALACIONES FÍSICAS PARA EL PROCESO DE FANGOS ACTIVADOS En esta sección se estudian las instalaciones físicas empleadas en el diseño de sistemas de tratamiento de fangos activados. Entre estos elementos, se encuentran: (1) aireación con difusores; (2) aireadores mecánicos; (3) sistemas de oxígeno puro; (4) tanques de aireación y equipos asociados, y (5) instalaciones de separación de sólidos. Aireación con difusores Los dos principales métodos para la aireación del agua residual son: (1) la introducción en el agua residual de aire u oxigeno puro mediante difusores sumergidos u otros sistemas de aireación, y (2) agitación mecánica del agua residual para promover la disolución de aire de la atmósfera. Un sistema de aireación con difusores está formado por unos difusores sumergidos en el agua residual, las conducciones de aire, y las soplantes y demás equipos auxiliares por los que circula el aire. La elección del tipo de difusores y el diseño de soplantes y conducciones de aire se aborda en este apartado. Para un análisis en detalle de la información actual (1989) sobre sistemas de aireación con difusores porosos, consultar la bibliografía [57].
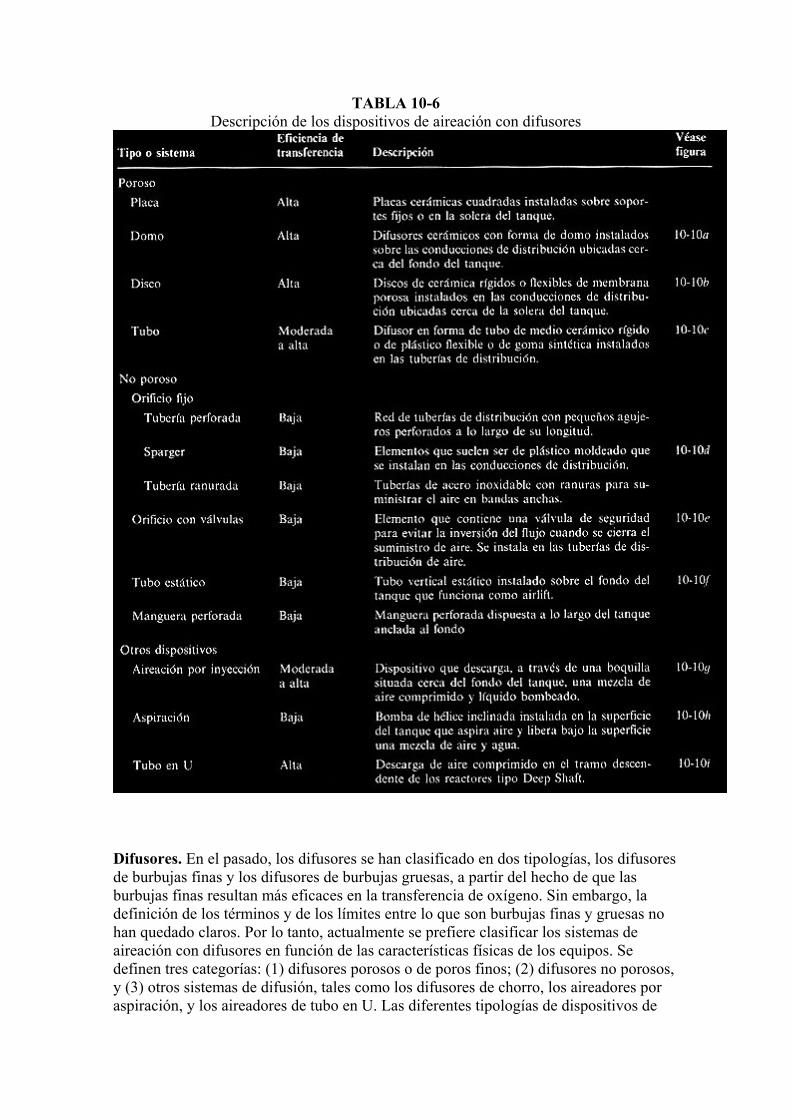
TABLA 10-6 Descripción de los dispositivos de aireación con difusores
Difusores. En el pasado, los difusores se han clasificado en dos tipologías, los difusores de burbujas finas y los difusores de burbujas gruesas, a partir del hecho de que las burbujas finas resultan más eficaces en la transferencia de oxígeno. Sin embargo, la definición de los términos y de los límites entre lo que son burbujas finas y gruesas no han quedado claros. Por lo tanto, actualmente se prefiere clasificar los sistemas de aireación con difusores en función de las características físicas de los equipos. Se definen tres categorías: (1) difusores porosos o de poros finos; (2) difusores no porosos, y (3) otros sistemas de difusión, tales como los difusores de chorro, los aireadores por aspiración, y los aireadores de tubo en U. Las diferentes tipologías de dispositivos de
difusión de aire se describen en la Tabla 10-6 y se esquematizan en la Figura 10-10. Difusores porosos. Los difusores porosos se fabrican con diversas formas, siendo las más comunes los difusores de placa, domo, disco y de tubo (véase Fig. 10-10a, b, e). Los difusores de placa se instalan sobre soportes de aluminio u hormigón, que sujeta seis o más placas, y que se pueden colocar en entalladuras practicadas en la solera o directamente sobre la solera del tanque de aireación. Los grupos de soportes de las placas se conectan al sistema de conducción de aire a intervalos fijos a lo largo de todo el tanque, controlándose cada grupo mediante una válvula independiente. En las instalaciones más modernas, el uso de difusores de domo, disco o de tubo ha sustituido, casi totalmente a los difusores de placa. Los difusores de domo, disco o tubo se montan o roscan en los conductos distribuidores de aire, que se pueden disponer a lo largo del tanque en la solera o en un lateral, o se pueden montar en brazos de aireación extraíbles. Si se emplean brazos extraíbles independientes, se puede extraer cada uno de ellos sin necesidad de interrumpir el proceso ni tener que vaciar el tanque y proceder a su limpieza y sustitución. Para conseguir una aireación uniforme en todo el tanque, se pueden instalar difusores de disco o de domo formando una malla en el fondo del tanque de aireación (véase Fig. 10-11). Para la fabricación de difusores porosos se han empleado diversos materiales. Estos materiales suelen ser plásticos y materiales cerámicos rígidos, plásticos flexibles, o envolventes flexibles de tela, goma, o plástico. Los materiales cerámicos están formados por partículas minerales de formas redondas o irregulares aglomeradas para formar una red de pasillos interconectados por los que circulará el aire a presión. Cuando el aire escapa por los poros superficiales, el tamaño del poro, la tensión superficial, y el caudal de aire se combinan para producir una burbuja del tamaño deseado. Los materiales plásticos porosos son innovaciones más recientes. Al igual que sucedía con los materiales cerámicos, los materiales plásticos tienen una red de poros o canalizaciones intercomunicadas a través de las cuales puede circular el aire a presión. Para los difusores de tubo o de disco, se han desarrollado y adaptado cubiertas finas y flexibles fabricadas con plástico blando o goma sintética. Los pasillos por los que circula el aire se consiguen perforando orificios diminutos en el material de la cubierta. Cuando se inicia el flujo de aire, la cubierta se hincha y cada agujero actúa como una abertura variable independiente; cuanto mayor el caudal de aire, mayor es la abertura. Es fundamental que el aire suministrado esté limpio y libre de partículas de polvo que pudieran obturar los difusores. Para ello se suelen emplear filtros de aire, constituidos normalmente por materiales secos o con impregnación viscosa. También se han utilizado filtros electrostáticos y filtros de precapa tipo bolsa. Los filtros deben de instalarse antes de la toma de alimentación de los soplantes.
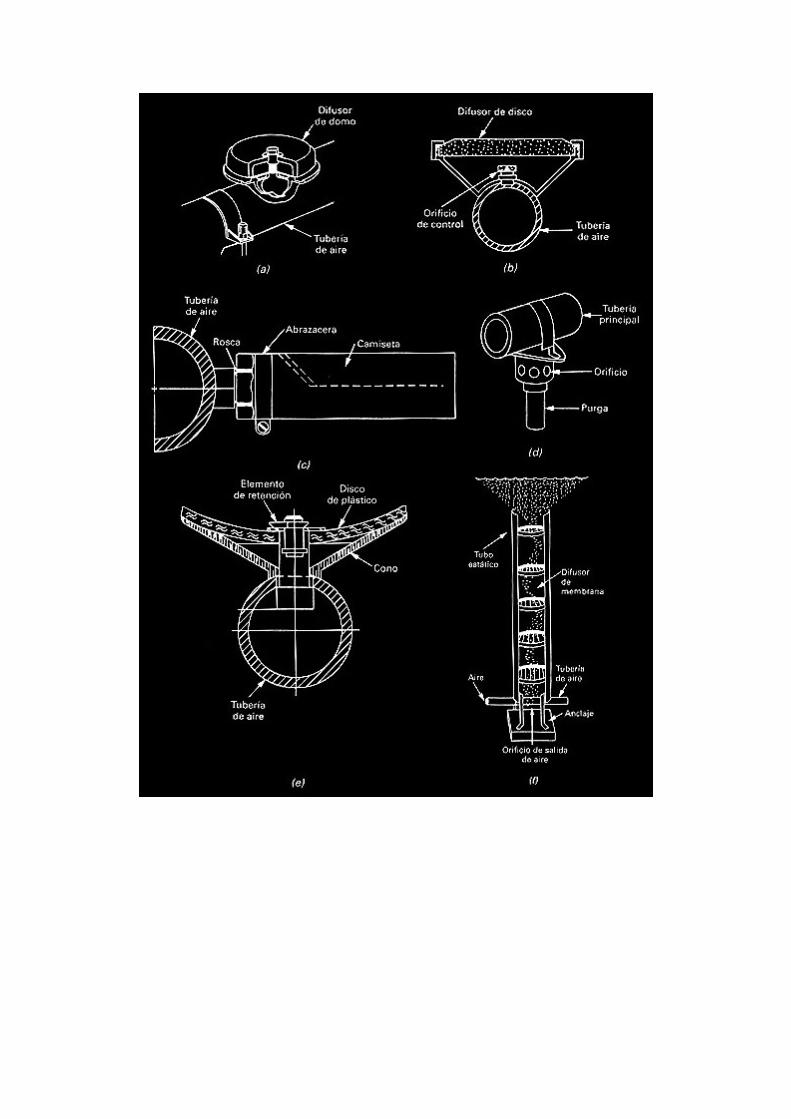
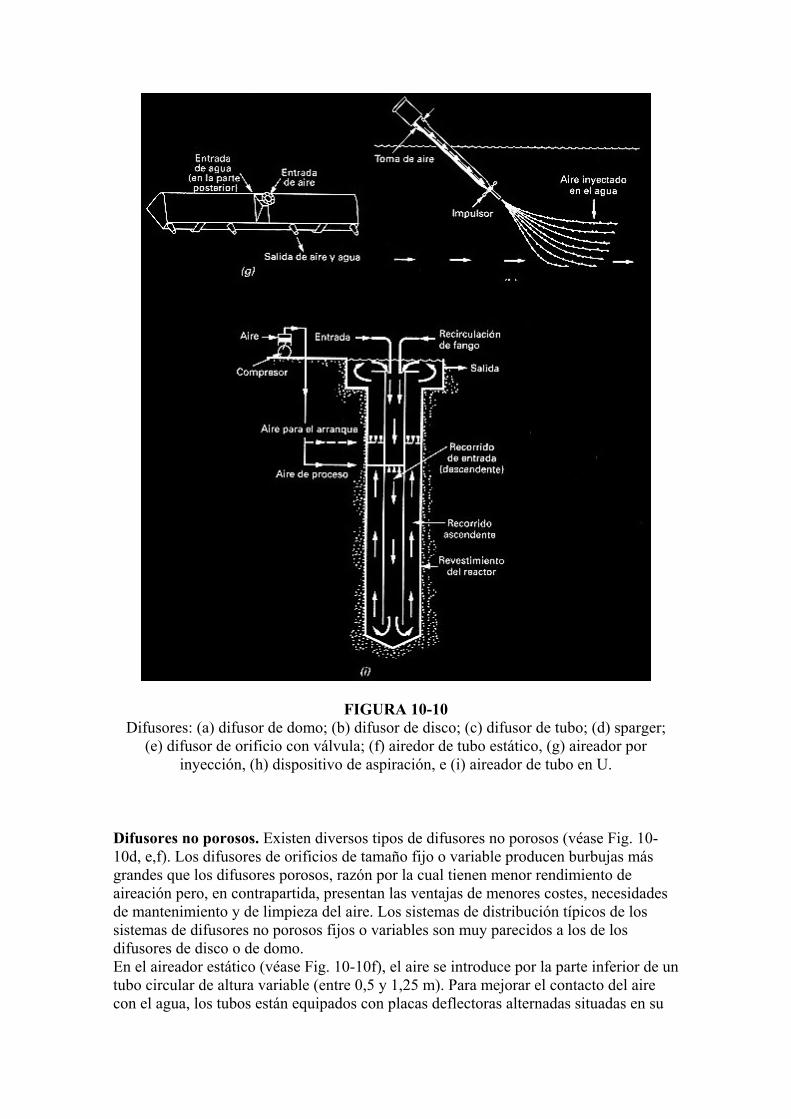
FIGURA 10-10 Difusores: (a) difusor de domo; (b) difusor de disco; (c) difusor de tubo; (d) sparger;
(e) difusor de orificio con válvula; (f) airedor de tubo estático, (g) aireador por inyección, (h) dispositivo de aspiración, e (i) aireador de tubo en U.
Difusores no porosos. Existen diversos tipos de difusores no porosos (véase Fig. 10-10d, e,f). Los difusores de orificios de tamaño fijo o variable producen burbujas más grandes que los difusores porosos, razón por la cual tienen menor rendimiento de aireación pero, en contrapartida, presentan las ventajas de menores costes, necesidades de mantenimiento y de limpieza del aire. Los sistemas de distribución típicos de los sistemas de difusores no porosos fijos o variables son muy parecidos a los de los difusores de disco o de domo. En el aireador estático (véase Fig. 10-10f), el aire se introduce por la parte inferior de un tubo circular de altura variable (entre 0,5 y 1,25 m). Para mejorar el contacto del aire con el agua, los tubos están equipados con placas deflectoras alternadas situadas en su

interior. Debido a que el aireador estático actúa como una bomba de emulsión de aire, se consigue el efecto de mezcla. Los aireadores estáticos se suelen colocar siguiendo disposiciones en forma de malla en el fondo de los tanques.
FIGURA 10-11
Tanque de aireación de flujo en pistón equipado con dispositivos de aireación tipo domo (de Aerocor Co).
Otros tipos de difusores. Otros tipos de difusores disponibles en el mercado incluyen los difusores de chorro, difusores de aspiración, y la aireación con tubos en U. La aireación a chorro (véase Fig. 10-10g) combina la difusión de aire y el bombeo de liquido. El sistema de bombeo recircula el liquido del tanque de aireación, expulsándolo por una boquilla junto con el aire comprimido. Este sistema es especialmente apropiado para tanques de aireación profundos (8 m). La aireación por aspiración consiste en una bomba de aspiración accionada por un motor que introduce aire a través de un tubo hueco y lo inyecta bajo el agua, donde las elevadas velocidades y la acción de los impulsores provocan turbulencias y la difusión de las burbujas de aire. El dispositivo de aspiración se puede montar sobre una estructura fija o sobre un puente. La aireación con tubos en U (deep-shaft) consiste en una conducción profunda dividida en dos zonas (Fig. 10-10i). El aire se añade a gran presión al agua residual que entra en el elemento por la rama descendente; la mezcla circula hasta la parte inferior del tubo, y vuelve otra vez a la superficie. La gran profundidad a la que se hace circular la mezcla de aire y agua provoca que todo el oxigeno entre en disolución debido a las elevadas presiones a que se somete, lo cual resulta en elevadas eficiencias de transferencia de oxigeno. La aireación con tubos en U tiene aplicación especial con aguas residuales muy cargadas. Rendimiento de los difusores. La eficiencia de la transferencia de oxigeno depende de muchos factores, entre los cuales se hallan el tipo, dimensiones y geometría de los difusores, el caudal de aire, la profundidad de sumergencia, la geometría del tanque, incluidas la posición de las conducciones y de los difusores, y las características del agua residual. La eficiencia de los dispositivos de aireación se suele evaluar en agua

limpia, ajustándose los resultados a las condiciones de campo mediante la aplicación de unos factores de conversión. En la Tabla 10-7 se aporta información sobre las eficiencias de transferencia de oxigeno y los caudales de aire en agua limpia para diferentes dispositivos de difusión. Normalmente, la eficiencia estándar de la transferencia de oxigeno (SOTE) aumenta con la profundidad; las eficiencias que se aportan en la Tabla 10-7 corresponden a una profundidad de 4,5 m, la profundidad de sumergencia más habitual. En la bibliografía se pueden hallar datos sobre la variación de la SOTE con la profundidad para los diferentes tipos de difusores [63]. Las variaciones de la eficiencia de la transferencia de oxigeno con el tipo de difusor y con la disposición de los difusores, se ilustran en la Tabla 10-7. En la bibliografía se proporcionan datos adicionales sobre el efecto de la distribución de los difusores sobre la eficiencia de la transferencia de oxigeno [55, 57]. La eficiencia de la transferencia de oxígeno de los difusores porosos (OTE) también puede disminuir con el uso debido a obturaciones en su parte interna o al ensuciamiento de su parte exterior. La aparición de obturaciones en el interior de los difusores se puede deber a la presencia de impurezas en el aire no eliminadas en los filtros de aire. El ensuciamiento de la parte exterior del difusor se puede deber a la formación de películas biológicas o de precipitados inorgánicos. El efecto del ensuciamiento sobre la OTE se representa con el término F. El descenso del valor de F con el paso del tiempo se designa por fF que se expresa como la fracción de eficiencia de transferencia de oxígeno perdida por unidad de tiempo. La tasa de ensuciamiento depende de las condiciones de funcionamiento, los cambios en las características de agua residual, y del tiempo de servicio de cada unidad. El valor de esa tasa es importante para cuantificar la pérdida de OTE y la frecuencia de limpieza de los difusores. El ensuciamiento y la velocidad con que se produce se pueden estimar: (1) realizando un ensayo de OTE (eficacia de transferencia de oxigeno) a escala real durante un periodo de tiempo determinado; (2) haciendo un seguimiento de la eficiencia del sistema de aireación, y (3) realizando ensayos de OTE con difusores nuevos y difusores usados [57].
TABLA 10-7 Información típica de la eficiencia de transferencia de oxígeno de varios difusores en
agua limpiaa
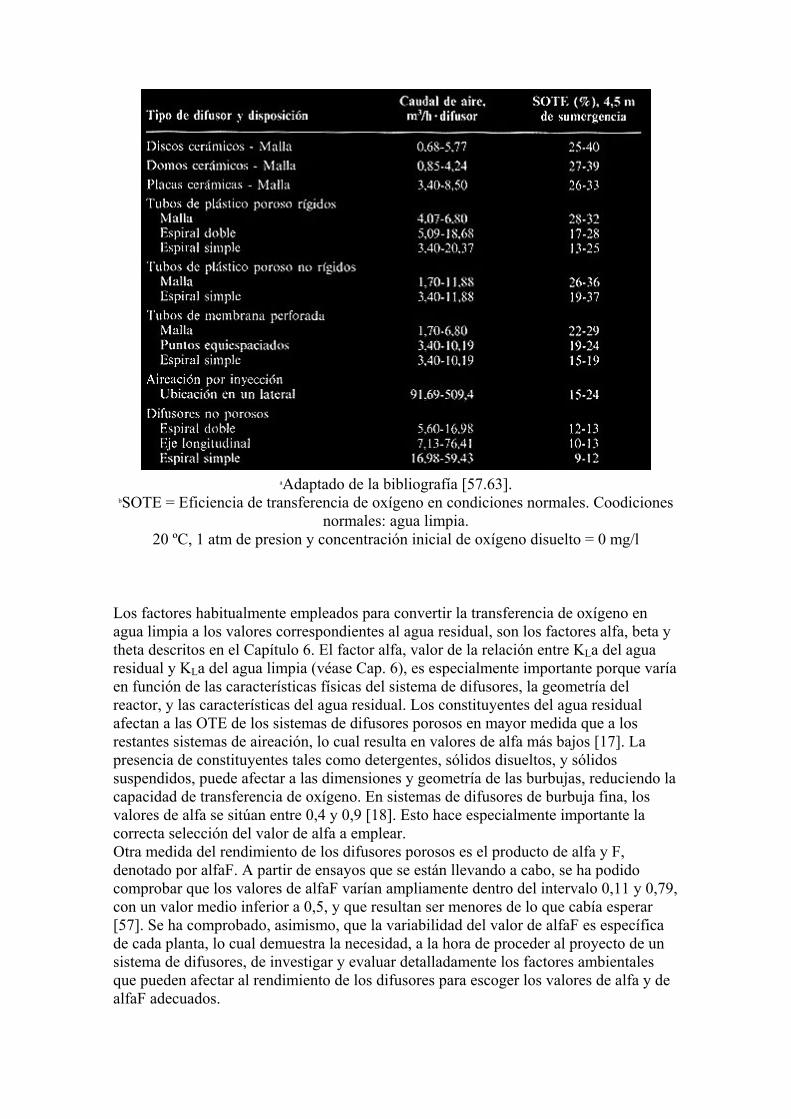
aAdaptado de la bibliografía [57.63].
bSOTE = Eficiencia de transferencia de oxígeno en condiciones normales. Coodiciones normales: agua limpia.
20 ºC, 1 atm de presion y concentración inicial de oxígeno disuelto = 0 mg/l
Los factores habitualmente empleados para convertir la transferencia de oxígeno en agua limpia a los valores correspondientes al agua residual, son los factores alfa, beta y theta descritos en el Capítulo 6. El factor alfa, valor de la relación entre KLa del agua residual y KLa del agua limpia (véase Cap. 6), es especialmente importante porque varía en función de las características físicas del sistema de difusores, la geometría del reactor, y las características del agua residual. Los constituyentes del agua residual afectan a las OTE de los sistemas de difusores porosos en mayor medida que a los restantes sistemas de aireación, lo cual resulta en valores de alfa más bajos [17]. La presencia de constituyentes tales como detergentes, sólidos disueltos, y sólidos suspendidos, puede afectar a las dimensiones y geometría de las burbujas, reduciendo la capacidad de transferencia de oxígeno. En sistemas de difusores de burbuja fina, los valores de alfa se sitúan entre 0,4 y 0,9 [18]. Esto hace especialmente importante la correcta selección del valor de alfa a emplear. Otra medida del rendimiento de los difusores porosos es el producto de alfa y F, denotado por alfaF. A partir de ensayos que se están llevando a cabo, se ha podido comprobar que los valores de alfaF varían ampliamente dentro del intervalo 0,11 y 0,79, con un valor medio inferior a 0,5, y que resultan ser menores de lo que cabía esperar [57]. Se ha comprobado, asimismo, que la variabilidad del valor de alfaF es específica de cada planta, lo cual demuestra la necesidad, a la hora de proceder al proyecto de un sistema de difusores, de investigar y evaluar detalladamente los factores ambientales que pueden afectar al rendimiento de los difusores para escoger los valores de alfa y de alfaF adecuados.

Debido a que la cantidad de aire necesaria por kg de DBO eliminada varia, ampliamente, de una planta a otra, es peligroso comparar los consumos de aire de plantas diferentes, no sólo debido a la variabilidad de los factores arriba citados, sino también a la diferencia de cargas que soportan los procesos, criterios de diseño, y procedimientos de explotación. La aplicación de caudales de aire muy elevados a lo largo de uno de los lados del tanque de aireación reduce la eficiencia de la transferencia de oxigeno ya que aumenta la velocidad de circulación. El resultado es un menor tiempo de detención de las burbujas de aire además de la formación de burbujas de mayor tamaño con menor superficie de transferencia. Los métodos de limpieza de difusores porosos pueden consistir en el recocido de las placas cerámicas, el rociado con agua a presión, el cepillado, o el tratamiento químico con baños ácidos o cáusticos. En la bibliografía se pueden encontrar detalles sobre los procedimientos de limpieza [57, 63].
FIGURA 10-12
Soplantes típicas empleadas en los sistemas de difusión de aire: (a) soplante centrífuga (de Hoffman), y (b) soplante de desplazamiento positivo
(de Roots-Connersville)
Soplantes. Actualmente se utilizan dos tipos de soplantes: soplantes centrifugas, y de desplazamiento positivo (véase Fig. 10-12). También se han empleado turbinas centrifugas, especialmente en Europa. Las soplantes centrifugas se suelen utilizar cuando la capacidad de la unidad es superior a 85 m3/min de aire libre. A caudales menores, hay que comprobar la posibilidad de reducción de la capacidad para asegurar la satisfacción de las demandas de oxigeno en condiciones de caudales bajos. La presión de descarga del aire suele variar entre 48 y 62 kN/m2. A no ser que se incorporen silenciadores a la entrada y salida de las soplantes centrifugas, éstas emiten un sonido muy agudo. En las plantas de tratamiento de aguas residuales, las soplantes deben suministrar caudales de aire variables dentro de un intervalo de presiones muy limitado, bajo condiciones ambientales diversas. Normalmente, una soplante sólo es eficaz para un conjunto de condiciones operativas determinado. La necesidad de adaptar los caudales y presiones de aire a demandas variables de una planta de tratamiento, el sistema de

soplantes debe incorporar algún sistema de regulación o de variación del caudal. Los métodos de control o de regulación de potencia son: (1) purga o bypasado de caudal; (2) estrangulamiento de la sección de aspiración; (3) difusores de descarga variable; (4) motores de velocidad variable, y (5) funcionamiento en paralelo de varias unidades. El estrangulamiento de la sección de aspiración y el uso de difusores de descarga variable sólo se pueden emplear con soplantes centrifugas; el uso de motores de velocidad variable se utiliza, con mayor frecuencia en soplantes de desplazamiento positivo. La purga y bypasado de caudales de aire también se puede emplear como medida efectiva para el control del fenómeno pulsatorio que se produce en soplantes centrífugas, cuando la soplante funciona, alternativamente, a capacidad cero y a capacidad máxima, lo cual provoca vibraciones y sobrecalentamientos. Este fenómeno se produce cuando la soplante trabaja dentro de un intervalo volumétrico muy reducido. Las soplantes centrífugas tienen características de funcionamiento parecidas a las bombas centrífugas de baja velocidad específica. La presión de descarga aumenta desde la posición de cierre hasta su valor máximo en valores cercanos al 50 por 100 de la capacidad de la unidad, y luego desciende. El punto de funcionamiento de la soplante se determina, al igual que se hace con las bombas centrífugas, por intersección de la curva caudal-altura y la curva del sistema. Las soplantes se calibran con aire en condiciones normalizadas de temperatura (20 ºC), presión (760 mm Hg), de humedad relativa (36 por 100). El peso específico del aire normalizado es de 1,20 kg/m3. La densidad del aire afecta al rendimiento de las soplantes, y cualquier variación de la temperatura o de presión barométrica del aire en la aspiración de la unidad puede cambiar la densidad del aire comprimido. Cuanto mayor sea la densidad del aire, mayor será la presión y, como consecuencia, se necesita mayor potencia para el proceso de compresión (véase Fig. 10-13). (En el Apéndice B se facilitan datos típicos del peso especifico del aire.) Las soplantes se deben diseñar con capacidad suficiente para el suministro de aire el día más caluroso del verano, y deben estar dotadas con la suficiente potencia para hacer frente al frío invernal. La potencia necesaria para llevar a cabo el proceso de compresión adiabática se determina mediante la Ecuación 10.13:
FIGURA 10-13
Curvas características de una soplante centrífuga para diferentes temperaturas del aire entrante: (a) aumento porcentual de la presión respecto al porcentaje del volu-men de entrada, y (b) aumento de potencia porcentual respecto al porcentaje del volumen de
entrada.

Pw = wRT1/29,7ne [(p2/p1)0,283 - 1] unidades SI (10.13)
donde: Pw = potencia necesaria para cada soplante, kW. w = caudal de aire en peso, kg/s. R = constante universal de los gases = 8,314 kJ/k mo · ºK. T1 = temperatura absoluta a la entrada, 0K. p1 = presión absoluta a la entrada, atm. p2 = presión absoluta a la salida, atm. n = (k - 1)/k = 0,283 (para el aire). k = 1,395 (para el aire). e = eficiencia (en compresores, normalmente entre 0,70 y 0,90). Para aplicaciones que precisan elevadas presiones de descarga (>0,56 kg/cm2) y capacidades inferiores a 85 m3/min de aire libre por unidad, se suelen emplear soplantes rotativas de desplazamiento positivo. Este tipo de soplantes también se emplea en los casos en los que se prevén variaciones sustanciales del nivel del agua. La soplante de desplazamiento positivo es una máquina de capacidad constante a presión variable. Estas máquinas no admiten estrangulamientos de la sección de entrada, pero el control de la capacidad se puede llevar a cabo utilizando varias unidades o motores de velocidad variable. Es fundamental instalar silenciadores robustos a la entrada y a la salida de la unidad. Conducciones de aire. Las conducciones de aire están formadas por tuberías, válvulas, medidores y piezas especiales necesarias para el transporte del aire comprimido desde las soplantes hasta los difusores. Debido a que las presiones son reducidas (inferiores a 0,7 kg/cm2), se pueden emplear tuberías ligeras. Las conducciones se suelen dimensionar en función de la velocidad de circulación. El dimensionamiento se debe llevar a cabo de modo que las pérdidas en los conductos bajantes y en los de distribución sean pequeñas en comparación con las producidas en los difusores. Para regular el flujo, es preciso instalar las válvulas necesarias. En la Tabla 10-8 se indican las velocidades de circulación del aire típicas. Excepto en los tramos en los que las conducciones de aire se hallan sumergidas en el agua residual, no se producen problemas de condensaciones, ya que la temperatura del aire que descargan las soplantes es elevada (entre 60 y 80 ºC). Sin embargo, es fundamental tener en cuenta las posibles dilataciones y contracciones de las conducciones. En los casos en los que se emplean difusores porosos, las conducciones deben ser de materiales que no produzcan costras o depósitos, o se deben recubrir con materiales no corrosivos. Normalmente, las tuberías que se utilizan son de acero inoxidable, de fibra de vidrio, o de plásticos aptos para el uso a elevadas temperaturas. También se emplean otros materiales como acero o fundición con recubrimientos externos (p.e. resina epoxi o vinilo). Las superficies interiores de las tuberías pueden estar recubiertas de cemento, mezclas bituminosas o vinilo. Las pérdidas en las tuberías se deben calcular para las máximas temperaturas estivales. El aumento de temperatura teórico en la compresión adiabática es:
DTad = T1 [(p2/p1)n - 1] (10.14)
donde hL = aumento adiabático de temperatura, ºK.

Los restantes términos, según están definidos en la Ecuación 10.13. El aumento real de temperatura se estima dividiendo DTad por el rendimiento de las soplantes. Probablemente, el descenso de temperatura que se producirá entre las soplantes y los tanques de aireación no superará los 5 o 10ºC, pero alcanzará rápidamente la temperatura del agua residual en las conducciones sumergidas. Las pérdidas por fricción en las tuberías se pueden calcular utilizando la siguiente expresión de la ecuación de Darcy-Weisbach:
hL=f (L/D)hi (10.15)
donde: hL = perdida de carga por fricción, m.c.a. f = coeficiente de fricción adimensional obtenido en el ábaco de Moody (Fig. 1-1 del Apéndice 1) a partir de la fricción relativa (Fig. 1-2) (Para tener en cuenta el aumento de la fricción que se produce conforme envejece la tubería, se recomienda aumentar el valor de f en, al menos, un 10 por 100). L/D = longitud de la tubería en diámetros. hi = energía de velocidad del aire, m.c.a.
TABLA 10-8 Velocidad típica del aire en las conducciones principales
aEn condiciones normales.
Para calcular el valor del coeficiente de fricción utilizando la Figura 1-1, se puede calcular el número de Reynolds (NR) por medio de la siguiente expresión:
NR = 25,47qs/dµ (10.16)
donde: qs = caudal de aire en la tubería, m3/min. d = diámetro interior, m. µ = viscosidad del aire, centipoises. Para temperaturas entre - 15 y 90 ºC, la viscosidad se puede aproximar mediante la ecuación:
p, centipoises = (170 + 0,504t) · 10-4 (10.17)

donde t = temperatura, ºC. La energía de velocidad h , en m.c.a a 21 ºC y 1 kg/cm2 se puede calcular mediante la expresión:
hi = (v/140)2 Gammaa (10.18)
donde: v = velocidad del aire, m/s. Gammaa = peso específico del aire a 21 ºC y 1 kg/cm2, kg/m3 (véase Tabla B-1).
La Ecuación 10.18 se puede utilizar para calcular la pérdida de carga a otras temperaturas, siempre y cuando se corrija el valor de Gammaa para adaptarlo a las nuevas presiones y temperaturas. El uso de estas ecuaciones se ilustra en el siguiente ejemplo. Ejemplo 1-1. Cálculo de la pérdida de carga en las conducciones de aire. Determinar la pérdida de carga en una conducción de acero comercial de 300 m de longitud y 375 mm de diámetro diseñada para transportar 96 m3/min de aire en condiciones normales. La temperatura ambiente es de 30ºC, y la planta se halla situada al nivel del mar (1 atm). Suponer que la eficiencia de las soplantes es del 70 por 100 y que la presión de descarga es de 0,54 atm (manométrica). Solución 1. Determinar el aumento de temperatura que se produce durante la compresión utilizando la forma modificada de la Ecuación 10.14, donde e es la eficiencia de la soplante expresada en tanto por uno.
DT = T1/n[(p2/p1)n - 1]
Despejando el valor de DT, se obtiene:
DT = 1,54/0,70[(1,0/(273+30))0,283 - 1] = 56ºC
Por lo tanto, la temperatura del aire en el punto de descarga de la soplante será de 86ºC (30 + 56). 2. Calcular el número de Reynolds utilizando las Ecuaciones 10.16 y 10.17. Dado que la temperatura del aire en la soplante es de 86 ºC, suponer que la temperatura media en el interior de la tubería es de 70 ºC.
µ = 170 · 10-4 = 205,8 · 10-4
NR = 0,375(0,504·70)/25,47(205,8) · 10-4 = 3,16 · 105
3. Determinar el factor de fricción f a partir de la Figura 1-2 utilizando la curva correspondiente a acero comercial (e = 0,00015). El valor de e/D es 0,00012. Entrando en la figura con este valor y NR = 3,16 · 105, se obtiene un valor de f= 0,0155.
Para el proyecto, aumentar f en un 10 por 100. 4. Determinar el caudal de aire en la conducción utilizando la siguiente expresión y sustituyendo el caudal volumétrico por V
P1V1/T1 = P2V2/T2 (1 atm) · (96 m3/min) /(1,0 arm + 0,54 atm) · Vs = (273 + 70)/(273 + 30)
V2 = caudal = 96 (1,0/1,54)((460+(273+70))/(273+30)) = 70,5 m3/min
5. Determinar la velocidad en la tubería:
v=70,5m3/min·(1/60 min/s)/3,14·(0,3752)/4 = 10,64 m/s
6. Determinar el peso específico del aire a 1,54 atm de presión y a 70 ºC utilizando la siguiente expresión:
Gammaa = p/RT Gammaa = 1,54/(0,0028 · 343) = 1,586 kg/m3
7. Determinar la altura de carga de velocidad utilizando la Ecuación 10.18:
h1= (l0,64/140)2 · 1,586 = 0,0091 m.c.a.
8. Determinar la pérdida de carga mediante la Ecuación 10.15:
HL = 0,017 (300/0,375) · 0,0091 = 0,123 m.c.a.
Comentario. Las pérdidas de carga que se producen en los codos, válvulas, etc. se pueden determinar como fracción de la altura de carga de velocidad empleando los coeficientes K indicados en la bibliografía hidráulica general. Las pérdidas en los aparatos de medida y de control se pueden determinar como fracción de la diferencia de carga, dependiendo del aparato. Las pérdidas en filtros de aire, silenciadores, y válvulas de cierre, se deben obtener de los fabricantes. La presión de descarga de las soplantes será entonces la suma de estas pérdidas, de la profundidad de agua por encima de los difusores, y de las pérdidas que se producen en los difusores.
FIGURA 10-14
Aireadores mecánicos supenficiajes típicos: (a) aireador flotante de alta velocidad, y (b) aireador fijo de baja velocidad montado en plataforma.

