laporan setria
TRANSCRIPT

1
BAB I
PENDAHULUAN
1.1 Latar Belakang
Berkembanya ilmu pengetahuan dan teknologi,menuntut kita untuk
bekerja di segala bidang dengan professional,oleh karena itu kita sebagai
mahasiswa tenik mesin harus berperan aktif dalam hal tersebut.
Dengan adanya praktikum pemesinan II khususnya mesin gerinda ,
mahasiswa diharapkan mampu mengoperasaikan mesin tersebut dengan
baik dan benar.
Pengoperasian mesin gerinda merupakan suatu keahlian yang harus
dimiliki oleh mahasiswa teknik mesin, untuk masuk ke dunia industri.
.
1.2 Tujuan
Adapun tujuan dilaksanakanya praktikum teknik pemesinan II adalah
sebagai berikut.
1. Agar mahasiswa dapat mempraktekan teori dasar yang sudah didapat di
semester sebelumya.
2. Agar mahasiswa mengetahui cara-cara mengoperasikan mesin gerida.
3. Agar mahasiswa mampu menciptakan suatu bendakerja dengan mesin
gerinda.

2
1.3 Manfaat
Adapun mamfaat melakukuan praktikum mesin gerinda ini adalah :
1. Mahasiswa memiliki kemahiran dan keterampilan dalam mengoperasikan
mesin gerinda.
2. Mahasiswa dapat mengetahui alat-alat yang digunakan dalam mesin
gerinda.
3. Mahasiswa dapat mengetahui mesin-mesin gerida dan proses apa saja
yang dilakukan pada mesin gerinda.
1.4 Sistematika Penulisan
Adapun sistematika penulisan laporan ini adalah sebagai berikut :
Bab I Pendahuluan
Bab ini berisi tentang latar belakang, tujuan, manfaat dan sistematika
penulisan.
Bab II Teori Dasar
Bab ini berisikan teoriyang berhubungan dengan mesin gerinda.
Bab III Alat dan Bahan
Bab ini berisikan alat dan bahan yang digunakan selama praktikum.
Bab IV Prosedur Kerja
Bab ini berisi tentang prosedur kerja selama praktikum berlangsung.

3
Bab V Pembahasan
Bab ini berisi tentang perrhitungan dan analisa yang diperoleh selama
praktikum.
Bab VI Penutup.
Bab ini berisikan kesimpulan dan saran.

4
BAB II
TEORI DASAR
2.1 Pengertian
Mesin gerinda adalah : mesin perkakas yang digunakan untuk
menghaluskan dan meratakan permukaan benda kerja. Dengan roda pemotong
yang biasa disebut dengan batu gerinda.
Gambar 2.1 Mesin Gerinda
2.2 Bagian Utama Mesin Gerinda
2.2.1 Kepala Utama
Pada bagian ini menghasilkan gerak putar roda gerinda dan gerak
pemakanan, juga tempat kedudukan batu gerinda. Pada gerinda datar
bagian ini dapat bergerak naik ataupun turun.
Gambar 2.2 Kepala Utama.

5
2.2.2 Meja Mesin
Meja mesin berfungsi sebagai tempat kedudukan benda kerja yang
akan digerinda. Meja mesin ini dapat bergerak kekanan dan kekiri.
Gambar 2.3 Meja Mesin
2.2.3 Control Panel
Control panel berfungsi sebagai tempat pengaturan kerja
mesin.dimana pada bagian ini terdapat tombol yang digunakan saat
pengerindaan.
Gambar 2.4 Control Panel
2.2.4 Perlengkapan Pendinginan
Perlengkapan pendinginan berfunsi sebagai tempat pengatur aliran
pendingin yang dapat mengurangi panas pada saat pengerindaan.

6
Gambar 2.5 Perlengkapan Pendingin
2.3 Jenis-jenis Mesin Gerinda
1. Mesin Gerinda Berdiri
Mesin gerinda ini digunakan untuk mengerinda pahat bubut.
Gambar 2.6 Mesin Gerinda Berdiri
2. Mesin Gerinda Sabuk
Gambar 2.7 Mesin Gerinda Sabuk

7
3.Mesin Gerinda Silindris
Prinsip kerja mesin gerinda silindris adalah : batu gerinda melakukan
gerak potong yang melakukan pemotongan dengan gerakan maju mundur.
Sedangkan benda kerja melakukan gerak makan , dengan bergerak ke kiri
dan ke kanan.
Gambar 2.8 Mesin Gerinda Silindris
4. Mesin Gerinda Horizontal
Gambar 2.9 Mesin Gerinda Horizontal

8
2.4 Batu Gerinda
Berikut bentuk standar batu gerinda yang digunakan
1. Roda gerinda lurus
Digunakan untuk mengerinda luar silinder, pengerindaan datar, gerinda
bangku.roda gerinda ini memiliki diameter lubang yang kecil
dibandingkan roda gerinda lain.
Gambar 2.10 Roda Gerinda Lurus
2. Roda gerinda silinder
Digunakan untuk penggerindaan datar dengan spindel vertikal atau
horisontal.
Gambar 2.11 Roda Gerinda Silinder
3. Roda gerinda piring
Digunakan untuk pengerindaan alat-alat potong.
Gambar 2.12 Roda Gerinda Piring

9
4. Roda gerinda mangkok kerucut
Digunakan untuk penggerindaan alat potong atau pahat.
Gambar 2.13 Roda Gerinda Mangkuk
5. Roda Gerinda Gergaji
6. Roda Gerinda Khusus
Tabel 2.1 Bentuk-bentuk Pengasah

10
2.5 prinsip kerja mesin gerinda
Berikut prinsip kerja mesin gerinda
1. Mesin Gerinda Permukaan
Benda kerja melakukan gerakan pemakanan dengan boloak balik maju
mundur, sedangkan batu gerinda melakukan gerak potong dengan
berputarnya betu gerinda.
2. Mesin Gerinda Silindris
Prinsipnya batu gerinda melakukan gerak potong, yang melakukan gerak
pemotongan dengan maju mundur sedangkan benda kerja melakukan
gerak makan ke kiri dan ke kanan.
2.6 Pekerjaan Yang Dapat Dilakukan Pada Mesin Gerinda
1. Menggerinda Permukaan Sejajar
2. Menggerinda Permukaan Vertikal
3. Menggerinda mata drill
4. mengerida pahat
Gambar 2.14 Mengerinda Pahat

11
2.7 Elemen Dasar Mesin Gerinda
1. Kecepatan batu gerinda
Vs =60000
.. nsds m/s
Keterangan :
Vs = Kecepatan batu gerinda biasanya berharga 230 –60 m/s
ds = Diameter batu gerinda (mm)
ns = Putaran batu gerinda (rpm)
2. Kecepatan peripheral benda kerja pada mesin gerinda silindris
Vw = 60000
.. nwdw m/s
Keterangan :
Vw = Kecepatan periheral benda kerja (m/s)
dw = Diameter mula-mula bekerja (mm)
nw = Putaran benda kerja (rpm)
3. Rasio Kecepatan yaitu :
q = Vw
Vs
Keterangan:
q = Rasio kecepatan
4. Gerak makan radial yaitu :
fr = ap + (1+k) mm/langkah
Keterangan :
fr = Gerak makan radial yang diatur pada mesin (mm/ langkah)
ap = Kedalaman penggerindaan (mm)
k = Kompensasi karena kehausan batu gerinda
\

12
5. Kecepatan penghasil geram untuk pemakanan melintang
Z = . dw. Ap Vfa mm3/s
6. Untuk pemakanan radial yaitu :
Z = . dw. Bs. Vfr mm3/s
Keterangan :
Z = Kecepatan penghasil geram (mm3/s)
dw = Dimeter benda kerja (mm)
ap = Kedalaman penggerindaan (mm)
Vfa = Kecepatan gerak meja melintang / aksial (mm/s)
Vfr = Kecepatan gerak makan radial (mm/s)
2.8 Toleransi
Toleransi adalah ukuran yang diizinkan pada pembuatan suatu benda
kerja,benda kerja tidak harus pas dengan ukuran yang ditentukan, tetapi
boleh lebih atau kurang dari ukuran yang ditentukan
Toleransi terbagi dua yaitu:
1.toleramsi bawah
2.Toleransi atas

13
Tabel 2.2 Lambang untuk Sifat Elemen Yang Diberi Toleransi
2.8 Pengkodean Pada Batu Gerinda
Kode dari batu gerinda berbentuk rangkaian huruf dan angka, seperti A
24 S BF, A 30 R BF dan lain sebagainya.
1. Huruf paling depan menyatakan kandungan material utama, yang umum
digunakan adalah :
a). A : Aluminium Oxide ( digunakan untuk metal dan aluminium )
b). WA : White Aluminium Oxide ( digunakan untuk aluminium )
c). C : Silicone Carbide ( digunakan untuk batu dan bahan bangunan )
d). GC : Green Silicone ( digunakan untuk kaca, keramik dan bahan
bangunan lainnya ).

14
2. Angka menyatakan ukuran dan kekerasan dari batu gerinda.
a). 8 – 24 : disebut sebagai kasar
b). 30 – 60 : disebut sebagai sedang
c). 70 – 220 : disebut sebagai halus
d). 220 – 800 : disebut sebagai sangat halus
e). > 1000 : disebut sebagai ultra halus
3. Satu huruf selnjutnya menyatakan tingkat kekerasannya atau kekuatan dari
perekatan material.
a). Huruf D, E, F, G : Sangat halus
b). Huruf H, I, J, K : Lunak
c). Huruf L, M, N, O : Sedang
d). Huruf P, Q, R, S : Keras
e). Huruf T sampai Z : Sangat keras
4. 1 atau 2 huruf berikutnya menyatakanjenis perekatan yang digunakan
a). B : Resinoid, perekatan menggunakan resin
b). BF : Resinoid reinforced, perekatan menggunakan resin yang diperkuat
c). V : Vitrivied, perekatan dengan memanaskan material hingga titik cair
d). S : Silicate, perekatan dengan menggunakan silika.

15
2.10 Suaian
Suaian adalah suatu istilah untuk menggambarkan tingkat
kekekatan atau kelonggaran yang mungkin dihasilkan dari penggunaan
kelegaan atau toleransi tertentu pada elemen mesin yang berpasangan.
Suaian ada 4 jenis,yaitu:
1.Suaian longgar
Suaian ini selalu menghasilkan kelonggaran dengan daerah toleransi lubang
selalu terleak diaas daerah toleransi poros.
2.Suaian sesak
Suaian sesak adalah suaian yang selalu menghasilkan kesesakan,dengan
toleransi lubang selalu terletak dibawah daerah toleransi poros.
3.Suaian Pas
Suaian ini dapat menghasilkan celah bebas atau interferensi,namun poros harus
dipaksakan masuk kedalam lubang dengan kelegaan negative.
4.Suaian garis.
Batas-baas ukuran dienukan sedemikian sehingga celah bebas atau kontak antar
permukaan akan terjadi apabila elemen mesin yang berpasangan dirakit.

16
BAB III
ALAT DAN BAHAN
3.1 Alat
Adapun alat yang digunakan selama praktikum mesin gerinda adalah
sebagai berikut :
1. Mikrometer
Berfungsi untuk mengukur diameter benda kerja,dengan kerja.
Gambar 3.1 Mikrometer
2. Jangka Sorong
Berfungsi untuk mengukur panjang benda kerja,
Gambar 3.2 Jangka Sorong
3. Kunci Chuck
Berfungsi untuk mengencangkan dan melonggarkan chuck pada mesin
gerinda silindris,

17
Gambar 3.3 Kunci Chuck
4. Kunci L
Berfungsi untuk mengencangkan dan melonggarkan baut pada kepala lepas.
Gambar 3.4 Kunci L
5.Kuas
Kuas berfungsi untuk membersihkan geram dan sisa coolanddari benda
kerja, dan untuk membersihkan meja dari gpada hasil pengerindaan benda
kerja.
Gambar 3.4 Kuas

18
3.2 Bahan
Adapun bahan yang diguanakan adalah ST37 berbentuk poros dengan
diameter rata-rata 46,51mm dan apanjang benda kerja yang digerinda 107,5
mmdan panjang keseluruhan nya 205 mm.
19
BAB IV
PROSEDUR KERJA
4.1 Prosedur Umum
1. Alat danbahan disiapkan
2. Gambar kerja dipahami
3. Benda kerja diukur dengan micrometer dan jangka sorong
4. Benda kerja diseting pada mesin
5. Mesin gerinda diaktifkan
6. Benda kerja dicari datumnya.
7. Benda kerja diperiksaa ukuranya dengan micrometer
8. Mesin di non aktifkan
4.2 Prosedur Kerja
1. