peta kontrol untuk atribut - nashirussunnah blog … · web viewacceptance sampling untuk data...
TRANSCRIPT
Peta Kontrol Untuk Atribut
1. Peta Kendali - p : untuk proporsi cacatDan peta kendali np untuk proporsi unit cacatnya relaitif kecil.
2. Peta Kendali – c : untuk cacat (defective)3. Peta Kendali – u : untuk cacat per unit.
Peta kendali – p
Perbandingan antara banyaknya cacat dengan semua
pengamatan, yaitu setiap produk yang diklasifikasikan sebagai
“diterima” atau “ditolak” (yang diperhatikan banyaknya produk
cacat).
Langkah-langkah pembuatan peta kendali - p :
1. Tentukan ukuran contoh/subgrup yang cukup besar (n > 30),
2. Kumpulkan banyaknya subgrup (k) sedikitnya 20–25 sub-grup,
3. Hitung untuk setiap subgrup nilai proporsi unit yang cacat,
yaitu :
p = jumlah unit cacat/ukuran subgrup
4. Hitung nilai rata-rata dari p, yaitu p dapat dihitung dengan :
p = total cacat/total inspeksi.
5. Hitung batas kendali dari peta kendali x :
UCL = p +
LCL = p –
6. Plot data proporsi (persentase) unit cacat serta amati apakah
data tersebut berada dalam pengendalian atau diluar
pengendalian.
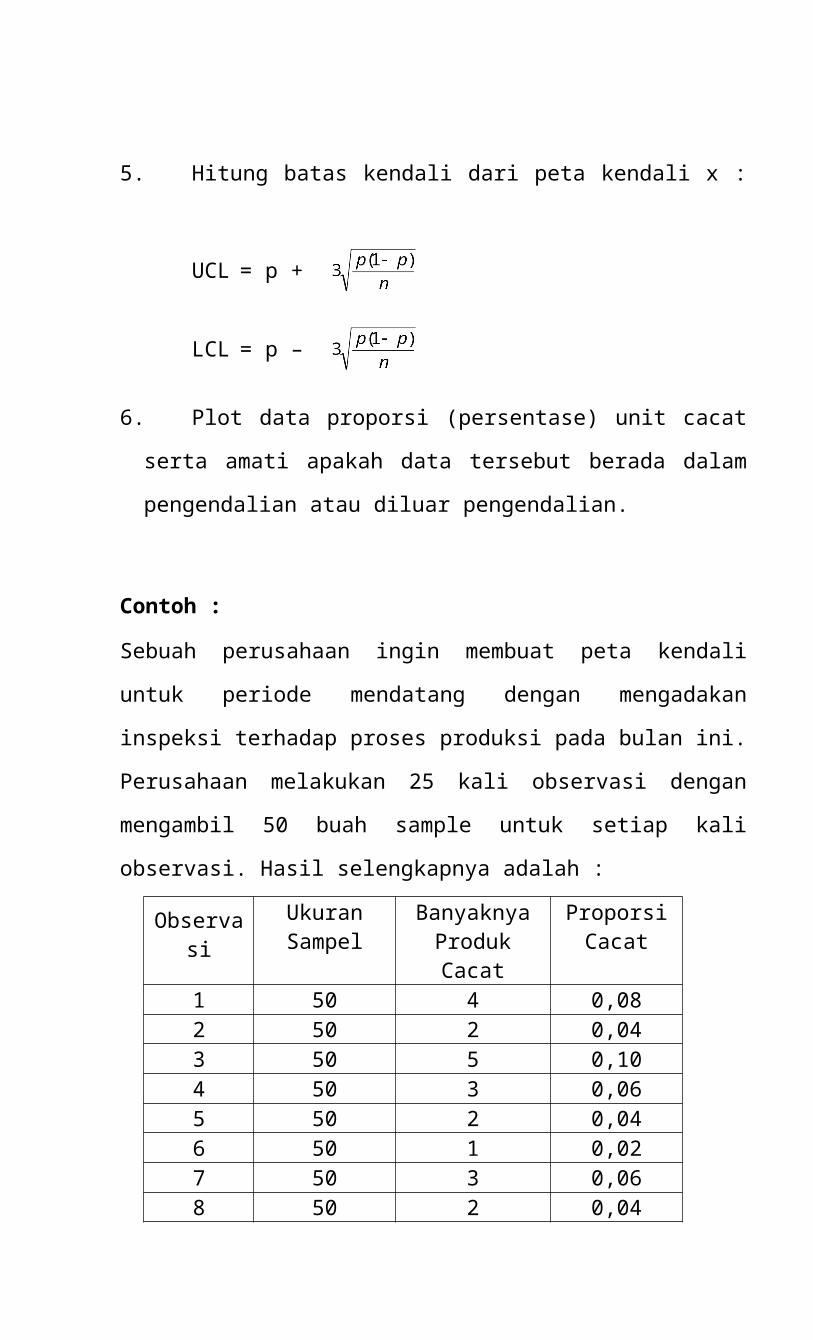
Contoh :
Sebuah perusahaan ingin membuat peta kendali untuk periode
mendatang dengan mengadakan inspeksi terhadap proses
produksi pada bulan ini. Perusahaan melakukan 25 kali observasi
dengan mengambil 50 buah sample untuk setiap kali observasi.
Hasil selengkapnya adalah :
Observasi UkuranSampel
BanyaknyaProduk Cacat
ProporsiCacat
1 50 4 0,082 50 2 0,043 50 5 0,104 50 3 0,065 50 2 0,046 50 1 0,027 50 3 0,068 50 2 0,049 50 5 0,1010 50 4 0,0811 50 3 0,0612 50 5 0,1013 50 5 0,1014 50 2 0,1415 50 3 0,0616 50 2 0,0417 50 4 0,0818 50 10 0,2019 50 4 0,0820 50 3 0,0621 50 2 0,0422 50 5 0,1023 50 4 0,0824 50 3 0,0625 50 2 0,08
Jumlah 1250 90 1,90
p = (pi)/k = 1,90/25 = 0,076
UCL = p + = 0,076 + = 0,188
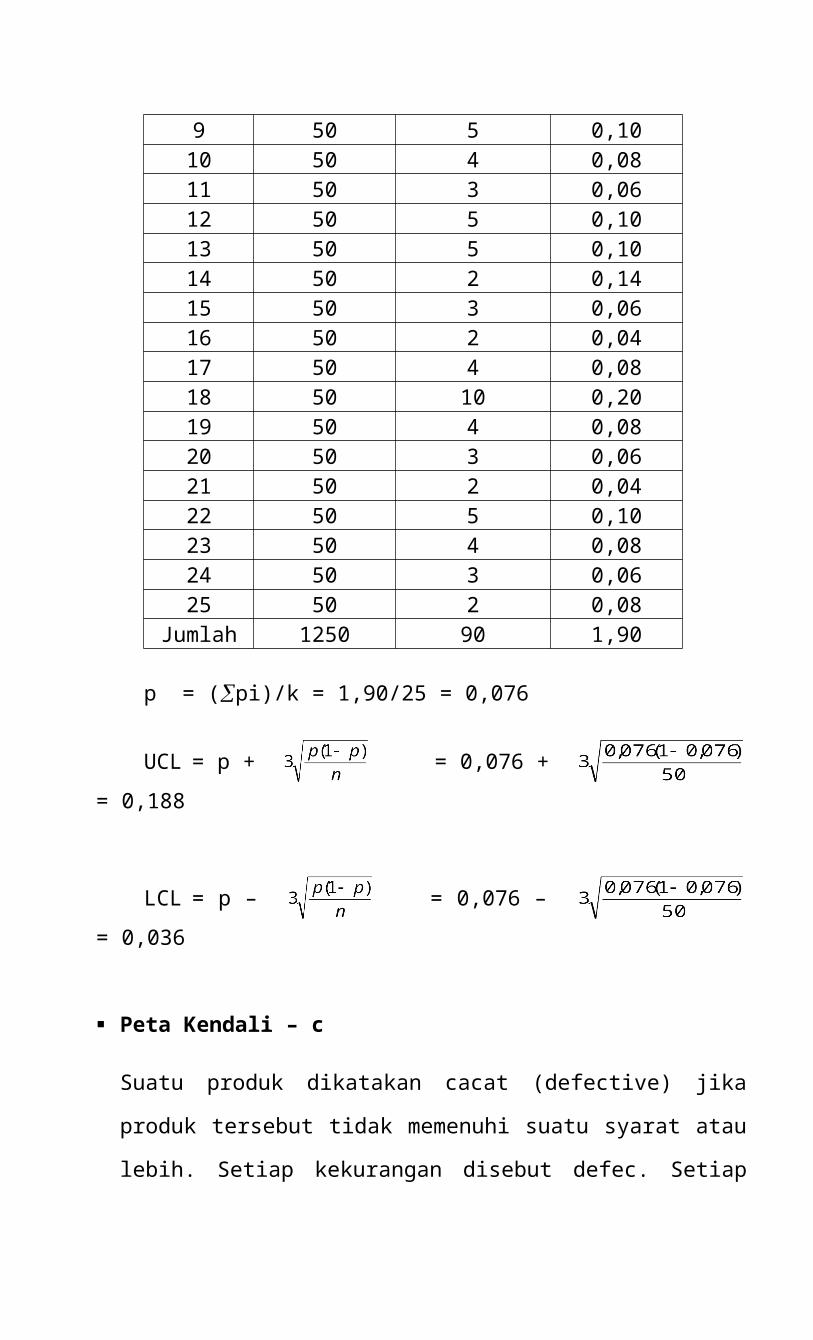
LCL = p – = 0,076 – = 0,036
Peta Kendali – c
Suatu produk dikatakan cacat (defective) jika produk tersebut
tidak memenuhi suatu syarat atau lebih. Setiap kekurangan
disebut defec. Setiap produk yang cacat bias saja terdapat lebih
dari satu defec. (yang diperhatikan banyaknya defec).