Aireadores mecánicos Los aireadores mecánicos se suelen clasificar en dos grupos en función de las principales características de diseño y de funcionamiento: aireadores de eje vertical, y aireadores de eje horizontal. Ambos grupos se subdividen en aireadores superficiales y aireadores sumergidos. En los aireadores superficiales, el oxígeno se obtiene de la atmósfera; en los aireadores sumergidos el oxígeno se obtiene de la atmósfera y, en algunos tipos de aireadores, a partir de aire u oxígeno puro que se introduce por la parte inferior del tanque. En ambos casos, la acción agitadora y de bombeo de los aireadores contribuye a mantener mezclados el contenido del tanque de aireación. En los siguientes apartados se describen los tipos de aireadores así como los rendimientos y necesidades energéticas para el mezclado. Aireadores mecánicos superficiales de eje vertical. Los aireadores mecánicos superficiales de eje vertical están diseñados para promover un flujo ascendente o descendente mediante un efecto de bombeo (Fig. 10-14). Consisten en impulsores sumergidos, o semisumergidos, conectados a un motor que se puede montar sobre flotadores o sobre una estructura fija. Los impulsores se fabrican de acero, fundición, aleaciones no corrosivas, y plástico reforzado con fibra de vidrio, y se utilizan para agitar vigorosamente la misma, introduciendo aire en el agua residual, y provocando rápidos cambios en la interfase aire-agua que facilitan la disolución del aire. Los aireadores superficiales se pueden clasificar atendiendo al tipo de impulsor utilizado (centrífugos, radiales axiales o axiales) o a la velocidad de rotación de los impulsores (velocidad alta o baja). Los impulsores centrífugos pertenecen a la categoría de los aireadores de baja velocidad, mientras que los impulsores de flujo axial funcionan a altas velocidades. En los aireadores de baja velocidad, los impulsores son accionados por un reductor acoplado a un motor eléctrico. El motor y el reductor se suelen montar sobre una plataforma que descansa sobre pilares apoyados en el fondo del tanque o sobre vigas dispuestas de uno a otro lado del mismo. Los aireadores de baja velocidad también se pueden montar sobre flotadores. En los aireadores de alta velocidad, el impulsor se acopla directamente al eje del motor eléctrico. Los aireadores de alta velocidad siempre se montan sobre flotadores. Este tipo de aireadores se desarrolló para el uso en estanques o lagunas que presentaran variaciones del nivel del agua o en los que el uso de soportes rígidos resultara poco práctico. Las potencias de los aireadores superficiales disponibles varían entre 0,75 y 100 kW.
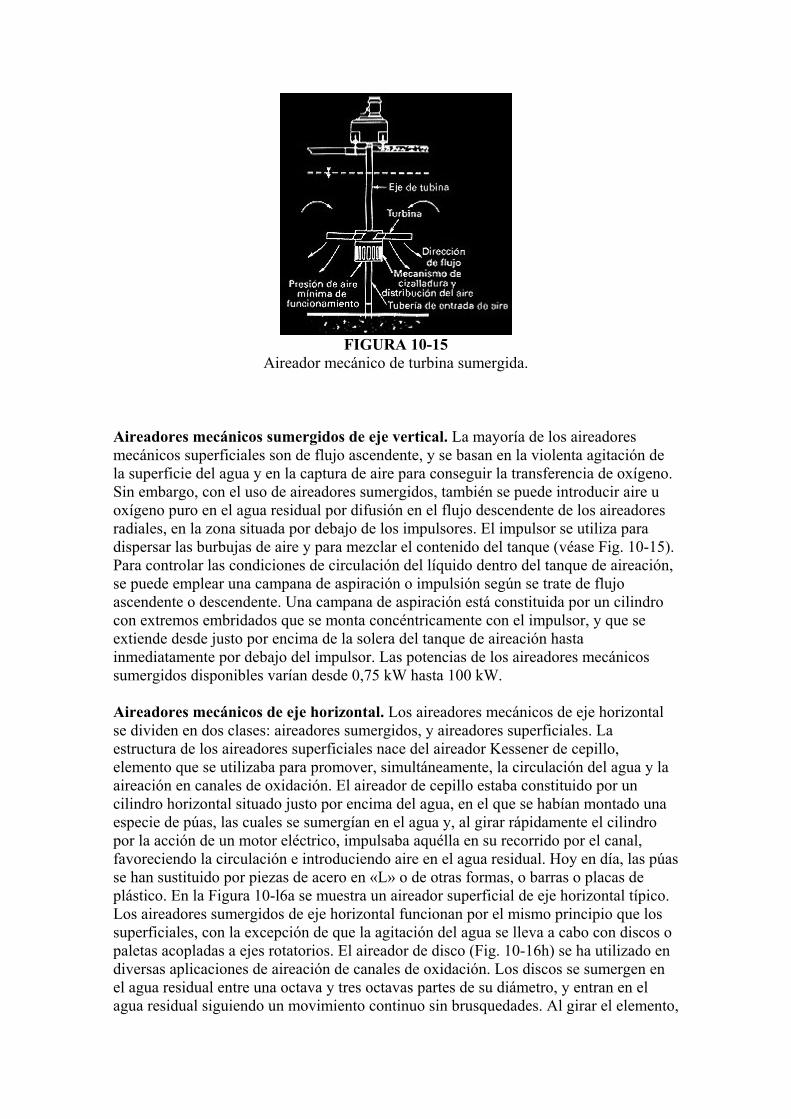
FIGURA 10-15
Aireador mecánico de turbina sumergida.
Aireadores mecánicos sumergidos de eje vertical. La mayoría de los aireadores mecánicos superficiales son de flujo ascendente, y se basan en la violenta agitación de la superficie del agua y en la captura de aire para conseguir la transferencia de oxígeno. Sin embargo, con el uso de aireadores sumergidos, también se puede introducir aire u oxígeno puro en el agua residual por difusión en el flujo descendente de los aireadores radiales, en la zona situada por debajo de los impulsores. El impulsor se utiliza para dispersar las burbujas de aire y para mezclar el contenido del tanque (véase Fig. 10-15). Para controlar las condiciones de circulación del líquido dentro del tanque de aireación, se puede emplear una campana de aspiración o impulsión según se trate de flujo ascendente o descendente. Una campana de aspiración está constituida por un cilindro con extremos embridados que se monta concéntricamente con el impulsor, y que se extiende desde justo por encima de la solera del tanque de aireación hasta inmediatamente por debajo del impulsor. Las potencias de los aireadores mecánicos sumergidos disponibles varían desde 0,75 kW hasta 100 kW. Aireadores mecánicos de eje horizontal. Los aireadores mecánicos de eje horizontal se dividen en dos clases: aireadores sumergidos, y aireadores superficiales. La estructura de los aireadores superficiales nace del aireador Kessener de cepillo, elemento que se utilizaba para promover, simultáneamente, la circulación del agua y la aireación en canales de oxidación. El aireador de cepillo estaba constituido por un cilindro horizontal situado justo por encima del agua, en el que se habían montado una especie de púas, las cuales se sumergían en el agua y, al girar rápidamente el cilindro por la acción de un motor eléctrico, impulsaba aquélla en su recorrido por el canal, favoreciendo la circulación e introduciendo aire en el agua residual. Hoy en día, las púas se han sustituido por piezas de acero en «L» o de otras formas, o barras o placas de plástico. En la Figura 10-l6a se muestra un aireador superficial de eje horizontal típico. Los aireadores sumergidos de eje horizontal funcionan por el mismo principio que los superficiales, con la excepción de que la agitación del agua se lleva a cabo con discos o paletas acopladas a ejes rotatorios. El aireador de disco (Fig. 10-16h) se ha utilizado en diversas aplicaciones de aireación de canales de oxidación. Los discos se sumergen en el agua residual entre una octava y tres octavas partes de su diámetro, y entran en el agua residual siguiendo un movimiento continuo sin brusquedades. Al girar el elemento,

los espacios entre discos atrapan aire y lo introducen bajo la superficie del agua. El espaciamiento entre discos es variable, y depende de las necesidades de oxigenación y de mezclado del proceso. Las necesidades de potencia típicas de estos elementos varían entre 0,1 y 0,75 kW/disco [63].
FIGURA 10-16
Aireadores mecánicos de eje horizontal típicos: (a) aireador de cepillo, y (b) aireador de discos.
Rendimiento de los sireadores. Los aireadores se clasifican atendiendo a su capacidad de transferencia de oxígeno (expresada en kg de oxígeno por kWh) en condiciones normalizadas (20ºC, 0,0 mg/l de oxígeno disuelto, y agua de la red de suministro como liquido de ensayo). Los ensayos y evaluación de los aireadores se suelen llevar a cabo, normalmente, con agua limpia, desaireada con sulfito de sodio, en condiciones no estacionarias. Los aireadores superficiales que se comercializan presentan eficiencias que varían desde 1,20 a 2,40 kg O2/kW · h. En la Tabla 10-9 se incluyen datos de transferencia de oxigeno de diversos tipos de aireadores mecánicos. El ingeniero proyectista sólo debería aceptar las eficiencias y rendimientos de los aireadores que proporcionan los fabricantes si van acompañadas de datos de ensayos realizados con el modelo y tamaño de aireador que se esté considerando. A efectos de diseño, es necesario corregir los datos de rendimiento en condiciones normalizadas a las condiciones de funcionamiento reales de campo previstas. Esta corrección se consigue con la siguiente ecuación. El término entre paréntesis representa el factor de corrección.
TABLA 10-9 Intervalos típicos de la capacidad de transferencia de oxígeno de los diversos tipos de
aireadores mecánicosa
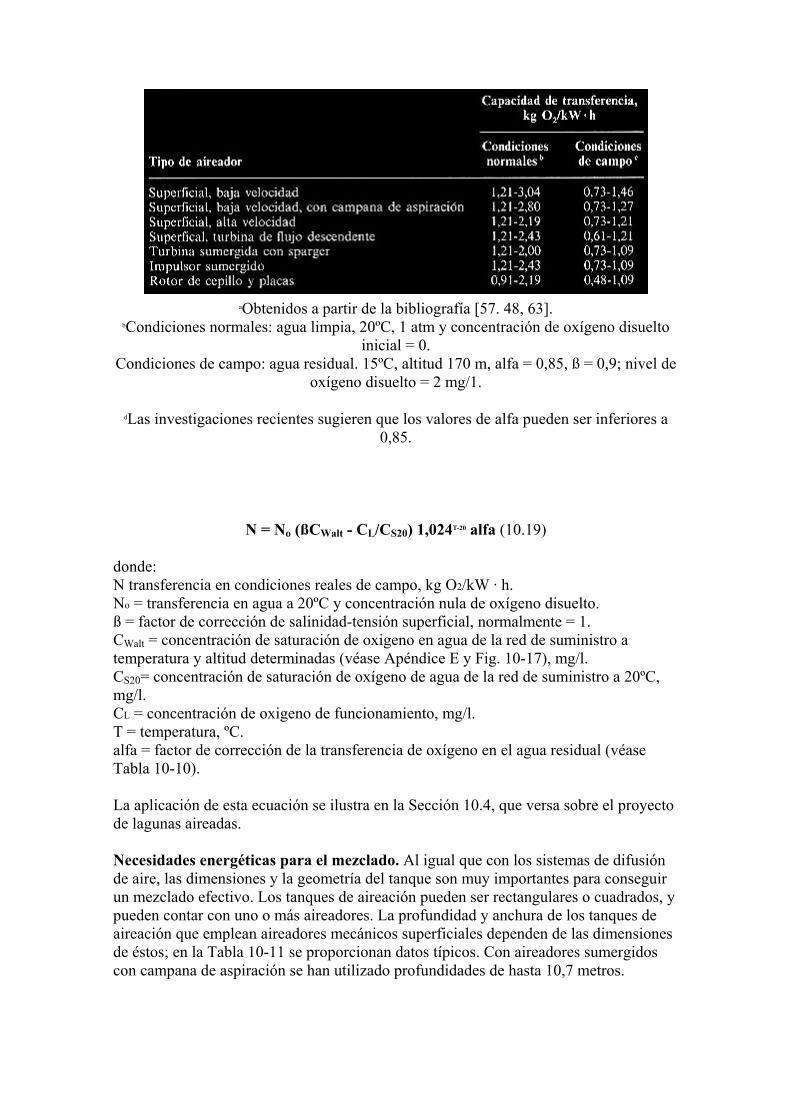
aObtenidos a partir de la bibliografía [57. 48, 63].
bCondiciones normales: agua limpia, 20ºC, 1 atm y concentración de oxígeno disuelto inicial = 0.
Condiciones de campo: agua residual. 15ºC, altitud 170 m, alfa = 0,85, ß = 0,9; nivel de oxígeno disuelto = 2 mg/1.
dLas investigaciones recientes sugieren que los valores de alfa pueden ser inferiores a 0,85.
N = No (ßCWalt - CL/CS20) 1,024T-20 alfa (10.19)
donde: N transferencia en condiciones reales de campo, kg O2/kW · h. No = transferencia en agua a 20ºC y concentración nula de oxígeno disuelto. ß = factor de corrección de salinidad-tensión superficial, normalmente = 1. CWalt = concentración de saturación de oxigeno en agua de la red de suministro a temperatura y altitud determinadas (véase Apéndice E y Fig. 10-17), mg/l. CS20= concentración de saturación de oxígeno de agua de la red de suministro a 20ºC, mg/l. CL = concentración de oxigeno de funcionamiento, mg/l. T = temperatura, ºC. alfa = factor de corrección de la transferencia de oxígeno en el agua residual (véase Tabla 10-10). La aplicación de esta ecuación se ilustra en la Sección 10.4, que versa sobre el proyecto de lagunas aireadas. Necesidades energéticas para el mezclado. Al igual que con los sistemas de difusión de aire, las dimensiones y la geometría del tanque son muy importantes para conseguir un mezclado efectivo. Los tanques de aireación pueden ser rectangulares o cuadrados, y pueden contar con uno o más aireadores. La profundidad y anchura de los tanques de aireación que emplean aireadores mecánicos superficiales dependen de las dimensiones de éstos; en la Tabla 10-11 se proporcionan datos típicos. Con aireadores sumergidos con campana de aspiración se han utilizado profundidades de hasta 10,7 metros.
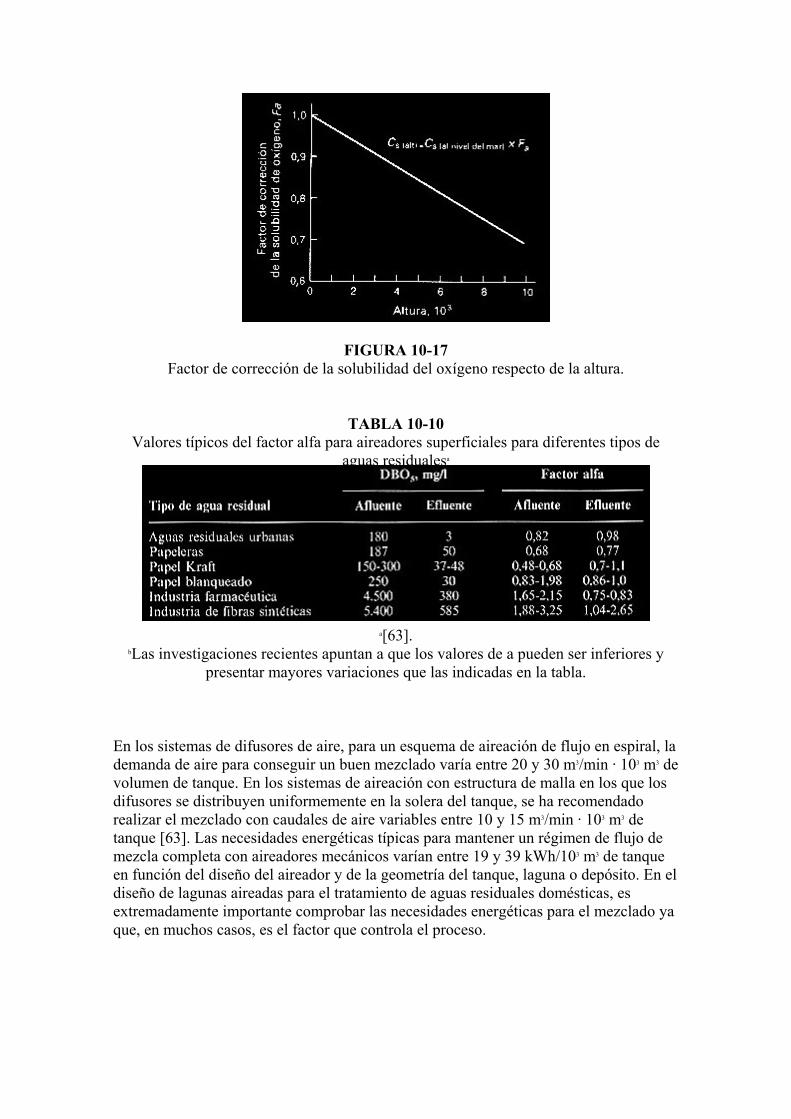
FIGURA 10-17 Factor de corrección de la solubilidad del oxígeno respecto de la altura.
TABLA 10-10
Valores típicos del factor alfa para aireadores superficiales para diferentes tipos de aguas residualesa
a[63].
bLas investigaciones recientes apuntan a que los valores de a pueden ser inferiores y presentar mayores variaciones que las indicadas en la tabla.
En los sistemas de difusores de aire, para un esquema de aireación de flujo en espiral, la demanda de aire para conseguir un buen mezclado varía entre 20 y 30 m3/min · 103 m3 de volumen de tanque. En los sistemas de aireación con estructura de malla en los que los difusores se distribuyen uniformemente en la solera del tanque, se ha recomendado realizar el mezclado con caudales de aire variables entre 10 y 15 m3/min · 103 m3 de tanque [63]. Las necesidades energéticas típicas para mantener un régimen de flujo de mezcla completa con aireadores mecánicos varían entre 19 y 39 kWh/103 m3 de tanque en función del diseño del aireador y de la geometría del tanque, laguna o depósito. En el diseño de lagunas aireadas para el tratamiento de aguas residuales domésticas, es extremadamente importante comprobar las necesidades energéticas para el mezclado ya que, en muchos casos, es el factor que controla el proceso.
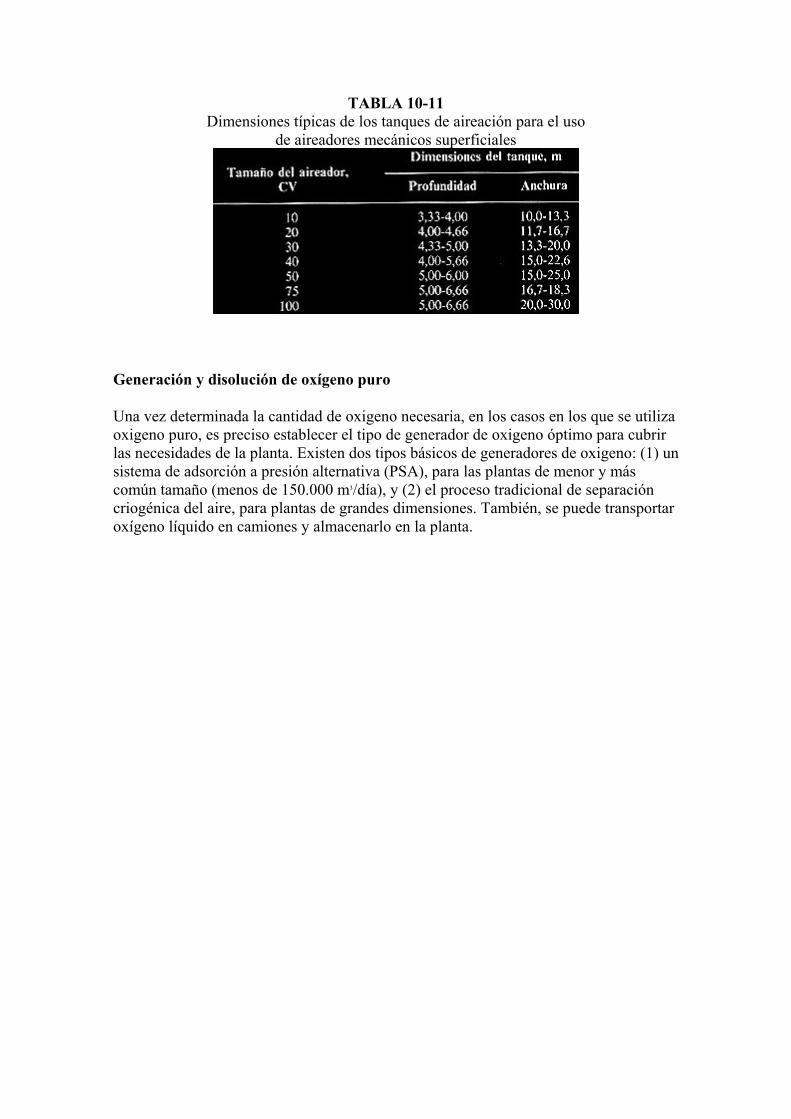
TABLA 10-11 Dimensiones típicas de los tanques de aireación para el uso
de aireadores mecánicos superficiales
Generación y disolución de oxígeno puro
Una vez determinada la cantidad de oxigeno necesaria, en los casos en los que se utiliza oxigeno puro, es preciso establecer el tipo de generador de oxigeno óptimo para cubrir las necesidades de la planta. Existen dos tipos básicos de generadores de oxigeno: (1) un sistema de adsorción a presión alternativa (PSA), para las plantas de menor y más común tamaño (menos de 150.000 m3/día), y (2) el proceso tradicional de separación criogénica del aire, para plantas de grandes dimensiones. También, se puede transportar oxígeno líquido en camiones y almacenarlo en la planta.

FIGURA 10-18
Esquemas de sistemas de generación de oxígeno utilizados en el proceso de fangos activados con oxígeno puro: (a) sistema de adsorción por presión alternativa, y (b)
sistema de generación criogénica.
Adsorción a presión alternativa (PSA). El sistema de adsorción a presión alternativa emplea un proceso de adsorción de varias etapas para conseguir un flujo continuo de oxigeno gas [47]. En la Figura 10-18 se ilustra un diagrama esquemático del sistema de cuatro etapas. El principio operativo del generador de adsorción a presión alternativa es la separación del oxígeno del aire por adsorción a altas presiones, regenerándose el adsorbente al reducirse la presión. El proceso se repite cíclicamente alternando las dos
principales etapas: adsorción, y regeneración. Durante la fase de adsorción, el aire de alimentación fluye a través de una de las unidades de adsorción hasta que el adsorbente está parcialmente cargado de impurezas. En este momento, el flujo se traspasa a otra de las unidades, y se regenera la primera. Durante el proceso de regeneración, se limpia el adsorbente de impurezas, de modo que el lecho quede disponible para la siguiente fase de adsorción. La regeneración se lleva a cabo reduciendo la presión hasta alcanzar la presión atmosférica, purgando parte del oxígeno, y aumentando de nuevo la presión hasta igualarla con la presión del aire de alimentación. Separación criogénica de aire. La separación criogénica de aire implica el proceso de licuefacción de aire seguido por una destilación fraccionada para separar el aire en sus diferentes componentes (principalmente nitrógeno y oxígeno) [47]. En la Figura 10-18b se muestra una diagrama esquemático del proceso. En primer lugar, el aire que entra se filtra y se comprime y, a continuación, se alimenta a los intercambiadores de calor reversibles, que desarrollan la doble función de enfriar y eliminar el vapor de aire y el dióxido de carbono congelando estas mezclas sobre su superficie. Este proceso se consigue haciendo circular las corrientes de aire y de nitrógeno residual a través del intercambiador alternando periódicamente el sentido de flujo, lo cual permite la regeneración de la capacidad de eliminación de vapor de agua y de dióxido de carbono. A continuación, el aire se procesa a través de unos lechos adsorbentes («lechos de frío y de gel») que eliminan las trazas finales de dióxido de carbono, así como la mayoría de los hidrocarburos presentes en el aire de alimentación. Seguidamente, esta corriente se divide en dos. La primera corriente se suministra directamente a la primera columna de la unidad de destilación. La segunda se recircula a los intercambiadores de calor reversibles y se calienta parcialmente para conseguir la diferencia de temperatura necesaria a través del intercambiador. A continuación, esta corriente se hace pasar a través de una turbina de expansión y se alimenta a la columna superior de la unidad de destilación. Del fondo de la columna inferior se obtiene un líquido rico en oxígeno, mientras que el nitrógeno líquido sale por la parte superior. Seguidamente se subenfrían ambas corrientes, y se transfieren a la columna superior. En esta columna, la fase líquida descendente se va enriqueciendo en oxígeno de forma progresiva, y el líquido que, posteriormente, se recoge en el condensador es la corriente de oxígeno producida. El oxígeno líquido se recircula de forma continua a través de un colector de adsorción para eliminar las posibles trazas residuales de hidrocarburos que pudiera contener. El nitrógeno residual sale por la parte alta de la columna superior y se somete a un intercambio de calor junto con el oxigeno producido para recuperar toda la capacidad de refrigeración disponible y regenerar los intercambiadores de calor reversibles. Disolución de oxígeno comercial. El oxigeno, incluso el oxígeno puro, es altamente insoluble en agua y precisa un sistema especial para asegurar una elevada eficiencia de adsorción. Los equipos de disolución de oxígeno diseñados exclusivamente para el uso de aire optimizan el consumo de energía gracias a que el aire es gratuito y la eficiencia de la adsorción de oxígeno no es importante. No obstante, debido a al coste del oxígeno comercial, las instalaciones utilizadas para la disolución de oxigeno se deben proyectar, tanto para adsorber eficientemente el oxigeno comercial, como para minimizar el coste energético de cada unidad. Estas necesidades excluyen a los equipos de aireación más frecuentes [40]. Tiempo de disolución. Un factor clave que hay que incorporar a los sistemas de disolución de oxígeno que se comercializan es el tiempo de retención del oxígeno. Para
optimizar la adsorción del oxígeno puro, se ha comprobado que se necesitan alrededor de 100 segundos [40]. Es más, para evitar la coalescencia de las burbujas de oxigeno y mantener la eficiencia de adsorción es necesario mantener flujos en dos fases. Desgraciadamente, algunos sistemas de disolución de oxigeno puro consumen la misma energía para disolver una tonelada de oxigeno puro que un aireador superficial convencional para disolver una tonelada de oxígeno del aire. Cámara de contacto de burbujas descendente. Un sistema que proporciona un tiempo prolongado de contacto de las burbujas de oxígeno y que presenta elevadas tasas de transferencia de oxígeno, es una cámara de forma cónica conocida como DBCA, cámara de contacto de burbujas descendente (véase Fig. 10-19a). El agua residual entra en la cámara por su vértice, con una velocidad de aproximadamente 3 m/s. Esta velocidad de entrada proporciona la velocidad necesaria para mantener en el interior del cono una corriente de burbujas de dos fases, asegurando una gran superficie de interfase burbujas aire, lo cual asegura una elevada tasa de transferencia de oxigeno. El aumento de la sección transversal del cono ralentiza la velocidad de circulación del agua residual, hasta alcanzar velocidades cercanas a 0,3 m/s. Debido a que las burbujas tienen una velocidad nominal de boyancia del orden de 0.3 m/s, la reducción de la velocidad del agua residual hasta este valor asegurará la permanencia indefinida de las burbujas en el interior del cono, consiguiéndose el tiempo de retención deseado para las burbujas. Sin embargo, el agua residual tiene un tiempo de retención cercano a los 10 segundos, lo cual refleja las relativamente pequeñas dimensiones del reactor. Este sistema tiene las deseables características de tener un tamaño reducido, alta tasa de transferencia de oxígeno, y tiempo de retención de las burbujas más que suficiente. El consumo energético es del orden de 500 kW · h/T de oxígeno si el cono se halla a presión ambiente, y desciende hasta 100 kW · h/T de oxigeno si el cono se halla a una presión manométrica de 5,5 kg/cm2 [40]. Cámara de contacto de tubo en U. Otro sistema de transferencia de oxígeno que presenta algunas características favorables para la disolución eficiente de oxigeno comercial con bajo consumo energético, es la cámara de contacto de tubo en U (véase Fig 10-19b). Con una profundidad de 30 m y una velocidad de circulación de 2,4 m/s, el tiempo de retención es de 25 segundos. Debido a que este es un tiempo de contacto reducido, se puede utilizar la recirculación del gas para aumentar el tiempo de retención hasta 100 segundos, suficiente para conseguir una eficiente transferencia de oxígeno. La necesidades energéticas son reducidas puesto que la mezcla agua/burbujas se bombea a través de un tubo en forma de U que se baIla bajo presión hidrostática debido a su posición vertical. El uso del tubo en U favorece notablemente la transferencia de oxígeno. El consumo energético es de 100 kW · h/Ton O2, y el elemento produce un efluente con un contenido de 60 mg/l de oxígeno disuelto [40].

FIGURA 10-19
Sistemas de disolución de oxígeno puro: (a) cámara de contacto de burbujas descendentes, y (b) cámara de contacto de tubo en U [40].
Aireadores por difusión convencionales. Para absorber eficazmente el oxigeno comercial, los sistemas de aireación con difusores o con aireadores superficiales, deben funcionar cubiertos. Normalmente, para cerrar el tanque, se suele colocar una losa de hormigón. Los sistemas de fangos activados con oxigeno que utilizan aireadores superficiales cubiertos que funcionan en una atmósfera enriquecida con oxigeno, tienen consumos energéticos de entre 500 y 650 kW · h/T de oxígeno [40]. Proyecto de tanques de aireación y de sus elementos complementarios Una vez que se hayan seleccionado el proceso de fangos activados y el sistema de aireación y realizado un diseño previo, el siguiente paso consiste en proyectar los tanques de aireación y las instalaciones relacionadas con ellos. En lo que sigue, se tratan los siguientes temas: (1) tanques de aireación; (2) distribución del flujo, y (3) sistemas de control de espumas. Tanques de aireación. Los tanques de aireación se suelen construir de hormigón armado y abiertos al aire libre. En la Fig. 10-20 se muestra una sección transversal típica de un tanque de aireación con difusores de tubo porosos. La forma rectangular permite la construcción adosada de tanques aprovechando paredes comunes. La capacidad total necesaria del tanque se debe determinar a partir del diseño del proceso biológico. Para plantas con capacidades entre 2.000 y 40.000 m3/d, se deberían construir al menos dos tanques (para plantas de menor tamaño, también es recomendable disponer de un mínimo de dos tanques). En el intervalo entre 40.000 y 200.000 m3/d (0,44 a 2,2 m3/s), a menudo se construyen cuatro tanques para facilitar el mantenimiento y flexibilizar la explotación. Las plantas de grandes dimensiones, con más de 2,2 m3/s de capacidad, deberían contar con un mínimo de seis tanques. Algunas de las mayores plantas tienen de 30 a 40 tanques dispuestos en varios grupos o baterías. A pesar de que

las burbujas dispersadas en el agua residual ocupan cerca del 1 por 100 del volumen del tanque, este hecho no se tiene en cuenta en el dimensionamiento. Normalmente, el volumen ocupado por las conducciones sumergidas es despreciable.
FIGURA 10-20 Sección transversal de un tanque de aireación de fangos activados típico con
sistema de aireación con difusores de burbujas finas.
Si el agua residual va a ser aireada con difusores, la geometría del tanque puede tener una incidencia importante sobre la eficiencia de la transferencia de oxígeno (factor alfa) y en el grado de mezcla conseguido. La profundidad de agua residual en el tanque debería situarse entre 4,6 y 7,6 m para que los difusores puedan trabajar eficientemente. Por encima de la superficie libre del agua, se debe contemplar un resguardo de entre 0,3 y 0,6 m. En el sistema de flujo en pistón, si se emplea como sistema de mezclado el flujo en espiral, es importante la relación entre la anchura del tanque y su profundidad. La relación anchura/profundidad de los tanques puede variar entre 1:1 y 2,2:1, siendo la más frecuente 1,5:1. En plantas de grandes dimensiones, los tanques suelen ser largos, superando en ocasiones los 150 m por tanque. Los canales pueden consistir entre 1 y 4 canales conectados, por los extremos en el caso de tanques de múltiples canales. La relación longitud/anchura de cada canal deberá ser, al menos, de 5:1. En los casos en los que se emplean sistemas de difusión de aire de mezcla completa, se puede reducir la relación longitud/anchura para abaratar los costes de construcción. Los tanques que disponen de difusores a ambos lados o de difusores centrados permiten la adopción de mayores anchuras. El punto importante es la limitación de la anchura del tanque para evitar la formación de puntos muertos o zonas de mezclado insuficiente. Las dimensiones y proporciones de cada unidad independiente deberán ser tales que aseguren el mantenimiento de velocidades de flujo adecuadas para evitar la deposición de sólidos en el fondo. En tanques de flujo en espiral se pueden matar las esquinas o colocar deflectores triangulares longitudinales para eliminar la formación de zonas muertas y favorecer el flujo en espiral. Para los sistemas de aireación mecánica, la distribución más eficiente es disponer un aireador por tanque. Cuando se disponen varios aireadores en un mismo tanque para
mejorar la eficiencia, la relación longitud/anchura del tanque deberá ser un número entero y cada aireador deberá situarse centrado en un cuadrado para evitar interferencias en las fronteras hidráulicas entre aireadores. La anchura y la profundidad se deberán dimensionar de acuerdo con la potencia del aireador, tal como se ilustra en la Tabla 10-11. Para procurar una cierta flexibilidad de explotación que permita ajustarse a diferentes condiciones variables de demanda de oxígeno, es conveniente disponer de aireadores de dos velocidades. En los tanques de aireación con aireadores mecánicos, el resguardo sobre la superficie libre del líquido deberá ser de entre 1 y 1,5 m. Los tanques individuales deberían disponer de válvulas o de compuertas de entrada y de salida que permitan dejar el tanque fuera de servicio para su inspección y reparación. Por lo tanto, las paredes comunes de dos tanques adosados deberán ser capaces de resistir la totalidad la presión hidrostática procedente de ambos lados. Los tanques de aireación deben tener una cimentación adecuada que impida los asentamientos y que, en terrenos saturados, impidan la flotación del elemento cuando se proceda al vaciado de los tanques. Los métodos para evitar la flotación incluyen el lastrado del tanque por aumento del espesor de la solera, o la instalación de válvulas de alivio de presión hidrostática. Se aconseja que los tanques de aireación dispongan de un sistema de vaciado. En las plantas de grandes dimensiones, en las que el vaciado de los tanques puede ser más frecuente, conviene instalar válvulas específicas para trasegar fangos en el fondo de los tanques. Aquéllas deberán estar conectadas a una estación de bombeo de vaciados o bomba centralizada o a una conducción de drenaje que se conecta al pozo de bombeo de la estación elevadora de cabeza de planta. En plantas pequeñas, resulta práctico el uso de pequeñas bombas portátiles para el vaciado de tanques. Los sistemas de vaciado se suelen diseñar de modo que permitan el vaciado del tanque en 16 horas.
Reparto del caudal. En las plantas de tratamiento que disponen de varios tanques de decantación primaria y de aireación, es importante asegurar la distribución homogénea del caudal a todos los tanques de aireación. En muchos proyectos, el agua residual procedente de la decantación primaria se recoge en un único conducto o canal para su transporte a los tanques de aireación. Con objeto de optimizar el funcionamiento de los tanques de aireación, es conveniente instalar algún dispositivo de partición o de control del caudal a cada tanque. Los métodos más utilizados son las arquetas de reparto dotadas con vertederos o válvulas de control, o la colocación de compuertas a la entrada de los tanques de aireación. En la práctica, también se suele equilibrar hidráulicamente el caudal haciendo que la pérdida de carga entre los decantadores primarios y cada uno de los tanques de aireación sea idéntica. En los sistemas en los que la alimentación es escalonada. es especialmente importante disponer de un sistema de control del caudal que sea efectivo. En los casos en los que el transporte de agua a los tanques de aireación o la evacuación del efluente de los mismos se lleva a cabo con canales, éstos deberán estar equipados con difusores de aireación para evitar la deposición de sólidos. Sistemas de control de la espuma. El agua residual suele contener jabón, detergentes y otros agentes tensoactivos que producen espumas durante la aireación del agua residual. Si la concentración de sólidos suspendidos en el líquido mezcla es elevada, la tendencia a la formación de espumas se minimiza. Durante la puesta en marcha del proceso, en presencia de agentes tensoactivos, se pueden formar grandes cantidades de espuma. Este hecho da lugar a la formación de una espuma que contiene sólidos del fango, grasa, y grandes cantidades de bacterias del agua residual. El viento puede levantar la espuma de la superficie del tanque y extenderla por los alrededores, contaminando todo lo que toque. Además de antiestética, la espuma es un riesgo para los trabajadores, ya que es
muy resbaladiza, incluso una vez perdida su consistencia. Además, una vez seca, resulta difícil de limpiar. Por ello, es importante disponer de algún método que permita controlar la formación de espumas, especialmente en tanques de flujo espiral en los que la espuma se acumula a lo largo del tanque. Un sistema de común aplicación en los tanques de flujo espiral consiste en disponer una serie de rociadores a lo largo del borde superior del tanque de aireación, enfrente de los difusores de aire. El rociado con agua limpia o efluente tamizado rompe físicamente la espuma mientras se está formando. Otra posibilidad consiste en dosificar pequeñas cantidades de productos químicos antiespumantes a la entrada del tanque de aireación o, preferiblemente, en el agua de rociado. Proyecto de instalaciones para la separación de sólidos La función del decantador en el proceso de fangos activados es separar los sólidos de los fangos activados del liquido mezcla. La separación de los sólidos es el último paso en la producción de un efluente estable, bien clarificado, y con bajo contenido en DBO y sólidos suspendidos y, como tal, representa un punto crítico en la operación de un proceso de tratamiento de fangos activados. A pesar de que gran parte de la información aportada en los Capítulos 6 y 9 en relación con el proyecto de tanques de sedimentación primaria sigue siendo aplicable, la presencia en el liquido mezcla de gran cantidad de sólidos floculentos precisa prestar especial atención al proyecto de los tanques de sedimentación de los procesos de fangos activados. Como se ha comentado anteriormente, estos sólidos tienden a formar un manto de fango de profundidad variable. En condiciones de caudal punta, si la capacidad de la bomba de recirculación de fangos o las dimensiones de los tanques no son adecuadas, esta capa puede ocupar toda la profundidad del tanque y rebosar por el vertedero. Además, el liquido mezcla, al entrar en el tanque, tiene tendencia a fluir formando una corriente de densidad que interfiere con los fenómenos de separación de sólidos y de espesamiento del fango. Para afrontar estas circunstancias con éxito, el proyectista debe tener en cuenta los siguientes factores (1) tipos de tanques; (2) características de sedimentabilidad del fango en relación con las necesidades de espesamiento para la correcta operación de la planta; (3) cargas de superficie y cargas de sólidos; (4) profundidad de agua; (5) reparto del caudal; (6) diseño de la entrada de agua; (7) situación y carga sobre el vertedero, y (8) eliminación de espumas. Tipos de tanques. Los tipos de tanques de sedimentación de fangos activados más comúnmente empleados son los tanques circulares y rectangulares (Fig. 10-21>. En algunas ocasiones se emplean tanques cuadrados, pero no son tan eficaces en la retención de los sólidos separados como los circulares o los rectangulares. En los tanques cuadrados, se suelen producir acumulaciones de sólidos en las esquinas, sólidos que, posteriormente, escapan por el vertedero, debido a la agitación provocada por los dispositivos de recogida de fangos. Los tanques circulares se han construido con diámetros variables entre 3 y 60 m, aunque las dimensiones más comunes se hallan entre 10 y 40 m. Preferiblemente, el radio del tanque no debería exceder en cinco veces la profundidad de agua en la periferia del tanque. Básicamente existen dos tipos de tanques circulares: de alimentación central, y de alimentación periférica. Ambos tipos utilizan mecanismos rotatorios para transportar y evacuar el fango del fondo del clarificador. A su vez, estos mecanismos también pueden ser de dos tipos: aquellos que rascan el fondo y arrastran el fango a un cuenco central parecido a los empleados en los tanques sedimentación primaria, y aquellos que eliminan el fango directamente del

