pembuatan bracket pada dudukan...
TRANSCRIPT
PEMBUATAN BRACKET PADA
DUDUKAN CALIPER
NAMA : BUDI RIYONO
NPM : 21410473
KELAS : 4ic03
LATAR BELAKANG MASALAH
• Dewasa ini perkembangan dunia otomotif sangat berkembang dengan pesat, begitu juga halnya dengan di Indonesia. Para ahli terus mengembangkan teknologi untuk memproduksi atau memperbarui suatu mesin yang ada sehigga dapat menghasilkan suatu produk dengan waktu yang relative singkat, relative terjangkau, dan lebih efisien sehingga dapat memenuhi permintaan Costumer (pelanggan) dan dapat merasakan kepuasan yang lebih dari berbagai inovasi yang telah diciptakan. Salah satunya adalah PT. Chemco Harapan Nusantara yang merupakan salah satu perusahaan di Indonesia.
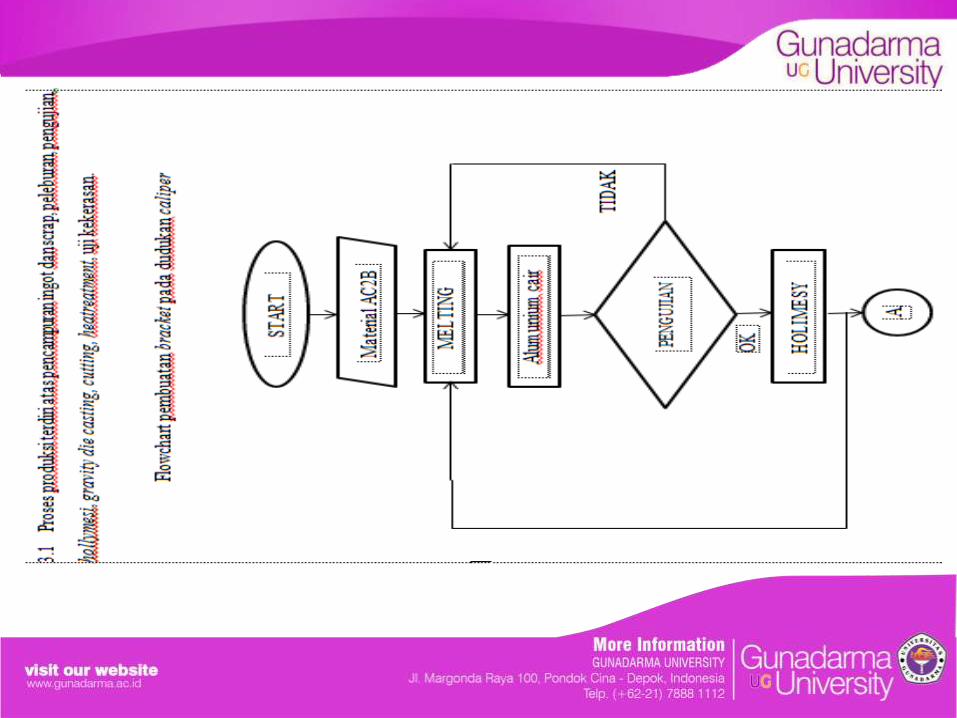
• Proses protersebut dapat diaplikasikan pada kendaraan dapat memenuhi standart kenyamanan dan keamanan. Pada proses pembuatan salah satu komponen dimulai dengan adanya pemilihan material Alumunium yang sesuai dengan standart produksi, setelah itu akan masuk ketahap peleburan Alumunium, pencetakan, pengujian, cutting, heat duksi pada salah satu komponen roda dua memiliki beberapa tahapan yang harus dilewati agar komponen treatment, pengujian kekerasan dan menghitung effisiensi secara manual dan menggunakan perangkat lunak.
BATASAN MASALAH
• Berdasarkan uraian diatas, maka rumusan masalah dari penulisan ini adalah :
• 1. Untuk mengetahui material beserta sifat-sifatnya.
• 2. Alur proses pembuatan bracket pada dudukan caliper yang ada di PT. Chemco Harapan Nusantara.
• 3. Dapat mengetahui cacat coran yang terjadi.
• 4. Mengetahui effisiensi dari coran bracket caliper.
TUJUAN PENULISAN
• Adapun tujuan yang akan dicapai setelah melakukan penelitian di PT. Chemco Harapan Nusantara adalah.
• 1. Menunjukan material alumunium seri AC2B beserta sifat-sifatnya.