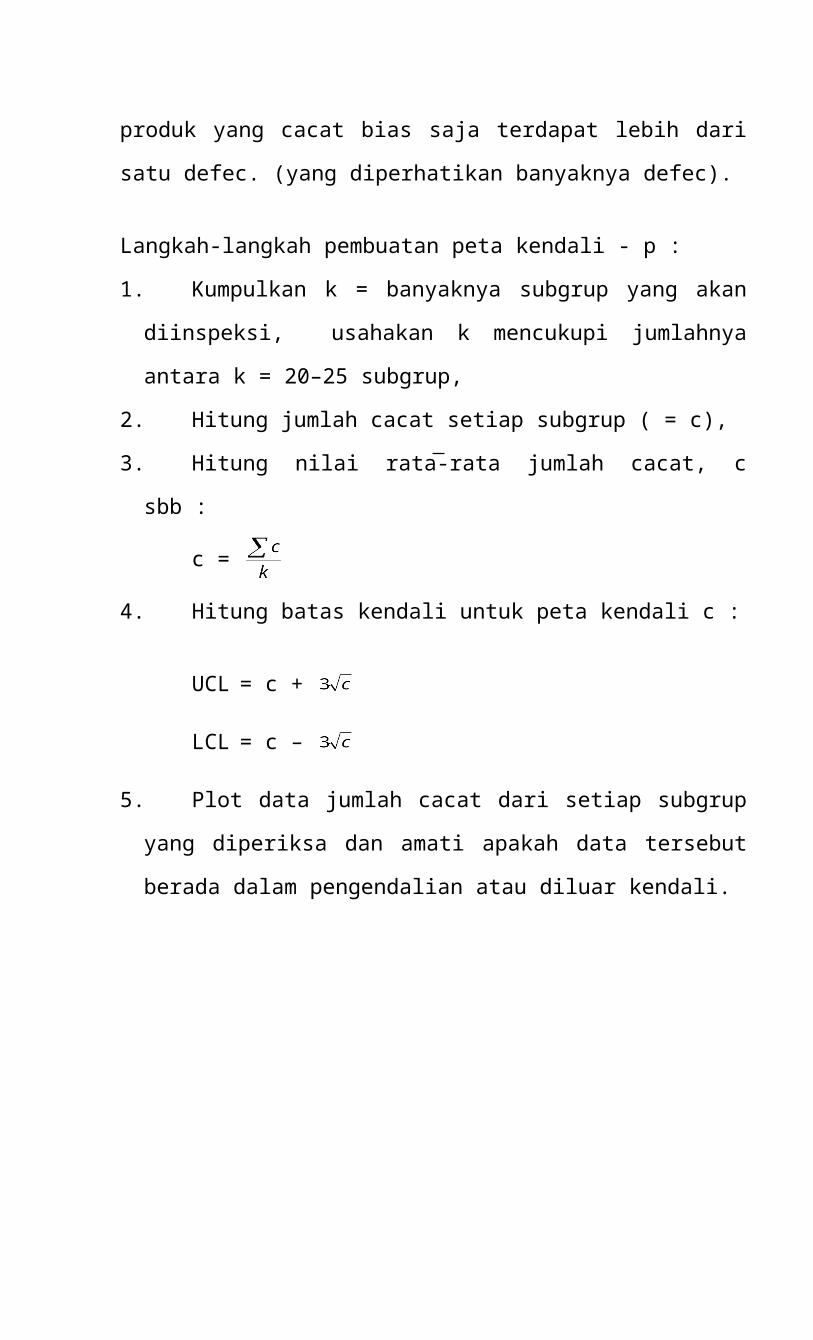
Langkah-langkah pembuatan peta kendali - p :
1. Kumpulkan k = banyaknya subgrup yang akan diinspeksi,
usahakan k mencukupi jumlahnya antara k = 20–25 subgrup,
2. Hitung jumlah cacat setiap subgrup ( = c),
3. Hitung nilai rata-rata jumlah cacat, c sbb :
c =
4. Hitung batas kendali untuk peta kendali c :
UCL = c +
LCL = c –
5. Plot data jumlah cacat dari setiap subgrup yang diperiksa dan
amati apakah data tersebut berada dalam pengendalian atau
diluar kendali.
Peta Kendali - u
Peta kendali u relatif sama dengan peta kendali c. Perbedaanya
hanya terdapat pada peta kendali u spesifikasi tempat dan waktu
yang dipergunakan idak harus selalu sama, yang membedakan
dengan peta kendai c adalah besarnya unit inspeksi perlu
diidentifikasikan.
Rumus yang digunakan :
Su =
CL = u-bar
UCL = u-bar + 3 Su
LCL = u-bar - 3 Su
RENCANA PENERIMAAN SAMPEL
(Acceptance Sampling Plans)
Rencana penerimaan sampel adalah prosedur yang digunakan dalam mengambil keputusan terhadap produk-produk yang dihasilkan perusahaan.
Bukan merupakan alat pengendalian kualitas, namun alat untuk memeriksa apakah produk yang dihasilkan tersebut telah memenuhi spesifikasi.
Acceptance sampling digunakan karena alasan : Dengan pengujian dapat merusak produk. Biaya inspeksi yang tinggi. 100 % inspeksi memerlukan waktu yang lama, dll.
Beberapa keunggulan dan kelemahan dalam acceptance sampling :Keunggulan al : biaya lebih murah meminimalkan kerusakan mengurangi kesalahan dalam inspeksi dapat memotivasi pemasok bila ada penolakan bahan
baku.
Kelemahan al : adanya resiko penerimaan produk cacat atau penolakan
produk baik membutuhkan perencanaan dan pendokumentasian
prosedur pengambilan sampel. Tidak adanya jaminan mengenai sejumlah produk
tertentu yang akan memenuhi spesifikasi. Sedikitnya informasi mengenai produk.
Dua jenis pengujian dalam acceptance sampling :1. Pengujian sebelum pengiriman produk akhir ke
konsumen.Pengujian dilakukan oleh produsen disebut the producer test the lot for outgoing.
2. Pengujian setelah pengiriman produk akhir ke konsumen.Pengujian dilakukan oleh konsumen disebut the consumer test the lot for incoming quality.