fondo del tanque mediante unos dispositivos de succión que barren la totalidad del fondo del tanque en cada revolución. Dentro de estos últimos, existe un tipo de mecanismo en el que la succión se mantiene por reducción de la altura estática en cada una de las tuberías de extracción (Fig. 10-22). En otro sistema de succión patentado, el fango se extrae por presión hidrostática o por bombeo (Fig. 10-22b).
FIGURA 10-21 Tanques de sedimentación secundaria típicos: (a) circular, y (b) rectangular
parcialmente cubierto.
Los tanques rectangulares deben estar proporcionados para conseguir una adecuada distribución del caudal de forma que las velocidades horizontales no resulten excesivas. Se recomienda que la longitud total del tanque no exceda de 10 a 15 veces su profundidad, pero en plantas de grandes dimensiones se han utilizado con éxito tanques de hasta 90 m de largo. En los casos en los que la anchura de los tanques supera los 6 m, se pueden emplear sistemas múltiples de recogida de fangos para poder instalar tanques de hasta 24 m de anchura. Independientemente de la geometría del tanque, el sistema de recogida de fangos escogido deberá ser capaz de satisfacer las dos siguientes condiciones operativas: (1) deberá tener una capacidad suficientemente elevada como para que, cuando se desee funcionar con un caudal de recirculación de fangos elevado, no se produzca una succión del liquido existente en la parte superior a través del fango, y (2) el mecanismo debe ser suficientemente robusto para poder transportar y extraer los fangos muy densos que se pueden acumular en el tanque de sedimentación durante los períodos de rotura mecánica o de fallo en el suministro energético. En los tanques rectangulares se utilizan dos tipos de sistemas de extracción: (1) rascadores múltiples, y (2) puentes de traslación (véase Fig. 10-23) Los rascadores múltiples son similares a los que se emplean en los tanques de sedimentación primaria. En los tanques de gran longitud, es conveniente utilizar dos conjuntos de cadenas y de rascadores en tándem con una tolva central para recoger el fango. El fango se suele recoger en el extremo de entrada del decantador, aunque existen sistemas que transportan el fango hasta el extremo de salida. El puente de traslación, que es similar a un puente grúa, se desplaza a lo largo de los laterales del tanque o, si se emplean varios puentes, sobre una estructura soporte. El puente sirve de soporte para el sistema de extracción del fango, que suele estar formado por un rascador o por un colector de succión desde donde se bombea el fango, el cual se descarga en un canal lateral que se extiende a lo largo de todo el tanque. También existen otros tipos de tanques de sedimentación, como los decantadores de pisos, lamelares de tubos o placas paralelas y decantadores integrados en canales de
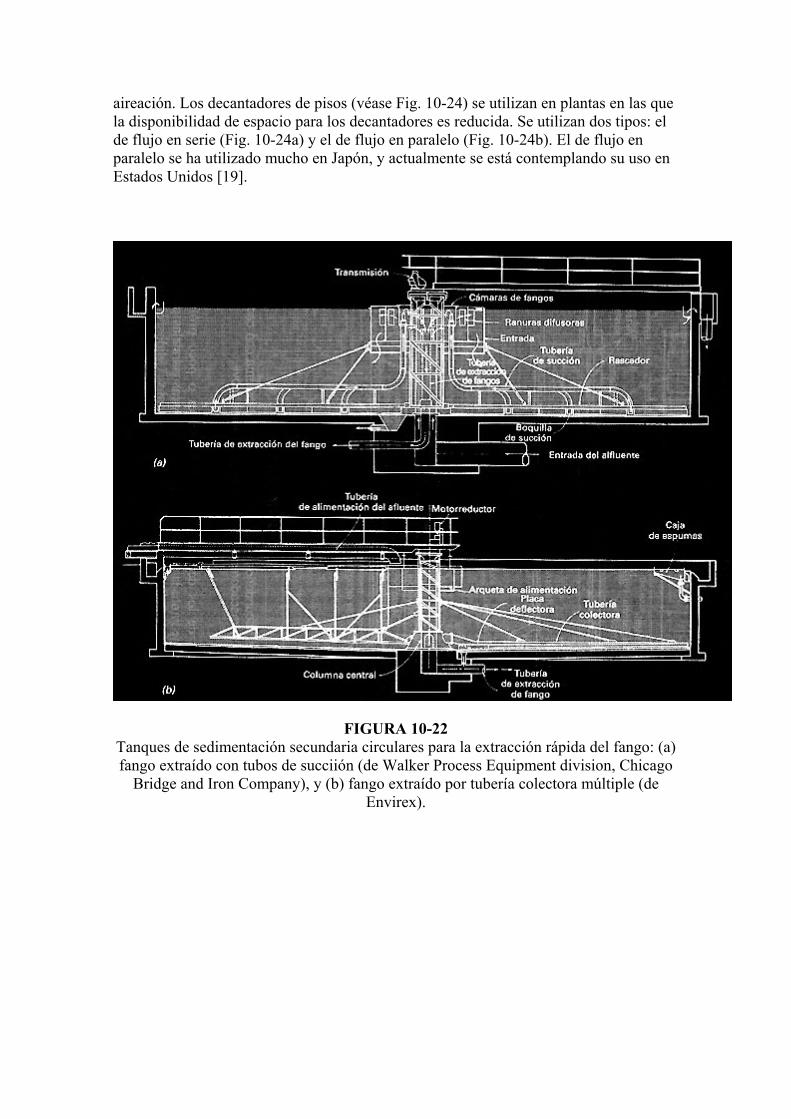
aireación. Los decantadores de pisos (véase Fig. 10-24) se utilizan en plantas en las que la disponibilidad de espacio para los decantadores es reducida. Se utilizan dos tipos: el de flujo en serie (Fig. 10-24a) y el de flujo en paralelo (Fig. 10-24b). El de flujo en paralelo se ha utilizado mucho en Japón, y actualmente se está contemplando su uso en Estados Unidos [19].
FIGURA 10-22
Tanques de sedimentación secundaria circulares para la extracción rápida del fango: (a) fango extraído con tubos de succiión (de Walker Process Equipment division, Chicago
Bridge and Iron Company), y (b) fango extraído por tubería colectora múltiple (de Envirex).
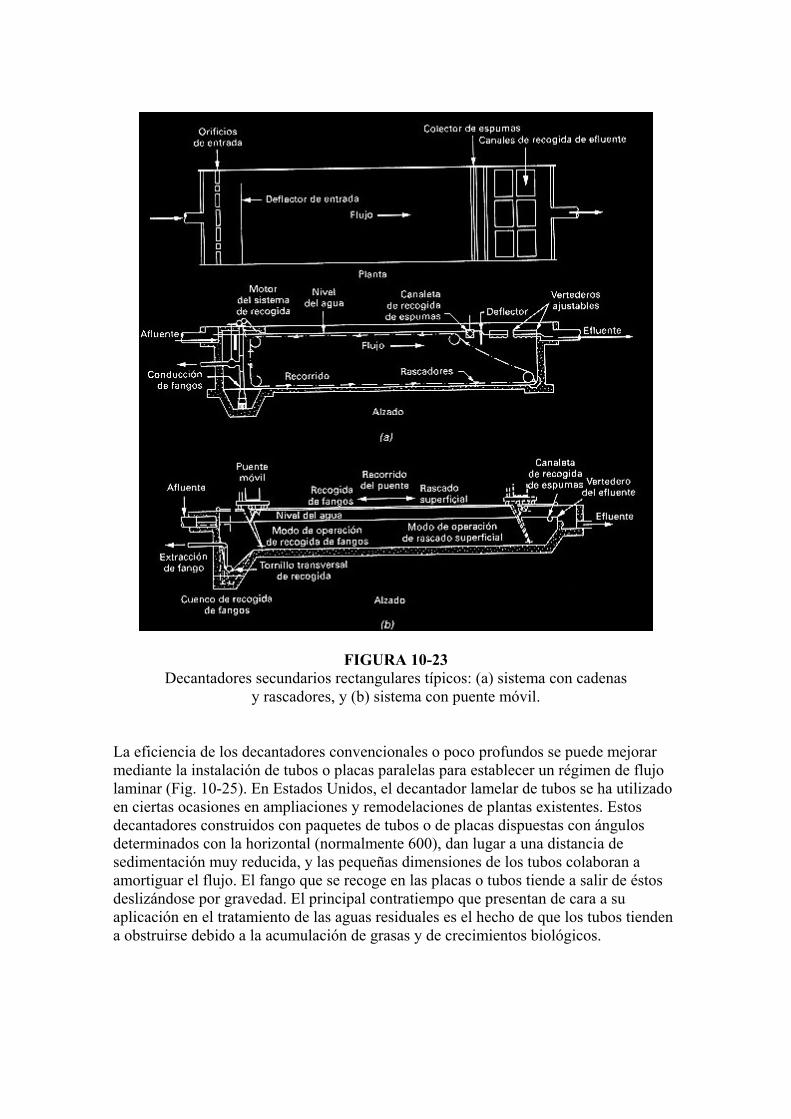
FIGURA 10-23 Decantadores secundarios rectangulares típicos: (a) sistema con cadenas
y rascadores, y (b) sistema con puente móvil.
La eficiencia de los decantadores convencionales o poco profundos se puede mejorar mediante la instalación de tubos o placas paralelas para establecer un régimen de flujo laminar (Fig. 10-25). En Estados Unidos, el decantador lamelar de tubos se ha utilizado en ciertas ocasiones en ampliaciones y remodelaciones de plantas existentes. Estos decantadores construidos con paquetes de tubos o de placas dispuestas con ángulos determinados con la horizontal (normalmente 600), dan lugar a una distancia de sedimentación muy reducida, y las pequeñas dimensiones de los tubos colaboran a amortiguar el flujo. El fango que se recoge en las placas o tubos tiende a salir de éstos deslizándose por gravedad. El principal contratiempo que presentan de cara a su aplicación en el tratamiento de las aguas residuales es el hecho de que los tubos tienden a obstruirse debido a la acumulación de grasas y de crecimientos biológicos.

FIGURA 10-24 Decantadores de bandeja típicos: (a) tipo de flujo en serie, y (b) tipo de flujo en paralelo
[19]. Nota: En la tipología de flujo en paralelo, los vertederos de efluente superiores sirven a ambos decantadores, el superior y el inferior. Los canales de descarga de
efluente del decantador inferior al superior se ubican a ambos lados del mecanismo de recogida de fangos del decantador superior.

FIGURA 10-25 Decantador lamelar: (a) módulo de tubos inclinados, y (b) módulos instalados en el
interior de un decantador rectangular.
Los decantadores integrados en canal (Fig. 10-26) se han desarrollado para mejorar el rendimiento del proceso de fangos activados con canales de oxidación. Este tipo de elementos permiten la separación de sólidos y la recirculación de fangos dentro del propio canal de aireación. La purga de fango se realiza desde el canal de aireación, o bien desde el decantador. Debido a la relativa novedad de este tipo de unidades, no se dispone de datos de rendimiento a largo plazo. Para mayor información acerca de los diferentes tipos de decantadores en canal disponibles, consultar la bibliografía [9].
FIGURA 10-26 Típico decantador incorporado a un canal de oxidación (de United industries, Inc.).
Características de sedimentabilidad del fango. Desde el punto de vista del funcionamiento, las instalaciones de decantación secundaria deben desarrollar dos funciones: (1) separación de los sólidos suspendidos del líquido mezcla del agua residual tratada, lo cual da como resultado un efluente clarificado, y (2) espesamiento del fango de retorno. En el diseño correcto de las instalaciones de decantación secundaria, se deben tener en cuenta ambas funciones. Debido a que ambas se ven
afectadas por la profundidad del decantador, es importante prestar especial atención a la elección de una determinada profundidad, de modo que se disponga del volumen necesario para el normal desarrollo de ambas funciones. Por ejemplo, se debe prever un amplio volumen para el almacenamiento de sólidos durante los periodos en los que se experimentan en la planta cargas punta sostenidas (véase Cap. 5). Asimismo, se deben tener en cuenta las variaciones de las puntas del caudal diario, puesto que afectan a la capacidad del sistema de extracción de fango. En general, el área necesaria para la decantación se debe basar en la carga de superficie equivalente a la menor partícula a eliminar del líquido decantado en las zonas superiores del tanque de sedimentación. Con frecuencia, la velocidad de sedimentación que se adopta en proyecto a efectos de clarificación es la velocidad de sedimentación de la interfase, obtenida en ensayos de columna de sedimentación con fangos con concentraciones similares a las concentraciones con las que opera la planta. Desgraciadamente, esta velocidad suele ser mucho mayor que la velocidad necesaria para eliminar las partículas ligeras que se encuentran en los efluentes de plantas de tratamiento de fangos activados. Si se pretende eliminar estas partículas, es necesario dotar a la zona de clarificación del tanque de sedimentación del volumen adecuado. El tiempo necesario para la sedimentación de estas partículas depende de si la sedimentación se puede considerar discreta o floculenta. El área necesaria para el espesamiento del líquido mezcla depende del flujo de sólidos límite que puede ser transportado al fondo del tanque de sedimentación. Debido a que el flujo de sólidos varía en función de las características del fango, se deben llevar a cabo ensayos de sedimentación para determinar la relación entre la concentración del fango y la velocidad de sedimentación y determinar las necesidades de área superficial empleando el análisis de flujo de sólidos descrito en el Capítulo 6. La profundidad de la zona de espesamiento del tanque de sedimentación debe ser la adecuada para (1) asegurar el mantenimiento de un espesor del manto de fango suficiente para evitar la recirculación de fangos no espesados, y (2) almacenar temporalmente los sólidos que periódicamente son aplicados en exceso sobre la capacidad de transmisión de la suspensión dada. Los sólidos de los fangos activados tienen un peso específico tan cercano al del agua que el aumento de la densidad y de la viscosidad que experimenta el agua en las épocas invernales afecta negativamente a las propiedades de sedimentación del fango. Además, las características de sedimentación del fango pueden variar de un momento a otro debido a cambios en la cantidad y peso específico de los sólidos suspendidos que escapan a la decantación primaria, a la cantidad y características de los vertidos industriales contenidos en el agua residual, y a la composición de la vida microbiana del flóculo. Por ello, es necesario adoptar criterios de proyecto conservadores que eviten el escape ocasional de sólidos del fango. El índice de volumen de fangos también se ha utilizado como medida de las características de sedimentabilidad del fango. No obstante, el valor del índice que corresponde a un fango de buenas características de sedimentación varía en función de las características y concentración del líquido mezcla, de modo que los valores observados en una determinada planta no se pueden comparar con la información previa existente. Por ejemplo, si la sedimentación de sólidos fue nula pero después de la sedimentación durante 30 min ocuparon todo el volumen de 1.000 ml, el índice de volumen de fangos tendría su valor máximo, que variaría entre el valor 1.000 para una concentración de sólidos suspendidos en el líquido mezcla de 1.000 mg/l, y el valor 100 asociado a un líquido mezcla con 10.000 mg/l de sólidos suspendidos. Por estas razones, el cálculo no tiene otro significado que la determinación de valores limitantes.
En los casos en los que se deben tratar vertidos industriales con el proceso de fangos activados, se recomienda llevar a cabo estudios en planta piloto para evaluar las características de sedimentación del líquido mezcla. También es conveniente llevar a cabo estos estudios en el caso de plantas de tratamiento de residuos urbanos en los que se observan valores de las variables de control del proceso, tales como la concentración de sólidos suspendidos en el líquido mezcla o el tiempo medio de retención celular, que se hallan fuera de los intervalos habituales obtenidos en base a la experiencia previa. Es importante realizar estos ensayos a diferentes temperaturas dentro de un intervalo que sea representativo tanto de la temperatura media como de la temperatura mínima a la que va a funcionar el proceso. Cargas de superficie y cargas de sólidos. A menudo se hace necesario diseñar las instalaciones de sedimentación sin la ayuda de ensayos de sedimentación. Cuando se produce esta situación, es necesario utilizar valores publicados de las cargas de superficie y de las cargas de sólidos. Debido a la gran cantidad de sólidos que pueden escapar con el efluente si se sobrepasan los criterios establecidos para el diseño, las cargas de superficie se deben basar en las condiciones de caudal punta. Las cargas de superficie que se facilitan en la Tabla 10-2 son valores típicos empleados en el diseño de sistemas biológicos. Estos valores están basados en los caudales de agua residual en lugar de los caudales de líquido mezcla, debido a que la carga de superficie es equivalente a una velocidad de flujo ascensional. El caudal de fango de retorno se extrae de la parte inferior del tanque y no contribuye a la velocidad de flujo ascensional. La carga de sólidos de un tanque de sedimentación de fangos activados se puede calcular dividiendo los sólidos totales aplicados entre la superficie del tanque. Las unidades más empleadas son las mismas que se emplean para calcular el flujo de sólidos comentado anteriormente, kg/m2 · h, aunque en la literatura también es frecuente encontrarlos expresados en kg/m2 · d. El primer sistema es preferible porque el factor de carga de sólidos se debe calcular tanto en condiciones de caudal punta como en condiciones de caudal medio. Si las puntas tienen duraciones cortas, los valores medios en 24 h son los que gobiernan el proceso; en cambio, si las puntas son de larga duración, deben utilizarse los valores correspondientes a las mismas para evitar el arrastre de sólidos con el efluente. De hecho, la carga de sólidos representa un valor característico de una determinada suspensión. En un tanque de sedimentación de una determinada superficie, si la carga de sólidos sobrepasa el valor característico de la suspensión, se produce un deterioro del efluente. En la Tabla 10-12 se facilitan valores típicos de las cargas de sólidos empleados en el diseño de sistemas de tratamiento biológico. A efectos de proyecto no se deben adoptar valores mayores que éstos a no ser que se hayan realizado estudios experimentales que abarquen todas las variables operativas durante todas las estaciones del año.
TABLA 10-12 Información típica de diseño para decantadores secundariosa

aAdaptado parcialmente de la bibliografía [60].
Calado bajo vertedero. La profundidad de agua de un decantador secundario se suele medir en los muros perimetrales de los decantadores circulares, y en el muro de salida del efluente en los decantadores rectangulares. La profundidad de agua es un factor que afecta a la eficiencia en la eliminación de sólidos y en la concentración del fango de recirculación. En los últimos años, la tendencia general ha sido aumentar la profundidad de agua para mejorar el rendimiento global de la instalación, especialmente en plantas que tienen fangos de baja densidad. Se debe hacer constar, sin embargo, que en algunos casos se han empleado con éxito tanques con profundidades de agua relativamente poco profundas. Para decantadores secundarios de grandes dimensiones, la práctica corriente aboga por una profundidad mínima de 3,7 m, y se han utilizado profundidades de hasta 6,1 m [60]. Los tanques de mayor profundidad presentan la ventaja de una mayor flexibilidad de explotación y un mayor margen de seguridad frente a cambios en el proceso de fangos activados. En el momento de seleccionar una determinada profundidad de agua, es necesario tener en cuenta los costes de construcción del tanque, especialmente en zonas con nivel freático alto. El rendimiento de los decantadores también se ve afectado por otros factores tales como el diseño de la entrada de agua, la tipología de los equipos de extracción del fango, el espesor de la capa de fango, y el tipo y ubicación de los vertederos [10, 34, 43]. Reparto de caudales. La descompensación de equilibrio entre los caudales alimentados a las unidades individuales de un proceso de múltiples unidades puede provocar cargas muy bajas o sobrecargas en aquéllas y afectar al rendimiento global del sistema. En las plantas en las que se utilizan en paralelo tanques de idénticas dimensiones, es necesario igualar los caudales. En los casos en los que las capacidades de los diferentes tanques no son iguales, el caudal se debe repartir proporcionalmente a las áreas superficiales de los diferentes tanques. Los métodos de reparto de caudales a los tanques de sedimentación secundaria incluyen el uso de vertederos, válvulas de control de caudal, reparto por simetría hidráulica, y control mediante compuertas u orificios de alimentación (véase Fig. 10-27). El control mediante los vertederos del efluente, aunque a menudo se suele emplear para la partición del caudal, suele ser un método de escasa eficiencia y sólo se debería utilizar cuando se disponga de dos tanques de idénticas dimensiones.

FIGURA 10-27 Métodos alternativos para la partición de caudales: (a) simetría hidráulica; (b) medición
del caudal y control de la alimentación; (c) por vertedero, y (d) control de la compuerta de alimentación [60].
Diseño de la entrada al tanque. La mala distribución o la entrada del agua en el tanque a gran velocidad puede aumentar la formación de corrientes de densidad y la resuspensión del fango sedimentado, provocando un rendimiento poco satisfactorio del decantador. Los dispositivos de entrada de agua al tanque deberían disipar la energía del agua entrante, distribuir uniformemente el flujo, tanto en dirección vertical como horizontal, eliminar las corrientes de densidad, minimizar las perturbaciones a la capa de fango, y favorecer el proceso de floculación. En los decantadores de alimentación central, que constituyen el diseño de uso más común, para disipar la energía del agua afluente y para distribuir uniformemente el flujo, se disponen pequeños deflectores cilíndricos con faldones. En estudios a escala real se ha observado que el uso de deflectores con faldones puede provocar la formación de una corriente vertical de densidad que produce una mala distribución vertical del flujo [10]. Los posibles métodos existentes para superar este problema incluyen el uso de una campana difusora central de grandes dimensiones, o un clarificador floculador. La campana difusora de cuyo diámetro no debe de ser inferior al 25 por 100 del diámetro del tanque, proporciona una mayor superficie para la disipación de la energía y la distribución del liquido mezcla afluente. El extremo inferior la campana de alimentación debería situarse bastante por encima de la interfase de la capa de fango para minimizar la turbulencia y la resuspensión de los sólidos. En los decantadores floculadores de alimentación central (véase Fig. 10-28), en la zona de alimentación se incorpora un mecanismo floculador. Los diámetros típicos de las zonas de alimentación/floculación oscilan entre el 30 y el 35 por 100 del diámetro del tanque. Se ha observado que las características de sedimentabilidad de un líquido mezcla poco floculado se pueden mejorar notablemente sometiéndolo a un proceso de floculación lenta en la campana de alimentación [34, 43]. En tanques rectangulares, se deben disponer orificios o deflectores en la entrada para conseguir distribuir uniformemente el flujo. Las velocidades de entrada típicas en orificios oscilan entre 0,075 y 0,150 m/s [60]. Para mayor información acerca del diseño de la alimentación de los decantadores, consúltese la bibliografía [44, 60].
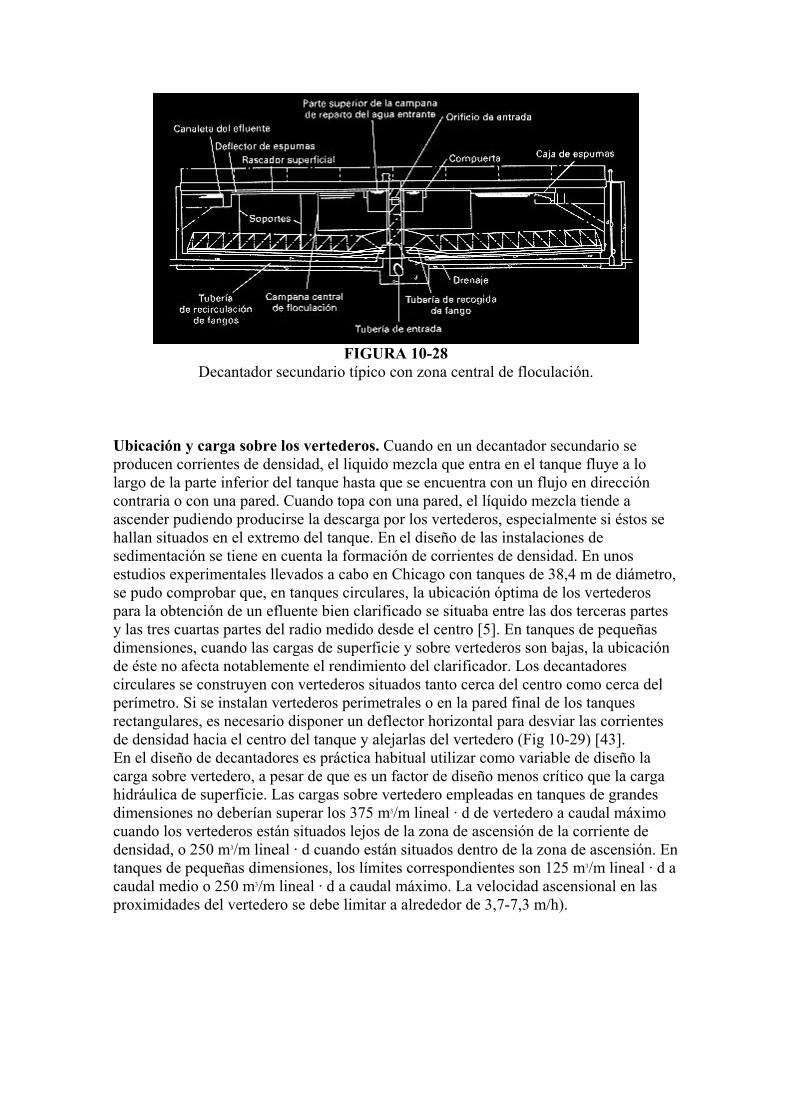
FIGURA 10-28
Decantador secundario típico con zona central de floculación.
Ubicación y carga sobre los vertederos. Cuando en un decantador secundario se producen corrientes de densidad, el liquido mezcla que entra en el tanque fluye a lo largo de la parte inferior del tanque hasta que se encuentra con un flujo en dirección contraria o con una pared. Cuando topa con una pared, el líquido mezcla tiende a ascender pudiendo producirse la descarga por los vertederos, especialmente si éstos se hallan situados en el extremo del tanque. En el diseño de las instalaciones de sedimentación se tiene en cuenta la formación de corrientes de densidad. En unos estudios experimentales llevados a cabo en Chicago con tanques de 38,4 m de diámetro, se pudo comprobar que, en tanques circulares, la ubicación óptima de los vertederos para la obtención de un efluente bien clarificado se situaba entre las dos terceras partes y las tres cuartas partes del radio medido desde el centro [5]. En tanques de pequeñas dimensiones, cuando las cargas de superficie y sobre vertederos son bajas, la ubicación de éste no afecta notablemente el rendimiento del clarificador. Los decantadores circulares se construyen con vertederos situados tanto cerca del centro como cerca del perímetro. Si se instalan vertederos perimetrales o en la pared final de los tanques rectangulares, es necesario disponer un deflector horizontal para desviar las corrientes de densidad hacia el centro del tanque y alejarlas del vertedero (Fig 10-29) [43]. En el diseño de decantadores es práctica habitual utilizar como variable de diseño la carga sobre vertedero, a pesar de que es un factor de diseño menos crítico que la carga hidráulica de superficie. Las cargas sobre vertedero empleadas en tanques de grandes dimensiones no deberían superar los 375 m3/m lineal · d de vertedero a caudal máximo cuando los vertederos están situados lejos de la zona de ascensión de la corriente de densidad, o 250 m3/m lineal · d cuando están situados dentro de la zona de ascensión. En tanques de pequeñas dimensiones, los límites correspondientes son 125 m3/m lineal · d a caudal medio o 250 m3/m lineal · d a caudal máximo. La velocidad ascensional en las proximidades del vertedero se debe limitar a alrededor de 3,7-7,3 m/h).

FIGURA 10-29
Deflector horizontal para reducir el arrastre de sólidos en el vertedero de un decantador [43].
Eliminación de espumas. En muchas plantas de tratamiento secundario bien operadas, en los decantadores secundarios se produce muy poca espuma. No obstante, a veces se presentan situaciones (véase el apartado «Problemas de explotación») en las que aparecen materias flotantes que se deben eliminar. En las instalaciones en las que no existen decantadores primarios, la eliminación de espumas en los decantadores finales es fundamental. En los últimos años se ha convertido en práctica habitual dotar a todos los decantadores secundarios con sistema de recogida de espumas. Los equipos típicos de recogida de espumas incluyen las cajas de flotantes con rampa de rascado, el canal desnatador rotativo solidario del puente y tuberías ranuradas. Para mayor información sobre dispositivos de recogida de espumas, consúltese la bibliografía [60]. 10.3 DISEÑO DEL PROCESO DE FANGOS ACTIVADOS La aplicación de los diferentes factores citados al diseño del proceso de tratamiento de fangos activados se ilustra a través de los Ejemplos 10-2 y 10-3. Para el Ejemplo 10-2, se ha considerado un sistema de mezcla completa (flujo continuo, tanque agitado). El sistema de mezcla completa corresponde al esquema de la Figura 10-3. Sus principales características distintivas son: (1) distribución uniforme de los sólidos afluentes y de los sólidos recirculados al reactor (tanque de aireación), y (2) extracción uniforme del líquido mezcla del reactor. Las características del diseño de un reactor de flujo discontinuo se consideran en el Ejemplo 10-3. Al final del presente capítulo se considera la aplicación de los principios comentados en este capítulo y en el Capítulo 8 a otros tipos de sistemas.
Ejemplo 10-2. Diseño de un proceso de fangos activados. Proyectar un sistema de fangos activados de mezcla completa y las instalaciones de decantación secundaria para el tratameinto de un caudal de 0,25 m3/s de agua residual decantada con 250 mg/l de DBO. El efluente debe contener 20 mg/l o menos de DBO. Suponer que la temperatura es de 20ºC y que son aplicables los siguientes datos:
1. Los sólidos suspendidos volátiles del afluente al reactor son despreciables. 2. Relación entre los sólidos suspendidos volátiles del líquido mezcla (SSVLM) y
los sólidos suspendidos del líquido mezcla = 0,8.

3. Concentración del fango de retorno = 10.000 mg/l de sólidos suspendidos (SS). 4. SSVLM = 3.500 mg/l. 5. Tiempo medio de retención celular de proyecto, THETAc = 10d. 6. El efluente contiene 22 mg/l de sólidos biológicos, de los que el 65 por 100 es
biodegradable. 7. DBO5 = 0,68 · DBOL. 8. El agua residual contiene nitrógeno y fósforo y otros nutrientes a nivel de trazas
en cantidades suficientes para el crecimiento biológico. 9. El caudal punta sostenido de un día es 2,5 veces el caudal medio. 10. En estudios en planta piloto se obtuvieron los siguientes datos de sedimentación
de SSLM: 11.
Solución 1. Estimar la concentración de DBO5 soluble en el efluente utilizando la siguiente relación: DBO5 del efluente = DBO soluble del afluente que escapa al tratamiento + DBO5 de los
sólidos suspendidos del efluente a) Determinar la DBO5 de los sólidos suspendidos del efluente:
1. Fracción biodegradable de los sólidos biológicos del efluente = 0,65 · (22 mg/l) = 14,3 mg/l.
2. DBOL última de los sólidos biodegradables del efluente = [0,65 · (22 mg/l)] · (1,42 mg O2 consumidos/mg células oxidadas) = 20.3 mg/l.
3. DBO5 de los sólidos suspendidos del efluente = 20,3 mg/l · (0,68) = 13,8 mg/l.
b) Calcular la DBO5 soluble del agua a tratar que escapa al tratamiento: 20 mg/l = S = 13,8 mg/l
S = 6,2 mg/l 2. Determinar la eficiencia E utilizando la Ecuación 8.50:
E = ((So - S)/So) · 100 a) La eficiencia, basada en la DBO5 soluble, vale:
Es = (((250 - 6,2)mg/l) / 250 mg/l) · 100 = 97,5 % b) La eficiencia conjunta de la planta es:
Eglobal = (((250 - 20) mg/l) / 250 mg/l) · 100 = 92% 3. Calcular el volumen del reactor. El volumen del reactor se puede determinar empleando la Ecuación 8.42.
X = THETAc Y(So - S)/THETA(1 + kd THETAc) y la Ecuación 8.33:
THETA = Vr / Q a) Sustituyendo THETA en la Ecuación 8.42 y despejando el valor de Vr, resulta:
Vr = THETAc QY(So - S)/X(1 + kd THETAc) b) Calcular el volumen del reactor empleando los siguientes datos:
THETAc = 10 d Q = 21.600 m3/d
Y = 0,50 g/g (valor supuesto, véase Tabla 8-7) So = 250 mg/l S = 6,2 mg/l X = 3.500 mg/l kd = 0,06 d-1 (valor supuesto, véase Tabla 8-7) V = ((10 d)(21.600 m3/d)(0,50)[(250 - 6,2) mg/l]) / ((3.500 mg/l)(1 +0,06 · 10)) = 4.702 m3
4. Calcular la cantidad de fango a purgar diariamente. a) Determinar Yobs utilizando la Ecuación 8.44:
Yobs = Y / (1 + kd THETAc) = 0,5 / (1+ 0,06 · 10) = 0,3125 b) Determinar la masa de fango activado volátil purgado por medio de la Ecuación 10.3:
Px = Yobs Q(So - S)(1/1.000 kg/g) = 0,3125(21.600 m3/d)(250 - 6,2 mg/l)(1/1.000 kg/g)
= 1.646 kg/d c) Determinar la masa total de fango en base a los sólidos totales en suspensión:
Px(SS) = (1.646 kg/d)/0,8 = 2.057 kg/d d) Determinar la cantidad de fango a purgar.
Masa a purgar = incremento de SSLM - SS perdidos en el efluente = 2.057 kg/d 0,25 m3/s.· 22 mg/l · (86.400/1.000 s/d · kg/d)
= 2.057 - 475 = 1.582 kg/d Nota. Si en el paso 4a se hubiera supuesto que la cantidad adicional de fango en los tanques de sedimentación y en la línea de retorno de fango fuera igual al 30 por 100 de la existente en el aireador, suponiendo que son aplicables los valores de Y y kd, el valor de Yobsb calculado sería 0,281. La masa de fango calculada en el paso 4c seria entonces de 1.850 kg/d en lugar de 2.057 kg/d. 5. Calcular la cantidad de fango a purgar si la purga se realiza en el reactor. Suponer Qe = Q y que los SSV en el efluente corresponden al 80 por 100 de los SS (véase Comentario al final del ejemplo). Utilizando la Ecuación 8.34:
THETAc = VrX / (QwX + QeXe) 10 d = (4.702 m3)(3.500 mg/l) / ((Qw,m3/d)(3.500 mg/l) + (12.600 m3/d)(22 mg/l · 0,8))
Qw = 362 m3/d 6. Estimar la relación de recirculación formulando un balance de masa en el reactor. Nota. Para llevar a cabo una estimación más precisa, es necesario tener en cuenta, a la hora de establecer la relación de recirculación, la tasa neta de crecimiento celular en el interior del reactor.
Concentración de SSV en el aireador = 3.500 mg/l Concentración de SSV en la línea de retorno = 8.000 mg/l
3.500(Q + Qr) = 8.000Qr Qr / Q = alfa = 0,78
7. Calcular el tiempo de detención hidráulica del reactor THETA = Vr/Q = 4.702 m3/(21.600 m3/d) = 0,218 d = 5,2 h
8. Calcular la demanda de oxígeno basándose en la demanda carbonosa última, DBOL Nota. Aunque la demanda de O2 necesario para la nitrificación se desprecia en este ejemplo, puede ser importante y se debe considerar a la hora de proyectar sistemas que funcionan con tiempos de detención hidráulica suficientemente elevados como para que se produzca la nitrificación (véase análisis en el Cap. 11).

a) Calcular la masa de DBOL última del agua residual afluente que se convierte en el proceso, suponiendo DBO5 = 0,68 · DBOl
Masa de DBOL utilizada = (Q(S - So)/0,68) · (1/1.000 kg/g) = (21.600 m3/d(250 mg/l - 6,2 mg/l)/0,68) · (1/1.000 kg/g)/(Mgal (mg/l))
= 7.744 kg/d b) Calcular la demanda de oxígeno utilizando la Ecuación 10.6:
kg, O2/d = 7.744 kg/d -1,42 (1.646 kg/d) = 5.407 kg/d 9. Comprobar la relación F/M y el factor de carga volumétrica. a) Determinar la relación F/M utilizando la Ecuación 8.48.
F/M = So / THETA X = (250 mg/l)/(0,218 d)(3.500 mg/l) = 0,33 d-1 b) Determinar la carga volumétrica:
Carga volumétrica, kg/m3 · d = (SoQ/Vr) · (1/1.000 kg/d) = ((250 mg/l).(21.600 m3/d)/(4.702 m3)) · (1/1.000 kg/g)
= 1,15 kgDBO5/m3 · d 10. Calcular el caudal de aire necesario suponiendo que la eficiencia en la transferencia de oxígeno de los equipos de aireación es del 8 por 100. Para el dimensionamiento de las soplantes, es conveniente adoptar un factor de seguridad 2.0. a) La cantidad teórica de aire necesario, suponiendo que el aire tiene un contenido de oxígeno del 23,2 por 100, es
5.407 / 1.210 kg/m3 = 19.406 m3/d b) Determinar el aire necesario en la realidad, suponiendo un 8 por 100 de eficiencia en la transferencia de oxígeno:
19.406 m3/d / 0,08 = 242.575 m3/d o
242.575 m3/d / 1.440 min/d = 168 m3/min c) Determinar la demanda de aire de proyecto:
2 · 168 m3/min = 336 m3/min 11. Comprobar el caudal de aire utilizando el valor real determinado en el paso 10b. a) Aire necesario por unidad de volumen:
242.575 m3/d / 21.600 m3/d = 11,2 m3/m3 b) Aire necesario por kg de DBO5 eliminada:
242.575 m3/d / (250 mg/l - 6,2 mg/l) ·(21.600 m3/d) · (1/1.000) = 46,1 m3/kg 12. Construir la curva de flujo de sólidos por gravedad en las instalaciones a proyectar utilizando los datos de sedimentación disponibles. a) Representar los datos de sedimentación en columna en papel doblemente logarítmico.
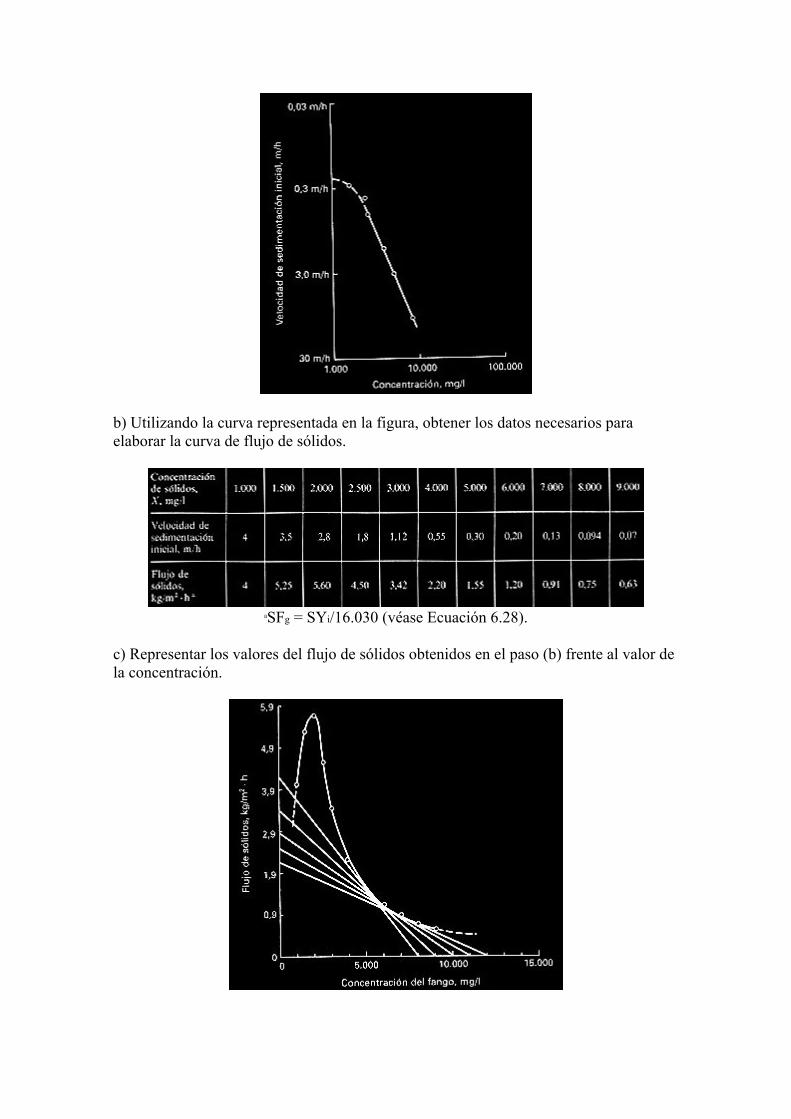
b) Utilizando la curva representada en la figura, obtener los datos necesarios para elaborar la curva de flujo de sólidos.
aSFg = SYi/16.030 (véase Ecuación 6.28).
c) Representar los valores del flujo de sólidos obtenidos en el paso (b) frente al valor de la concentración.

13. Utilizando la curva de flujo de sólidos elaborada en el paso 12c, determinar los
valores límite del flujo de sólidos para concentraciones del fango del fondo variables entre 8.000 y 12.000 mg/l.
a) Utilizando el método alternativo de construcción geométrica descrito en el Capitulo 6, trazar las tangentes a la curva de flujo de sólidos en los puntos de concentración del
fango del fondo deseados (véase figura). b) Preparar una Tabla resumen de los valores limite del flujo de sólidos (intersección en
el eje y) para las diferentes concentraciones del fango del fondo.
14. Determinar la relación de recirculación necesaria para mantener la concentración de sólidos suspendidos del líquido mezcla en 4.375 mg/l (3.500 mg/l/0,8) a) La relación de recirculación necesaria se puede determinar mediante un balance de materiales en el afluente al reactor.
Q(Xo) + Qr(Xu) = (Q + Qr) · 4.375 mg/l donde: Q = caudal afluente, m3/d. Qr = caudal de recirculación, m3/d. Xo = sólidos suspendidos del afluente, mg/l. Xu = sólidos suspendidos del caudal inferior, mg/l. Suponiendo que Xo = 0 y Qr = alfaQ, la anterior expresión se puede reescribir como:
alfaQX - alfa(4.375 mg/l)Q = Q(4.375 mg/l) alfa = 4.375 mg/l / (Xu mg/l - 4.375 mg/l)
donde alfa relación de recireulación, Qr/Q. b) Determinar las diferentes relaciones de recirculación en función de las diferentes concentraciones del fango del fondo:
15. Determinar la superficie de espesamiento necesaria del decantador para las diferentes concentraciones del fango del fondo y las diferentes relaciones de recirculación, utilizando la siguiente forma modificada de la Ecuación 6.33.
SFa = (1 + alfa)(Q)(X)((3.600 s/h)/A · 1.000 g/kg donde: SFa = flujo de sólidos medio aplicado, kg/m2 · h. alfa = relación de recirculación. Q = caudal, m3/s. X = concentración de sólidos en el líquido mezcla, mg. A = superficie transversal, m2. a) Suponer que SFa = SFL, el flujo de sólidos limite determinado en el apartado 13. b) Construir una tabla de cálculo para la determinación de la superficie necesaria.

16. Determinación de las cargas de superficie correspondientes a las cargas de sólidos calculadas en el apartado 15b.
17. Comprobar que se cumplen las exigencias de clarificación suponiendo que el diseño final estará basado en una concentración del fango del fondo de 10.000 mg/l. a) Como se muestra en el paso 16, la carga de superficie para una concentración de fango del fondo de 10.000 mg/l es de 0,37 m3/m2 · h, equivalente a una velocidad de sedimentación de 0,37 m/h. b) Refiriéndose a la curva de sedimentación, una velocidad de sedimentación de 0,37 m/h corresponderla a una concentración de fango del fondo de 4.700 mg/l. Comoquiera que la concentración de sólidos en la interfase será inferior a este valor, la superficie de clarificación adoptada parece responder a criterios conservadores. 18. Estimar la profundidad necesaria para el espesamiento. Suponer que la profundidad mínima permisible en la zona clarificada del tanque de sedimentación se establece en 1,5 m. a) Estimar la profundidad necesaria de la zona de espesamiento. Suponer que bajo condiciones normales, la masa de fango retenida en el tanque de sedimentación secundaria es igual al 30 por 100 de la masa del tanque de aireación, y que la concentración media de solidos en la zona de fango es aproximadamente 7.000 mg/l [(4.000 + 10.000)mg/l/2]. i. Determinar la masa de sólidos en el tanque de aireación. Sólidos en el tanque de aireación = (4.702 m3) · (4.375 mg/l) · (1/1.000 kg/g) = 20.571
kg ii. Determinar la masa de sólidos en el tanque de sedimentación.
Sólidos en el tanque de sedimentación = 0,3 · (20.571) = 6.171 kg. iii. Determinar la profundidad de la zona de fango en el tanque de sedimentación utilizando la siguiente relación:
(A, m2)(d, m)(7.000 mg/l) = 6.171 kg d = (6.171 kg /(7.000 mg/l)) · (1.000 g/kg) = 0,36 m
b) Estimar la capacidad de almacenamiento necesaria en la zona de fango suponiendo que en condiciones de caudal punta el exceso de sólidos se debe almacenar en el tanque de sedimentación secundaria debido a la limitada capacidad de las instalaciones de manejo de fangos. Suponer que el caudal punta sostenido de 2 d es 2,5 · Qmedio y que la carga punta sostenida de DBO en 7 días es 1,5 DBOmedia, y que ambas puntas se producen simultáneamente. i. Estimar la producción de sólidos bajo las condiciones dadas utilizando la Ecuación 10.3. Px = YobsQ(So - S) x (1/1.000 kg/ g)
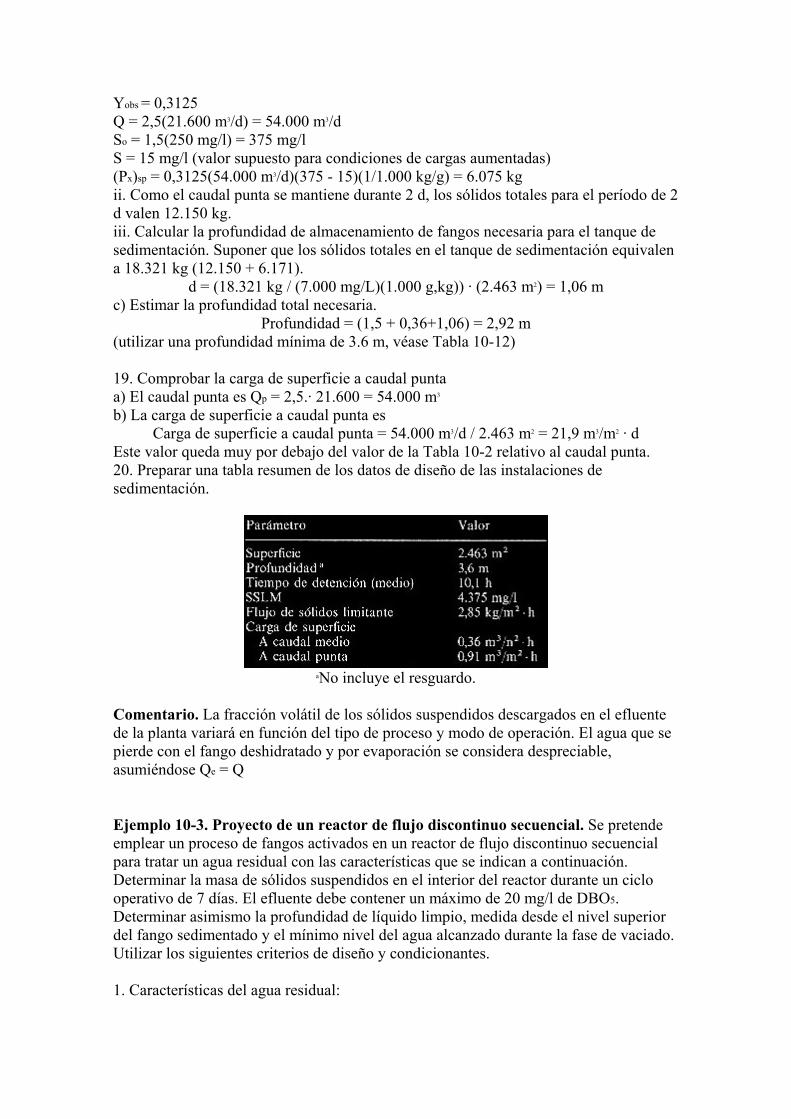
Yobs = 0,3125 Q = 2,5(21.600 m3/d) = 54.000 m3/d So = 1,5(250 mg/l) = 375 mg/l S = 15 mg/l (valor supuesto para condiciones de cargas aumentadas) (Px)sp = 0,3125(54.000 m3/d)(375 - 15)(1/1.000 kg/g) = 6.075 kg ii. Como el caudal punta se mantiene durante 2 d, los sólidos totales para el período de 2 d valen 12.150 kg. iii. Calcular la profundidad de almacenamiento de fangos necesaria para el tanque de sedimentación. Suponer que los sólidos totales en el tanque de sedimentación equivalen a 18.321 kg (12.150 + 6.171).
d = (18.321 kg / (7.000 mg/L)(1.000 g,kg)) · (2.463 m2) = 1,06 m c) Estimar la profundidad total necesaria.
Profundidad = (1,5 + 0,36+1,06) = 2,92 m (utilizar una profundidad mínima de 3.6 m, véase Tabla 10-12) 19. Comprobar la carga de superficie a caudal punta a) El caudal punta es Qp = 2,5.· 21.600 = 54.000 m3 b) La carga de superficie a caudal punta es
Carga de superficie a caudal punta = 54.000 m3/d / 2.463 m2 = 21,9 m3/m2 · d Este valor queda muy por debajo del valor de la Tabla 10-2 relativo al caudal punta. 20. Preparar una tabla resumen de los datos de diseño de las instalaciones de sedimentación.
aNo incluye el resguardo.
Comentario. La fracción volátil de los sólidos suspendidos descargados en el efluente de la planta variará en función del tipo de proceso y modo de operación. El agua que se pierde con el fango deshidratado y por evaporación se considera despreciable, asumiéndose Qe = Q
Ejemplo 10-3. Proyecto de un reactor de flujo discontinuo secuencial. Se pretende emplear un proceso de fangos activados en un reactor de flujo discontinuo secuencial para tratar un agua residual con las características que se indican a continuación. Determinar la masa de sólidos suspendidos en el interior del reactor durante un ciclo operativo de 7 días. El efluente debe contener un máximo de 20 mg/l de DBO5. Determinar asimismo la profundidad de líquido limpio, medida desde el nivel superior del fango sedimentado y el mínimo nivel del agua alcanzado durante la fase de vaciado. Utilizar los siguientes criterios de diseño y condicionantes. 1. Características del agua residual:

a) Caudal afluente = 3.800 m3/d. b) Sólidos suspendidos del afluente, 200 mg/l. c) SSV del afluente, 150 mg/l. d) Temperatura del agua residual = 20ºC. e) DBO5 del afluente (véase Tabla adjunta).
aAsumir que el exceso sobre 250 mg/l es DBO soluble.
2. Criterios de diseño y condicionantes:
a) Tiempo de detención hidráulica = 24 h. b) F/M de proyecto = 0,1 kg DBO aplicada kg SSVLM · d (véase Tabla 10-5). c) Relación SSVLM/SSLM producida por la conversión de la materia orgánica del afluente = 0,8. d) Coeficientes cinéticos: Y = 0,65 g g, kd = 0,05 d-1 (véase Tabla 8-7). e) Concentración media del fango sedimentado = 8.000 mg/l. f) Peso especifico del fango = 1,02. g) Suponer que cada día se vacía el 60 por 100 del volumen del reactor. h) Profundidad del reactor = 6,5 m. i) Purga de fangos semanal. j) Se estima que el efluente contiene 20 mg/l de sólidos biológicos, de los que el 65 por 100 son biodegradables. k) DBO5 =0,68DBOL. l) DBOL de las células = 1.42 veces la concentración de células. m) El agua residual contiene cantidades de nitrógeno, fósforo, y otros nutrientes de trazas, adecuadas para el crecimiento biológico.
Solución 1.Estimar la concentración de DBO5 soluble del efluente utilizando la siguiente relación:
DBO5 efluente = DBO5 soluble del afluente que escapa al tratamiento + + DBO5 de los sólidos suspendidos del efluente
a) Determinar la DBO5 de los sólidos suspendidos del efluente.
1. La fracción biodegradable de los sólidos biológicos del efluente es 0,65 (20 mg/l) = 13,0 mg/l.

2. La DBOL última de los sólidos biodegradables del efluente es (13,0 mg/l) · (1,42 mg/mg) = 18,5 mg/l.
3. DBO5 de los SS del efluente = 18,5 mg/l · 0,68 = 12,6 mg/l.
b) Despejar el valor de la DBO soluble del afluente que escapa al tratamiento. 20 mg/l = S + 12,6 mg/l
S= 7,4 mg/l
2. Calcular las concentraciones de sólidos suspendidos totales y volátiles en el líquido mezcla y la masa de SSV en el reactor: a) Los sólidos suspendidos volátiles se pueden estimar utilizando la Ecuación 8.48:
X = QSo/V(F/M) Dado que el tiempo de detención hidráulica es de 1,0 d y que el 60 por 100 del volumen total del reactor se vacía cada día, el volumen de tanque necesario será de:
V = 3.800 m3 · 1,0 d / 0,60 = 6.333 m3 Utilizando el volumen de tanque calculado, la concentración de SSVLM resulta ser de:
X = (3.800 m3/d (250 mg/l))/(6.333 m3/d(0,1 kg DBO/kg SSVLM · d)) = 1.500 mg/l b) La concentración total de sólidos suspendidos en el reactor se puede estimar de la siguiente forma:
SST = concentración media de SS inertes del afluente + SSV/0,8 =
= (200 - 150)mg/l + (1.500 mg/l)/0,8 = 50 mg/l + 1.875 mg/l = 1.925 mg/l c) La masa de SSV en el reactor es de:
Masa de SSV = (6.333 m3) · (l.500 mg/l) · (1/1.000 kg/mg · l/m3) = 9.500kg d) La masa total de SS en el reactor es de:
Masa de SS = (6.333 m3) · (l.925 mg/l) · (1/1.000kg/mg ·1/m3) = 12.191 kg 3. Estimar el volumen ocupado por el fango sedimentado al final del ciclo de 7 días antes de que se realice la purga de fango del reactor. a) Determinar la masa de SS contenida en el reactor al final de cada día utilizando la siguiente relación:
Xn = Xo + S(n=1,...,7)[(Pxn)/0,8 + SSin] donde: Xo = SS iniciales después del vaciado. Pxn =Sólidos generados durante el n-ésimo día debido a la conversión de la materia orgánica contenida en el agua residual. SSin = Sólidos inertes añadidos cada día. El valor de Pxn basado en los SSV, se puede calcular utilizando la siguiente expresión:
Pxn = Y(So - S)Q(1/1.000 l/m3.kg/mg) - kdXn-1 donde Xn-1 = SSV contenidos en el sistema al inicio del n-ésimo día. Para aumentar la precisión, el valor de X a emplear en la ecuación indicada debería ser el valor medio correspondiente al n-ésimo día. Sin embargo, al utilizar el valor de X correspondiente al inicio del día, el valor de Pxn se sobreestima ligeramente (véanse los cálculos que siguen). La ligera sobreestimación del valor de Pxn conduce a estimaciones de la masa total contenida en el reactor más conservadoras, lo cual es aceptable. Por ejemplo, la masa neta de SSV producida durante el primer día vale:
Px1 = 0,65(250 - 7,4)(3.800 m3)(1/1.000 l/m3 kg/mg) - 0,05 · 9.500kg = 124 kg Los sólidos suspendidos inertes añadidos el primer día valen:
Px1 = (50) · (3.800) · (1/1.000) = 190kg
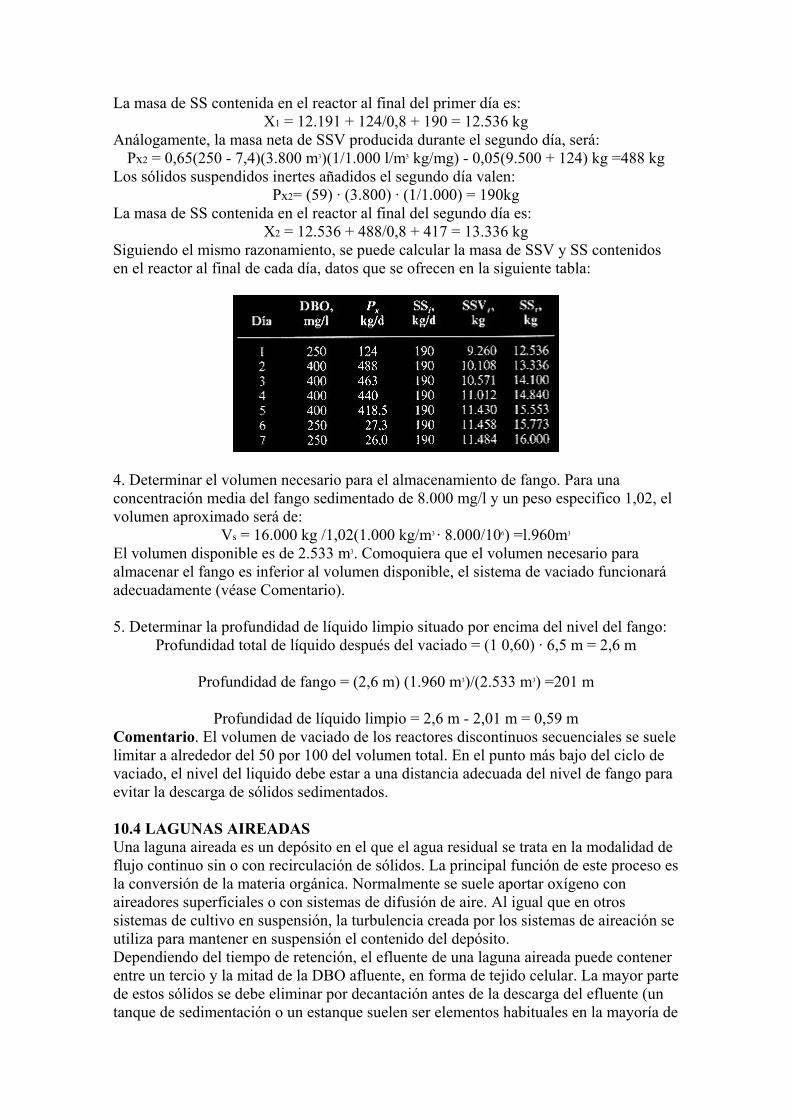
La masa de SS contenida en el reactor al final del primer día es: X1 = 12.191 + 124/0,8 + 190 = 12.536 kg
Análogamente, la masa neta de SSV producida durante el segundo día, será: Px2 = 0,65(250 - 7,4)(3.800 m3)(1/1.000 l/m3 kg/mg) - 0,05(9.500 + 124) kg =488 kg
Los sólidos suspendidos inertes añadidos el segundo día valen: Px2= (59) · (3.800) · (1/1.000) = 190kg
La masa de SS contenida en el reactor al final del segundo día es: X2 = 12.536 + 488/0,8 + 417 = 13.336 kg
Siguiendo el mismo razonamiento, se puede calcular la masa de SSV y SS contenidos en el reactor al final de cada día, datos que se ofrecen en la siguiente tabla:
4. Determinar el volumen necesario para el almacenamiento de fango. Para una concentración media del fango sedimentado de 8.000 mg/l y un peso especifico 1,02, el volumen aproximado será de:
Vs = 16.000 kg /1,02(1.000 kg/m3 · 8.000/106) =l.960m3 El volumen disponible es de 2.533 m3. Comoquiera que el volumen necesario para almacenar el fango es inferior al volumen disponible, el sistema de vaciado funcionará adecuadamente (véase Comentario). 5. Determinar la profundidad de líquido limpio situado por encima del nivel del fango:
Profundidad total de líquido después del vaciado = (1 0,60) · 6,5 m = 2,6 m
Profundidad de fango = (2,6 m) (1.960 m3)/(2.533 m3) =201 m
Profundidad de líquido limpio = 2,6 m - 2,01 m = 0,59 m Comentario. El volumen de vaciado de los reactores discontinuos secuenciales se suele limitar a alrededor del 50 por 100 del volumen total. En el punto más bajo del ciclo de vaciado, el nivel del liquido debe estar a una distancia adecuada del nivel de fango para evitar la descarga de sólidos sedimentados. 10.4 LAGUNAS AIREADAS Una laguna aireada es un depósito en el que el agua residual se trata en la modalidad de flujo continuo sin o con recirculación de sólidos. La principal función de este proceso es la conversión de la materia orgánica. Normalmente se suele aportar oxígeno con aireadores superficiales o con sistemas de difusión de aire. Al igual que en otros sistemas de cultivo en suspensión, la turbulencia creada por los sistemas de aireación se utiliza para mantener en suspensión el contenido del depósito. Dependiendo del tiempo de retención, el efluente de una laguna aireada puede contener entre un tercio y la mitad de la DBO afluente, en forma de tejido celular. La mayor parte de estos sólidos se debe eliminar por decantación antes de la descarga del efluente (un tanque de sedimentación o un estanque suelen ser elementos habituales en la mayoría de
los sistemas de lagunaje). Si se realiza la recirculación de sólidos a la laguna, el proceso no presenta diferencia alguna con un proceso de fangos activados modificado. En la Figura 10-30 se muestra una laguna aireada típica.
FIGURA 10-30
Laguna aireada típica equipada con aireadores flotantes de baja velocidad de grandes dimensiones.
Consideraciones de diseño del proceso Los factores que hay que tener en cuenta en el diseño de lagunas aireadas son (1) eliminación de DBO; (2) características del efluente; (3) demanda de oxígeno; (4) efecto de la temperatura; (5) demanda energética para el mezclado, y (6) separación de sólidos. En lo que sigue se consideran los cuatro primeros de estos factores, y su aplicación se ilustra en el Ejemplo 10-4. Las necesidades energéticas ya se han comentado anteriormente (véase el apartado «Aireadores mecánicos»), y la separación de sólidos se analiza al final de esta sección. Eliminación de DBO. Ya que una laguna aireada se puede considerar como un reactor de mezcla completa sin recirculación, como se comentó en el Capítulo 8, el diseño se puede llevar a cabo basándose en el tiempo medio de retención celular. La elección del tiempo medio de retención celular se debe llevar a cabo asegurando (1) que los microorganismos en suspensión bioflocularán haciendo sencilla su eliminación por sedimentación, y (2) la adopción de un factor de seguridad adecuado en relación con el tiempo medio de retención celular límite que produce la pérdida de sólidos. Los valores típicos de lagunas aireadas para el tratamiento de aguas residuales domesticas varían entre 3 y 6 días. Una vez seleccionado el valor de THETAc se puede estimar la concentración de substrato soluble en el efluente, y calcularse la eficiencia de eliminación utilizando las ecuaciones propuestas en el Capítulo 8. Una posibilidad alternativa es suponer que la eliminación de DBO observada (sea la global, incluida la contribución de los sólidos suspendidos y de los sólidos solubles, o sólo la soluble), se puede describir con una función de eliminación de primer orden. La eliminación de DBO5 se mide entre la entrada y la salida de la laguna de aireación (no a la salida de las instalaciones de sedimentación). La ecuación correspondiente para una única laguna aireada es la siguiente (vease deducción en el Apéndice G):
S/So = 1 / (1 + k(V/Q)) (10.20) donde: S = DBO5 del efluente, mg/l. So = DBO5 del afluente, mg/l. k = constante global de eliminación de DBO5 de primer orden, d-1. V = volumen, m3.

Q = caudal, m3/d. Los valores registrados de k varian entre 0,25 y 1,0. Para la fracción de DBO5 soluble, los valores de k serían mayores. La aplicación de esta ecuación se ilustra más adelante en este capítulo, en el Ejemplo 10-5. Características del efluente. Las características del efluente de una laguna aireada que revisten importancia son la concentración de DBO5 y de sólidos suspendidos. La DBO5 del efluente estará compuesta por los constituyentes anteriormente citados en relación con el proceso de fangos activados y, en algunas ocasiones, podrán tener un pequeño contenido de algas. Los sólidos del efluente están constituidos por una fracción de los sólidos suspendidos entrantes, los sólidos biológicos generados en la conversión de los residuos, y ocasionalmente pequeñas cantidades de algas. La producción de sólidos debida a la conversión de los residuos orgánicos solubles se puede estimar mediante la Ecuación 8.27. Demanda de oxígeno. La demanda de oxígeno se calcula siguiendo el método anteriormente descrito en la Sección 10.1, que trata sobre el diseño de los procesos de fangos activados. A partir de resultados obtenidos en plantas de tratamiento de aguas residuales domésticas e industriales, se ha podido comprobar que la necesidad de oxígeno oscila entre 0,7 y 1,4 veces la cantidad de DBO5 eliminada. Temperatura. Los efectos de los cambios de temperatura se deben considerar en el proyecto de lagunas aireadas ya que éstas se suelen construir y explotar en lugares con condiciones climáticas muy variables. Los dos efectos de la temperatura más relevantes son (1) reducción de la actividad biológica y de la eficiencia del tratamiento, y (2) formación de hielo. El efecto de la temperatura sobre la actividad biológica se describe en el Capitulo 8. A partir de la temperatura del agua residual entrante, la temperatura del aire, la superficie de la laguna, y del caudal de agua residual, la temperatura resultante en la laguna aireada se puede estimar empleando la siguiente ecuación, cuyo desarrollo corresponde a Mancini y Barnhart [241:
(Ti - Tw) = (Tw - Ta)fA/Q (10.21) donde: Ti = temperatura del afluente, ºC. Tw = temperatura del agua de la laguna, ºC. Ta = temperatura ambiente del aire, ºC. f = factor de proporcionalidad. A = superficie, m2. Q = caudal de agua residual, m3/d. El factor de proporcionalidad incorpora los coeficientes de transferencia de calor adecuados al caso e incluye el incremento de la superficie que se produce debido a la aireación, el efecto del viento, y el efecto de la humedad. En el este de los Estados Unidos, este coeficiente presenta un valor típico de 0,5. Para calcular la temperatura de la laguna, la Ecuación 10.21 se puede reescribir en la forma:
Tw = (AfTa + QTi) / (Af + Q) (10.22) Como alternativa, si se dispone de datos climatológicos, la temperatura media de la laguna se puede determinar a partir del análisis del inventario del calor suponiendo que la laguna se halla en condiciones de mezcla completa.
En los casos en los que la posibilidad de heladas represente un problema, los efectos sobre la explotación de las lagunas se deben minimizar aumentando la profundidad de aquéllas o modificando el sistema de explotación. El efecto que produce la reducción de la superficie se ilustra en el Ejemplo 10-4. Como se observa en el cálculo realizado, la reducción de la superficie a la mitad conlleva un incremento de temperatura de 3,8 ºC, lo cual corresponde aproximadamente a un incremento de la actividad biológica de un 30 por 100. Conforme se aumenta la profundidad de la laguna, crecen las dificultades para mantener un régimen de flujo de mezcla completa. Si la profundidad se incrementa hasta superar los 3,7 m, se hace necesario emplear sistemas de aireación mediante difusores o aireadores con campanas de aspiración. Ejemplo 10-4. Etecto de la superficie de una laguna sobre la temperatura del líquido. Determinar el efecto que se produce al reducir a la mitad la superficie de una laguna (de 9.290 a 4.645 m2) doblando la profundidad de la misma. Considerar las siguientes condiciones:
1. Caudal = 3.800 m3/d. 2. Temperatura del agua residual = 15,6ºC. 3. Temperatura del aire, Ta = -6,7ºC 4. Constante de proporcionalidad, f = 0,5.
Solución 1. Determinar la temperatura de laguna para el caso en el que la superficie es de 9.290 m2 utilizando la Ecuación 10.22.
Tw = (AfTa + QTi) / (Af + Q)
Tw = (9.290(0,5)(-6,7) + 3.800 · 15,6) / (9.290(0,5) + 3.800) = 3,4ºC 2. Determinar la temperatura de laguna para el caso en el que la superficie es de 9.290 m2 utilizando la Ecuación 10.22.
Tw = (4.645(0,5)(-6,7) + 3.800 · 15,6) / (50.000(0,5) + 3.800) =7,2ºC En los sistemas de lagunaje de varias lagunas, los efectos del clima frío se pueden mitigar introduciendo cambios estacionales en los métodos de explotación. Durante las épocas cálidas, las lagunas se explotarán en paralelo. En invierno, funcionarán en serie. En el esquema de funcionamiento invernal, se pueden dejar fuera de servicio y retirar los aireadores de la segunda laguna, dejando que se hiele su superficie. Una vez se produce el deshielo, en primavera, se recupera el esquema de funcionamiento en paralelo. Con este sistema de operación, se pueden conseguir rendimientos de eliminación de DBO5 del 60 y el 70 por 100 aún en los meses más fríos del invierno. Otro método alternativo para mejorar el rendimiento en invierno consiste en recircular parte de los sólidos eliminados por sedimentación.
Proyecto de lagunas de aireadas El proyecto de lagunas aireadas se ilustra en el Ejemplo 10-5. Ejemplo 10-5. Proyecto de una laguna aireada. Diseñar una laguna aireada para tratar una caudal de agua residual de 3.800 m3/d, incluyendo el número de aireadores superficiales y sus potencias. El agua tratada se va a mantener en un tanque de sedimentación durante un tiempo de detención de 2 d antes del vertido. Suponer aplicables las siguientes condiciones y requisitos:

1. Sólidos suspendidos del afluente = 200 mg/l. 2. Los sólidos suspendidos del afluente no están biológicamente degradados 3. DBO5 soluble del afluente = 200 mg/l. 4. DBO5 soluble del efluente = 20 mg/l. 5. Sólidos suspendidos del efluente tras la sedimentación = 20 mg/l. 6. Coeficientes cinéticos: Y = 0,65, Ks = 100 mg/l, kd = 0,07 d-1. 7. Los sólidos totales producidos son iguales a los SSV calculados divididos por 0,80. 8. Constante de tasa de eliminación de la DBO5 soluble de primer orden k = 2,5 d-1 a 20ºC. 9. Temperatura en verano = 30ºC. 10. Temperatura en invierno = 10ºC. 11. Temperatura del agua residual = 15ºC. 12. Coeficiente de temperatura: THETA = 1,06. 13. Constantes de aireación: alfa = 0,85, ß = 1,0. 14. Altitud = 610 m. 15. Concentración de oxígeno a mantener en el líquido = 1,5 mg/l. 16. Profundidad de la laguna = 3 m. 17. Tiempo medio de retención celular = 4 días.
Solución 1. Sobre la base de un tiempo medio de retención celular de 4 días, se determina la superficie de la laguna:
Volumen V = Q THETAc = (3.800 m3/d)4 d = 15.200 m3
Superficie = 15.200 m3/3 m = 5.066 m2 2. Cálculo de las temperaturas del liquido en verano y en invierno utilizando la Ecuación 10.22: Verano:
Tw = (5.066 · 0,494 · 30 + 3.800 · 15,6)/(5.066 · 0,494 · 3.800) = 21,2ºC Invierno:
Tw = (5.066 · 0,494 · 10 + 3.800 · 15,6)/(5.066 · 0,494 · 3.800) = l3,4ºC 3. Estimación de la DBO5 soluble del efluente durante el verano empleando la Ecuación 8.28.
S = Kx(1 + THETA kd)/(THETA(Yk - kd) -1)
= 100[1 + 4(0,07)]/(4[0,65(6) - 0,07] - 1) = 8,9 mg/l (Nota: El valor correspondiente al efluente de las instalaciones de sedimentación será aproximadamente el mismo.) Este valor se ha calculado utilizando constantes cinéticas de crecimiento establecidas para temperaturas entre 20 y 25 ºC. Por lo tanto, durante los meses de verano, la limitación de 20 mg/l se satisfará con relativa facilidad. Comoquiera que no existe información fiable acerca de cómo corregir estas constantes para adecuarlas a temperaturas invernales (13,4 ºC), se puede obtener una estimación del efecto de la temperatura utilizando la constante de eliminación de la DBO5 soluble de primer orden. 4. Estimación de la DBO5 del efluente.

a) Corregir la constante de velocidad de eliminación por los efectos de la temperatura de acuerdo con la Ecuación 8.14.
kT / k20 = THETAT-20 Verano (21,3 ºC):
k21,3 = 2,5(1,06)21,3 - 20 = 2,70 Invierno (13,4 ºC):
k13,4 = 2,5(1,06)13,4 - 20 = 1,7 b) Determinar la DBO5 del efluente empleando la Ecuación 10.20 sustituyendo THETA por V/Q:
S/So = 1/(1+k THETA) Verano (21,3 ºC):
S/200 = 1/(1+2,71(4))
S = 16,9 mg/l Invierno, (13.4 ºC):
S / 200 = 1 / ( 1 + 1,7(4)) S = 25,6 mg/l
Relación de (Sinvierno/Sverano) 0 25,6 / 16,9 = 1,5 Aplicando esta relación a la DBO5 soluble del efluente calculada utilizando las constantes cinéticas de crecimiento, se obtiene un valor de 13,4 mg/l aproximadamente. Si se utiliza la relación de las constantes de tasa de eliminación se obtiene aproximadamente el mismo valor. Nota. Los cálculos precedentes se han efectuado únicamente para ilustrar el método. El valor de la constante de eliminación se deberá calcular para el agua residual en cuestión, en ensayos de laboratorio o en plantas piloto, tal como se había indicado en el Capítulo 8 y en el Apéndice H. 5. Estimación de la concentración de sólidos biológicos producidos (Ec. 8.27).
X = Y(So - S)/(1 + kdTHETA) = 0,65(200 - 8,9)/(1 + 0,07(4)) = 97 mg/l VSS Un cálculo aproximado de los sólidos biológicos producidos se puede obtener multiplicando el coeficiente de producción propuesto (base DBO5) por la DBO5 eliminada. 6. Estimación de los sólidos suspendidos del efluente de la laguna antes de la decantación.
SS = 200 mg/l + (97 mg/l/0,80) = 321 mg/l Con una carga de superficie extremadamente baja y en un estanque de retención con tiempo de detención de 2 días, se puede conseguir un efluente con contenido en sólidos inferior a 20 mg/l. 7. Estimar la demanda de oxígeno utilizando la Ecuación 10.5.
kg O2/d = (Q(So - S) · 1/1000)/f - 1,42 Px a) Determinar Px, cantidad de sólidos purgados diariamente:
Px = (97 mg/l) · (3.800 m3/d) · (1/1.000 l/m3 · kg/mg) = 369 kg b) Suponiendo que el factor de conversión de DBO5 a DBOL es 0,68, determinar la demanda de oxígeno:
kg O2/d = ((3.800 kg/d)[(200 - 8,9) mg/l · (1/1000)]/0,68) - 1,42(369 kg/d) = 544 kg/d 8. Calculo de la relación entre el oxígeno necesario y la DBO eliminada.