• 2. Mengambarkan alur proses pembuatan bracket pada dudukan caliper yang ada di PT. Chemco Harapan Nusantara.
• 3. Dapat mengetahui cacat coran yang terjadi.
• 4. Menghitung effisiensi dari coran brecket secara manual dan menggunakan perangkat lunak.

METODE PENULISAN
Dalam penulisan ini, metode penulisannya dilakukan dengan
cara melakukan pengujian (penelitian) dan dilanjutkan dengan
penganalisaan data yang diperoleh dari hasil penelitian.
Metode Literature
Digunakan untuk memperoleh dasar penulisan yang erat
kaitanya dengan masalah yang akan dibahas dengan
mempelajari buku-buku yang berhubungan.
Metode Observasi
Melakukan pengamatan pada mesin melting dan mesin gravity
die casting yang ada di PT. Chemco Harapan Nusantara yang
telah ada sebagai bahan acuan dalam penelitian tentang proses
produksi brecket caliper.
Metode Interview
Mencari informasi dari berbagai sumber yang mengerti tentang
masalah-masalah yang berhubungan dengan topik dari
Penulisan Ilmiah ini.
Dalam proses pembuatan Brecket Caliper,
bahan dan alat sangat perlu berfungsi untuk
benda kerja yang akan dibuat dengan
sempurna. Maka bahan baku atau Alumunium
Paduan yang digunakanpun tidak sembarangan,
melainkan harus diuji terlebih dahulu untuk
mengetahui karakteristik yang diinginkan
dalam proses pembuatannya, maka
digunakanlah seri alumunium AC2B.
Gambar Ingot AC2B

• Jenis-jenis elmen yang ada pada alumunium seri AC2B
• Si (silicon)
Merupakan campuran didalam Ingot untuk mempermudah proses casting dan mencegah perubahan
suhu terlalu cepat.
• Fe (besi)
Merupakan campuran didalam Ingot untuk mencegah part menempel pada dies.
• Cu (tembaga)
Merupakan campuran didalam Ingot untuk menambah kekuatan pada part dan mempermudah proses
pemotongan part.
• Mn (mangan)
Merupakan campuran didalam Ingot agar tahan akan temperatur tinggi dan memperkecil kerusakan
kandungan Fe.
• Mg (magnesium)
Merupakan campuran didalam Ingot supaya menambah kekuatan dan mempermudah proses
pemotongan,
• Cr (Krom)
Merupakan campuran didalam Ingot agar logam tahan akan korosi (tahan karat).
• Zn (Seng)
Merupakan campuran didalam Ingot agar mempermudah proses casting dan menaikan kemampuan
mekanis.
• Ti (Titanium)
Merupakan campuran didalam Ingot agar logam menjadi ringan dan kuat.
• Ni (Nikel)
Merupakan campuran didalam Ingot agar tahan akan temperatur tinggi dan menurunkan jumlah
kerugian Fe.
• Pb (Timbal)
Merupakan campuran didalam Ingot agar logam tahan terhadap korosi.
Sn (Timah)
• Merupakan campuran didalam Ingot agar logam tidak mudah teroksidasi dalam udara sehingga
tahan karat, dan digunakan untuk melapisi logam lainnya untuk mencegah karat.
Proses Melting adalah peleburan materil Alumunium paduan menjadi logam cair. Pada saat peleburan
tidak menggunakan alumunium seluruhnya, akan tetapi menggunakan perbandingan antara
Alumunium dan scrap. Perbandingannya yaitu 50% untuk alumunium paduan dan 50% untuk scrap.
Yang dimaksud scrap adalah NG dan runner dari hasil proses gravity die casting yang tidak terpakai
yaitu coran yang tidak sesuai dengan standar.
Proses peleburan dilakukan di mesin melting dengan suhu lebur pada temperatur 700-750oC. di
mana titik lebur Alumunium 650oC. Pada saat alumunium sudah mencair dilakukan proses fluxing
adalah proses pembersihan kotoran yang terdapat dalam alumunium cair, dan berguna juga untuk
mengangkat udara/turbulence yang terjebak di dalamnya. Flux hanya digunakan sebanyak 0,5%
sampai 2,6% dari berat alumunium cairnya. Kemudian didiamkan terlebih dahulu selama 10-15 menit,
yang kemudian alumunium cair di aduk mencapai 30 adukan untuk mengangkat kotoran yang ada.
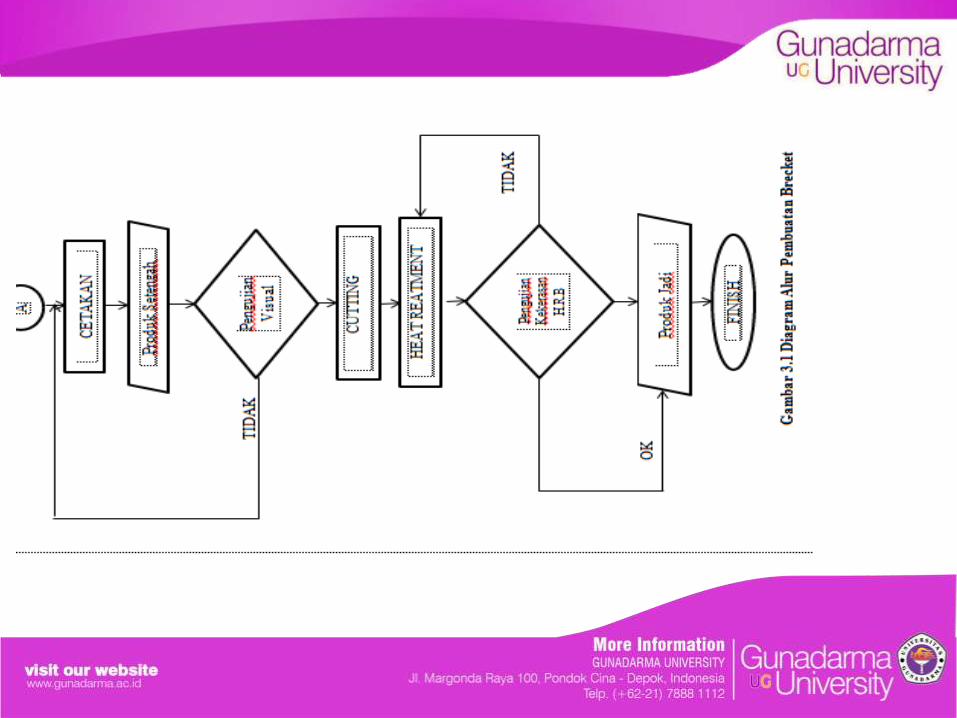
Produk setengah jadi dihasilkan dari proses casting (cetak), part yang telah dihasilkan masih memiliki
scrap.
Gambar Produk Setengah Jadi
Proses catting
Suatu proses pemotongan logam atau lebih tepat disebut dengan proses perautan logam dengan
menggunakan sebuah alat potong yang bertujuan memperoleh bentuk-bentuk tertentu,toleransi ataupun
derajat kehalusan permukaan dari benda kerja. part yang memiliki scrap harus di lakukan pemotongan
sekitar 1-3 mm dari batas body part brecket.
Proses heatreatment
Masukkan produk kedalam holding oven treatment tahap pertama (solution oven ) dengan temperature
500 ºC. Pemanasan holding dilakukan selama 3 jam. kemudian di masukan ke dalam bak quenching
(pendinginan secara kejut) dengan temperature air 50-80 ºC, Kemudian oven treatment tahap kedua
(Aging oven) temperatur 160 oC dilakukan pemanasan selama 5 jam.

Cacat Coran
• Misrun adalah cacat yang ditimbulkan karena logam cair yang mengeras sebelum semua bagian
terisi penuh. Cacat ini terjadi karena kecepatan penuangan yang tidak stabil, logam cair kurang
sehingga hanya sebagian cetakan terisi dan dengan mengambil logam cair lagi untuk
memenuhinya, logam cair sebelum itu telah mengeras.
• Blow hole adalah cacat yang terjadi karena udara yang terjebak didalam cetakan. Cacat ini
disebabkan oleh beberapa hal yaitu cara penuangan yang salah (posisi gayung terlalu tinggi)
kecepatan tuang yang tidak stabil.
• inklusi adalah suatu cacat yang ditimbulkan karena terlalu banyak pengotor pada
material,misalnya karena cetakan kotor, dan bahan baku kotor.
• penyusutan.Cacat ini adalah karena aliran material yang lambat, dan karena temperatur mould
yang tinggi.temperatur mould yang tinggi karena lapisan coating yang tipis, tersumbatnya lubang
gas, cycle time terlalu cepat.






KESIMPULAN Kesimpulan
Berdasarkan hasil pengamatan yang dilakukan selama kerja praktek di PT. Chemco Harapan Nusantara
didapat kesimpulan, yaitu :
Bahan baku yang digunakan dalam proses pembuatan Brecket Caliper adalah Paduan Aluminium, dimana
paduan Aluminium yang digunakan adalah seri AC2B. Kandungan yang terdapat pada paduan Alumunium
seri AC2b seperti Si,Fe,Cu,Mn,Mg,Cr,Zn,Ti,Ni,Pb dan Sn.