Acceptance sampling dapat dilakukan untuk data atribut data variable : Acceptance Sampling untuk data atribut dilakukan
apabila inspeksi mengklasifikasikan sebagai produk baik dan produk cacat tanpa ada pengklasifikasian tingkat kesalahan/cacat produk.
Acceptance Sampling untuk data variabel karakteristi
kualitas ditunjukkan dalam setiap sample, sehingga dilakukan pula perhitungan rata-tata sampel dan penyimpangan atau deviasi standar.
Teknik pengambilan sample dalan acceptance sampling : Sampel tunggal, sampel ganda dan sampel banyak.
Syarat pengambilan produk sebagai sample : Produk harus homogen Produk yang diambil sebagai sample harus sebanyak
mungkin Sample yang diambil harus dilakukan secara acak
Prosedur yang dilakukan :
Sejumlah produk yang sama N unit Ambil sample secara acak sebanyak n unit Apabila ditemukan kesalahan d sebanyak maksimum c
unit, maka sample diterima. Apabila ditemukan kesalahan d melebihi c unit, maka
sample ditolak, yang berarti seluruh produk yang homogen yang dihasilkan tersebut juga ditolak.
Indek kualitas yang dapat digunakan dalam acceptance sampling :
1. AQL (Acceptance Quality Level = tingkat kualitas menurut produsen)Merupakan proporsi maksimum dari cacat atau kesalahan yang diperbolehkan.Produsen selalu menghendaki probabilitas penerimaan pada tingkat yang cukup tinggi (biasanya 0,99 atau 0,95). Sehingga produsen menginginkan semua produk yang baik dapat diterima atau meminimalkan risiko produsen.Risiko produsen (α) adalah risiko yg diterima karena menolak produk baik dalam inspeksinya.Dengan kata lain produsen menginginkan probabilitas penerimaan(Pa) dekat dengan 1 (satu). Probabilitas kesalahan tipe I =α = 1 – Pa.
2. LQL (Limiting Quality Level = tingkat kualitas menurut konsumen)Merupakan kualitas ketidakpuasan atau tingkat penolakan.Probabilitas penerimaan LQL harus rendah, probabilitas tersebut disebut risiko konsumen (β) atau kesalahan tipe II, yaitu risiko yang dialami konsumen karena menerima produk yang cacat atau tidak sesuai.LQL sering disebut dg LTPD (Lot Tolerance Percent Defective).
3. IQL (Indifference Quality Level )
Tingkat kualitas diantara AQL dan LQL atau tingkat kualitas pada probabilitas 0.5 untuk rencana sampel tertentu.
4. AOQL (Average Outgoing Quality Level)Perkiraan hubungan yang berada diantara bagian kesalahan pada produk sebelum inspeksi (incoming quality) atau p dari bagian sisa kesalahan setelah inspeksi (outgoing quality) atau AOQ = p x Pa.Apabila incoming quality baik, maka outgoing quality juga harus baik, namun bila incoming quality buruk, maka outgoing quality akan tetap baik. Dengan kata lain incoming quality baik atau buruk, outgoing quality akan cenderung baik.
Pengukuran untuk mengevaluasi kinerja Sampel
Ada beberapa macam pengukuran
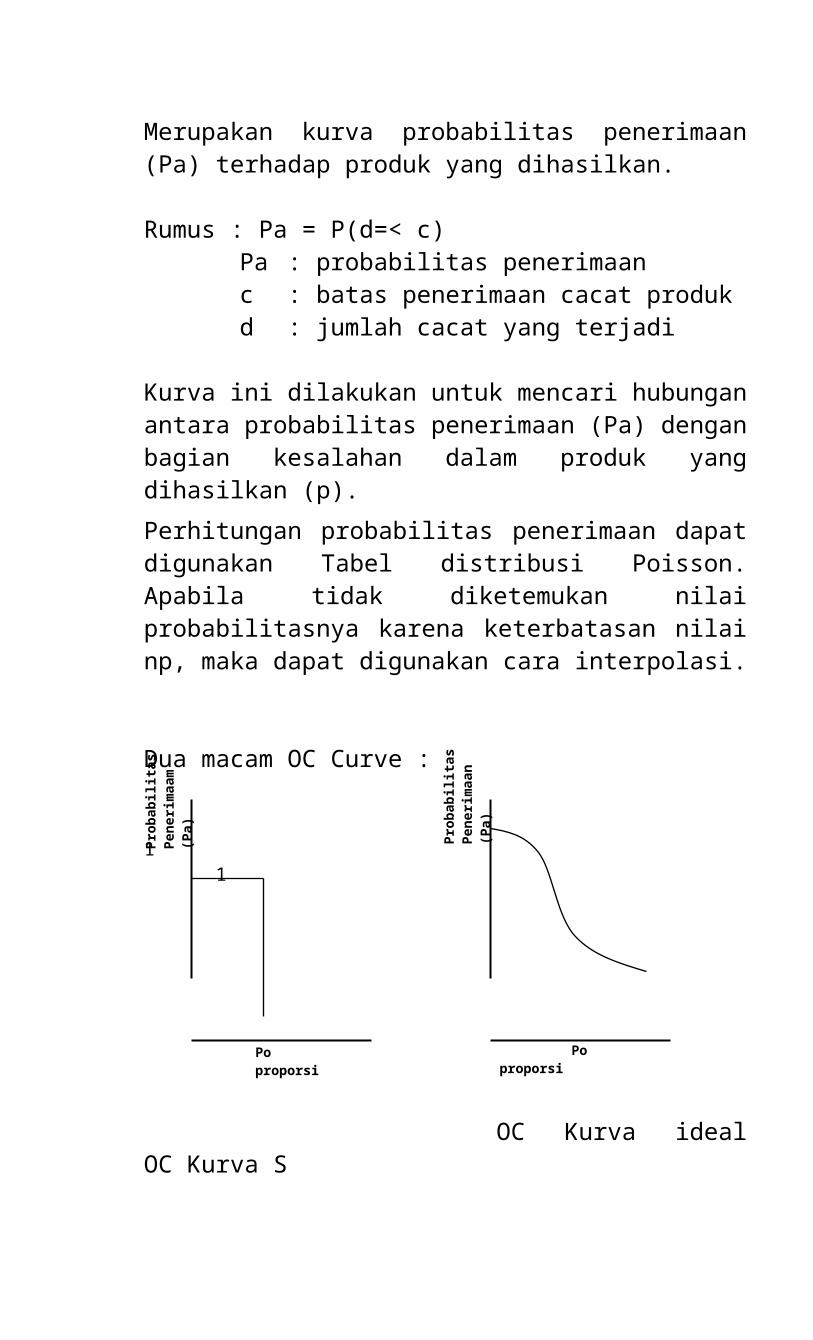
1. OC Curve (Kurva Karakteristik Operasi)Merupakan kurva probabilitas penerimaan (Pa) terhadap produk yang dihasilkan.
Rumus : Pa = P(d=< c)Pa : probabilitas penerimaanc : batas penerimaan cacat produk d : jumlah cacat yang terjadi
Kurva ini dilakukan untuk mencari hubungan antara probabilitas penerimaan (Pa) dengan bagian kesalahan dalam produk yang dihasilkan (p).Perhitungan probabilitas penerimaan dapat digunakan Tabel distribusi Poisson. Apabila tidak diketemukan nilai probabilitasnya karena keterbatasan nilai np, maka dapat digunakan cara interpolasi.
Dua macam OC Curve :
1 1
OC Kurva ideal OC Kurva S
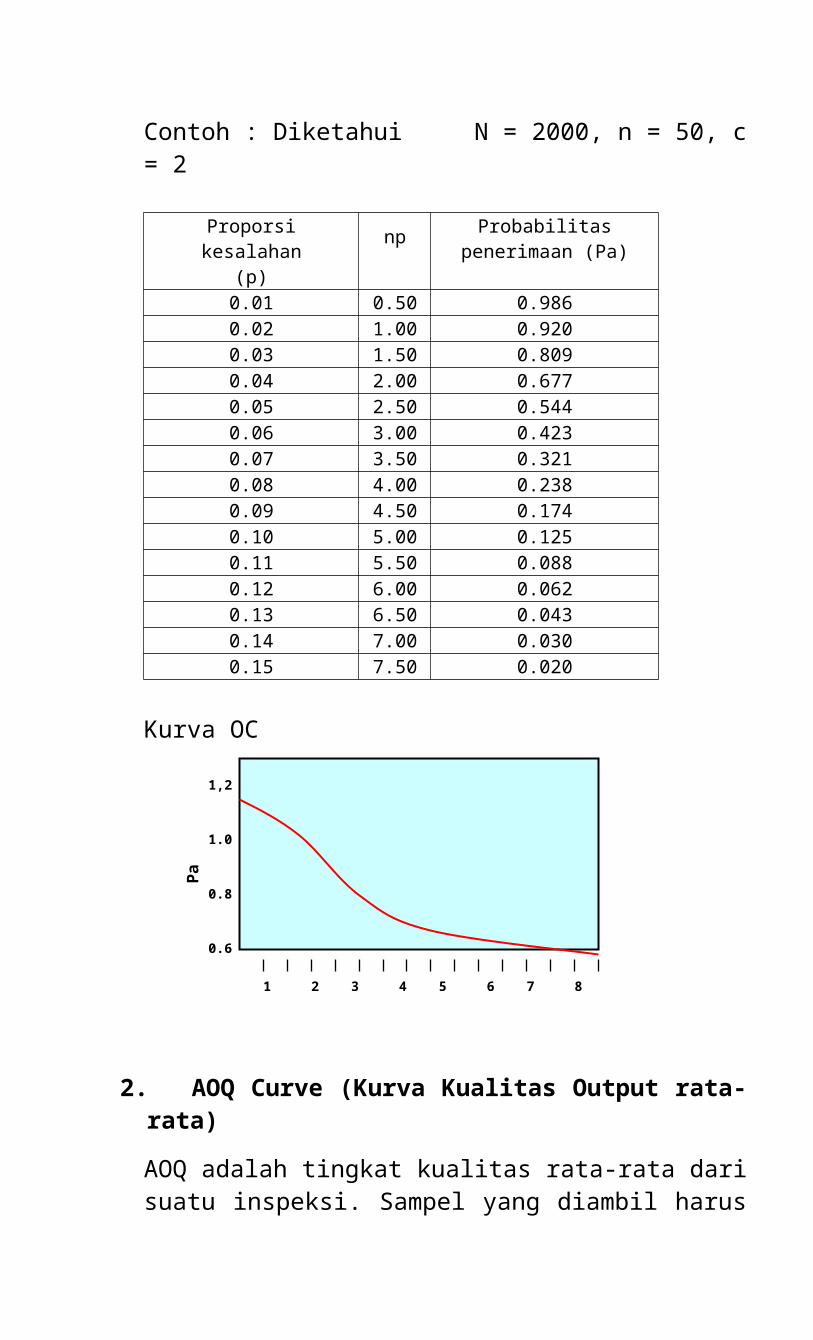
Contoh : Diketahui N = 2000, n = 50, c = 2
Proporsi kesalahan(p) np Probabilitas penerimaan
(Pa)0.01 0.50 0.9860.02 1.00 0.9200.03 1.50 0.8090.04 2.00 0.6770.05 2.50 0.5440.06 3.00 0.4230.07 3.50 0.3210.08 4.00 0.2380.09 4.50 0.1740.10 5.00 0.1250.11 5.50 0.0880.12 6.00 0.0620.13 6.50 0.0430.14 7.00 0.0300.15 7.50 0.020
Kurva OC
2. AOQ Curve (Kurva Kualitas Output rata-rata)
Prob
abili
tas
Pene
rimaa
m (P
a)
Prob
abili
tas
Pene
rimaa
n (P
a)
Po proporsi kesalahan (p)
Po proporsi kesalahan (p)
1,2
1.0
0.8
0.6
0.4
0.2
0
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15
Pa
p
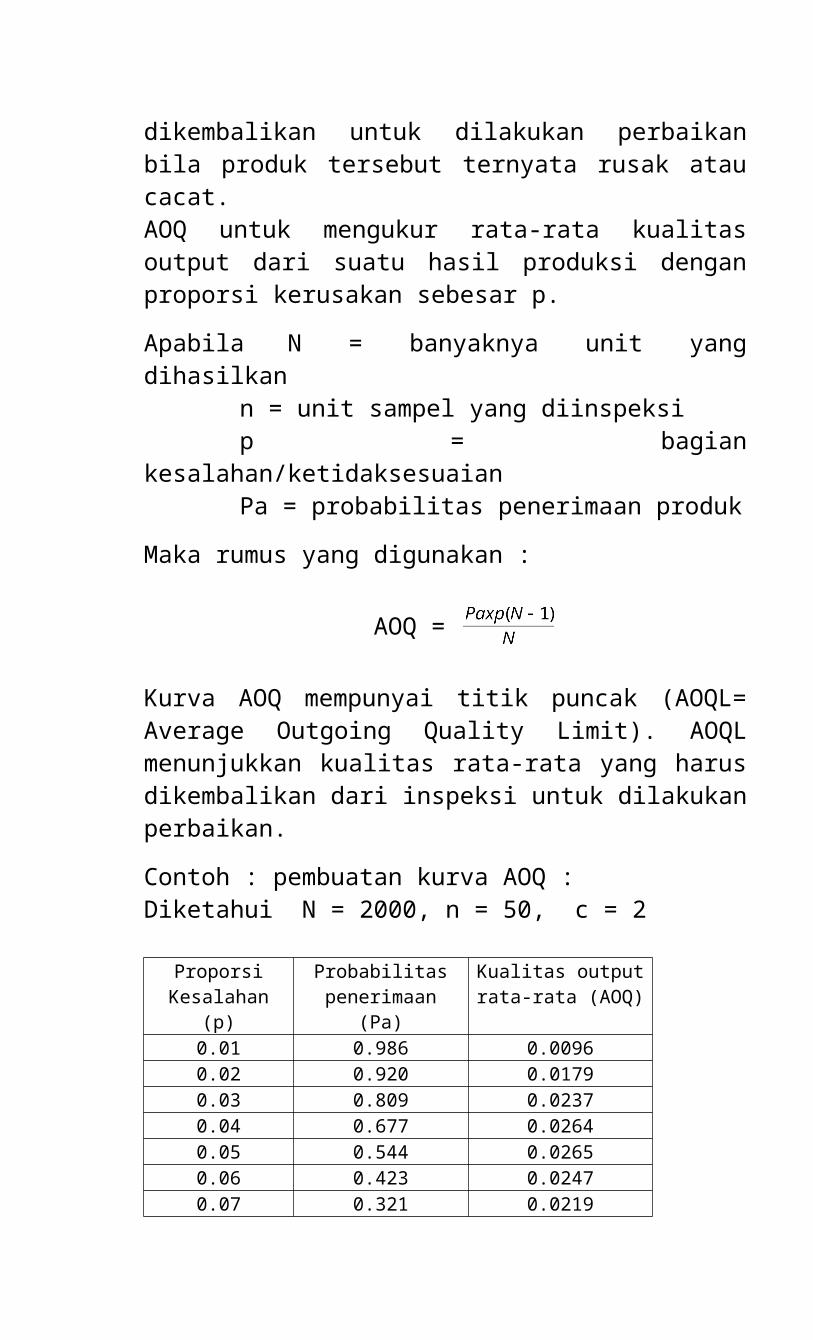
AOQ adalah tingkat kualitas rata-rata dari suatu inspeksi. Sampel yang diambil harus dikembalikan untuk dilakukan perbaikan bila produk tersebut ternyata rusak atau cacat.AOQ untuk mengukur rata-rata kualitas output dari suatu hasil produksi dengan proporsi kerusakan sebesar p.
Apabila N = banyaknya unit yang dihasilkann = unit sampel yang diinspeksip = bagian kesalahan/ketidaksesuaianPa = probabilitas penerimaan produk
Maka rumus yang digunakan :
AOQ =
Kurva AOQ mempunyai titik puncak (AOQL= Average Outgoing Quality Limit). AOQL menunjukkan kualitas rata-rata yang harus dikembalikan dari inspeksi untuk dilakukan perbaikan.
Contoh : pembuatan kurva AOQ :Diketahui N = 2000, n = 50, c = 2
Proporsi Kesalahan (p)
Probabilitas penerimaan (Pa)
Kualitas output rata-rata (AOQ)
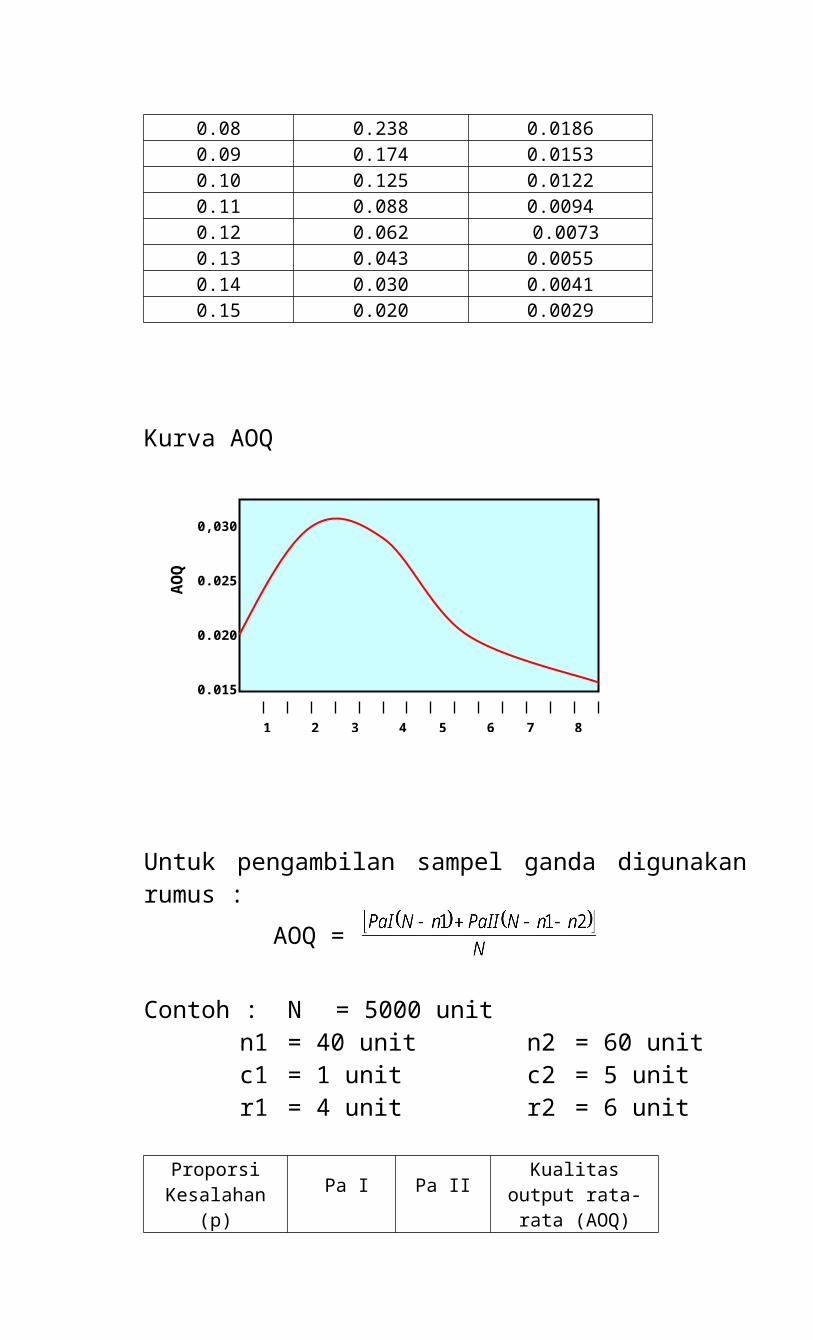
0.01 0.986 0.00960.02 0.920 0.01790.03 0.809 0.02370.04 0.677 0.02640.05 0.544 0.0265 0.06 0.423 0.0247 0.07 0.321 0.02190.08 0.238 0.01860.09 0.174 0.01530.10 0.125 0.01220.11 0.088 0.00940.12 0.062 0.00730.13 0.043 0.00550.14 0.030 0.00410.15 0.020 0.0029
Kurva AOQ
Untuk pengambilan sampel ganda digunakan rumus : AOQ =
Contoh : N = 5000 unitn1 = 40 unit n2 = 60 unitc1 = 1 unit c2 = 5 unitr1 = 4 unit r2 = 6 unit
Proporsi Kesalahan (p) Pa I Pa II
Kualitas output rata-rata (AOQ)
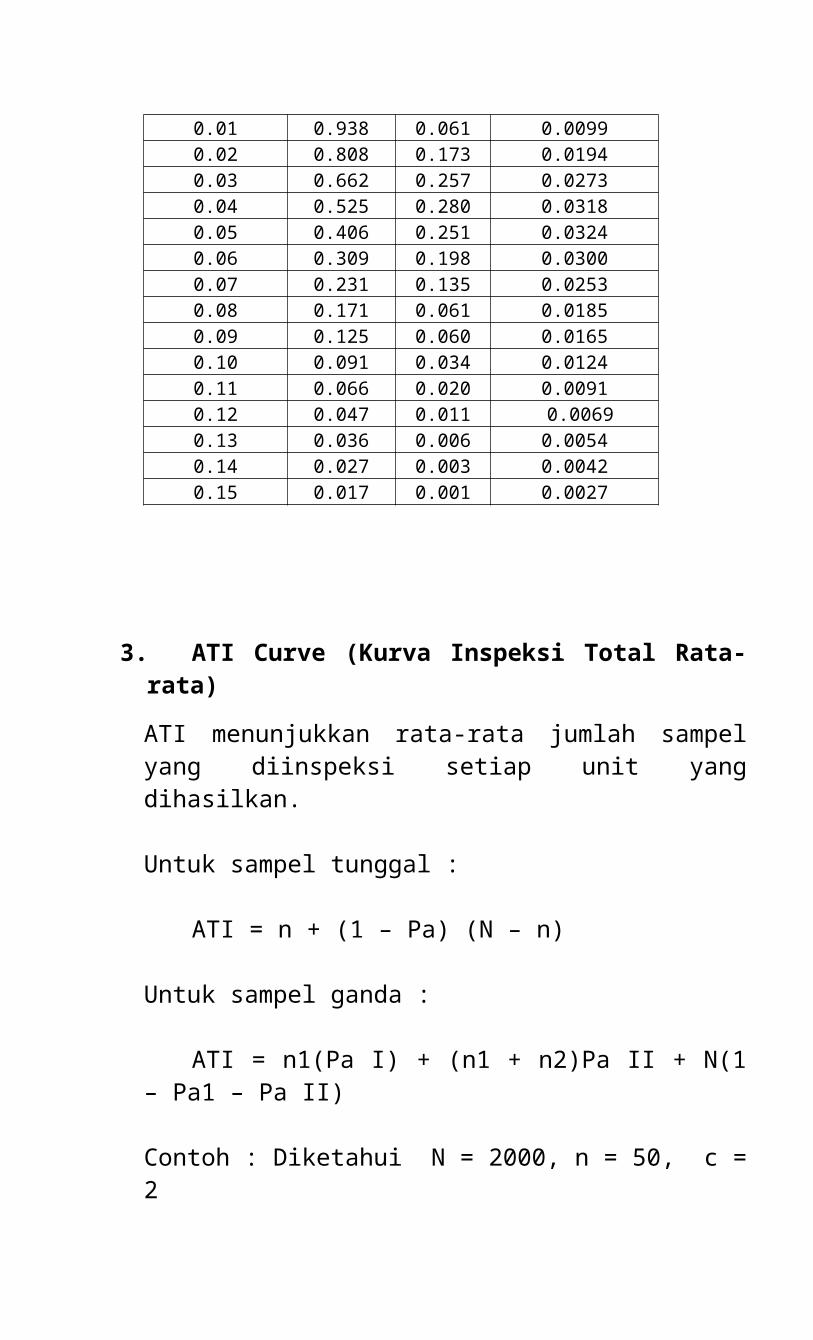
0.01 0.938 0.061 0.00990.02 0.808 0.173 0.01940.03 0.662 0.257 0.02730.04 0.525 0.280 0.03180.05 0.406 0.251 0.0324 0.06 0.309 0.198 0.0300 0.07 0.231 0.135 0.02530.08 0.171 0.061 0.01850.09 0.125 0.060 0.01650.10 0.091 0.034 0.01240.11 0.066 0.020 0.00910.12 0.047 0.011 0.00690.13 0.036 0.006 0.00540.14 0.027 0.003 0.00420.15 0.017 0.001 0.0027
3. ATI Curve (Kurva Inspeksi Total Rata-rata)
0,030
0.025
0.020
0.015
0.010
0.005
0
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15
AO
Q
p
ATI menunjukkan rata-rata jumlah sampel yang diinspeksi setiap unit yang dihasilkan.