Demanda de O2 / DBO5 eliminada = 544 kg/d / ([(200 - 8,9) mg/l] · (3.800 m3/d · 1/1.000)) = 0,75
9. Determinar las necesidades de potencia de aireación suponiendo que la capacidad nominal de transferencia de los aireadores a utilizar es de 1,8 kg O2/kW · h. a) Determinar el factor de corrección para aireadores superficiales en condiciones de verano utilizando la Ecuación 10.19. (Nota: Factor de corrección N/No)
1. Concentración de saturación de oxígeno a 21,3 ºC = 8,87 mg/l (véase Apéndice E).
2. Concentración de saturación de oxígeno a 21,3ºC corregida por altitud = 8,87 · 0,94 = 8,34 mg/l (véase Fig. 10-17).
3. Cs20 = 9,08 (Apéndice E).
Factor de corrección = [(ßCwalt - CL)/Cs20 1,024T-20 alfa]
= (8,34 - 1,5)/9,08 (1,02421,2 -20)0,85 = 0,67 b) El valor N de la capacidad de transferencia de oxigeno en condiciones reales es igual a:
N = No · (0,67) = 1,8(0,67) = 1,20kg kW · h La cantidad de O2 transferida diariamente por aireador es de 28,8 kg/kW · d. La potencia total necesaria para satisfacer la demanda de oxigeno es de:
hp = (544 kg O2/d) / (28,8 kg O2/hp · d) = 18,9 kW 10. Comprobar las necesidades energéticas para el mezclado. Suponer que para un régimen de flujo de mezcla completa la potencia necesaria es de 15,6kW/103 m3.
1. Volumen de la laguna = 15.200 m3. 2. Potencia necesaria = 15,6 · 15,2 = 237 kW. 3. Utilizar 8 aireadores superficiales de 30 kW.
Comentario. Para instalaciones proyectadas para el tratamiento de aguas residuales domésticas, la potencia necesaria para el mezclado suele ser el factor de diseño que controla el dimensionamiento de los aireadores. La energía necesaria para satisfacer la demanda de oxígeno suele ser el factor de diseño que controla el dimensionamiento de los aireadores en los casos en los que se tratan aguas residuales de origen industrial. Es conveniente hacer constar que, en algunos casos en los que la potencia necesaria para el mezclado es notablemente superior a la potencia necesaria para la transferencia de oxígeno, las lagunas aireadas no se hacen funcionar en régimen de mezcla completa. Separación de sólidos Si el efluente de las lagunas aireadas debe cuplir los requisitos definidos por la EPA para los tratamientos secundarios (véase Tabla 4-1), será necesario incorporar algún sistema de sedimentación. Normalmente, la sedimentación se lleva a cabo en grandes tanques excavados en el terreno expresamente construidos a tales efectos o en instalaciones de sedimentación más convencionales. En el caso de que se empleen tanques de grandes dimensiones excavados en el terreno, se deben observar detalladamente los siguientes requisitos: (1) el tiempo de retención debe ser adecuado para conseguir el grado de eliminación de sólidos suspendidos deseado; (2) se debe disponer de espacio (volumen) suficiente para el almacenamiento de fangos; (3) se debe minimizar el crecimiento de algas; (4) se deben controlar los olores que puedan

producirse como resultado de la descomposición anaerobia del fango , y (5) estudiar la necesidad de impermeabilizar el terreno. En algunos casos, debido a las condiciones locales, estos factores pueden oponerse unos a otros. En la mayoría de los casos, para conseguir los niveles de separación de sólidos deseados, son precisos tiempos de retención mínimos de 6 a 12 horas [1]. Si se emplea un tiempo de detención entre 6 y 12 horas, se deben tomar las medidas oportunas para el almacenamiento de fango, de modo que la acumulación de sólidos no reduzca el tiempo de retención. Es más, si todos los sólidos se depositan en zonas delimitadas, puede ser necesario aumentar el tiempo de detención para contrarrestar los efectos de mala distribución hidráulica existente. Bajo condiciones anaerobias, entre el 40 y el 60 por 100 de los sólidos suspendidos volátiles se degradarán cada año. Suponiendo que sea aplicable un análisis cinético de primer orden, para estimar la degradación de sólidos suspendidos volátiles se puede emplear la siguiente expresión:
Wt = Woe-kdt (10.23) donde: Wt = masa de SSV no degradada en el tiempo t, kg. Wo = masa de sólidos inicialmente depositada, kg. kd = coeficiente de degradación, d-1 o año-1. t = tiempo, d o años. Dos problemas que a menudo se presentan en el uso de tanques de sedimentación son el crecimiento de algas y el desprendimiento de olores. Los crecimientos de algas, normalmente, se pueden controlar limitando el tiempo de detención hidráulica por debajo de 2d. En el caso de que se deban emplear tiempos de detención más dilatados, el contenido de algas se puede reducir con un filtro de piedras (véase Sección 10.8), o con un tamiz. Los olores que se producen como consecuencia de la descomposición anaerobia, generalmente, se pueden controlar manteniendo una profundidad mínima de agua de 1 m. En zonas extremadamente calurosas, se ha tenido que emplear profundidades de hasta 1.8 para eliminar los olores, especialmente los producidos por la formación de sulfuro de hidrógeno. Si no se dispone de espacio para tanques de sedimentación de grandes dimensiones, se pueden emplear instalaciones de sedimentación convencionales. Para reducir los costes constructivos asociados a los decantadores convencionales de hormigón o de acero, se pueden emplear tanques excavados en el terreno dotados de revestimientos adecuados. El proyecto de grandes tanques de sedimentación excavados en el terreno para el uso con lagunas aireadas se ilustra en el Ejemplo 10-6. Ejemplo 10-6. Diseño de un tanque de sedimentación de gran tamaño para una laguna aireada excavado en el terreno sin recubrimiento. Proyectar un tanque de sedimentación excavado en el terreno para la laguna aireada del Ejemplo 10-5. Suponer un tiempo de detención hidráulica de 2 d y que el nivel del liquido sobre la capa de fangos al máximo nivel de acumulación de los mismos es de 1,5 m. En este ejemplo, suponer que el 70 por 100 de los sólidos totales descargados en el tanque de sedimentación son volátiles. Suponer, asimismo, que el tanque de sedimentación se limpia cada 4 años. Solución 1. Determinar la masa de fangos que se puede acumular en el tanque cada año sin que se produzca descomposición anaerobia.
Masa = (SSi - SSe) · Q · (1/1.000 m3/l · kg/mg)(365 d/año)
donde: SS = sólidos suspendidos en el afluente al tanque de sedimentación, mg/l. SSe = sólidos suspendidos en el efluente del tanque de sedimentación, mg/l. Q = caudal, m3/d. a) Calcular los sólidos totales añadidos cada año.
Masa = [(321 - 20) mg/l] · (3.800 m3 d) · (1/1.000) = 417.487 kg/año b) Calcular la masa de sólidos volátiles y sólidos fijos añadidos cada año, suponiendo que SSV = 0,70 · SS. i. Sólidos volátiles:
(Masa)SSV = 417.487 kg/año · 0,70 = 292.241 kg/año ii. Sólidos fijos:
(Masa)SF = (417.487 - 292.241) kg/año = 125.246 kg año 2. Determinar la cantidad de fango que se acumulará al final de los 4 años. Suponer que la máxima reducción de sólidos volátiles que se producirá será del 75 por 100, y que ello tendrá lugar en 1 año. Para simplificar el problema, suponer que los sólidos suspendidos volátiles depositados experimentan una descomposición lineal. Dado que los sólidos volátiles sufrirán la máxima descomposición en 1 año, para determinar la cantidad máxima de sólidos volátiles remanentes al final de cada año de operación, se puede utilizar la siguiente expresión:
(SSV)t = [0,7 + 0,25(t - 1)] · 292.241 kg/año donde (SSV)t = sólidos suspendidos volátiles al cabo de t años, kg. t = tiempo, años. a) Sólidos suspendidos volátiles acumulados al final del 4º año
SSVt = [0,7 + 0,25(4 - 1)] · 292.241 kg/año = 423.749 kg b) Sólidos totales acumulados al final del 4º año
SSt = 423.749 + 4 años · (125.246 kg/año) = 924.733 kg 3. Determinar el volumen de liquido necesario y las dimensiones del tanque de sedimentación: a) Volumen del tanque de sedimentación
V = (2 d) · (3.800 m3/d) = 7.600 m3 b) Superficie del tanque de sedimentación
As = 7.600 m3 / 1,5 = 5.066 m3 La relación de forma de la superficie del tanque de sedimentación (relación entre anchura y longitud) depende de la geometría de la parcela disponible. 4. Determinar la profundidad necesaria para el almacenamiento del fango. a) Determinar la masa de fango acumulado por cada metro cuadrado.
Masa acumulada de fango = 924.733 kg
Masa por unidad de área = 924.733/5.066 m2= 182 kg/m2 b) Determinar la profundidad necesaria suponiendo que los sólidos depositados se compactarán hasta un valor medio del 15 por 100 y que su densidad es 1,06.
(182 kg/m2)/d,m = (1,06)(0,15)(1.000 kg/m3)
d = (182 kg/m2) / (1,06)(0,15)(1.000 kg/m3) = 1,14 m Dado que puede ser difícil proporcionar una profundidad total de 2,64 m (1,50 + 1,14), puede ser necesario aumentar el tiempo de detención o bien limpiar los tanques de sedimentación con mayor frecuencia.
10.5 FILTROS PERCOLADORES Los filtros percoladores han sido utilizados para el tratamiento biológico del agua residual durante casi 100 años. Los filtros percoladores modernos están formados por un lecho de medio filtrante sobre el que se distribuye continuamente el agua residual. El análisis teórico del funcionamiento de los filtros percoladores y la microbiología del proceso se describen en el Cap. 8. En los siguientes apartados se discute la clasificación de los diferentes tipos de filtros, el proyecto de las instalaciones y el diseño del proceso de filtros percoladores. Clasificación de los filtros Los filtros percoladores se clasifican por las cargas orgánicas o hidráulicas aplicadas. Las categorías en las que se dividen son de carga baja o normal, de carga media, de alta o muy alta carga, y de desbaste. A menudo, se emplean sistemas de filtros de dos etapas en los que se conectan en serie dos filtros percoladores. El intervalo habitual de cargas y las características operacionales de los diferentes tipos de filtros se indican en la Tabla 10-13.
Filtros de baja carga. Un filtro de baja carga es un dispositivo relativamente sencillo y de gran fiabilidad, que produce una calidad estable del efluente con independencia de la naturaleza cambiante del afluente. Los filtros pueden ser circulares o rectangulares. Generalmente, se mantiene una carga hidráulica constante, no por recirculación, sino por medio de bombas con control del nivel de succión o con sifones dosificadores. Los tanques dosificadores son de pequeño tamaño, generalmente con un tiempo de detención de tan sólo 2 minutos para el caudal doble del de proyecto, de tal modo que se minimice la intermitencia de la dosificación. Aún así, en plantas de pequeñas dimensiones, el escaso caudal nocturno puede dar lugar a dosificaciones intermitentes, hecho que puede hacer necesario recircular caudales para mantener la humedad del medio [48]. Si el tiempo entre dosificaciones es superior a 1 o 2 horas, se reduce la eficiencia del proceso debido a que el descenso de la humedad afecta a la película biológica. En la mayoría de los filtros de baja carga, sólo los niveles superiores del mismo (0,6 a 1,2 m) presentan un desarrollo elevado de película biológica. Como consecuencia de ello, en las zonas inferiores pueden proliferar bacterias nitrificantes autótrofas que oxidan el nitrógeno amoniacal para transformarlo en nitritos y nitratos. Si la población nitrificante está suficientemente desarrollada, y si las condiciones climáticas y las características del agua residual son las adecuadas, los filtros de baja carga bien operados pueden producir un efluente con un elevado nivel de eliminación de DBO y altamente nitrificado. Si se dispone de una línea piezométrica favorable, una ventaja de los filtros percoladores reside en el hecho de que el flujo se puede mantener por gravedad. Si el terreno es demasiado llano para ello, puede ser necesario bombear el agua. El desprendimiento de olores es un problema habitual en los filtros percoladores, especialmente si el agua residual es séptica o si el clima es caluroso. Los filtros no se deben ubicar en lugares en los que el desprendimiento de olores pueda representar un inconveniente. A no ser que se adopten medidas de control adecuadas, en los filtros pueden aparecer poblaciones de moscas (Psychoda).

TABLA 10-13 Información típica de diseño para filtros percoladores
bConsultar la Tabla 10-15 para información acerca de las características físicas de varios
medios filtrantes.
Filtros de media y alta carga. En los filtros de carga media y alta, la recirculación del efluente del filtro o del efluente final permite la utilización de cargas orgánicas más elevadas. En la Figura 10-31 se muestran los diagramas de flujo de diversos sistemas de carga media y alta carga. Los filtros de carga media son similares a los filtros de baja carga, y puede ser circulares o rectangulares. El flujo de caudal al filtro suele ser continuo, a pesar de que se considera aceptable el riego intermitente del medio filtrante. Los filtros de alta carga se proyectan para cargas notablemente superiores a las correspondientes a filtros de baja carga. La recirculación del efluente del clarificador del filtro permite conseguir rendimientos de eliminación parecidos a los de los filtros de baja carga y de carga media. La recirculación a través del filtro del efluente del filtro (primer diagrama de la Fig. 10-31a y b) da lugar al retorno de organismos viables y, a menudo, mejora la eficiencia del tratamiento. La recirculación también ayuda a prevenir el encharcamiento del filtro y a reducir los problemas de olores y de proliferación de moscas [48]. Los filtros de alta carga suelen utilizar medios constituidos por piedras o materiales plásticos. Estos filtros suelen ser circulares, y funcionan con caudal continuo. Filtros de muy alta carga. Los filtros de muy alta carga trabajan a altas cargas hidráulicas y orgánicas (véase Tabla 10-3). Las principales diferencias entre los filtros de muy alta carga y los filtros de alta carga radican en las mayores cargas hidráulicas y la mayor profundidad (véase Fig. 10-32). El aumento de la profundidad se hace posible por el empleo de medios más ligeros, de plástico. La mayoría de estos filtros se constituyen en forma de torres. [62]. Filtros de desbaste. Los filtros de desbaste son filtros de alta carga que se proyectan para trabajar con cargas orgánicas superiores a 1,6 kg/m3 · d y cargas hidráulicas superiores a 187 m3/m2 · d. En la mayoría de los casos, estos filtros se utilizan como pretratamiento del agua residual antes del tratamiento secundario. El proyecto de la mayoría de los filtros de contacto contempla el uso de medios de plástico [62].
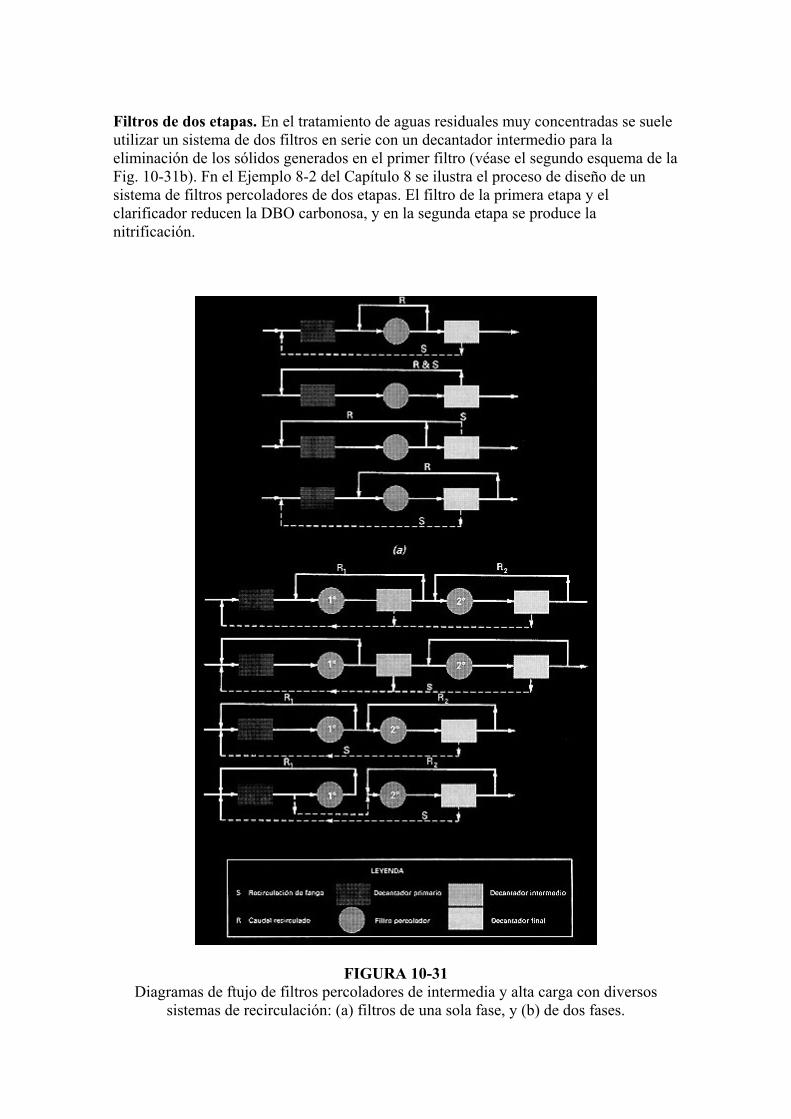
Filtros de dos etapas. En el tratamiento de aguas residuales muy concentradas se suele utilizar un sistema de dos filtros en serie con un decantador intermedio para la eliminación de los sólidos generados en el primer filtro (véase el segundo esquema de la Fig. 10-31b). Fn el Ejemplo 8-2 del Capítulo 8 se ilustra el proceso de diseño de un sistema de filtros percoladores de dos etapas. El filtro de la primera etapa y el clarificador reducen la DBO carbonosa, y en la segunda etapa se produce la nitrificación.
FIGURA 10-31 Diagramas de ftujo de filtros percoladores de intermedia y alta carga con diversos
sistemas de recirculación: (a) filtros de una sola fase, y (b) de dos fases.

