penciaruh waktu sinter terhadap rapat massa …digilib.batan.go.id/e-prosiding/file...
TRANSCRIPT

ISSN 0854 - 5561 HasH-hasH Penelitian EBN Tahun 2005
PENCiARUH WAKTU SINTER TERHADAP RAPAT MASSAPELET SENTER DARI SERBUK KASAR U02
HASIL "PRE-PRESSING"
Taufik Usman, Tata Terbit Saputra
ABSTRAK
PENGARUH WAKTU SINTER TERHADAP RAPAT MASSA PELET SINTER DARI
SERBUK KASAR U02 HASIL "PRE-PRESSING." Telah dilakukan penelitian mengenai
pembesaran dan perataan distribusi pori dalam pelet sinter melalui pemakaian serbuk
kasar U02 dengan ukuran yang hampir sama yaitu 800 - 1000 11m, yang diperoleh dari
proses "Pre-Pressing." Pelet sinter berdensitas rendah yang berasal dari serbuk kasar
tersebut diperoleh dengan penyinteran pada suhu rendah (1200°C) dengan waktu
tertentu. Mula-mula serbuk awal U02 jenis CAMECO (ADU) dicampur hingga homogen
dengan 0,2% (berat) Zn - stearat, lalu dikompakkan ("Pre-Pressing"). Pelet yang
diperoleh kemudian dihancurkan, digranulasi dan diayak, sehingga diperoleh serbuk
kasar, 800 - 1000 11m. Serbuk ini dicampur lagi dengan 0,2% (berat) Zn-Stearat hingga
homogen, lalu dikompakkan ("final-pressing") dengan tekanan 5800 kg/cm2, sehingga
diperoleh pelet mentah berdensitas, 54,11 % DT. Pelet mentah mi kemudian disinter pada
suhu 1200°C dalam media gas Argon dengan variasi waktu sinter 3, 4, 5, 6 dan 7 jam.
Pelet sinter yang dihasilkan temyata dapat meningkatkan densitasnya dari 65,10 , 72,50 ,
77,60 ,85,10 hingga 92,07% DT. Meskipun pelet dari serbuk kasar sulit disinter, namun
dengan memperpanjang waktu sinter hingga 7 jam, maka pelet sinter dengan rapat
mass a (92,07% DT) yang sesuai sasaran dapat diperoleh.
PENDAHULUAN
"Bum-Up" atau nilai bakar dari suatu
bahan bakar reaktor daya (bbrd) dapat
ditingkatkan melalui perpanjangan waktu
iradiasi dalam reaktor. Selain dapat
meningkatkan "burn-up" bbrd atau pelet sinter
U02, perpanjangan waktu iradiasi juga akan
menambah produk fisi dalam pori-pori pelet
sinter U02. Produk fisi yang berupa gas xenon,
krypton dan sebagainya akan meningkat
tekanannya dalam pori-pori bila perpanjanganwaktu iradiasi berlanjut. Akibatnya, gas
tersebut bisa lepas dari pori-pori pelet sinter,
bahkan dapat lolos dari kelongsong menuju
"cooling vvater" atau air pendingin, sehingga
mencemari lingkungan dengan zat radioaktif.
Untuk mengatasi kesulitan tersebut,
pembesaran pori dan perataan distribusi pori
, dalam pelet sinter perlu dilakukan guna
meningkatkan daya serapnya terhadap gas
produk fisi. Dengan kata lain, pelet sinter yang
39
semula mempunyai rapat massa cukup tinggi
(97% DT) perlu diperendah menjadi 92% DT.Pori atau makro-pori dalam pelet sinter
sebenarnya berasal dari rongga antar partikel
serbuk dalam pelet mentah. Makin tinggi
ukuran partikel serbuk, makin besar rongga
tersebut dan makin besar pula pori yang
terbentuk dalam pelet sinter. Selanjutnya,
makin seragam ukuran partikel serbuk makin
merata distribusi rongga tersebut dan makin
merata pula distribusi pori pelet sinter.
Berdasarkan asumsi tersebut maka dipilih
serbuk kasar U02 berukuran hampir sama (800
- 1000 11m) dalam penelitian ini. Serbuk
tersebut dibuat melalui proses "pre-pressing"
(pengompakan - awal) serbuk awal (38 - 60011m). Selain berukuran besar, serbuk ini
berbentuk "sphericaf' (menyerupai bola) dan
berdensitas lebih tinggi sehingga lebih mudahdikompakkan.