Untuk sampel tunggal :
ATI = n + (1 – Pa) (N – n)
Untuk sampel ganda :
ATI = n1(Pa I) + (n1 + n2)Pa II + N(1 – Pa1 – Pa II)
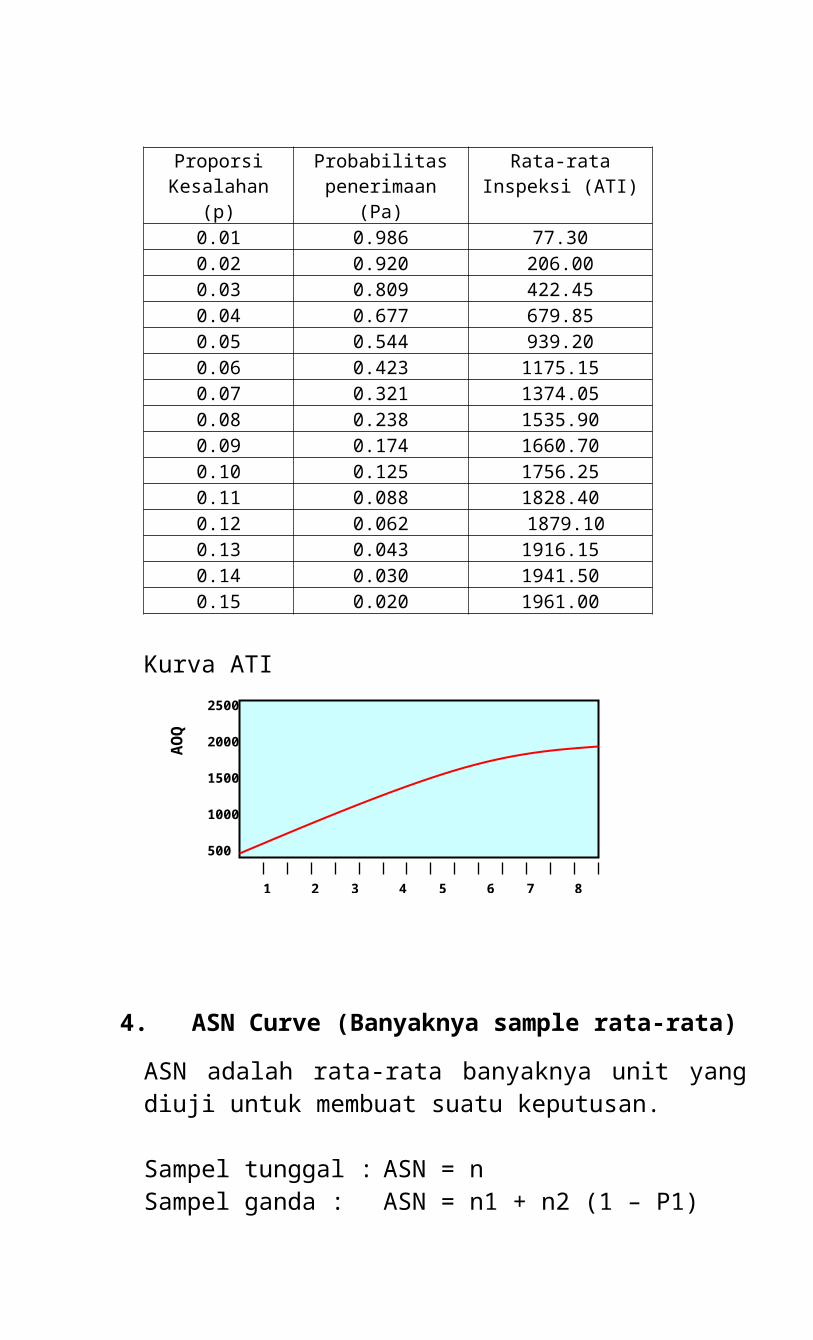
Contoh : Diketahui N = 2000, n = 50, c = 2
Proporsi Kesalahan (p)
Probabilitas penerimaan (Pa)
Rata-rata Inspeksi (ATI)
0.01 0.986 77.300.02 0.920 206.000.03 0.809 422.450.04 0.677 679.850.05 0.544 939.20 0.06 0.423 1175.150.07 0.321 1374.050.08 0.238 1535.900.09 0.174 1660.700.10 0.125 1756.250.11 0.088 1828.400.12 0.062 1879.100.13 0.043 1916.150.14 0.030 1941.500.15 0.020 1961.00
Kurva ATI
4. ASN Curve (Banyaknya sample rata-rata)
2500
2000
1500
1000
500
0
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15
AO
Q
p
ASN adalah rata-rata banyaknya unit yang diuji untuk membuat suatu keputusan.