FIGURA 10-32
Filtros percoladores típicos de muy alta carga: (a) sin cubrir (de American Surfpac Corp.), y (b) vista del interior de un filtro cubierto.
Proyecto de las instalaciones físicas Los factores que hay que tener en cuenta en el proyecto de las instalaciones físicas asociadas a los filtros percoladores incluyen (1) dosificación del caudal; (2) tipo y características de alimentación del sistema de distribución; (3) tipo y características físicas del medio filtrante a utilizar; (4) configuración del sistema de drenaje inferior; (5) provisión de sistemas de ventilación adecuados, naturales o forzados, y (6) proyecto de los tanques de sedimentación necesarios. Dosificación del caudal. Para optimizar el rendimiento de los filtros percoladores, se debería asegurar de forma continua y uniforme (1) el crecimiento de la biomasa, y (2) el desprendimiento del exceso de biomasa en función de la carga orgánica [4]. Para conseguir un crecimiento y desprendimiento uniformes, se ha comprobado que se necesitan caudales de alimentación del filtro superiores a los valores normalmente empleados [4,66]. En la Tabla 10-4 se indican los caudales recomendados que hay que aplicar. El caudal necesario, en cm/paso, también se puede aproximar multiplicando la carga orgánica aplicada expresada en kg DBO5/103 m3 por el factor 19,0. El caudal instantáneo dosificado es función de la velocidad de rotación del distribuidor o de la duración de las fases de funcionamiento y parada de un dosificador fijo. La velocidad de rotación de un distribuidor giratorio se puede determinar utilizando la siguiente relación [4,66].
n = 1,66(QT) / (A)(DR) (10.24)
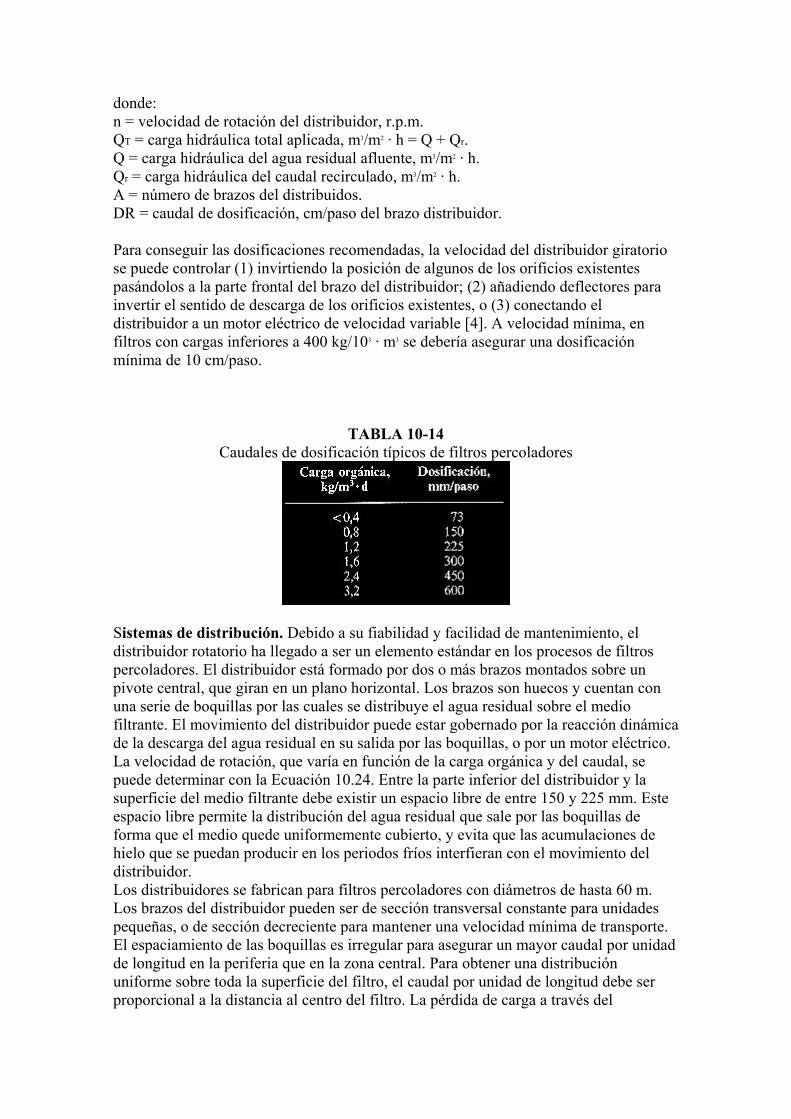
donde: n = velocidad de rotación del distribuidor, r.p.m. QT = carga hidráulica total aplicada, m3/m2 · h = Q + Qr. Q = carga hidráulica del agua residual afluente, m3/m2 · h. Qr = carga hidráulica del caudal recirculado, m3/m2 · h. A = número de brazos del distribuidos. DR = caudal de dosificación, cm/paso del brazo distribuidor. Para conseguir las dosificaciones recomendadas, la velocidad del distribuidor giratorio se puede controlar (1) invirtiendo la posición de algunos de los orificios existentes pasándolos a la parte frontal del brazo del distribuidor; (2) añadiendo deflectores para invertir el sentido de descarga de los orificios existentes, o (3) conectando el distribuidor a un motor eléctrico de velocidad variable [4]. A velocidad mínima, en filtros con cargas inferiores a 400 kg/103 · m3 se debería asegurar una dosificación mínima de 10 cm/paso.
TABLA 10-14 Caudales de dosificación típicos de filtros percoladores
Sistemas de distribución. Debido a su fiabilidad y facilidad de mantenimiento, el distribuidor rotatorio ha llegado a ser un elemento estándar en los procesos de filtros percoladores. El distribuidor está formado por dos o más brazos montados sobre un pivote central, que giran en un plano horizontal. Los brazos son huecos y cuentan con una serie de boquillas por las cuales se distribuye el agua residual sobre el medio filtrante. El movimiento del distribuidor puede estar gobernado por la reacción dinámica de la descarga del agua residual en su salida por las boquillas, o por un motor eléctrico. La velocidad de rotación, que varía en función de la carga orgánica y del caudal, se puede determinar con la Ecuación 10.24. Entre la parte inferior del distribuidor y la superficie del medio filtrante debe existir un espacio libre de entre 150 y 225 mm. Este espacio libre permite la distribución del agua residual que sale por las boquillas de forma que el medio quede uniformemente cubierto, y evita que las acumulaciones de hielo que se puedan producir en los periodos fríos interfieran con el movimiento del distribuidor. Los distribuidores se fabrican para filtros percoladores con diámetros de hasta 60 m. Los brazos del distribuidor pueden ser de sección transversal constante para unidades pequeñas, o de sección decreciente para mantener una velocidad mínima de transporte. El espaciamiento de las boquillas es irregular para asegurar un mayor caudal por unidad de longitud en la periferia que en la zona central. Para obtener una distribución uniforme sobre toda la superficie del filtro, el caudal por unidad de longitud debe ser proporcional a la distancia al centro del filtro. La pérdida de carga a través del
distribuidor suele ser del orden de 0,6 a 1,5 m. Las características más importantes que hay que tener en cuenta al elegir un determinado distribuidor son la robustez de la estructura, la facilidad de limpieza, la capacidad de manejar grandes variaciones de caudal manteniendo una adecuada velocidad de giro, y la resistencia a la corrosión de los materiales y recubrimientos. Los sistemas de distribución de boquilla fija consisten en una serie de boquillas rociadoras situadas en los vértices de un conjunto de triángulos equiláteros que cubren el lecho del filtro. Un sistema de tuberías distribuye el agua residual uniformemente a todas las boquillas. Se utilizan unas boquillas especiales que consiguen un rociado plano variándose de forma sistemática la presión para que el agua rociada caiga primero a mayor distancia de la boquilla para luego, conforme se produce un descenso gradual de la carga, caiga a una distancia cada vez menor. De esta manera, se consigue aplicar una dosis uniforme a toda la superficie del filtro. A lo largo de las paredes laterales del filtro también se utilizan boquillas de medio rociado. Las boquillas se alimentan por medio de unos tanques de dosificación gemelos que tienen el fondo de manera que proporcionan mayor volumen a mayor carga (requerida por la mayor superficie de rociado). Los tanques están dispuestos de manera que se llenan y descargan de forma alternada, y la descarga a las boquillas se realiza a través de sifones automáticos. La carga necesaria, medida desde la superficie del filtro hasta el nivel máximo del agua en el tanque de dosificación, suele oscilar entre 2,4 y 3 m.
Medio filtrante. El medio filtrante ideal es un material que tenga una gran área superficial por unidad de volumen, que sea económico, y que no se obstruya fácilmente. En la Figura 10-33 se muestran algunos medios filtrantes típicos. Las características físicas de los medios filtrantes más empleados, entre los que se incluyen los mostrados en la Figura 10-33, se indican en la Tabla 10-15. Hasta mediados de los años sesenta, el material más empleado era granito de alta calidad o escoria triturada. Debido su coste a problemas como la escasa superficie de poros y la facilidad de obstrucción por la biomasa, los materiales rocosos se han venido sustituyendo por medios filtrantes de plástico, madera de secoya, o madera prensada.
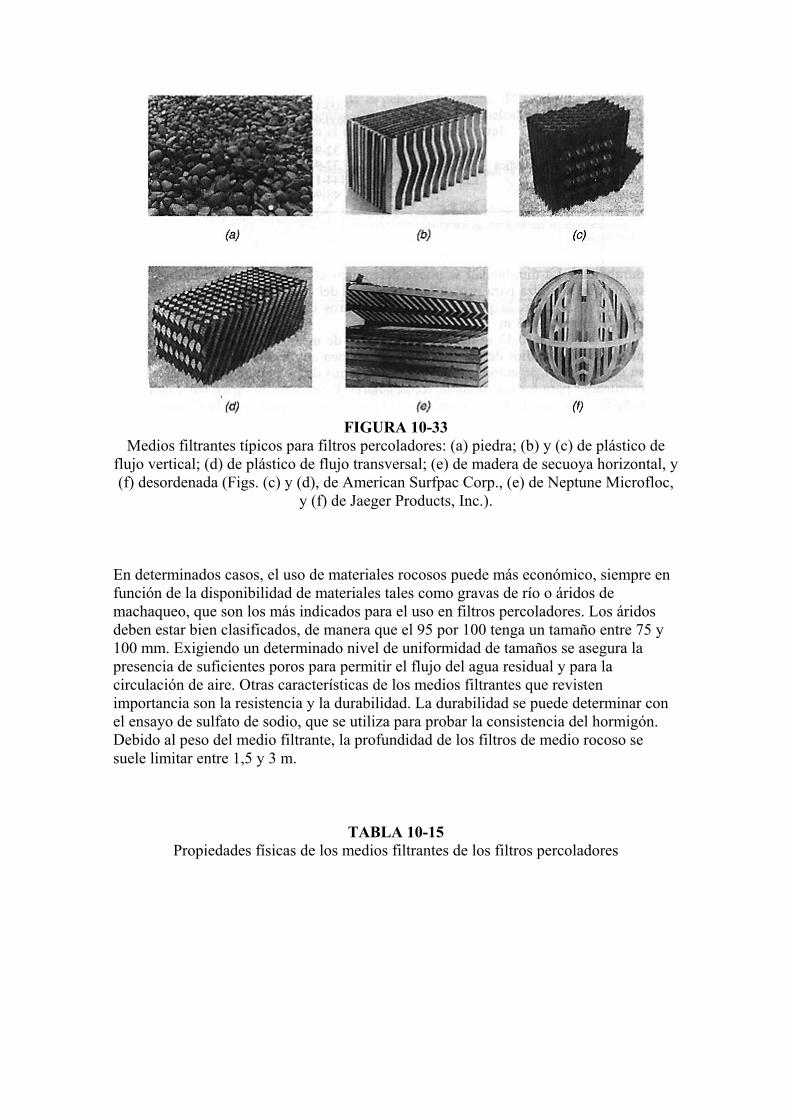
FIGURA 10-33
Medios filtrantes típicos para filtros percoladores: (a) piedra; (b) y (c) de plástico de flujo vertical; (d) de plástico de flujo transversal; (e) de madera de secuoya horizontal, y (f) desordenada (Figs. (c) y (d), de American Surfpac Corp., (e) de Neptune Microfloc,
y (f) de Jaeger Products, Inc.).
En determinados casos, el uso de materiales rocosos puede más económico, siempre en función de la disponibilidad de materiales tales como gravas de río o áridos de machaqueo, que son los más indicados para el uso en filtros percoladores. Los áridos deben estar bien clasificados, de manera que el 95 por 100 tenga un tamaño entre 75 y 100 mm. Exigiendo un determinado nivel de uniformidad de tamaños se asegura la presencia de suficientes poros para permitir el flujo del agua residual y para la circulación de aire. Otras características de los medios filtrantes que revisten importancia son la resistencia y la durabilidad. La durabilidad se puede determinar con el ensayo de sulfato de sodio, que se utiliza para probar la consistencia del hormigón. Debido al peso del medio filtrante, la profundidad de los filtros de medio rocoso se suele limitar entre 1,5 y 3 m.
TABLA 10-15 Propiedades físicas de los medios filtrantes de los filtros percoladores
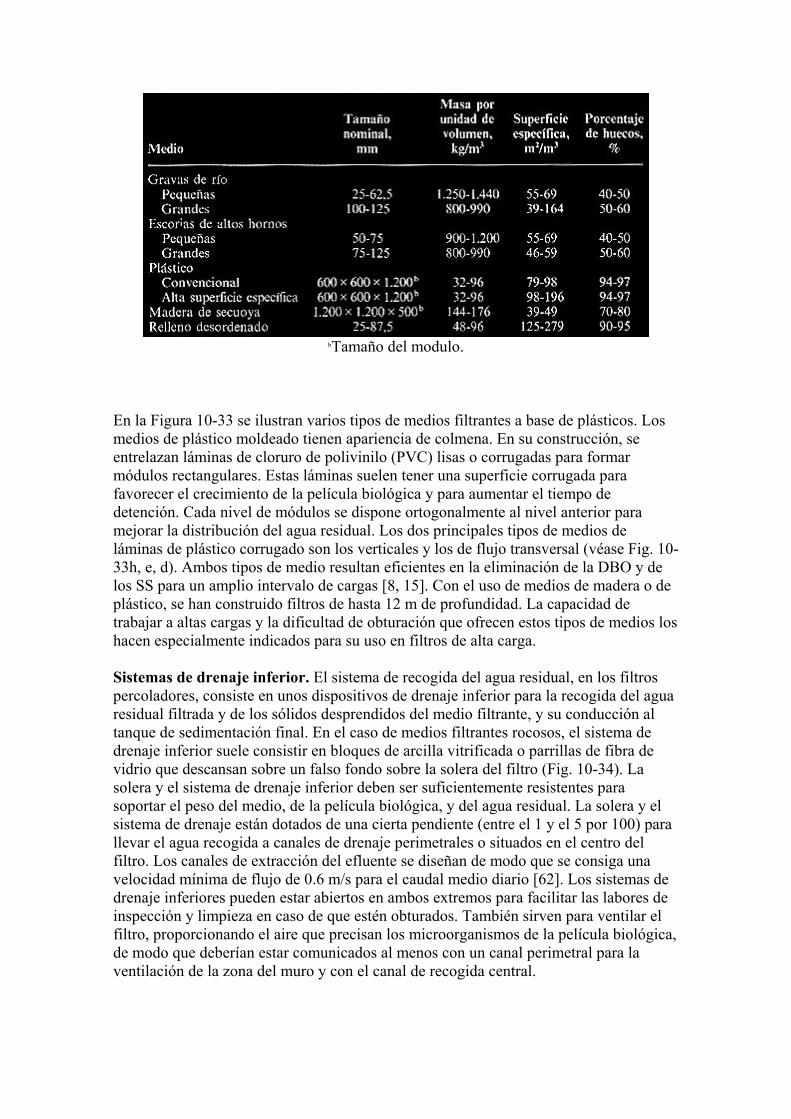
bTamaño del modulo.
En la Figura 10-33 se ilustran varios tipos de medios filtrantes a base de plásticos. Los medios de plástico moldeado tienen apariencia de colmena. En su construcción, se entrelazan láminas de cloruro de polivinilo (PVC) lisas o corrugadas para formar módulos rectangulares. Estas láminas suelen tener una superficie corrugada para favorecer el crecimiento de la película biológica y para aumentar el tiempo de detención. Cada nivel de módulos se dispone ortogonalmente al nivel anterior para mejorar la distribución del agua residual. Los dos principales tipos de medios de láminas de plástico corrugado son los verticales y los de flujo transversal (véase Fig. 10-33h, e, d). Ambos tipos de medio resultan eficientes en la eliminación de la DBO y de los SS para un amplio intervalo de cargas [8, 15]. Con el uso de medios de madera o de plástico, se han construido filtros de hasta 12 m de profundidad. La capacidad de trabajar a altas cargas y la dificultad de obturación que ofrecen estos tipos de medios los hacen especialmente indicados para su uso en filtros de alta carga. Sistemas de drenaje inferior. El sistema de recogida del agua residual, en los filtros percoladores, consiste en unos dispositivos de drenaje inferior para la recogida del agua residual filtrada y de los sólidos desprendidos del medio filtrante, y su conducción al tanque de sedimentación final. En el caso de medios filtrantes rocosos, el sistema de drenaje inferior suele consistir en bloques de arcilla vitrificada o parrillas de fibra de vidrio que descansan sobre un falso fondo sobre la solera del filtro (Fig. 10-34). La solera y el sistema de drenaje inferior deben ser suficientemente resistentes para soportar el peso del medio, de la película biológica, y del agua residual. La solera y el sistema de drenaje están dotados de una cierta pendiente (entre el 1 y el 5 por 100) para llevar el agua recogida a canales de drenaje perimetrales o situados en el centro del filtro. Los canales de extracción del efluente se diseñan de modo que se consiga una velocidad mínima de flujo de 0.6 m/s para el caudal medio diario [62]. Los sistemas de drenaje inferiores pueden estar abiertos en ambos extremos para facilitar las labores de inspección y limpieza en caso de que estén obturados. También sirven para ventilar el filtro, proporcionando el aire que precisan los microorganismos de la película biológica, de modo que deberían estar comunicados al menos con un canal perimetral para la ventilación de la zona del muro y con el canal de recogida central.
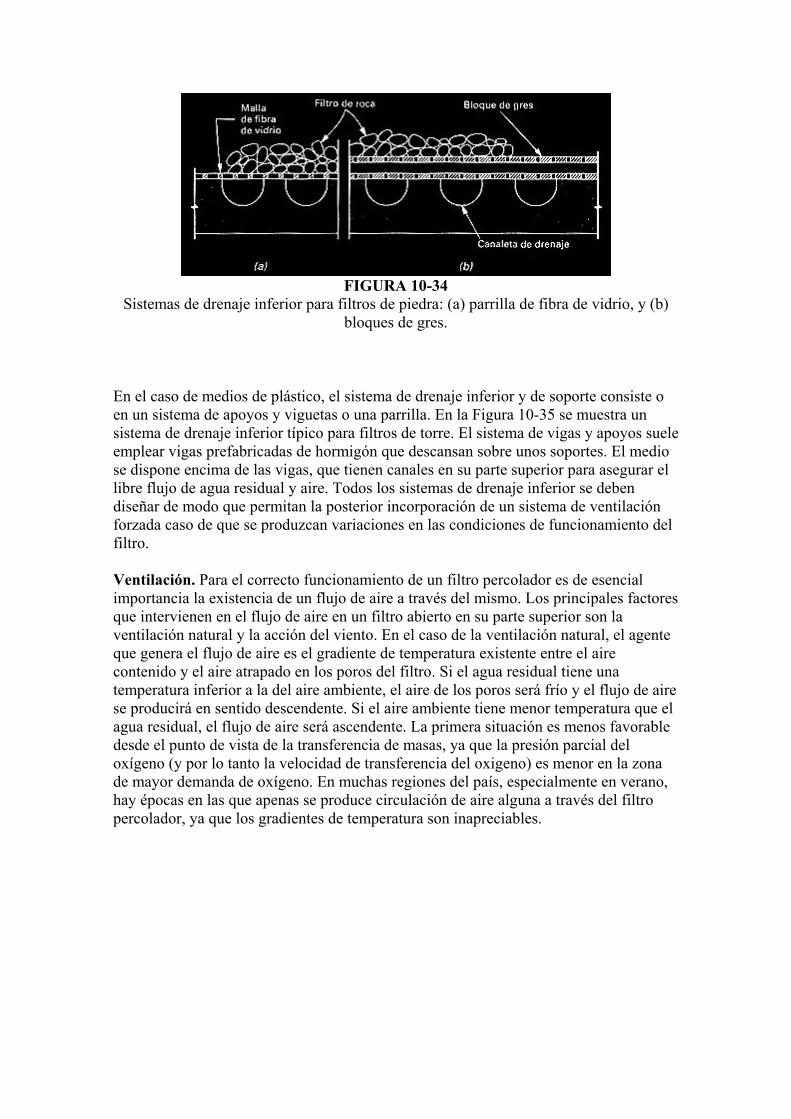
FIGURA 10-34
Sistemas de drenaje inferior para filtros de piedra: (a) parrilla de fibra de vidrio, y (b) bloques de gres.
En el caso de medios de plástico, el sistema de drenaje inferior y de soporte consiste o en un sistema de apoyos y viguetas o una parrilla. En la Figura 10-35 se muestra un sistema de drenaje inferior típico para filtros de torre. El sistema de vigas y apoyos suele emplear vigas prefabricadas de hormigón que descansan sobre unos soportes. El medio se dispone encima de las vigas, que tienen canales en su parte superior para asegurar el libre flujo de agua residual y aire. Todos los sistemas de drenaje inferior se deben diseñar de modo que permitan la posterior incorporación de un sistema de ventilación forzada caso de que se produzcan variaciones en las condiciones de funcionamiento del filtro. Ventilación. Para el correcto funcionamiento de un filtro percolador es de esencial importancia la existencia de un flujo de aire a través del mismo. Los principales factores que intervienen en el flujo de aire en un filtro abierto en su parte superior son la ventilación natural y la acción del viento. En el caso de la ventilación natural, el agente que genera el flujo de aire es el gradiente de temperatura existente entre el aire contenido y el aire atrapado en los poros del filtro. Si el agua residual tiene una temperatura inferior a la del aire ambiente, el aire de los poros será frío y el flujo de aire se producirá en sentido descendente. Si el aire ambiente tiene menor temperatura que el agua residual, el flujo de aire será ascendente. La primera situación es menos favorable desde el punto de vista de la transferencia de masas, ya que la presión parcial del oxígeno (y por lo tanto la velocidad de transferencia del oxigeno) es menor en la zona de mayor demanda de oxígeno. En muchas regiones del país, especialmente en verano, hay épocas en las que apenas se produce circulación de aire alguna a través del filtro percolador, ya que los gradientes de temperatura son inapreciables.
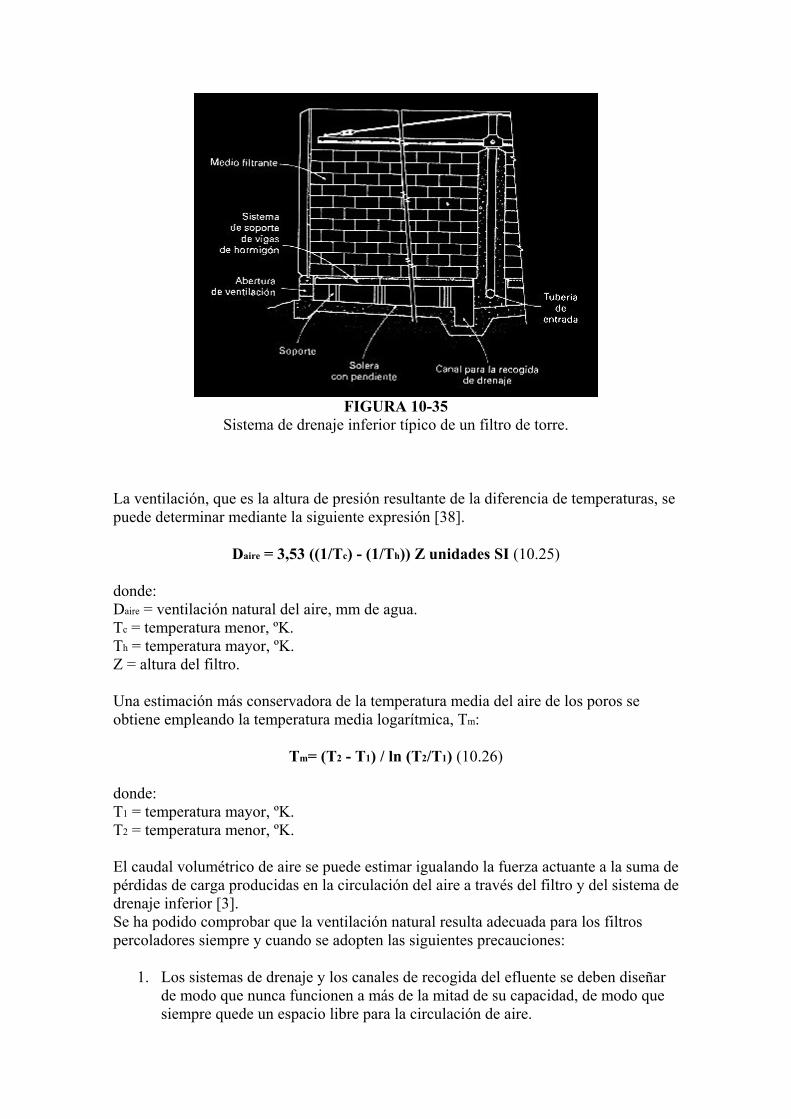
FIGURA 10-35
Sistema de drenaje inferior típico de un filtro de torre.
La ventilación, que es la altura de presión resultante de la diferencia de temperaturas, se puede determinar mediante la siguiente expresión [38].
Daire = 3,53 ((1/Tc) - (1/Th)) Z unidades SI (10.25)
donde: Daire = ventilación natural del aire, mm de agua. Tc = temperatura menor, ºK. Th = temperatura mayor, ºK. Z = altura del filtro. Una estimación más conservadora de la temperatura media del aire de los poros se obtiene empleando la temperatura media logarítmica, Tm:
Tm= (T2 - T1) / ln (T2/T1) (10.26)
donde: T1 = temperatura mayor, ºK. T2 = temperatura menor, ºK. El caudal volumétrico de aire se puede estimar igualando la fuerza actuante a la suma de pérdidas de carga producidas en la circulación del aire a través del filtro y del sistema de drenaje inferior [3]. Se ha podido comprobar que la ventilación natural resulta adecuada para los filtros percoladores siempre y cuando se adopten las siguientes precauciones:
1. Los sistemas de drenaje y los canales de recogida del efluente se deben diseñar de modo que nunca funcionen a más de la mitad de su capacidad, de modo que siempre quede un espacio libre para la circulación de aire.
2. En ambos extremos del canal central de recogida se instalarán cámaras de registro con tapa de rejilla abierta para asegurar la ventilación.
3. Los filtros de gran diámetro deberán estar provistos de canales colectores secundarios con orificios o chimeneas de ventilación situados cerca de la periferia.
4. La superficie de la zona abierta de las ranuras de la parte superior de los bloques de los drenajes inferiores no debe ser inferior al 15 por 100 de la superficie del filtro.
5. Por cada 23 m2 de superficie del filtro deberá existir una superficie de 0,10 m2 de rejilla abierta en las cámaras y chimeneas de ventilación.
En el caso de filtros extremadamente cargados o extremadamente profundos, la ventilación forzada puede presentar algunas ventajas siempre y cuando el diseño, instalación y uso del sistema se realicen correctamente. En estos casos se debe disponer de un caudal mínimo de aire, en cualquier dirección, de 18 m3/m2 · h. En épocas en que la temperatura del aire sea extremadamente baja, puede ser necesario restringir el flujo de aire a través del filtro para evitar su congelación.
Tanques de sedimentación. La función de los tanques de sedimentación que siguen a los filtros percoladores es la producción de un efluente clarificado. La diferencia respecto a los tanques de sedimentación de los procesos de fangos activados es la ausencia de recirculación de fangos, que es un aspecto esencial en aquél proceso. Todo el fango extraído en los tanques de sedimentación de filtros percoladores se conduce a las instalaciones de tratamiento del fango. El diseño de estos tanques es similar al de los tanques de sedimentación primaria, con la excepción de que la carga de superficie se basa en el caudal de la planta más el caudal de recirculación (véase Fig. 10-1) y menos el flujo de sólidos hacia el fondo del tanque (a menudo considerado despreciable). En la Tabla 10-12 se indican valores recomendados de la carga de superficie de los tanques de sedimentación de filtros percoladores. Diseño del proceso de filtros percoladores Como se ha comentado en el Capítulo 8, no existe una ecuación universal para el diseño de filtros percoladores. Sin embargo, se ha comprobado que la Ecuación 8.73 resulta apropiada para describir los rendimientos de eliminación observados en filtros percoladores rellenos de materiales de plástico:
Se/Si = exp [-k20D(Qv)-n] (8.73)
donde: Se = DBO5 total del efluente del filtro decantado, mg/l. Si = DBO5 total del agua residual afluente al filtro, mg/l. k20 = constante de tratabilidad correspondiente a una determinada profundidad del medio filtrante (D) a 20ºC. D = profundidad del filtro, m. Qr = caudal volumétrico aplicado por unidad de superficie del filtro, (Q/A), m3/h · m2. Q = caudal total aplicado al filtro sin tener en cuenta la recirculación, m3 · h. A = superficie del filtro, m2. n = constante empírica, normalmente 0,5.
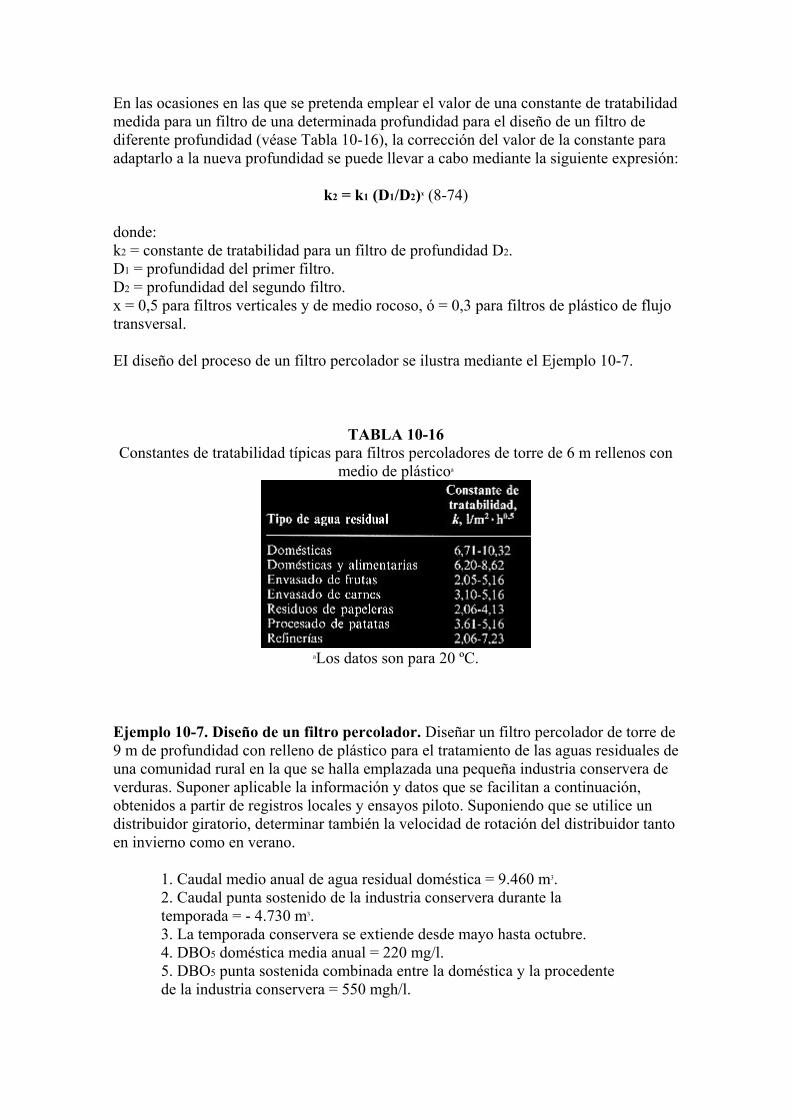
En las ocasiones en las que se pretenda emplear el valor de una constante de tratabilidad medida para un filtro de una determinada profundidad para el diseño de un filtro de diferente profundidad (véase Tabla 10-16), la corrección del valor de la constante para adaptarlo a la nueva profundidad se puede llevar a cabo mediante la siguiente expresión:
k2 = k1 (D1/D2)x (8-74)
donde: k2 = constante de tratabilidad para un filtro de profundidad D2. D1 = profundidad del primer filtro. D2 = profundidad del segundo filtro. x = 0,5 para filtros verticales y de medio rocoso, ó = 0,3 para filtros de plástico de flujo transversal. EI diseño del proceso de un filtro percolador se ilustra mediante el Ejemplo 10-7.
TABLA 10-16 Constantes de tratabilidad típicas para filtros percoladores de torre de 6 m rellenos con
medio de plásticoa
aLos datos son para 20 ºC.
Ejemplo 10-7. Diseño de un filtro percolador. Diseñar un filtro percolador de torre de 9 m de profundidad con relleno de plástico para el tratamiento de las aguas residuales de una comunidad rural en la que se halla emplazada una pequeña industria conservera de verduras. Suponer aplicable la información y datos que se facilitan a continuación, obtenidos a partir de registros locales y ensayos piloto. Suponiendo que se utilice un distribuidor giratorio, determinar también la velocidad de rotación del distribuidor tanto en invierno como en verano.
1. Caudal medio anual de agua residual doméstica = 9.460 m3. 2. Caudal punta sostenido de la industria conservera durante la temporada = - 4.730 m3. 3. La temporada conservera se extiende desde mayo hasta octubre. 4. DBO5 doméstica media anual = 220 mg/l. 5. DBO5 punta sostenida combinada entre la doméstica y la procedente de la industria conservera = 550 mgh/l.
6. DBO5 exigida del efluente = 30 mg/l. 7. Datos de temperaturas críticas:
a) Temperaturas bajas sostenidas entre mayo y octubre = 20ºC. b) Temperatura baja sostenida en el mes de enero = 10ºC.
8. Constante de tratabilidad = 0,275(l/s)0,5/m2 para un valor de n = 0,5. El valor de esta constante se obtuvo en ensayos en planta piloto llevados a cabo con un filtro de 6 m de profundidad en época de verano, con temperatura media de 25ªC.
Solución 1. Determinar la superficie necesaria para un filtro de 9 m de profundidad durante la temporada conservera (Ec. 8.73).
Se/Si = exp [-k20D(Qv)-n] a) Sustituyendo Q/A por Qv, y reordenando la Ecuación 8.73, se obtiene:
A = Q ((-ln Se/Si)/KT/D30 D)1/n b) Corregir la constante de tratabilidad de la DBO observada para tener en cuenta los efectos de la temperatura sostenida del agua residual durante los meses de mayo a octubre:
k20/D20 = k25/D20THETAT-25
k20/D20 = 0,275(1,0320-25) = 0,231 c) Corregir la constante de tratabilidad de la DBO observada para tener en cuenta la diferencia de profundidad entre el filtro de ensayo y el filtro real (Ec. 8.74):
k20/D30 = k20/D20 (D20/D30)x
k20/D30 = 0,231 (6/9)0,5 = 0,189 d) Determinar la superficie necesaria a partir de los datos conocidos:
Se = 550 mg/l Si = 30 mg/l
n = 0,5 k20/D30 = 0,189
D = 9m Q = 9.460 + 4.730 · 1/86.400 d/s ·100 l/m3 = 164,2 ls
A = (164,2)((-ln 30/550)/0,189 · 9)2 = 8.480 m2 2. Determinar la superficie de filtro (9 m) necesaria para cumplir con la calidad del efluente establecida en condiciones invernales. a) Corregir la constante de tratabilidad de la DBO para tener en cuenta el efecto de las temperaturas sostenidas observadas en el mes de enero.
k10/D20 = k25/DTHETAT-25
k10/D20 = 0,275(1,03510-25) = 0,164 b) Corregir la constante de tratabilidad para tener en cuenta la profundidad de 9 m.
k10/D30 = 0,164 (20/30)0,5 = 0,134 c) Determinar la superficie necesaria a partir de los datos conocidos:
Se = 220 mg/l Si = 30 mg/l
n = 0,5
k10/D30 = 0,134 D = 9m
Q = 9.460 m3/d = 109,5 ls A = (109,5)((-ln 30/220)/0,134 · 9)2 = 299 m2
Comoquiera que la superficie necesaria para satisfacer la calidad del efluente exigida es mayor para las condiciones de verano, el diseño viene controla-do por las condiciones de verano. 3. Comprobación de las cargas hidráulicas: a) Verano
(HLR)S = 164,2 l/s · 3.600 s/h · 1/1.000 m3/l / 480 m2 =1,23 m3/m2 · h b) Invierno
(HLR)W = 109,5 l/s · 3.600 s/h · 1/1.000 m3/l / 480 m2 =0,82 m3/m2 · h 4. Comprobar las cargas orgánicas: a) Verano
(OLR)s = (14.190 m3/d)(550 mg/l)(1.000 l/m3 · 1/106 kg/mg / 9 m .480 m2 = 1,80 kg/m3 b) Invierno
(ORL)w = (9.460 · 220 · 103/106)/(9 · 480) = 0,48 kg/m3 5. Determinar la velocidad de giro del distribuidor giratorio utilizando la Ecuación 10.24:
DR = 1,66 (QT)/(A)(n) a) Verano: i. La dosificación necesaria en verano es 19 · 1,80 kg/m3 = 34,2 cm/paso. ii. La velocidad de giro necesaria es de
n = 1,66(QT)/(A)(DR) = 1,66(1,23)/2 · 34,2 = 0,03 rpm o una revolución cada 33 minutos. b) Invierno: i. La dosificación necesaria en invierno es 19 x 0,48 kg m3 9,12 cm paso. ii. La velocidad de giro necesaria es de
n = 1,66(QT)/(A)(DR) = 1,66(0,82)/2 · 9,12 = 0,075 rpm o una revolución cada 13.3 minutos. 10.6 CONTACTORES BIOLÓGICOS ROTATIVOS (RBCs) Los contactores biológicos rotativos, comúnmente conocidos como biodiscos, se instalaron por vez primera en Alemania en 1960, y más tarde se introdujeron en los Estados Unidos (véase Fig. 10-36). En Estados Unidos y Canadá, el 70 por 100 de los sistemas de biodiscos instalados se emplean únicamente para la eliminación de la DBO carbonosa, el 25 por 100 combinan la eliminación de la DBO con la nitrificación, y el 5 por 100 se emplean para la nitrificación de efluentes de tratamientos secundarios [52, 53, 54]. En el Capítulo 8 se presenta la descripción general del proceso y sus aspectos teóricos. En esta sección se analizan los aspectos relativos a su diseño, la descripción de los equipos, los problemas operacionales, y el diseño del proceso de los sistemas de biodiscos. Aspectos relativos al diseño Con un diseño adecuado, los biodiscos pueden tener mejores rendimientos que otros sistemas de tratamiento de película fija, debido a la menor relación carga orgánica/biomasa, al mayor tiempo de retención de los sólidos en la fase biológica, y al mejor control sobre la formación de cortocircuitos. En la Figura 10-37 se ilustra un

diagrama de flujo típico de la aplicación de un sistema de biodiscos para el tratamiento secundario. En el diseño de un sistema de biodiscos, se debe prestar atención a (1) la distribución en etapas de las unidades de biodiscos; (2) los criterios de carga; (3) las características del efluente, y (4) los tanques de sedimentación.
FIGURA 10-36
Unidades de RBCs típicas: (a) RBC convencional con accionamiento mecánico y alimentación de aire opcional; (b) RBC convencional en un reactor cerrado; (c) RBC sumergido equipado con dispositivos de captura de aire (el aire se utiliza tanto para conseguir la rotación como para airear los biodiscos), y (d) Unidad típica de RBCs
sumergidos con dispositivos para la captura de aire (de Envirex Inc.).

FIGURA 10-37
Esquema típico de RBCs para el tratamiento secundario.
Distribución en etapas de las unidades de biodiscos. La organización en etapas de un sistema de biodiscos es una parte integral del diseño del proceso. Por distribución en etapas se entiende la subdivisión del medio soporte del proceso en una serie de celdas independientes. La subdivisión se puede llevar a cabo dentro de un mismo tanque por el empleo de deflectores, o disponiendo diferentes tanques en serie. La distribución en etapas promueve el desarrollo de una serie de condiciones que favorecen el desarrollo de diferentes organismos y a diferentes niveles. El nivel de desarrollo en cualquier etapa depende, principalmente, de la concentración de materia orgánica soluble del líquido que atraviesa la etapa. Conforme el agua residual circula por el sistema, cada nueva etapa recibe un agua residual con menor contenido en materia orgánica que la etapa anterior. En la Figura 10-38 se ilustran algunos esquemas típicos de división en etapas. En aplicaciones de tratamiento secundario, se suelen disponer tres o más etapas por cada línea de tratamiento. Para llevar a cabo la nitrificación o la eliminación conjunta del amoníaco y de la DBO, se suelen añadir más etapas. En plantas de pequeñas dimensiones, los ejes de accionamiento de los biodiscos se orientan paralelos a la dirección de flujo, separándose las diferentes etapas por medio de deflectores (Fig. 10-38a). En plantas más grandes, los ejes se disponen perpendiculares a la dirección de flujo con las diferentes etapas conectadas en serie, formando una cadena de tratamiento (Fig. 10-38b). Para poder manejar las cargas que llegan a las primeras unidades, se puede emplear un sistema de alimentación escalonada (10-38c) o de alimentación graduada (10-38d). Es conveniente instalar dos o más cadenas de tratamiento en paralelo, de modo que sea posible aislar una de ellas para efectuar operaciones de mantenimiento y reparación. Los tanques se pueden construir de hormigón o de acero, siendo preferible el uso de acero en las plantas de pequeño tamaño. Criterios de carga. En un principio, cuando los biodiscos se introdujeron por vez primera en Estados Unidos, para conseguir los rendimientos de eliminación deseados, el diseño del proceso se basaba en la carga hidráulica expresada en m3/m2 · d. En los últimos 15 años, el criterio de diseño ha cambiado, primero para basarse en la DBO total por unidad de superficie (kg DBOt/m2), y más recientemente para basarse en la DBO soluble por unidad de superficie (kg DBOs/m2) o, en el caso de nitrificación, en los kg NH3/m2. En los sistemas sobrecargados se han observado rendimientos bajos, lo cual produce bajas concentraciones de OD, olores producidos por la presencia de H2S, y bajos
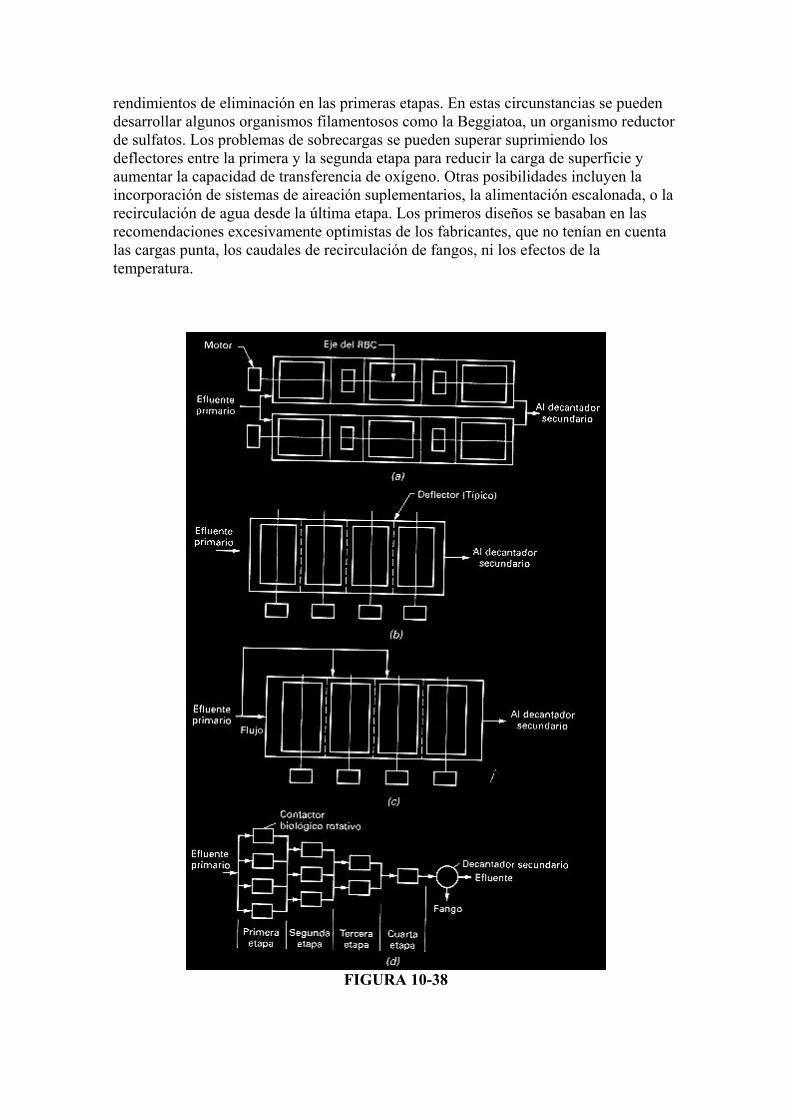
rendimientos de eliminación en las primeras etapas. En estas circunstancias se pueden desarrollar algunos organismos filamentosos como la Beggiatoa, un organismo reductor de sulfatos. Los problemas de sobrecargas se pueden superar suprimiendo los deflectores entre la primera y la segunda etapa para reducir la carga de superficie y aumentar la capacidad de transferencia de oxígeno. Otras posibilidades incluyen la incorporación de sistemas de aireación suplementarios, la alimentación escalonada, o la recirculación de agua desde la última etapa. Los primeros diseños se basaban en las recomendaciones excesivamente optimistas de los fabricantes, que no tenían en cuenta las cargas punta, los caudales de recirculación de fangos, ni los efectos de la temperatura.
FIGURA 10-38
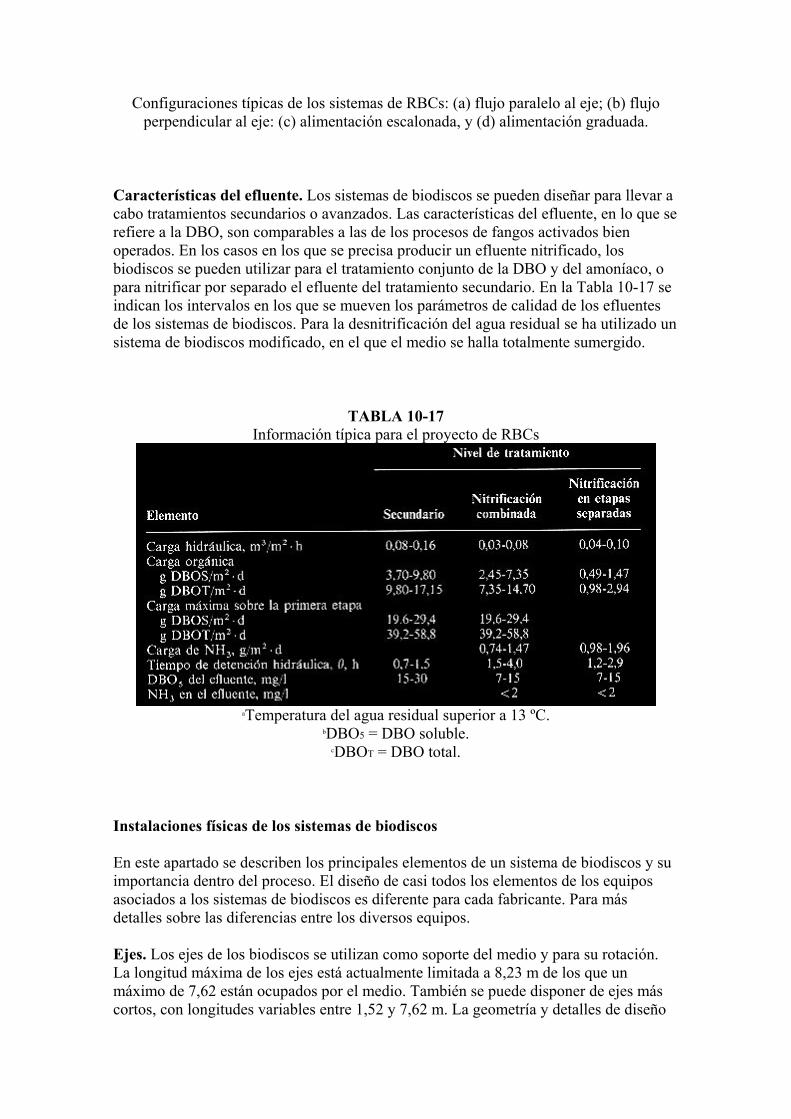
Configuraciones típicas de los sistemas de RBCs: (a) flujo paralelo al eje; (b) flujo perpendicular al eje: (c) alimentación escalonada, y (d) alimentación graduada.
Características del efluente. Los sistemas de biodiscos se pueden diseñar para llevar a cabo tratamientos secundarios o avanzados. Las características del efluente, en lo que se refiere a la DBO, son comparables a las de los procesos de fangos activados bien operados. En los casos en los que se precisa producir un efluente nitrificado, los biodiscos se pueden utilizar para el tratamiento conjunto de la DBO y del amoníaco, o para nitrificar por separado el efluente del tratamiento secundario. En la Tabla 10-17 se indican los intervalos en los que se mueven los parámetros de calidad de los efluentes de los sistemas de biodiscos. Para la desnitrificación del agua residual se ha utilizado un sistema de biodiscos modificado, en el que el medio se halla totalmente sumergido.
TABLA 10-17 Información típica para el proyecto de RBCs
aTemperatura del agua residual superior a 13 ºC.
bDBO5 = DBO soluble. cDBOT = DBO total.
Instalaciones físicas de los sistemas de biodiscos En este apartado se describen los principales elementos de un sistema de biodiscos y su importancia dentro del proceso. El diseño de casi todos los elementos de los equipos asociados a los sistemas de biodiscos es diferente para cada fabricante. Para más detalles sobre las diferencias entre los diversos equipos. Ejes. Los ejes de los biodiscos se utilizan como soporte del medio y para su rotación. La longitud máxima de los ejes está actualmente limitada a 8,23 m de los que un máximo de 7,62 están ocupados por el medio. También se puede disponer de ejes más cortos, con longitudes variables entre 1,52 y 7,62 m. La geometría y detalles de diseño

varían notablemente en función del fabricante. Las propiedades estructurales del eje y el método de soporte del medio constituyen elementos de gran importancia en el diseño de las unidades. En el apartado «Problemas operacionales» se estudia con mayor detalle el problema de la rotura o fallo de los ejes. Medio. El medio que se utiliza en los sistemas de biodiscos se fabrica con polietileno de gran densidad, y se suministra con diferentes configuraciones o corrugados. El hecho de que el medio sea corrugado aumenta la superficie disponible y favorece su estabilidad estructural. Los tipos de medio se clasifican en función de la superficie de medio por eje y suelen ser en medios de baja densidad (o densidad estándar), de densidad media, y de alta densidad. Los medios de baja densidad, con una superficie de 9.290 m2 por eje de 8,23 m, presentan mayor espaciamiento entre láminas, y se suelen emplear en las primeras etapas de la línea de tratamiento. Los medios de media o alta densidad tienen superficie variable entre 11.150 y 16.750 m2 por eje de 8,23 m, y se suelen emplear en las etapas intermedias y finales del proceso de biodiscos, etapas en las que la película biológica es de menor grosor. Mecanismos de transmisión. La mayoría de las unidades de biodiscos rotan por la acción directa sobre el eje central de mecanismos de transmisión mecánica. También es posible el empleo de aire como sistema motriz. Los sistemas con aire consisten en una serie de cangilones profundos de plástico dispuestos en el perímetro del medio, un conducto de aire situado debajo de aquél, y un compresor. La descarga de aire dentro del interior de los cubos crea una fuerza boyante que impulsa el giro del eje. Ambos sistemas han demostrado ser mecánicamente fiables. Para regular la velocidad de rotación del eje, se pueden incorporar dispositivos de variación de la velocidad. Volumen de los tanques. El volumen óptimo de los tanques en los que se instalan los biodiscos, se ha establecido en 0,0049 m3/m2 de medio, lo cual implica un volumen de 45,42 m3 para un eje de 9.290 m2 de medio. Basándose en este volumen, para una carga de 0,08 m3/m2 · d se consigue un tiempo de detención de 1,44 h. Un valor típico de la profundidad de agua es 1,50 m, el cual permite sumergir el 40 por 100 del medio. Cerramientos. Normalmente, sobre cada uno de los ejes se dispone una cubierta de plástico reforzado con fibra de vidrio. En algunos casos, para la protección contra el frío, para mejorar el acceso, o por razones estéticas, las unidades se han instalado en el interior de edificios. Los RBCs se cubren para (1) proteger el medio de plástico de la radiación ultravioleta; (2) proteger el proceso de las bajas temperaturas; (3) protección del medio y de los equipos contra daños, y (4) controlar la proliferación de algas (véase Fig. 10-36b). Tanques de sedimentación. Los tanques de sedimentación de los sistemas de biodiscos comparten con los tanques de sedimentación de filtros percoladores la características de que todo el fango producido se evacúa a las instalaciones de tratamiento de fangos. En la Tabla 10-12 se indican las cargas de superficie empleadas en el diseño de tanques de sedimentación asociados a sistemas de biodiscos. Problemas operacionales La mayoría de los primitivos sistemas de biodiscos presentaron problemas operacionales relacionados con la rotura de los ejes, rotura del medio, fallos en los

cojinetes de apoyo, y problemas de olores. Los fallos y roturas de ejes han sido el problema más importante relacionado con los equipos, puesto que representan la pérdida de una unidad para el proceso y posibles daños a parte del medio. La rotura de los ejes se puede atribuir a un incorrecto diseño estructural, a fatiga de metales, o a la excesiva acumulación de biomasa en el medio. La rotura del medio se puede producir por exposición a altas temperaturas, disolventes orgánicos o a radiación ultravioleta, o debido al inadecuado diseño de los sistemas de soporte de medio. Los fallos en los cojinetes de apoyo se han atribuido a la falta de lubricación. Los problemas de olores se producen, en la mayoría de los casos, debido a cargas orgánicas excesivamente elevadas, especialmente en las primeras etapas de los procesos. Para solventar estos problemas y para facilitar las labores de mantenimiento, se han introducido modificaciones en los equipos. Recientemente se han desarrollado unidades con mayor sumergencia para reducir las cargas sobre el eje y los cojinetes, y para mejorar la fiabilidad del sistema. Diseño del proceso de sistemas de biodiscos A pesar de que se han desarrollado varios modelos teóricos que relacionan los rendimientos con las cargas aplicadas para una determinada planta a partir del análisis de datos del funcionamiento de la misma, la utilidad de estos modelos para predecir los rendimientos de otras plantas no está comprobada. Como consecuencia de ello, el proyecto de los sistemas de biodiscos se basa, principalmente, en el uso de parámetros de diseño. Los parámetros de diseño que se presentan en esta sección derivan de la experiencia obtenida en el análisis de los registros de explotación de numerosas plantas de biodiscos existentes. La aplicación de los parámetros de diseño se estudia en este apartado y se ilustra en el Ejemplo 10-8.
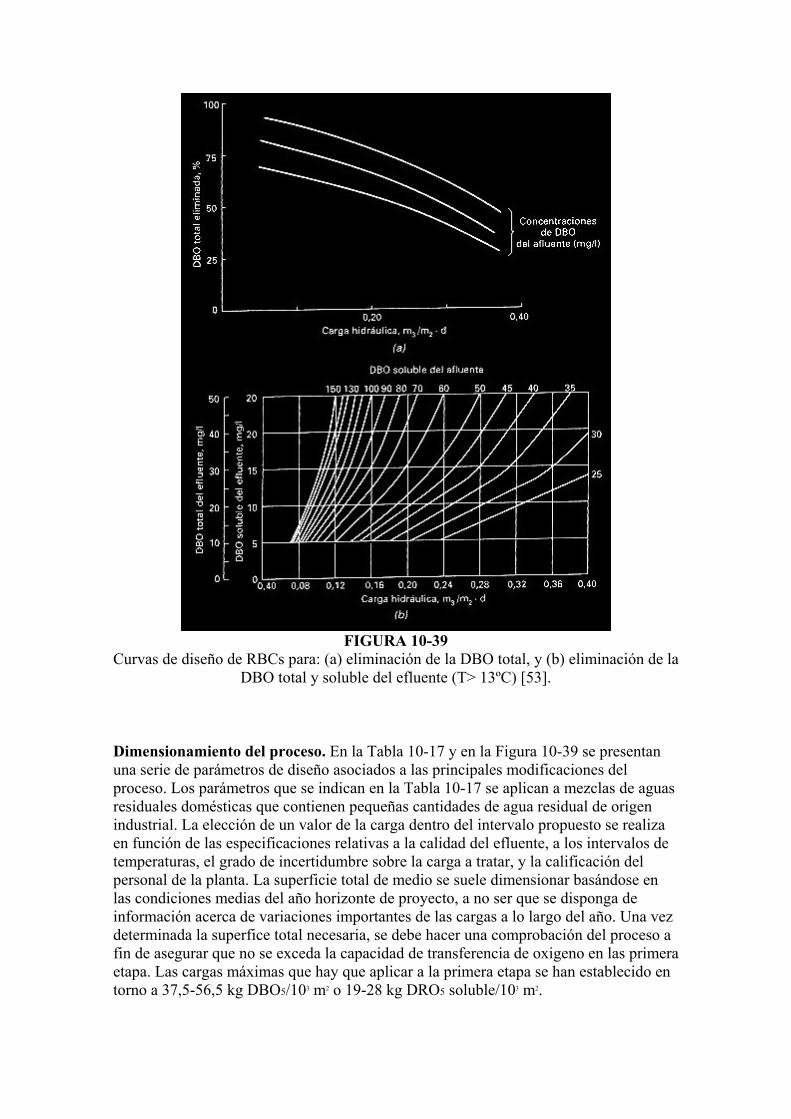
FIGURA 10-39
Curvas de diseño de RBCs para: (a) eliminación de la DBO total, y (b) eliminación de la DBO total y soluble del efluente (T> 13ºC) [53].
Dimensionamiento del proceso. En la Tabla 10-17 y en la Figura 10-39 se presentan una serie de parámetros de diseño asociados a las principales modificaciones del proceso. Los parámetros que se indican en la Tabla 10-17 se aplican a mezclas de aguas residuales domésticas que contienen pequeñas cantidades de agua residual de origen industrial. La elección de un valor de la carga dentro del intervalo propuesto se realiza en función de las especificaciones relativas a la calidad del efluente, a los intervalos de temperaturas, el grado de incertidumbre sobre la carga a tratar, y la calificación del personal de la planta. La superficie total de medio se suele dimensionar basándose en las condiciones medias del año horizonte de proyecto, a no ser que se disponga de información acerca de variaciones importantes de las cargas a lo largo del año. Una vez determinada la superfice total necesaria, se debe hacer una comprobación del proceso a fin de asegurar que no se exceda la capacidad de transferencia de oxigeno en las primera etapa. Las cargas máximas que hay que aplicar a la primera etapa se han establecido en torno a 37,5-56,5 kg DBO5/103 m2 o 19-28 kg DRO5 soluble/103 m2.