Hasil-hasil Penelitian EBN Tahun 2005
Umumnya serbuk kasar mudah
dikompakkan ("final pressing"), tetapi agak sulit
disinter karena rapat massa yang dicapai relatifrendah, terutama pada penyinteran suhu
rendah (1200°C). Salah satu variabel yang
dapat mempengaruhi rapat massa pelet sinter
adalah' waktu sinter, yaitu lamanya pelet
berada pada suhu (1200°C). Biasanya, makin
lama waktu sintemya, makin meningkat rapat
massa pelet sinter. Massalahnya adalah
berapa lama waktu sintemya agar diperoleh
pelet sinter dengan rapat massa yang
diinginkan (92% OT). Untuk mengetahuinya
diperlukan beberapa eksperimen. Penelitian ini
bertujuan untuk mengetahui pengaruh waktu
sinter terhadap rapat massa yang
dihasilkannya. Oalam hal ini peletnya berasal
dari serbuk kasar U02 hasil "pre-pressing" danpenyinterannya pada suhu relatif rendah
(1200°C). Media yang digunakan dalam
penyinteran ini adalah gas Argon.
TAT A KERJA
Sejumlah tertentu serbuk awal U02
jenis CAMECO (AOU) dengan ukuran 38 - 600
/-lm dicampur dengan 0,25% (berat) Zn-stearat
hingga homogen, lalu dikompakkan ("pre
pressing"), kemudian dihancurkan, digranulasi
dan diayak, sehingga diperoleh 3 jenis serbuk
U02 yaitu serbuk halus (dibawah 150 /-lm),
menengah (150 - 800 /-lm) dan kasar (800
1000 /-lm). Serbuk kasar kemudian dicampurlagi dengan 0,2% (berat) Zn-stearat, lalu
dikompakkan ("final pressing") dengan tekanan
optimal 5800 kg/cm2. Pelet mentah yang
dihasilkan kemudian diukur rapat massanya,
lalu disinter pada suhu tetap, 1200°C denganmemvariasikan waktu sinter tertentu 3, 4, 5, 6
hingga 7 jam. Pelet sinter yang dihasilkan
kemudian diukur rapat massanya.
HASIL DAN PEMBAHASAN
Pengompakan dan Penyinteran
Serbuk kasar U02 yang diperoleh dari
pro~es "pre-pressing" ternyata dapat
dikompakkan dengan mudah menjadi pelet
mentah atau "green pelet" dengan rapat massa
40
ISSN 0854 - 5561
54,11 % OT. Kondisi pelet tersebut dalam
keadaan baik. Pelet mentah tersebut temyata
dapat disinter pada suhu relatif rendah yaitu
1200°C. Namun, sebagiannya mengalami
retak dan sebagian lagi dalam kondisi baik. Hal
ini terjadi pad a setiap variasi waktu sinter (3, 4,
5, 6 dan 7 jam). Keretakan pelet sinter yang
dihasilkan mungkin berasal dari alat sinternya.
Penurunan suhu dari suhu sinter (1200°C)
hanya bisa dilakukan dengan cara mematikan
"powernya'. Suhu sinter turun dengan cepat
dan 1200°C hingga 800°C. Hal ini
menyebabkan gas media (Argon) atau gas lain
akan terperangkap dalam pori. Pada saat
"shringkage" atau pengkerutan pelet sinter,
gas tersebut meningkat tekanannya akibat
pengecilan pori. Peningkatan. tekananselanjutnya menyebabkan gas tersebut
terdesak keluar pori menuju permukaan pelet.
Akibatnya pelet menjadi retak.
Rapat Massa
Penyinteran pelet dari serbuk kasar
U02 hasil "pre-pressing" dengan variasi waktu
sinter dari 3, 4, 5, 6 hingga 7 jam pada suhu
tetap 1200°C, telah menghasilkan pelet sinter
dengan rapat massa yang meningkat pula.
Jadi, kenaikan waktu sinter temyata dapat
memperbesar rapat massa pelet sinter.
Hubungan antara waktu sinter dengan rapat
massa dapat dilihat pad a tabel-1.