Sampel tunggal : ASN = nSampel ganda : ASN = n1 + n2 (1 – P1)
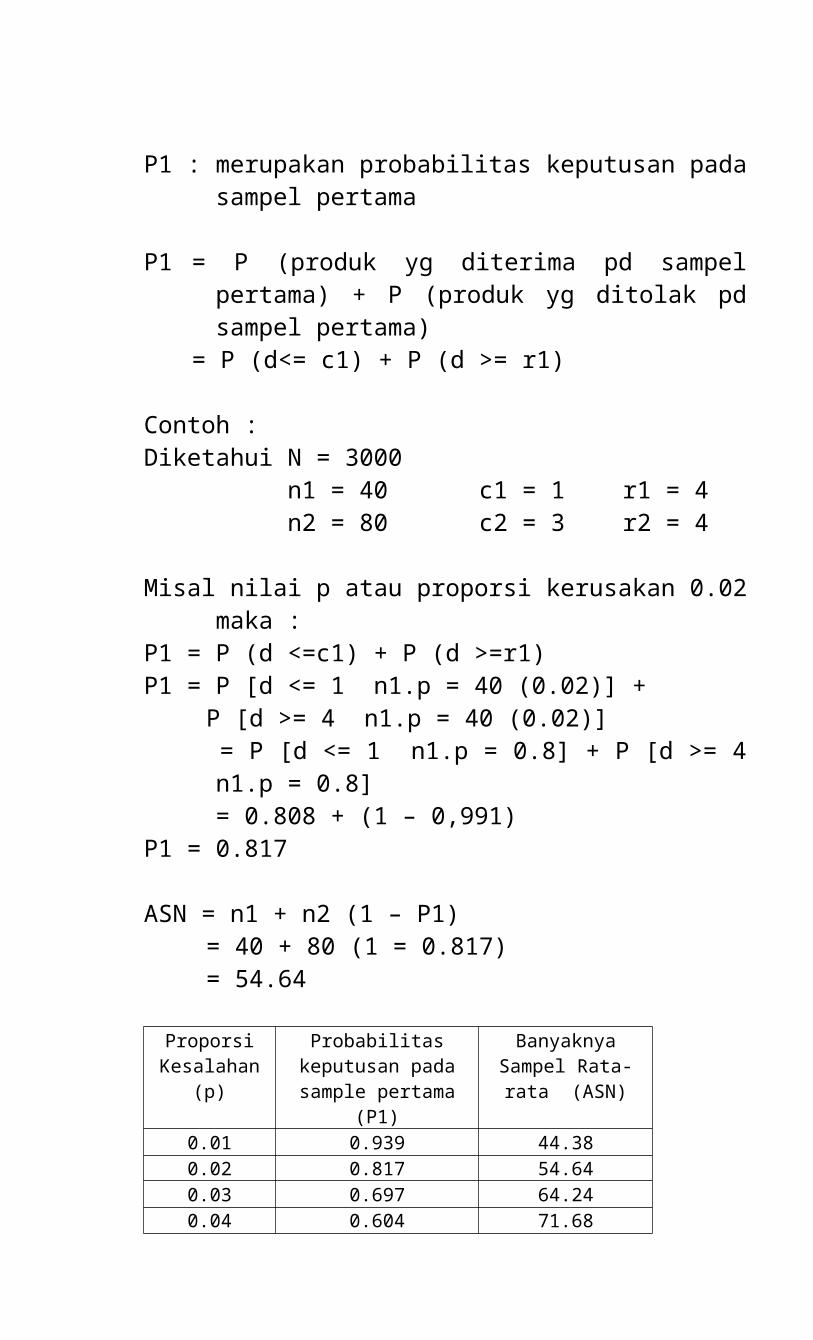
P1 : merupakan probabilitas keputusan pada sampel pertama
P1 = P (produk yg diterima pd sampel pertama) + P (produk yg ditolak pd sampel pertama)
= P (d<= c1) + P (d >= r1)
Contoh : Diketahui N = 3000
n1 = 40 c1 = 1 r1 = 4n2 = 80 c2 = 3 r2 = 4
Misal nilai p atau proporsi kerusakan 0.02 maka :P1 = P (d <=c1) + P (d >=r1)P1 = P [d <= 1 n1.p = 40 (0.02)] +
P [d >= 4 n1.p = 40 (0.02)] = P [d <= 1 n1.p = 0.8] + P [d >= 4 n1.p = 0.8] = 0.808 + (1 – 0,991)P1 = 0.817
ASN = n1 + n2 (1 – P1) = 40 + 80 (1 = 0.817) = 54.64
Proporsi Kesalahan (p)
Probabilitas keputusan pada sample pertama
(P1)
Banyaknya Sampel Rata-rata
(ASN) 0.01 0.939 44.380.02 0.817 54.640.03 0.697 64.240.04 0.604 71.680.05 0.549 76.08
MILITARY STANDAR 105 D
Adalah system pengambilan sampel untuk data atribut dengan indek kualitas yang digunakan adalah AQL.
AQL : Tingkat kualitas menurut produsen merupakan proporsi maksimum dari cacat atau kesalahan yang diperbolehkan yang bertujuan untuk inspeksi sampel, yang dipertimbangkan secara tepat sebagai rata-rata proses.
Alat yang digunakan adalah “tabel” yang berkaitan dengan banyaknya inspeksi.
ACCEPTANCE DENGAN TABEL ABC(Mil STD 105 D Tabel)
Defect :o Critical : berbahaya/tdk aman terhadap pemakaio Major : mengurangi fungsi/kegunaan o Minor : tidak mengurangi fungsi tetapi menyim-pang
dari standar.
Macam sampling plano Single sampling plano Double sampling plano Multiple sampling plan
Level Inspeksio Special (khusus)o General (umum)
Jenis Inspeksio Normalo Tighten (ketat)
o Reducet (longgar)
Prodedur Pemilihan :Single sampling plan1. Tentukan lot size dan level inspeksi2. Dari table I : tentukan sampel code letter 3. Tentukan AQL (dalam %)4. Tentukan batas penerimaan/penolakan dan jumlah
sampel dari :
Tabel II – A Normal II – B Tighten
II – C Reduced
Cara penggunaan tabel
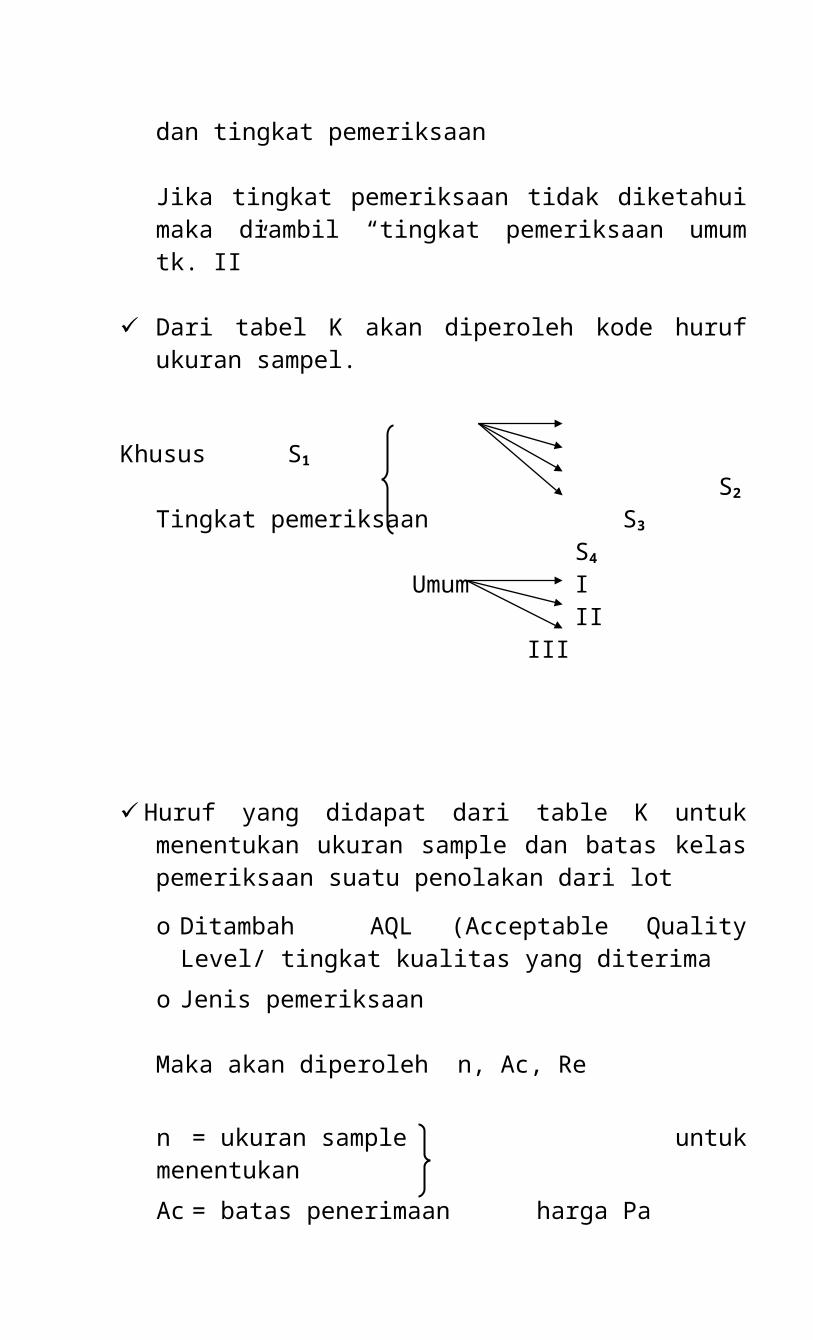
Dengan ukuran lot tertentu (N) lihat tabel Kdan tingkat pemeriksaan
Jika tingkat pemeriksaan tidak diketahui maka diambil “tingkat pemeriksaan umum tk. II”
Dari tabel K akan diperoleh kode huruf ukuran sampel. Khusus S1
S2 Tingkat pemeriksaan S3
S4
Umum III
III
Huruf yang didapat dari table K untuk menentukan ukuran sample dan batas kelas pemeriksaan suatu penolakan dari lot
o Ditambah AQL (Acceptable Quality Level/ tingkat kualitas yang diterima
o Jenis pemeriksaan
Maka akan diperoleh n, Ac, Re
n = ukuran sample untuk menentukanAc = batas penerimaan harga Pa Re = batas penolakan
Jenis pemeriksaan :
- tunggal : normal (L) ketat (M) longgar(N)
- ganda : normal (O)
ketat (P) longgar(Q)
- multi : normal (R) ketat (S) longgar(T)
Contoh :N = 1000Tingkat pemeriksaan umum IIAQL = 0,25Cari :a). Jenis pemeriksaan tunggal normal
b). Jenis pemeriksaan ganda longgar
dari tabel K didapat untuk N = 1000 dg tingkat pemeriksaan umum tk II dg kode letter J :
a. dengan jenis pemeriksaan tunggal normaln = 80AQL = 0,25 Maka Ac = 0
Re = 1
b. Ganda longgarn1 = 20n2 = 20
tabel tunggal longgar didapat :n = 32AQL = 0,25
Ac = 0 Re = 1
PERENCANAAN SAMPING MENURUTMIL STD 414
Perencanaan sampel untuk data variabel. Pengambilan dan penerimaan data variabel didasarkan pada rata-rata dan standar deviasi, serta distribusi frekuensi.