Efecto de la temperatura. En los casos en los que se esperan temperaturas del agua residual inferiores a 13 ºC, se puede producir una reducción de los rendimientos de eliminación de materia orgánica. Para compensar el efecto de las bajas temperaturas es preciso aumentar la superficie de medio necesaria. En la Figura 10-40 se muestran las curvas de corrección de la superficie necesaria para temperaturas inferiores a 13ºC.
FIGURA 10-40 Curvas de corrección de la superficie necesaria de las unidades de RBCs para
temperaturas inferiores a 13ºC.
Ejemplo 10-8. Diseño de un proceso de RBCs. Un agua residual municipal con DBO soluble y total de 150 y 250 mg/l respectivamente, se desea tratar mediante un proceso de RBCs. La DBO5 del efluente debe ser igual o inferior a 25 mg/l. El caudal medio de diseño es de 2.850 m3/d. Suponer que la temperatura del agua residual afluente es de 20 ºC y que los factores punta horaria tanto de la carga hidráulica como de la carga orgánica son 3,5. Determinar las dimensiones de la unidad de RBCs y de las instalaciones de sedimentación. Solución 1. Determinar la superficie necesaria de los RBCs. a) Para conseguir una concentración de DBO5 inferior a 25 mg/l en el efluente, 0,0075 kg DBO soluble/m2 · d es un factor de carga adecuado (véase Tabla 10-17). b) La superficie necesaria es de:
A = (2.850 m3 (150 mg/l SBOD)/0,0075 kg/m3 ·d) (1/1.000 kg/g) = 57.000 m2
2. Comprobar el dimensionamiento frente a las sobrecargas orgánicas: a) Factor punta de la carga orgánica = 3,5. b) Determinar la carga por unidad de superficie
OLRpunta = 2.850 · 150(1.000)(3 , 5)/57.000 m2 = 26,25 kg DBOs5/m3
Observando los datos de la Tabla 10-17, se puede concluir que la máxima carga orgánica sobre la primera etapa resulta aceptable. 3. Determinar la superficie necesaria para las instalaciones de sedimentación. a) Determinar la superficie necesaria basándose en el caudal medio contem-plando una carga de superficie de 25 m3 m2 h.
Acaudal medio = 2.850 m3/d / 25 m3/m2 · d = 114 m2
b) Determinar la superficie necesaria basándose en el caudal punta y en una carga de superficie de 50 m3/m2 h
Acaudal punta = 2.850 m3/d / 50 m3/m2 · d = 199,5 m2
C) A partir de los resultados obtenidos, se puede comprobar que el diseño está controlado por el caudal máximo. Comentario. En plantas pequeñas sujetas a grandes variaciones de caudal, el dimensionamiento de las instalaciones de sedimentación se basará, en casi todos los casos, en el caudal punta horario. 10.7 PROCESOS COMBINADOS DE TRATAMIENTO AEROBIO Investigaciones recientes han estudiado las posibles combinaciones de los procesos de tratamiento aerobio para intentar conseguir el mejor rendimiento y mayor economía en el tratamiento del agua residual [31]. Mediante la combinación de los procesos de tratamiento aerobios descritos anteriormente, se pueden desarrollar gran número de sistemas de tratamiento. La principal razón para combinar procesos es el hecho de que proporcionan la estabilidad y resistencia a las cargas de choque de los procesos de película fija y la gran calidad del efluente de los sistemas de cultivo en suspensión. El uso de sistemas combinados ha aumentado notablemente en los últimos años, potenciado en gran parte por las mejoras en los medios de los filtros percoladores que ya se han comentado. En esta sección se analizarán algunos ejemplos de los sistemas combinados más comunes: (1) biofiltro activado; (2) filtros percoladores con contactos de sólidos; (3) filtro de desbaste seguido de un proceso de fangos activados; (4) biofiltro seguido de un proceso de fangos activados, y (5) filtro percolador seguido de un proceso de fangos activados. Los diagramas de flujo esquemáticos de estas sistemas se muestran en la Figura 10-41, y en la Tabla 10-18 se aporta información típica de proyecto. En varias de estas aplicaciones, el primer proceso de la serie se puede considerar como un «proceso de desbaste» que se incluye para reducir la carga sobre el siguiente proceso a un nivel que permita su rendimiento óptimo. Proceso de biofiltro activado El proceso de biofiltro activado (ABF) es similar a un filtro percolador de alta carga, con la excepción de que el fango secundario se recircula al filtro percolador. No se suele utilizar un proceso de cultivo suspendido independiente, a pesar de que existe una modificación del proceso que incorpora un corto periodo de aireación antes de la sedimentación secundaria. El fango de recirculación se controla con el fin de mantener

una elevada concentración de cultivo en suspensión en el interior del filtro. El biofiltro utiliza madera de secoya en lugar de otros tipos de medio. Las ventajas de este proceso son las siguientes: (1) se pueden conseguir rendimientos de eliminación de DBO notablemente superiores al conseguir una combinación de cultivo fijo y cultivo en suspensión; (2) se pueden aplicar cargas de DBO entre 4 y 5 veces superiores a las aplicadas a filtros convencionales. Las cargas de diseño suelen estar entre 3,21 y 4,0 kg/m3 · d para conseguir rendimientos de eliminación en el biofiltro entre 60 y 65 por 100 [7]. La eliminación combinada de DBO entre el biofiltro y el decantador secundario se puede calcular mediante la Ecuación 10.27 [7]:
Le/Lo = exp [-KT[1/(TL)]0,48] unidades SI (10.27)
donde: Le = DBO total del efluente secundario, mg/l. Lo = DBO total del efluente primario, mg/l. KT = constante de tratabilidad o velocidad de eliminación a la temperatura T, ºC = Ecuación 10.27 bis. K20 = 12,16 para el agua residual. TL = carga orgánica aplicada al biofiltro, kg/m3 · d. THETA = 1,016 para agua residual doméstica.

FIGURA 10-41 Diagramas de flujo de procesos combinados de tratamiento aerobio: (a) biofiltro
activado; (b) filtro percolador/contacto de sólidos y filtro de desbaste/fangos activados; (c) biofiltro/fangos activados, y (d) filtro percolador/fangos activados en serie.
Se ha comprobado que para profundidades y cargas hidráulicas superiores a 4,27 m y 88 m3/m2 · d respectivamente el rendimiento de eliminación en el biofiltro no se ve afectado por variaciones en estas magnitudes.
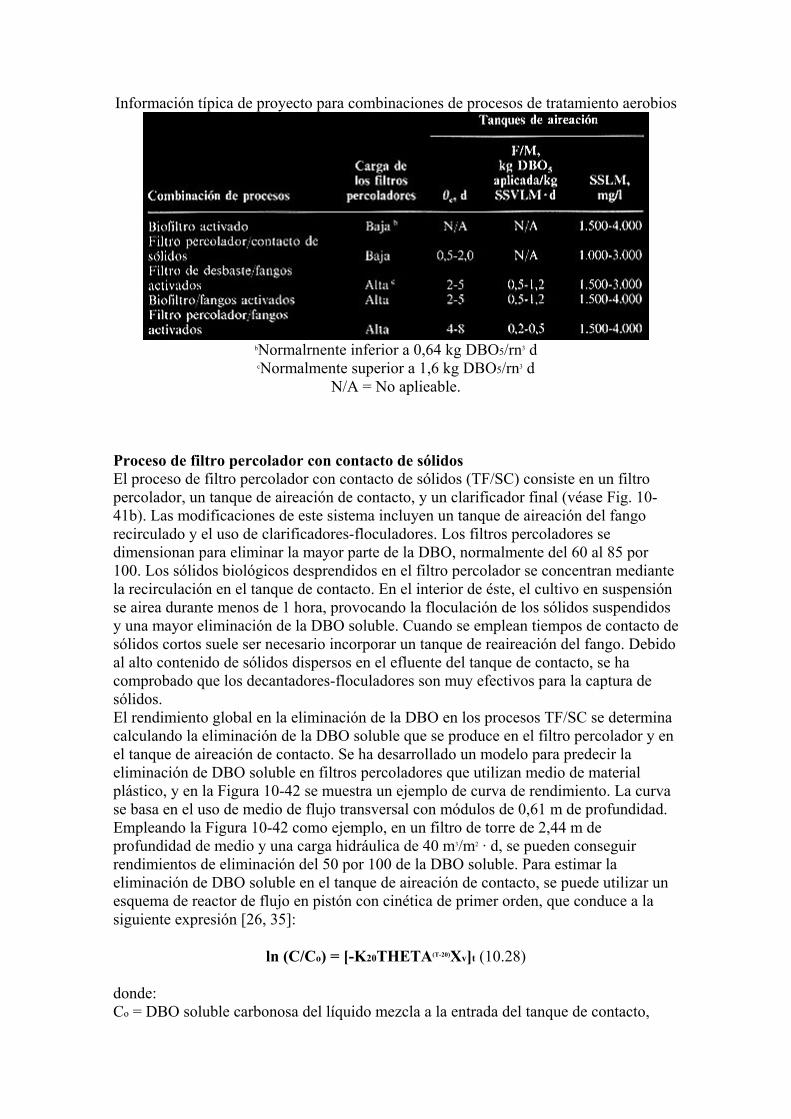
Información típica de proyecto para combinaciones de procesos de tratamiento aerobios
bNormalrnente inferior a 0,64 kg DBO5/rn3 d cNormalmente superior a 1,6 kg DBO5/rn3 d
N/A = No aplieable.
Proceso de filtro percolador con contacto de sólidos El proceso de filtro percolador con contacto de sólidos (TF/SC) consiste en un filtro percolador, un tanque de aireación de contacto, y un clarificador final (véase Fig. 10-41b). Las modificaciones de este sistema incluyen un tanque de aireación del fango recirculado y el uso de clarificadores-floculadores. Los filtros percoladores se dimensionan para eliminar la mayor parte de la DBO, normalmente del 60 al 85 por 100. Los sólidos biológicos desprendidos en el filtro percolador se concentran mediante la recirculación en el tanque de contacto. En el interior de éste, el cultivo en suspensión se airea durante menos de 1 hora, provocando la floculación de los sólidos suspendidos y una mayor eliminación de la DBO soluble. Cuando se emplean tiempos de contacto de sólidos cortos suele ser necesario incorporar un tanque de reaireación del fango. Debido al alto contenido de sólidos dispersos en el efluente del tanque de contacto, se ha comprobado que los decantadores-floculadores son muy efectivos para la captura de sólidos. El rendimiento global en la eliminación de la DBO en los procesos TF/SC se determina calculando la eliminación de la DBO soluble que se produce en el filtro percolador y en el tanque de aireación de contacto. Se ha desarrollado un modelo para predecir la eliminación de DBO soluble en filtros percoladores que utilizan medio de material plástico, y en la Figura 10-42 se muestra un ejemplo de curva de rendimiento. La curva se basa en el uso de medio de flujo transversal con módulos de 0,61 m de profundidad. Empleando la Figura 10-42 como ejemplo, en un filtro de torre de 2,44 m de profundidad de medio y una carga hidráulica de 40 m3/m2 · d, se pueden conseguir rendimientos de eliminación del 50 por 100 de la DBO soluble. Para estimar la eliminación de DBO soluble en el tanque de aireación de contacto, se puede utilizar un esquema de reactor de flujo en pistón con cinética de primer orden, que conduce a la siguiente expresión [26, 35]:
ln (C/Co) = [-K20THETA(T-20)Xv]t (10.28)
donde: Co = DBO soluble carbonosa del líquido mezcla a la entrada del tanque de contacto,
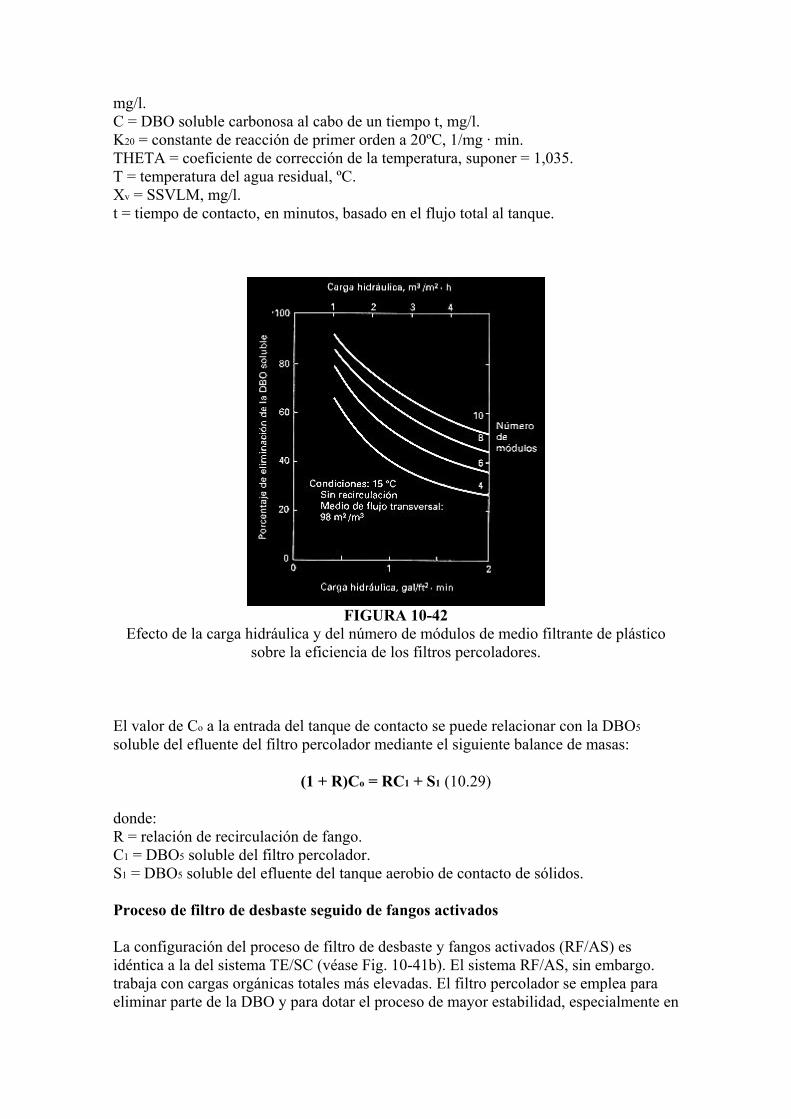
mg/l. C = DBO soluble carbonosa al cabo de un tiempo t, mg/l. K20 = constante de reacción de primer orden a 20ºC, 1/mg · min. THETA = coeficiente de corrección de la temperatura, suponer = 1,035. T = temperatura del agua residual, ºC. Xv = SSVLM, mg/l. t = tiempo de contacto, en minutos, basado en el flujo total al tanque.
FIGURA 10-42
Efecto de la carga hidráulica y del número de módulos de medio filtrante de plástico sobre la eficiencia de los filtros percoladores.
El valor de Co a la entrada del tanque de contacto se puede relacionar con la DBO5 soluble del efluente del filtro percolador mediante el siguiente balance de masas:
(1 + R)Co = RC1 + S1 (10.29)
donde: R = relación de recirculación de fango. C1 = DBO5 soluble del filtro percolador. S1 = DBO5 soluble del efluente del tanque aerobio de contacto de sólidos. Proceso de filtro de desbaste seguido de fangos activados La configuración del proceso de filtro de desbaste y fangos activados (RF/AS) es idéntica a la del sistema TE/SC (véase Fig. 10-41b). El sistema RF/AS, sin embargo. trabaja con cargas orgánicas totales más elevadas. El filtro percolador se emplea para eliminar parte de la DBO y para dotar el proceso de mayor estabilidad, especialmente en

los casos en los que se producen cargas de choque. Los tanques de aireación son necesarios para tratar la carga orgánica no eliminada en el filtro percolador. Proceso de biofiltro seguido del proceso de fangos activados El proceso de biofiltro y fangos activados (BF/AS) es similar al proceso ABF, con la excepción de que se incorpora un tanque de aireación a continuación del filtro percolador (véase Fig. 10-41c). El fango activado se recircula a través del filtro percolador. Las cargas orgánicas medias y los tiempos de detención hidráulica en los tanques de aireación son típicamente los mismos que los del proceso RF/AS. El concepto de relación F/M global, considerando el biofiltro y el tanque de aireación como sistema de tratamiento integral, se analiza en la bibliografía [7]. El valor de la relación F/M del sistema típicamente empleado en el diseño del tanque de aireación para la eliminación de la DBO carbonosa suele estar entre 1,0 y 1,5, lo cual es del orden de tres y cuatro veces superior al valor correspondiente a un tanque de aireación de un proceso de fangos activados convencional no precedido por un biofiltro. Como consecuencia de ello, las dimensiones del tanque de aireación son del orden de la cuarta parte de las dimensiones de los tanques de aireación de los procesos de fangos activados convencionales. Proceso de filtro percolador en serie con un proceso de fangos activados El proceso representado en la Figura 10-41d, formado por un filtro percolador situado aguas arriba de un proceso de fangos activados, es un proceso a menudo empleado para mejorar el nivel de tratamiento de un proceso de fangos activados ya existente. Una configuración alternativa correspondería al caso de la incorporación de un proceso de fangos activados a continuación de un filtro percolador ya existente. Este sistema también se utiliza para reducir la concentración del agua residual en los casos en los que es necesaria la nitrificación o en los que se lleva a cabo el tratamiento conjunto, en las mismas instalaciones, de aguas residuales domésticas e industriales. En algunos sistemas, especialmente en aquellos en los que se tratan aguas residuales muy concentradas, se instalan decantadores entre las unidades del proceso de fangos activados y el filtro percolador. La microbiología de estos procesos combinados es básicamente la misma que la de los procesos individuales, descrita en el Cap. 8. Debido a las elevadas cargas hidráulicas normalmente aplicadas a los filtros percoladores, se pueden producir algunas variaciones en las poblaciones de microorganismos. Además, muchos de los microorganismos asociados a filtros convencionales de roca o de escorias no están presentes debido a que se suelen emplear filtros tipo torre. 10.8 ESTANQUES DE ESTABILIZAClÓN Un estanque (o laguna) de estabilización es una masa de agua relativamente poco profunda contenida en un tanque excavado en el terreno. El término «estanque de oxidación», de uso común, es sinónimo. Los estanques de estabilización son de uso muy frecuente en pequeñas comunidades, debido a que sus reducidos costes de construcción y explotación representan una importante ventaja frente a los restantes métodos de tratamiento. El uso de estanques de estabilización para el tratamiento de aguas residuales industriales y mezclas de aguas residuales domésticas e industriales susceptibles de tratamiento biológico también está muy extendido. Este tipo de

instalaciones también se utilizan en industrias tales como refinerías de petróleo, mataderos, lecherías, mataderos de aves y recuperación de subproductos. El objetivo de esta sección es describir (1) los diferentes tipos de estanques y su aplicación; (2) diseño de los procesos; (3) técnicas de separación de sólidos, y (4) proyecto de las instalaciones físicas.
Clasificación de los estanques y su aplicación Los estanques de estabilización se suelen clasificar en función de la naturaleza de la actividad biológica que tiene lugar; aerobia, anaerobia, o aerobia-anaerobia. Este es el esquema general empleado en la Tabla 8-1, en la que los procesos también se clasifican atendiendo a si son de cultivo en suspensión, cultivo fijo, o cultivo combinado. Los principales tipos de estanques de estabilización comúnmente empleados se indican en la Tabla 10-19. También se han seguido otros esquemas de clasificación, en función del tipo de afluente (agua residual bruta, tamizada, decantada o si se trata de un efluente de un proceso de fangos activados), en función de las condiciones de salida del efluente del tanque (inexistente, intermitente o continua), y del método de oxigenación (fotosíntesis, reaireación superficial atmosférica, o aireadores mecánicos). Los estanques de estabilización se han utilizado, en unidades independientes o en forma de combinaciones de unidades, para el tratamiento tanto de aguas residuales domésticas como industriales. Las aplicaciones típicas también se indican en la Tabla 10-19. Como se puede observar, la principal aplicación de los estanques de estabilización es el tratamiento de residuos orgánicos solubles y efluentes de plantas de tratamiento. Los estanques anerobios-aerobios son los más frecuentes, y se emplean para el tratamiento de aguas residuales domésticas y de una gran variedad de residuos industriales (véase Fig. 10-43). Los estanques anaerobios son especialmente eficaces en la rápida estabilización de residuos con grandes concentraciones de materia orgánica. Normalmente, los estanques anaerobios se conectan en serie con estanques aerobios-anaerobios para conseguir un tratamiento completo. Los estados en los que se emplean estanques de estabilización tienen normativas que rigen su proyecto, instalación, y gestión (explotación). A menudo, para los estanques facultativos de flujo continuo, son necesarios tiempos de detención mínimos de 60 días. Con frecuencia se han especificado tiempos de detención superiores (90 a 120 d). Aún con tiempos de detención de 30 días se consiguen elevados niveles de eliminación de coliformes. Análisis y diseño del proceso De todos los procesos de tratamiento biológico, el diseño del proceso de los estanques de estabilización es posiblemente el menos definido. Los métodos que se contemplan en la literatura son numerosos, pero cuando se aborda la correlación entre ellos se presentan grandes diferencias. En la bibliografía se incluye un resumen de los diferentes métodos [51]. En la Tabla 10-20 se incorporan valores típicos de los parámetros de diseño de los diferentes tipos de estanques, y también se incluyen, como elemento de comparación, datos relativos a lagunas aireadas. La mayor parte de los datos se han obtenido gracias a la experiencia con una gran variedad de estanques individuales y sistemas de lagunaje. En lo que sigue se comentan algunos métodos propuestos para el diseño de estanques de estabilización, incluyéndose la problemática de la acumulación del fango.
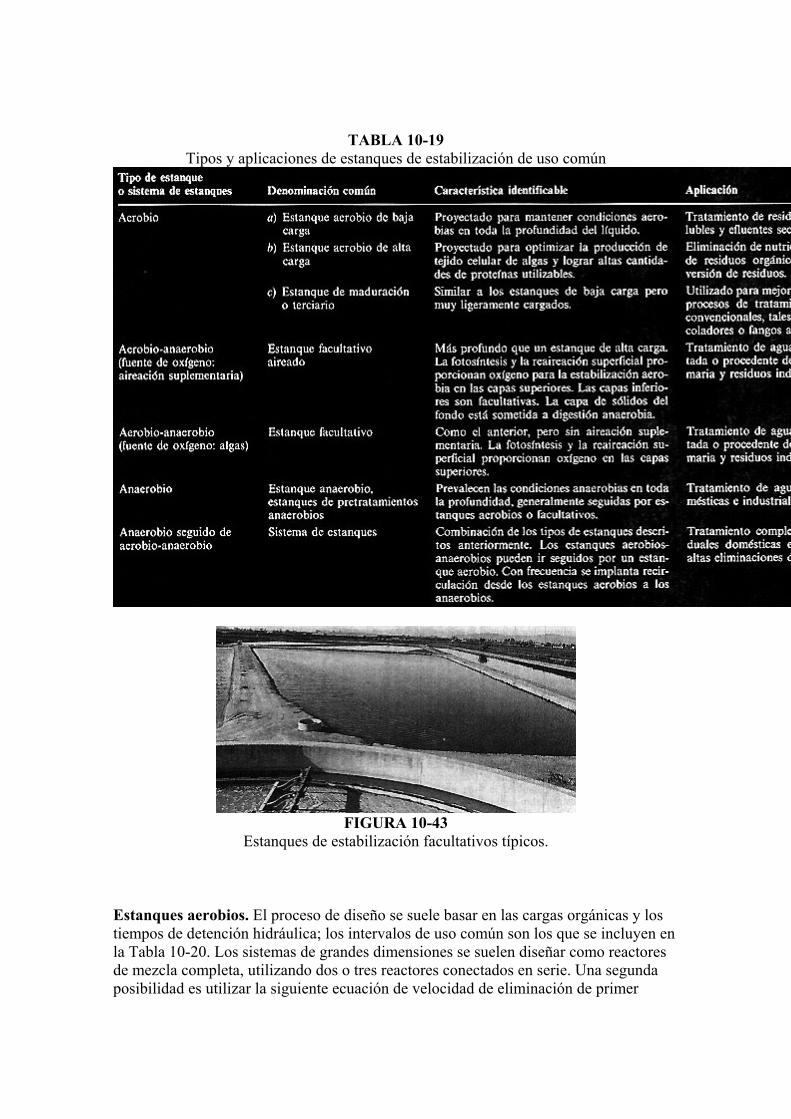
TABLA 10-19 Tipos y aplicaciones de estanques de estabilización de uso común
FIGURA 10-43
Estanques de estabilización facultativos típicos.
Estanques aerobios. El proceso de diseño se suele basar en las cargas orgánicas y los tiempos de detención hidráulica; los intervalos de uso común son los que se incluyen en la Tabla 10-20. Los sistemas de grandes dimensiones se suelen diseñar como reactores de mezcla completa, utilizando dos o tres reactores conectados en serie. Una segunda posibilidad es utilizar la siguiente ecuación de velocidad de eliminación de primer
orden, desarrollada por Wehner y Wilhelm [65] para un reactor con esquema de flujo arbitrario (entre mezcla completa y flujo en pistón):
S/So = 4aexp(1/2) / ((1+a)2 exp(a/2d) - (1 - a)2 exp(-a/2d)) (10.30)
donde: S = concentración de substrato en el efluente. So = concentración de substrato en el afluente. a = sqrt(1 + 4ktd). d = factor de dispersión = D/uL. u = velocidad del fluido, m/h. D = coeficiente de dispersión axial, m2/h. L = longitud característica, m. k = constante de reacción de primer orden, 1/h. t = tiempo de detención, h. Para facilitar la aplicación de la Ecuación 10.30 a los tanques de estabilización, Thirumurthi desarrolló la gráfica de la Figura 10-44, en la que se representa el término kt frente a la relación S/So para diferentes factores de dispersión entre 0 (correspondiente a un reactor de flujo en pistón ideal) hasta infinito (correspondiente a un reactor de mezcla completa) [45]. Para la mayoría de los tanques de estabilización, los factores de dispersión se hallan en el intervalo entre 0,1 y 2,0. Debido a que para la consecución de un mejor rendimiento es necesario mezclar el contenido del tanque de estabilización, se ha estimado como valor típico del coeficiente de dispersión el valor 1,0. Los valores típicos de la constante de eliminación de DBO5 de primer orden (k) varían entre 0,05 y 1,0 al día, en función de las características hidráulicas y operacionales d. El uso de la Figura 10-44 se ilustra en el Ejemplo 10-9, y el diseño de un estanque de estabilización aerobio se ilustra en el Ejemplo 10-10.
TABLA 10-20 Parámetros típicos de diseño para estanques de estabilización
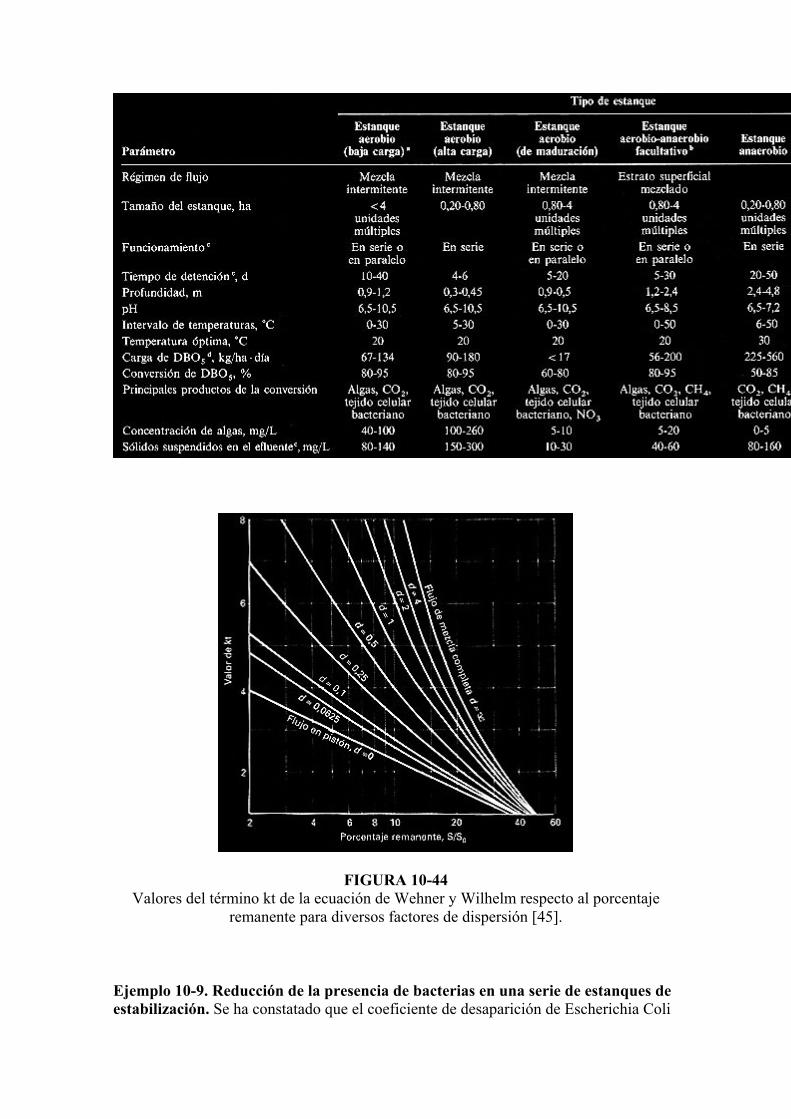
FIGURA 10-44 Valores del término kt de la ecuación de Wehner y Wilhelm respecto al porcentaje
remanente para diversos factores de dispersión [45].
Ejemplo 10-9. Reducción de la presencia de bacterias en una serie de estanques de estabilización. Se ha constatado que el coeficiente de desaparición de Escherichia Coli