Tabel-1. Hubungan waktu sinter dan rapat
illassa pelet sinter pada penyinteran dengan
suhu 1200°C. (media gas Argon)No Waktu SinterRapat Massa Pelet
(Jam)Sinter (% OT)
1
365,10
2
472,50
3
577,604
685,105
792,07
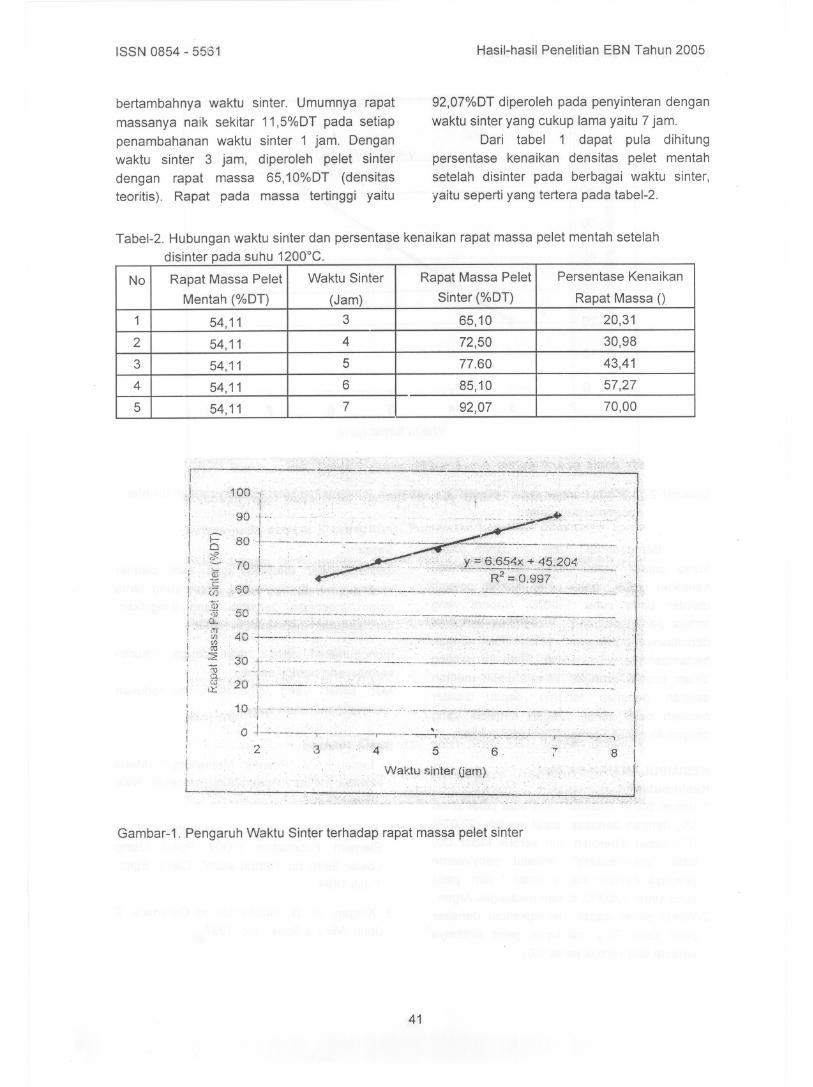
Oari tabel 1 dapat dibuat kurva antara
waktu sinter dan rapat massa pelet sinterseperti yang tertera pada gambar 1. Oari
gambar 1 ditunjukkan bahwa rapat massa
pelet sinter naik secara linier dengan
ISSN 0854 - 5531
bertambahnya waktu sinter. Umumnya rapat
massanya naik sekitar 11,5%DT pad a setiap
penambahanan waktu sinter 1 jam. Dengan
waktu sinter 3 jam, diperoleh pelet sinter
dengan rapat massa 65,1 O%DT (densitas
teoritis). Rapat pada massa tertinggi yaitu
Hasil-hasil Penelitian EBN Tahun 2005
92,07%DT diperoleh pad a penyinteran dengan
waktu sinter yang cukup lama yaitu 7 jam.
Dari tabel 1 dapat pula dihitung
persentase kenaikan densitas pelet mentah
setelah disinter pad a berbagai waktu sinter,
yaitu seperti yang tertera pada tabel-2.
Tabel-2. Hubungan waktu sinter dan persentase kenaikan rapat massa pelet mentah setelah
disinter pad a suhu 1200°C.
NoRapat Massa PeletWaktu SinterRapat Massa PeletPersentase Kenaikan
Mentah (%DT)
(Jam)Sinter (%DT)Rapat Massa ()
1
54,11 365,1020,31
2
54,11 472,5030,98
3
54,11 577.6043,41
4
54,11 685,1057,27
5
54,11 792,0770,00
Gambar-1. Pengaruh Waktu Sinter terhadap rapat massa pelet sinter
41
Hasil-hasil Penelitian EBN Tahun 2005 ISSN 0854 - 5561
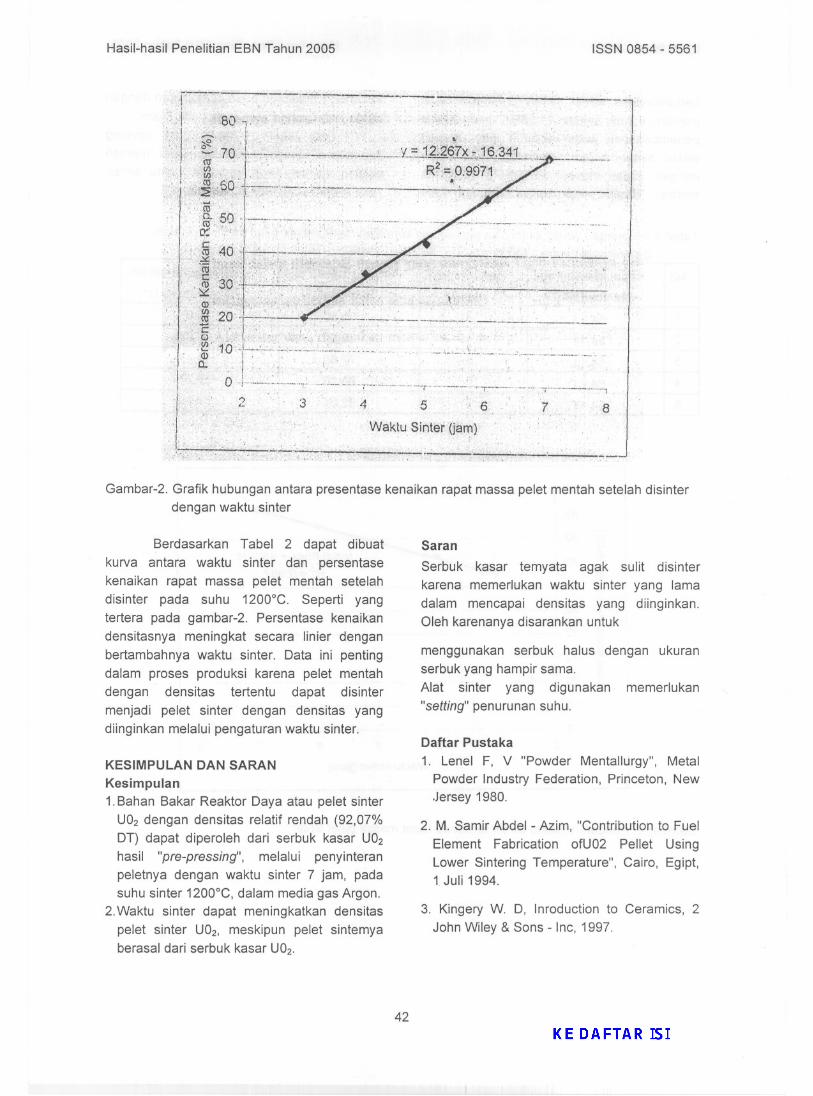
Gambar-2. Grafik hubungan antara presentase kenaikan rapat massa pelet mentah setelah disinter
dengan waktu sinter
Berdasarkan Tabel 2 dapat dibuat
kurva antara waktu sinter dan persentase
kenaikan rapat massa pelet mentah setelah
disinter pad a suhu 1200°C. Seperti yang
tertera pada gambar-2. Persentase kenaikan
densitasnya meningkat secara linier dengan
bertambahnya waktu sinter. Data ini penting
dalam proses produksi karena pelet mentah
dengan densitas tertentu dapat disinter
menjadi pelet sinter dengan densitas yang
diinginkan melalui pengaturan waktu sinter.
KESIMPULAN DAN SARAN
Kesimpulan
1.Bahan Bakar Reaktor Daya atau pelet sinter
U02 dengan densitas relatif rendah (92,07%
DT) dapat diperoleh dari serbuk kasar U02
hasil "pre-pressing", melalui penyinteran
peletnya dengan waktu sinter 7 jam, pada
suhu sinter 1200°C, dalam media gas Argon.
2. Waktu sinter dapat meningkatkan densitas
pelet sinter U02, meskipun pelet sintemya
berasal dari serbuk kasar U02.
42
Saran
Serbuk kasar temyata agak sulit disinter
karena memerlukan waktu sinter yang lama
dalam mencapai densitas yang diinginkan.
Oleh karenanya disarankan untuk
menggunakan serbuk halus dengan ukuran
serbuk yang hampir sama.
Alat sinter yang digunakan memerlukan
"setting" penurunan suhu.
Daftar Pustaka
1. Lenel F, V "Powder Mentallurgy", Metal
Powder Industry Federation, Princeton, New
,Jersey 1980.
2. M. Samir Abdel - Azim, "Contribution to Fuel
Element Fabrication ofU02 Pellet Using
Lower Sintering Temperature", Cairo, Egipt,1Juli 1994.
3. Kingery W. D, Inroduction to Ceramics, 2
John Wiley & Sons - Inc, 1997.