METODE TAGUCHI
Metode Taguchi : Dr. Genichi Taguchi (1949).
Metode Taguchi dikembangkan untuk melaukan perbaikan kualitas dengan metode baru dengan pendekatan lain yang memberikan tingkat kepercayaan yang sama dengan SPC (Statistical Process Control).
Kelebihan Metode Taguchi1. Dapat mengurangi jumlah pelaksanaan percobaan
dibandingkan jika menggunakan full factorial, shg dapat menghemat waktu dan biaya.
2. Dapat melakukan pengamatan terhadap rata-rata dan variasi karakteristik kualitas sekaligus, shg ruang lingkup pemecahan masalah lebih luas.
3. Dapat mengetahui faktor-faktor yang berpengaruh terhadap karakteristik kualitas melalui perhitungan AVONA dan Rasio S/N, shg faktor-faktor yang berpengaruh tersebut dapat diberikan perhatian khusus.
Kekurangan Metode Taguchi Percobaan dilakukan dengan banyak faktor dan interaksi akan terjadi pembauran beberapa interaksi oleh faktor utama, akibatnya keakuratan hasil percobaan akan berkurang.
Tahap-tahap dalam Desain Produk/proses Taguchi
1. System DesignTahap konseptual untuk memperoleh ide-ide baru dan mewujudkan dalam produk baru atau inovasi proses.
2. Parameter DesignTahap pembuatan prototipe matematis bedasarkan tahap sebelumnya melalui percobaan secara statistik. Tujuannya adalah mengidentifikasi setting parameter yang akan memberikan performansi rata-rata pada target dan menentukan pengaruh dari faktor gangguan pada variasi dari target.
3. Tolerance Design
Penentuan toleransi dari parameter yang berkaitan dengan kerugian pada masyarakat akibat penyimpangan produk.
Karakteristik KualitasKarakteristik kualitas adalah hasil suatu proses yang berkaitan dengan kualitas.1. Nominal is the best
Karakteristik kualitas yang menuju nilai target yang tepat pada suatu nilai tertentu.Berat panjang lebar kerapatanKetebalan diameter luas kecepatanVolume jarak tekanan waktu
2. Smaller the betterPencapaian karakteristik jika semakin kecil (mendekati nol) semakin baik.Penggunaan mesin persen kontaminasiPenyimpangan kebisinganWaktu proses produk gagalPemborosan kerusakan
3. Larger the betterPencapaian karakteristik kualitas semakin besar semakin baik.Kekuatan km/liter efisiensiWaktu antar kerusakan ketahanan thd korosi
Orthogonal Array (OA)OA merupakan salah satu kelompok dari percobaan yang hanya menggunakan bagian dari kondisi total, dimana bagian ini mungkin separuh, seperempat atau seperdelapan dari percobaan faktorial penuh.
Keuntungan OA adalah kemampuan untuk mengevaluasi berapa faktor dengan jumlah tes yang minimum. Jika terdapat 7 faktor dengan 2 level, maka jika menggunakan full factorial akan diperlukan 27 buah percobaan. Dengan
OA jumlah percobaan dapat dikurangi shg dapat mengurangi waktu dan biaya percobaan.
Langkah-2 pelaksanaan percobaan Taguchi1. Penentuan karakteristik kualitas (variabel tak bebas)
Variabel yang perubahannya tergantung pada variabel-variabel lain.Dalam percobaan Taguchi, variabel tak bebas adalah karakteristik kualitas yang terdiri dari tiga kategori :a. Measurable Characteristic (karakteristik yg dpt diukur)
1). Nominal is the best2). Smaller the better3). Larger the better
b.Attribute CharacteristicHasil akhir yang diamati tdk dapat diukur dengan skala kontinu, tetapi dapat diklasifikasikan secara kelompok kecil, menengah, besar atau dpt dikelompokan berdasarkan berhasil (sukses) atau tidak.
c. Dynamic CharacteristicMerupakan fungsi representasi dari proses yang diamati. Proses yang diamati digambarkan sebagai signal atau input dan output sebagai hasil dari signal.
2. Identifikasi faktor-faktor (variabel bebas)Variabel yang perubahannya tidak tergantung pada variabel lain.Beberapa metode yang dapat digunakan untuk mengidentifikasi faktor-faktor tersebut :a. Brainstorming
Diskusi kelompok untuk memberikan gambaran tentang masalah yang dihadapi, setiap orang mengungkapkan faktor-faktor yang berpengaruh pada masalah yang dihadapi, dicatat kemudian dilakukan penyaringan/pemilihan berdasarkan urgensi masalah.
b.FlowchartingMengidentifikasi faktor-faktor yang mungkin berpengaruh melalui flowchart proses pembuatan obyek yang diamati.
c. Cause-effect diagramDiagram istikawa digunakan untuk mengidentifikasi penyebab faktor-faktor yang potensial.
3. Pemisahan faktor kontrol dan faktor gangguanFaktor yang diamati terdiri atas faktor kontrol dan faktor gangguan.Faktor kontrol : faktor yg nilainya dapat diatur atau dikendalikan atau yg nilainya akan kita atur atau dikendalikan.Faktor gangguan (noise factor) : faktor yg nilainya tidak bisa kita atur atau kendalikan.Faktor gangguan terdiri dari :c. External (outer) noise : semua gangguan dari kondisi
lingkungan atau luar produksi.d. Internal (inner noise) : semua gangguan dari dalam
produksi sendiri.e. Unit to unit noise : perbedaan antara unit yang
diproduksi dengan spesifikasi yang sama.
4. Penentuan jumlah level dan nilai level faktorLevel faktor dapat dinyatakan secara kuantitatif seperti temperatur, kecepatan, waktu dll.
5. Identifikasi interaksi faktor kontrolInteraksi muncul jika dua faktor atau lebih yang mengalami perlakuan secara bersama akan memberikan hasil yg berbeda.
6. Perhitungan derajat kebebasan (degree of freedom)Dilakukan untuk menghitung jumlah minimum percobaan yang harus dilakukan untuk menyelidiki faktor-faktor yg diamati.Jika nA dan nB adalah jumlah perlakuan untuk faktor A dan faktor B maka :Dof untuk faktor A = nA – 1
Dof untuk faktor B = nB – 1 Dof unt interaksi faktor A dan B = (nA – 1)( nB – 1)Jumlah total dof = (nA – 1)+( nB – 1) + (nA – 1)( nB – 1)
7. Pemilihan Orthogonal arrayDalam memilih jenis Orthogonal Array harus diperhatikan jumlah level faktor yang diamati yaitu :a. jika semua fator adalah 2 level : pilih OA untuk 2 level
faktor.b. jika semua fator adalah 3 level : pilih OA untuk 3 level
faktor.c. jika beberapa fator adalah 2 level dan lainnya 3 level :
pilih yang mana yang dominan.d. jika terdapat campuran 2, 3, atau 4 level faktor : lakukan
modifikasi OA dengan metode Merging coloumn.8. Penugasan untuk faktor dan interaksinya pada OA9. Persiapan dan pelaksanaan percobaan10. Analisis data