observado en estanques de estabilización se puede describir adecuadamente mediante la cinética de primer orden. Suponiendo un valor de la constante específica de reacción de 1,0 d-1, determinar la concentración de E. Coli en el efluente de una serie de tres estanques cuando la concentración inicial, No, es de 106 organismos/ml y el caudal medio es de 5.000 m3/d. Los estanques son rectangulares y tienen una profundidad media de 1,5 m. La superficie de los estanques es de 1,2 y 1 ha. Soluc¡ón 1. Determinar el valor del término kt asociado a los estanques: a) Para los estanques de 1 ha:
kt = k V/Q = k A·d/Q
= 1,0 (1/d) (1 ha · 1,5 m 10.000 m2/ha) / 5.000 m3/d = 3,0
b) Para el estanque de 2 ha:
kt = k V/Q = k A·d/Q
= 1,0 (1/d) (2 ha · 1,5 m 10.000 m2/ha) / 5.000 m3/d = 6,0
3. Determinar los valores de S/So correspondientes obtenidos a partir de la Figura 10-44: a) Para los estanques de 1 ha:
S/So = 0,15
b) Para los estanques de 2 ha:
S/So = 0,03
4. Estimar la concentración de organismos en el efluente. La relación entre la concentración de organismos en el efluente y la concentración de organismos en el afluente es igual al producto de la relación observada en los tres reactores.
N/No = (0,15)(0,03)(0,15) = 6,75 · 10-4
N = 106 organismos/ml (6,75 · 10-4)
= 675 organismos/ml
Ejemplo 10-10. Diseño de un estanque de estabilización aerobio. Diseñar un estanque de estabilización aerobio para el tratamiento de un caudal de agua residual de 3.800 m3/d con una DBO5 de 100 mg/l. Suponer aplicables las siguientes condiciones:
1. Sólidos suspendidos del afluente = despreciable. 2. DBO5 (conversión) = 90 por 100. 3. Constante de eliminación de la DBO5 soluble de primer orden = 0,25 d-1 a 20 ºC. 4. Coeficiente de temperatura = 1,06 a 20ºC. 5. Temperatura del estanque en verano = 32 ºC. 6. Temperatura del estanque en invierno = 10 ºC.
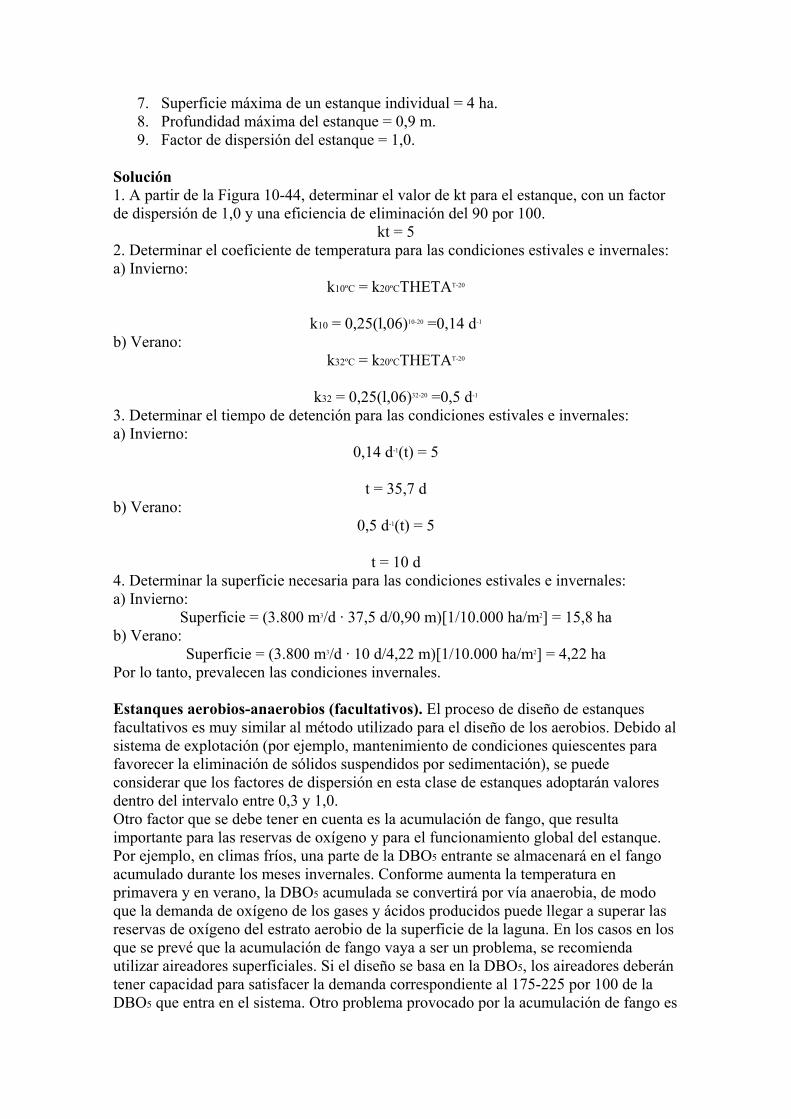
7. Superficie máxima de un estanque individual = 4 ha. 8. Profundidad máxima del estanque = 0,9 m. 9. Factor de dispersión del estanque = 1,0.
Solución 1. A partir de la Figura 10-44, determinar el valor de kt para el estanque, con un factor de dispersión de 1,0 y una eficiencia de eliminación del 90 por 100.
kt = 5 2. Determinar el coeficiente de temperatura para las condiciones estivales e invernales: a) Invierno:
k10ºC = k20ºCTHETAT-20
k10 = 0,25(l,06)10-20 =0,14 d-1 b) Verano:
k32ºC = k20ºCTHETAT-20
k32 = 0,25(l,06)32-20 =0,5 d-1 3. Determinar el tiempo de detención para las condiciones estivales e invernales: a) Invierno:
0,14 d-1(t) = 5
t = 35,7 d b) Verano:
0,5 d-1(t) = 5
t = 10 d 4. Determinar la superficie necesaria para las condiciones estivales e invernales: a) Invierno:
Superficie = (3.800 m3/d · 37,5 d/0,90 m)[1/10.000 ha/m2] = 15,8 ha b) Verano:
Superficie = (3.800 m3/d · 10 d/4,22 m)[1/10.000 ha/m2] = 4,22 ha Por lo tanto, prevalecen las condiciones invernales. Estanques aerobios-anaerobios (facultativos). El proceso de diseño de estanques facultativos es muy similar al método utilizado para el diseño de los aerobios. Debido al sistema de explotación (por ejemplo, mantenimiento de condiciones quiescentes para favorecer la eliminación de sólidos suspendidos por sedimentación), se puede considerar que los factores de dispersión en esta clase de estanques adoptarán valores dentro del intervalo entre 0,3 y 1,0. Otro factor que se debe tener en cuenta es la acumulación de fango, que resulta importante para las reservas de oxígeno y para el funcionamiento global del estanque. Por ejemplo, en climas fríos, una parte de la DBO5 entrante se almacenará en el fango acumulado durante los meses invernales. Conforme aumenta la temperatura en primavera y en verano, la DBO5 acumulada se convertirá por vía anaerobia, de modo que la demanda de oxígeno de los gases y ácidos producidos puede llegar a superar las reservas de oxígeno del estrato aerobio de la superficie de la laguna. En los casos en los que se prevé que la acumulación de fango vaya a ser un problema, se recomienda utilizar aireadores superficiales. Si el diseño se basa en la DBO5, los aireadores deberán tener capacidad para satisfacer la demanda correspondiente al 175-225 por 100 de la DBO5 que entra en el sistema. Otro problema provocado por la acumulación de fango es
la reducción del rendimiento del estanque, medido en términos de sólidos suspendidos presentes en el efluente. El diseño de un estanque facultativo con aireadores superficiales se ilustra en el Ejemplo 10-11. Ejemplo 10-11. Diseño de un estanque de estabilización aerobio-anaerobio. Diseñar un estanque de estabilización aerobio-anaerobio para el tratamiento de un caudal de agua residual de 3.800 m3/d. Puesto que los estanques se deben instalar en las proximidades de una zona residencial, se utilizarán aireadores superficiales para mantener el nivel de oxigeno en las capas superiores. Suponer aplicables las siguientes condiciones:
1. Sólidos suspendidos del afluente = 200 mg/l. 2. DBO5 del afluente = 200 mg/l. 3. Temperatura del líquido en verano = 25 ºC. 4. Temperatura del líquido en invierno = 15 ºC. 5. Constante global de eliminación de la DBO5 de píimer orden = 0,25 d-1 a 20ºC. 6. Coeficiente de temperatura = 1,06. 7. Profundidad del estanque = 1,8 m. 8. Factor de dispersión del estanque = 0,5. 9. Eficiencia global de eliminación de la DBO5 = 80 por 100.
Solución 1. A partir de la Figura 10-44, determinar el valor del término kt para un factor de dispersión de 0,5 y una eliminación de DBO5 del 80 por 100.
kt = 2,4 2. Determinar el coeficiente de temperatura para condiciones estivales e invernales. a) Invierno:
k15 = (0,25 d-1)[(l,06)5-20] = 0,187 d-1 h) Verano:
k25 = (0,25 d-1)[(l,06)25-20] = 0,335 d-1 3. Determinar el tiempo de detención hidráulica para condiciones estivales e invernales: a) Invierno:
(0,187 d-1)(t) = 2,4
t = 12,8 d b) Verano:
(0,335 d-1)(t) = 2,4
t = 7,2 d 4. Determinar el volumen y superficie necesarios: ci) Invierno:
Volumen = (3.800 m3d)(12,8 d) = 48.640 m3
Superficie = 48,640 m3 / 1,8 m · 10.000 m2/ha = 2,7 ha b) Verano:
Volumen = 27.360 m3
Superficie = 1,52 ha

Por lo tanto, las condiciones estivales controlan el diseño. 5. Determinar la carga superficial.
kg DBO5/ha · d = (3.800 m3/d · 200 g/m3 · 1/1.000 kg/g) / 2,7 ha
= 287 kg DBO5/ha · d 6. Determinar la potencia necesaria para los aireadores superficiales. Suponer que la capacidad de transferencia de oxígeno de los aireadores es el doble del valor de la carga de DBO5 aplicada diariamente y que un aireador típico permite transferir 21,75 kg O2/CV · d.
kg O2/d demandados = 2 · 3.800 m3/d · 200 gr/m3 · 1/1.000 kg/g = 1.520 kg/d
CV= (1.520 kg/d) / 21,75kg O2/CV · d = 70 CV Utilizar cinco unidades de 15 CV. 7. Comprobar el aporte energético para determinar el grado de mezclado:
CV/l.000 m3 = CV/48.640 = 1,54 CV/1.000 m2 (1,13 kW/1.000 m3) Comentario. Independientemente del modo de operación de los estanques (en serie o en paralelo), la potencia necesaria para mantener aireada la superficie no será suficiente para mezclar el contenido del estanque (el mínimo absoluto requerido se suele situar alrededor de los 3 kW/103 m3). Lagunas anaerobias. El diseño de estanques de estabilización anaerobios se realiza de acuerdo con los principios expuestos en el Capítulo 8 y en los apartados anteriores de este Capítulo. Debido a que con la excepción del mezclado, los estanques anaerobios son similares a los digestores anaerobios, conviene repasar los métodos de diseño que se describen en el Capítulo 12. Sistemas de estanques. Los sistemas de estanques, como los anteriormente descritos, se diseñan aplicando sucesivamente las ecuaciones anteriormente expuestas, teniendo en cuenta, si se da el caso, los sistemas de recirculación. Los estanques de estabilización se pueden conectar en serie o en paralelo para conseguir objetivos de tratamiento específicos. La conexión en serie reporta ventajas en los casos en los que es preciso un alto nivel de eliminación de DBO o de coliformes. El efluente de estanques facultativos conectados en serie presenta una concentración de algas mucho menor que los sistemas conectados en paralelo, con el consiguiente descenso en el color y en la turbiedad. Se han realizado proyectos que incluyen muchas unidades conectadas en serie para conseguir un tratamiento completo o la ausencia de efluente, por la evaporación del agua residual a la atmósfera, o por percolación en el terreno. Las unidades en paralelo permiten una mejor distribución de los sólidos sedimentados. Las unidades de menor tamaño permiten una mejor circulación y están menos sujetas a la acción del oleaje. El coste adicional de proyectar las unidades para que puedan funcionar tanto en serie como en paralelo suele ser mínimo. En algunas circunstancias, puede representar un ahorro debido al menor volumen de movimiento de tierras necesario para adaptar a la topografía las unidades de pequeñas dimensiones. Recirculación. La recirculación del efluente de los estanques ha resultado una medida efectiva en la mejora de los rendimientos de los sistemas de estanques conectados en serie. Si se conectan en serie tres estanques facultativos, el modo normal de operación contempla la recirculación al primer estanque del efluente del segundo o del tercero. Si
se sustituye el primer estanque facultativo por uno anaerobio, el modo de explotación es el mismo. Se han utilizado tasas de recirculación variables entre 0,5 y 2,0 Q (caudal de la planta). Si se considera la incorporación de un sistema de recirculación, la capacidad de las bombas deberá ser, al menos, de 1,0 Q. Separación de sólidos En las limitaciones mínimas impuestas por la EPA para el tratamiento secundario (véase Tabla 4-1), figuran correcciones aplicables a la calidad del efluente de los estanques de estabilización. Estas correcciones son aplicables siempre y cuando los estanques constituyan el principal proceso utilizado y, según el análisis de los registros de explotación y mantenimiento, se pueda demostrar que no se pueden alcanzar los valores establecidos para las concentraciones de sólidos suspendidos en el efluente. Cuando las correcciones no sean aplicables, será necesario incorporar instalaciones de eliminación de sólidos para reducir la presencia de algas. Los principales métodos de separación de sólidos se indican en la Tabla 10-21. Para mayor información acerca de los procesos de separación de sólidos, consúltese la bibliografía [30, 46, 51]. Proyecto de las instalaciones físicas asociadas a los estanques de estabilización A pesar de que el proceso de diseño de los estanques de estabilización es poco preciso, para asegurar el rendimiento óptimo de las instalaciones es necesario prestar especial atención al proyecto de las unidades físicas. Los factores que se deben tener en cuenta incluyen: (1) proyecto de las estructuras de entrada y de salida; (2) conductos de interconexión; (3) construcción de los diques; (4) profundidad del líquido; (5) construcción del fondo d, y (6) control de la escorrentía superficial. Proyecto de las estructuras de entrada y de salida. Muchos estanques se han diseñado con una única entrada de agua, situada en el centro del mismo. Para conseguir mejores distribución hidráulica y rendimiento d, se recomienda utilizar sistemas de entradas múltiples, especialmente en el caso de estanques facultativos de grandes dimensiones, en los que es conveniente distribuir los sólidos sedimentables sobre una gran superficie. Para conseguir una mayor flexibilidad de explotación, se pueden incorporar entradas móviles. La salida se debería situar tan lejos de la entrada como sea posible, y debería estar diseñada para permitir reducir el nivel de agua a una velocidad inferior a 0,3 m/semana mientras la unidad recibe su carga normal. La salida deberá ser de dimensiones tales que permita el fácil acceso para llevar a cabo labores de mantenimiento. Durante los períodos en los que no se producen heladas, la salida del agua debería realizarse justo por debajo de la superficie libre, a fin de descargar el efluente de mayor calidad y retener los sólidos flotantes. En los estanques de flujo continuo, el máximo caudal de descarga del efluente es inferior al caudal punta de agua residual, hecho que se debe a las pérdidas en el estanque y a la laminación de las puntas. Habitualmente, se utilizan estructuras de rebose similares a los pozos de registro de las redes de alcantarillado, y el nivel de descarga deseado se regula mediante válvulas instaladas en las conducciones, u otros dispositivos ajustables. Para evitar sifonamientos, los conductos de descarga deberán estar ventilados. Por razones de mantenimiento, es conveniente dotar los estanques con sistemas de drenaje completos. Todos los conductos de entrada, salida e interconexión, deberían estar equipados con juntas que garantizan la estanqueidad.

Conductos de interconexión. La ubicación y dimensiones de las estructuras de transferencia de caudales del estanque afecta a los esquemas de flujo que se producen en el interior del mismo. Las conducciones se deben construir de modo que se minimicen las pérdidas de carga a caudal punta, y de que se asegure la distribución uniforme del caudal a todas las zonas d. Se deben disponer diversas conducciones, y sus dimensiones deben ser suficientemente grandes para limitar las pérdidas de carga a caudal punta a valores por debajo de los 70 a 100 mm, con calados comprendidos entre dos tercios y tres cuartos del diámetro [46]
TABLA 10-21 Tipos de instalaciones de separación de sólidos empleadas en combinación con los
estanques de estabilización
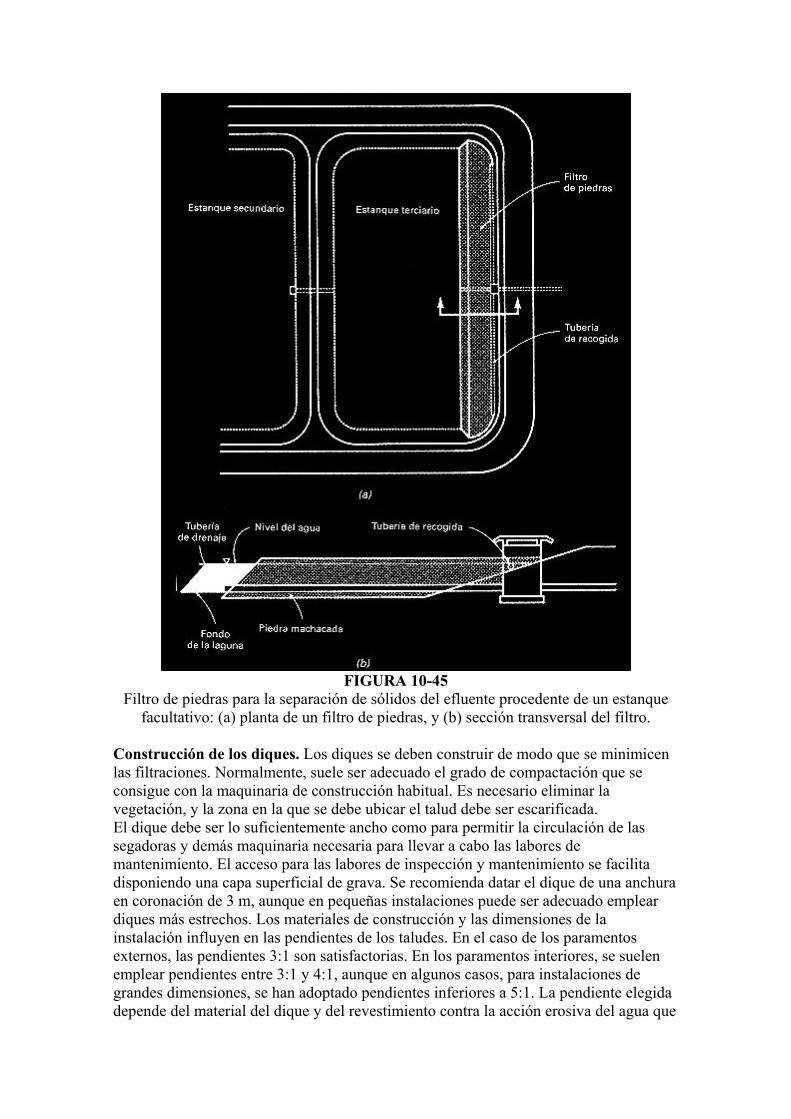
FIGURA 10-45
Filtro de piedras para la separación de sólidos del efluente procedente de un estanque facultativo: (a) planta de un filtro de piedras, y (b) sección transversal del filtro.
Construcción de los diques. Los diques se deben construir de modo que se minimicen las filtraciones. Normalmente, suele ser adecuado el grado de compactación que se consigue con la maquinaria de construcción habitual. Es necesario eliminar la vegetación, y la zona en la que se debe ubicar el talud debe ser escarificada. El dique debe ser lo suficientemente ancho como para permitir la circulación de las segadoras y demás maquinaria necesaria para llevar a cabo las labores de mantenimiento. El acceso para las labores de inspección y mantenimiento se facilita disponiendo una capa superficial de grava. Se recomienda datar el dique de una anchura en coronación de 3 m, aunque en pequeñas instalaciones puede ser adecuado emplear diques más estrechos. Los materiales de construcción y las dimensiones de la instalación influyen en las pendientes de los taludes. En el caso de los paramentos externos, las pendientes 3:1 son satisfactorias. En los paramentos interiores, se suelen emplear pendientes entre 3:1 y 4:1, aunque en algunos casos, para instalaciones de grandes dimensiones, se han adoptado pendientes inferiores a 5:1. La pendiente elegida depende del material del dique y del revestimiento contra la acción erosiva del agua que

se emplee. La geometría y dimensiones de la instalación influyen, en cierto modo, en el resguardo de que se dota, ya que cuanto mayor sea el volumen de agua contenido, mayor es el efecto del oleaje. Normalmente, se especifica como resguardo mínimo 0,9 m por encima de la superficie libre d, pero en algunos estados se emplea el valor 0,6, especialmente para estanques de superficie inferior a 2 ha o no expuestos a fuerte acción eólica. Un problema frecuente en muchos estanques de estabilización es la erosión de los paramentos interiores. La erosión se produce por efecto de la escorrentía superficial y la acción del oleaje (inducido por el viento). Las principales medidas para el control de la erosión son la minimización de la energía del oleaje, la reducción de la superficie de impacto de las gotas de lluvia sobre los materiales que conforman los diques, y el aumento de la resistencia a la erosión de los materiales que forman el dique. Las técnicas normalmente empleadas para controlar o combatir la erosión incluyen el recubrimiento vegetal de los paramentos, y el uso de revestimientos y rompeolas. Si se decide recubrir los paramentos con vegetación, es preciso tener en cuenta las pendientes, el tipo de terreno, la profundidad de la capa de terreno superficial, y el tipo de vegetación a plantar. Un revestimiento es una protección de los paramentos contra el oleaje empleando materiales pesados. En la Figura 10-46 se ilustra un revestimiento rocoso típico. Los rompeolas disipan la energía de las olas, y pueden ser fijos o flotantes. Para mayor información sobre los métodos de protección de los paramentos de los estanques de estabilización, consúltese la bibliografía [56].
FIGURA 10-46
Revestimiento típico empleado para la protección de los taludes de los estanques [56].
Profundidad del líquido. La superficie d influye, en cierto modo, en la profundidad de liquido óptima; en las unidades de mayor tamaño se permite adoptar mayores profundidades. Los estanques poco profundos favorecen el crecimiento de vegetación y pueden favorecer la aparición de mosquitos. Existe una ventaja evidente en el uso de instalaciones que permitan el funcionamiento a profundidades variables de hasta 1,5 m, y en el caso de estanques grandes, deberá ser posible aumentar la profundidad. Los dispositivos para ajustar los niveles de profundidad d se pueden adquirir a precios económicos. En los estanques de 12 ha o mayores, puede ser conveniente un funcionamiento de tipo periódico a profundidades superiores a 1,5 m. Construcción del fondo d El fondo de los estanques aerobios y la mayoría de las
estanques anaerobios deberá ser lo más horizontal posible, excepto en la zona cercana a la entrada del líquido. No conviene que la cota del acabado varíe en más de 15 cm de la cota media del fondo, excepto en los casos en los que el fondo de un estanque aerobio-anaerobio se diseñe especialmente para la retención de los sólidos sedimentables en celdas o compartimentos en forma de tolvas. Para evitar el exceso de filtraciones, el fondo deberá estar bien compactado. Si se presentan problemas relacionados con una excesiva percolación que produzca la contaminación del subsuelo, será necesario impermeabilizar o recubrir. Los tipos de impermeabilizantes o recubrimientos incluyen (1) recubrimientos sintéticos o de goma; (2) recubrimientos arcillosos o de cemento, y (3) recubrimientos naturales o por tratamiento químico. Para información más detallada acerca del recubrimiento e impermeabilización de los estanques, consúltese la bibliografía [51]. Control de la escorrentía superficial. Los estanques no deberían recoger cantidades sustanciales de agua procedente de la escorrentía superficial. Caso de ser necesario, se deberán tomar medidas adecuadas para desviar el flujo de agua superficial alrededor de los estanques. En instalaciones nuevas, en las que el mantenimiento de un adecuado nivel de agua es problemático, la estructura de desviación del agua se puede diseñar de modo que se pueda introducir el agua de escorrentía en la laguna caso de ser necesario.
10.9 TEMAS DE DEBATE Y PROBLEMAS 10.1. En el Ejemplo 10-1, calcular las cantidades de nitrógeno y de fósforo necesarias si la demanda de nitrógeno es 0,12Px y la demanda de fósforo es una quinta parte de la demanda de nitrógeno. ¿En qué forma se deben añadir estos nutrientes? 10.2. Un proceso de fangos activados de mezcla completa debe tratar un caudal de efluente primario de 0,65 m3/s que contiene 175 mg/l de DBO5 y 125 mg/l de SS. Si la DBO5 y los SS en el efluente se limitan a 20 mg/l, determínese la demanda teórica de oxígeno del sistema. Se supone que el 65 por 100 de los SS del efluente son biodegradables. 10.3. En el Problema 10.2, se considera la alternativa de instalar en un tanque de aireación otros dispositivos de aireación sumergidos a 5 m. Determinar la SOTE y la demanda teórica de aire tanto para el caso de una malla de difusores cerámicos tipo domo como para el caso de difusores no porosos instalados en una doble espiral. La temperatura del agua residual es de 20 ºC y los factores alfa de los difusores son 0,64 para los difusores cerámicos de domo y 0,75 para los difusores no porosos. 10.4. Una planta convencional de fangos activados ha de tratar 4.000 m3/d de un agua residual con una DBO5 de 200 mg/l después de la sedimentación. La carga del proceso es de 0,30 kg DBO/kg SSVLM · d. El tiempo de detención es de 6 h y la relación de recirculación es 0,33. Determinar la concentración de SSVLM. 10.5. Una planta convencional de fangos activados funciona con un tiempo medio de retención celular de 10 d. El volumen del reactor es de 8.000 m3 y la concentración de SSLM es de 3.000 mg/l. Determinar. (1) la producción diaria de fango; (2) el caudal de fango purgado cuando la purga se lleva a cabo en el reactor, y (3) el caudal de fango purgado cuando la purga se realiza en la línea de retorno. Suponer que la concentración de SS en la línea de recirculación es de 10.000 mg/l. 10.6. El sistema de fangos activados por aireación escalonada que se muestra en la Figura 10-4 se ha de analizar como una serie de reactores de mezcla completa (véase figura adjunta). Utilizando los parámetros de diseño que se dan a continuación, determinar la concentración de SSVLM de cada tanque.

10.7. Los siguientes datos se obtuvieron en un ensayo de aireación realizado con agua limpia a 7,5 ºC. Determinar el valor de KLa expresado en h-1 utilizando las Ecuaciones 6.56 y 6.58.
10.8. Utilizando el valor de KLa determinado en el problema anterior, estimar la máxima concentración del agua residual que se podría tratar con un proceso de fangos activados de mezcla completa si la producción observada es de 0,35 kg/kg. 10.9. Se considera el funcionamiento de un reactor de flujo discontinuo secuencial que emplea 2 h para el llenado, 4 h para el periodo de reacción, y 1 h de decantación, y las características de caudal que se facilitan a continuación. Determinar el número de reactores de flujo discontinuo necesarias y el ciclo diario de cada unidad, incluyendo el tiempo de espera mientras el reactor está vacío. Suponer que el 30 por 100 del contenido del reactor queda retenido después de la decantación.

10.10. Utilizando el Ejemplo 10-3, determinar los valores medios de la relación F/M para el periodo de funcionamiento de 7 días del reactor secuencial de flujo discontinuo. 10.11. Determinar la temperatura del agua residual en una laguna aireada de 32 ha. El agua residual se vierte a la laguna a razón de 2.000 m3/d. Utilizar un valor de f= 60 · 106 La temperatura del aire es de 10ºC y la temperatura del agua residual entrante es de 20ºC. 10.12. Diseñar una laguna aireada para el tratamiento de 10.000 m3/d bajo las siguientes condiciones:
a) DBO soluble y SS del afluente 150 mg/l. b) Constante global de eliminación de DBO de primer orden = 2,0 d-1 a 20ºC. c) Temperatura en verano = 27 ºC. d) Temperatura en invierno = 7 ºC. e) Temperatura del agua residual = 15 ºC. f) Coeficiente de temperatura = 1,07. g) alfa = 0,85, ß = 1,0. h) Altura = 1.250 m. i) Concentración de oxígeno a mantener = 2,0 mg/l. j) Profundidad de la laguna = 2 m. k) Tiempo de detención hidráulica = 10 d. l) Constante de proporcionalidad de la temperatura = 0,50.
Determinar el área superficial, las temperaturas de la laguna en verano y en invierno, así como la DBO del efluente en ambas épocas. Si el coeficiente de crecimiento es aproximadamente 0,5 (basado en la DBO), determinar la concentración de sólidos biológicos en la laguna, la demanda de oxigeno, y la potencia necesaria tanto en verano como en invierno. Utilizar aireadores superficiales de 1,5 kg O2/kW · h. 10.13. Preparar una gráfica de la ventilación natural disponible en un filtro percolador de torre de 6,5 m de altura, para flujo en dirección ascendente y descendente, entre el aire exterior y el aire interior del filtro. Como estimación de la temperatura del aire interior del filtro, utilizar: (1) la temperatura del agua residual, y (2) la media logarítmica de la temperatura. Suponer que la máxima diferencia de temperaturas entre el aire ambiente y el agua residual es de ± 15 ºC y que la temperatura del agua residual es de 26 ºC.
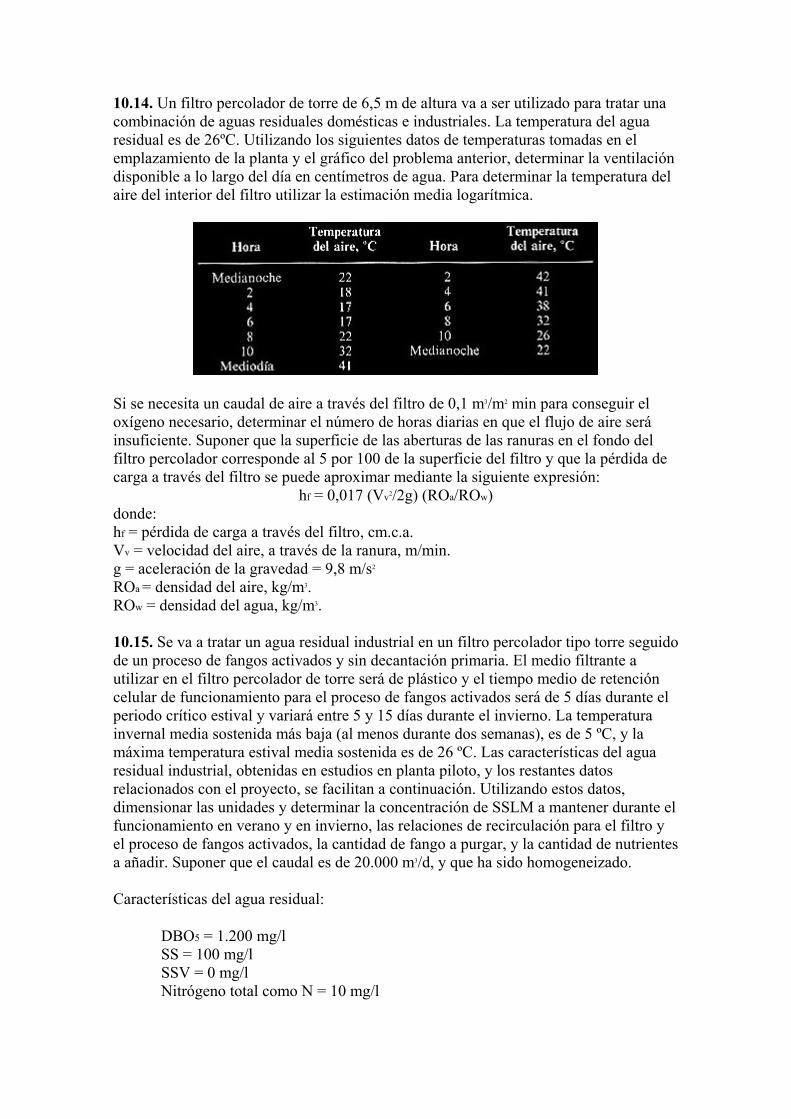
10.14. Un filtro percolador de torre de 6,5 m de altura va a ser utilizado para tratar una combinación de aguas residuales domésticas e industriales. La temperatura del agua residual es de 26ºC. Utilizando los siguientes datos de temperaturas tomadas en el emplazamiento de la planta y el gráfico del problema anterior, determinar la ventilación disponible a lo largo del día en centímetros de agua. Para determinar la temperatura del aire del interior del filtro utilizar la estimación media logarítmica.
Si se necesita un caudal de aire a través del filtro de 0,1 m3/m2 min para conseguir el oxígeno necesario, determinar el número de horas diarias en que el flujo de aire será insuficiente. Suponer que la superficie de las aberturas de las ranuras en el fondo del filtro percolador corresponde al 5 por 100 de la superficie del filtro y que la pérdida de carga a través del filtro se puede aproximar mediante la siguiente expresión:
hf = 0,017 (Vv2/2g) (ROa/ROw) donde: hf = pérdida de carga a través del filtro, cm.c.a. Vv = velocidad del aire, a través de la ranura, m/min. g = aceleración de la gravedad = 9,8 m/s2 ROa = densidad del aire, kg/m3. ROw = densidad del agua, kg/m3. 10.15. Se va a tratar un agua residual industrial en un filtro percolador tipo torre seguido de un proceso de fangos activados y sin decantación primaria. El medio filtrante a utilizar en el filtro percolador de torre será de plástico y el tiempo medio de retención celular de funcionamiento para el proceso de fangos activados será de 5 días durante el periodo crítico estival y variará entre 5 y 15 días durante el invierno. La temperatura invernal media sostenida más baja (al menos durante dos semanas), es de 5 ºC, y la máxima temperatura estival media sostenida es de 26 ºC. Las características del agua residual industrial, obtenidas en estudios en planta piloto, y los restantes datos relacionados con el proyecto, se facilitan a continuación. Utilizando estos datos, dimensionar las unidades y determinar la concentración de SSLM a mantener durante el funcionamiento en verano y en invierno, las relaciones de recirculación para el filtro y el proceso de fangos activados, la cantidad de fango a purgar, y la cantidad de nutrientes a añadir. Suponer que el caudal es de 20.000 m3/d, y que ha sido homogeneizado. Características del agua residual:
DBO5 = 1.200 mg/l SS = 100 mg/l SSV = 0 mg/l Nitrógeno total como N = 10 mg/l
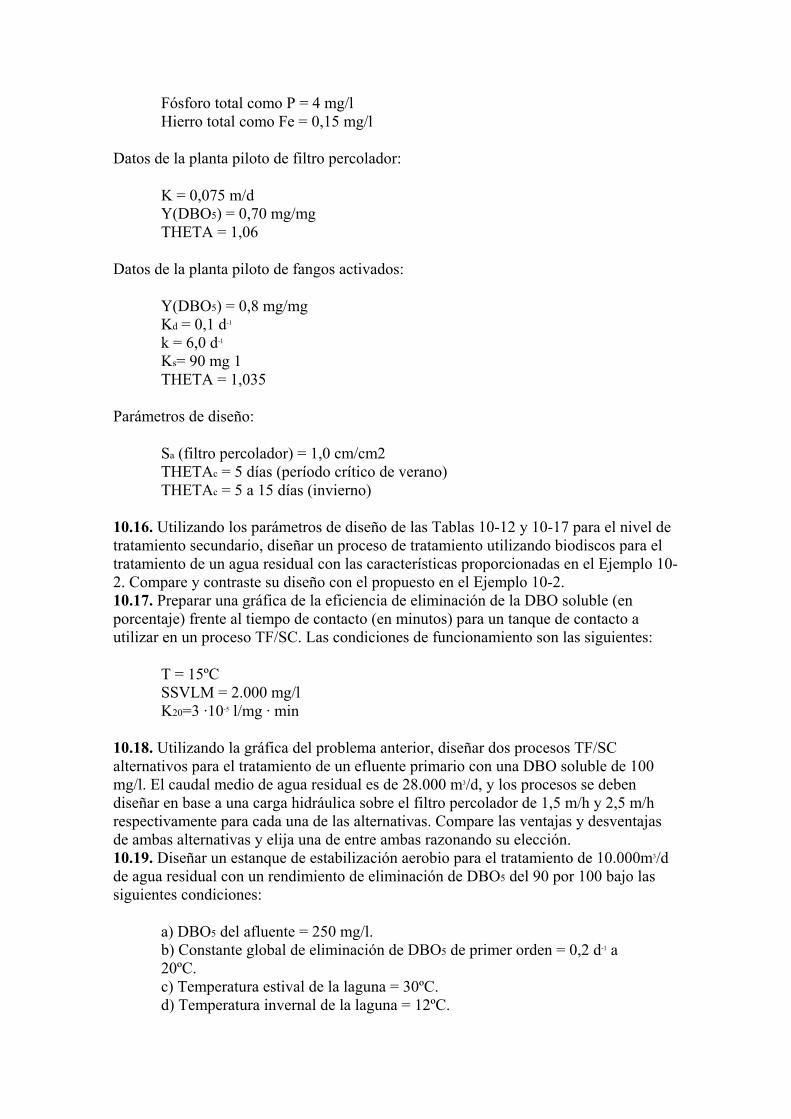
Fósforo total como P = 4 mg/l Hierro total como Fe = 0,15 mg/l
Datos de la planta piloto de filtro percolador:
K = 0,075 m/d Y(DBO5) = 0,70 mg/mg THETA = 1,06
Datos de la planta piloto de fangos activados:
Y(DBO5) = 0,8 mg/mg Kd = 0,1 d-1 k = 6,0 d-1 Ks= 90 mg 1 THETA = 1,035
Parámetros de diseño:
Sa (filtro percolador) = 1,0 cm/cm2 THETAc = 5 días (período crítico de verano) THETAc = 5 a 15 días (invierno)
10.16. Utilizando los parámetros de diseño de las Tablas 10-12 y 10-17 para el nivel de tratamiento secundario, diseñar un proceso de tratamiento utilizando biodiscos para el tratamiento de un agua residual con las características proporcionadas en el Ejemplo 10-2. Compare y contraste su diseño con el propuesto en el Ejemplo 10-2. 10.17. Preparar una gráfica de la eficiencia de eliminación de la DBO soluble (en porcentaje) frente al tiempo de contacto (en minutos) para un tanque de contacto a utilizar en un proceso TF/SC. Las condiciones de funcionamiento son las siguientes:
T = 15ºC SSVLM = 2.000 mg/l K20=3 ·10-5 l/mg · min
10.18. Utilizando la gráfica del problema anterior, diseñar dos procesos TF/SC alternativos para el tratamiento de un efluente primario con una DBO soluble de 100 mg/l. El caudal medio de agua residual es de 28.000 m3/d, y los procesos se deben diseñar en base a una carga hidráulica sobre el filtro percolador de 1,5 m/h y 2,5 m/h respectivamente para cada una de las alternativas. Compare las ventajas y desventajas de ambas alternativas y elija una de entre ambas razonando su elección. 10.19. Diseñar un estanque de estabilización aerobio para el tratamiento de 10.000m3/d de agua residual con un rendimiento de eliminación de DBO5 del 90 por 100 bajo las siguientes condiciones:
a) DBO5 del afluente = 250 mg/l. b) Constante global de eliminación de DBO5 de primer orden = 0,2 d-1 a 20ºC. c) Temperatura estival de la laguna = 30ºC. d) Temperatura invernal de la laguna = 12ºC.
e) Coeficiente de temperatura = l,06. f) Superficie máxima de la laguna = 40 ha. g) Profundidad máxima de la laguna = 1,5 m. h) Factor de dispersión en la laguna = 0,5.
Determinar los tiempos de detención y las necesidades de superficie para las condiciones estivales e invernales.