Proses pembuatan Brecket Caliper ada beberapa tahapan seperti peleburan alumunium paduan dimesin
melting dengan temperature 700-750 oC, Holimesy (Bak Penampungan), Gravity Die Casting adalah mesin
yang digunakan dalam proses casting (cetak), Mesin Cutting suatu proses pemotongan logam Part yang
memiliki scrap dilakukan pemotongan 1-3 mm dari batas body part. Heat Treatment holding oven treatment
tahap pertama (solution oven ) dengan temperature 500 ºC. Pemanasan holding dilakukan selama 3 jam.
Kemudian oven treatment tahap kedua (Aging oven) dengan temperatur yang berbeda pada treatment
tahap pertama dengan temperatur 160 oC dilakukan pemanasan selama 5 jam, Uji kekerasan, hasil
44HRB.
Cacat yang terjadi, diantaranya :
Coran tidak lengkap, cacat ini karena ada bagian coran yang sudah mengeras sebelum coran terisi penuh.
Rongga udara, cacat ini terjadi karena adanya gas yang terjebak dalam cetakan.
Inklusi, cacat ini terjadi karena adanya zat pengotor, baik dalam cetakan maupun pada molten.
Penyusutan, cacat ini adalah cacat yang ditimbulkan karena penyusutan yang berlebih.
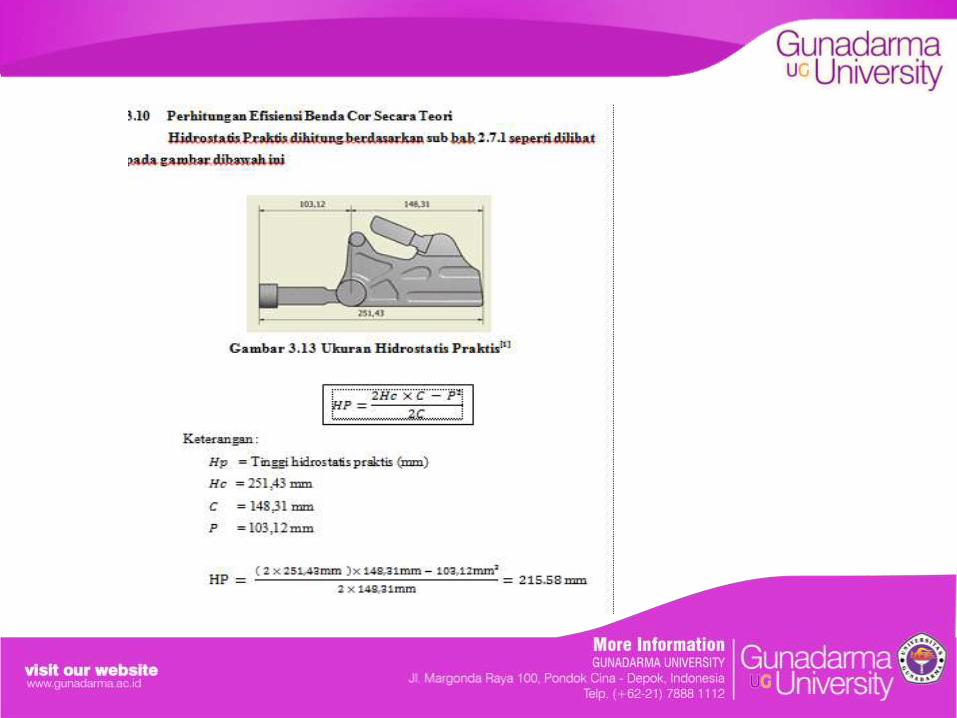
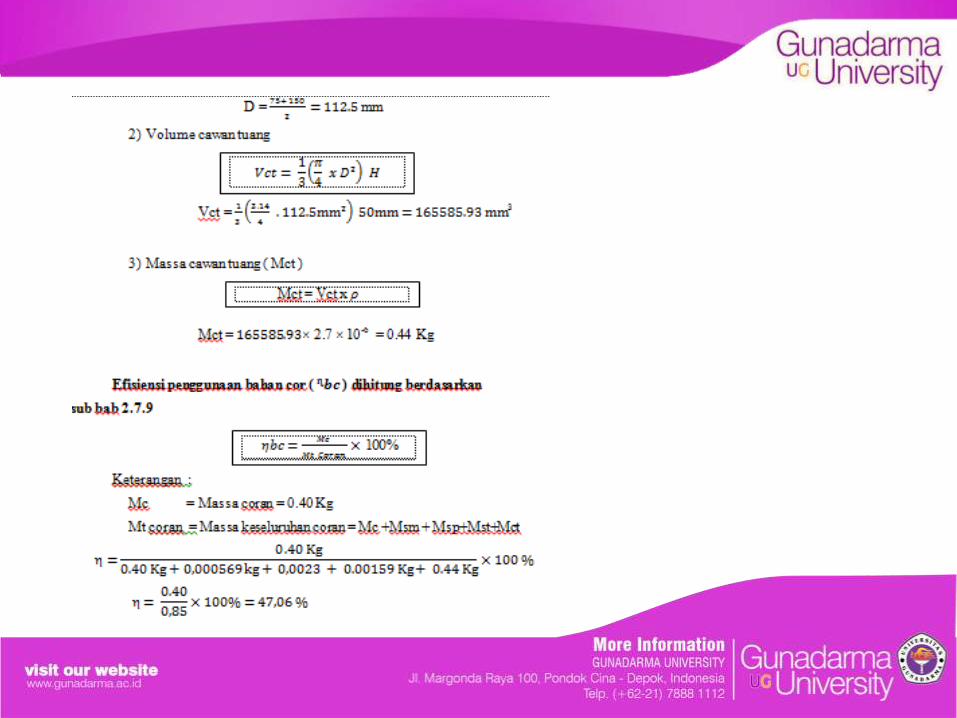
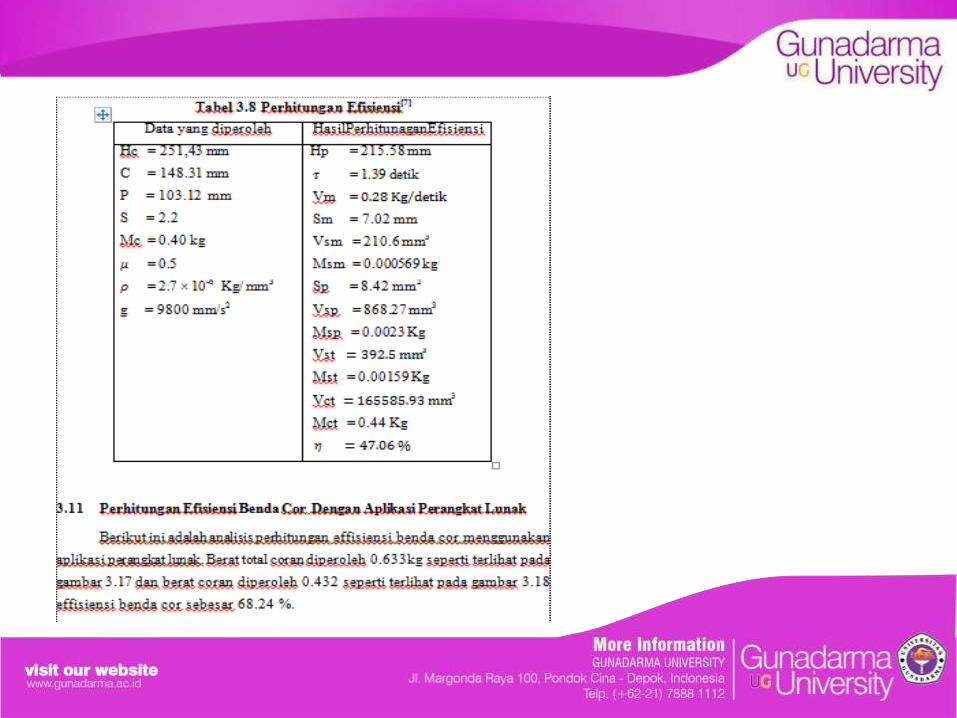
Perhitungan effisiensi pengecoran secara teoritis di dapat sebesar 47.06 % dan dari hasil perhitungan
aplikasi perangkat lunak diperoleh 68.28 %.
Selisih antara kedua hitungan tersebut diperoleh sebesar 21.18%.
SARAN
Dalam proses pembuatan produk yang menggunakan alumunium sebagai bahan dasar agar hasil yang diproses sesuai dengan standar perusahaan dan lebih aman ketika dipergunakan haruslah diproduksi dengan penuh ketelitian dan pemilihan alumunium yang baik menjadi penentu dalam proses akhir dari pembuatan produk.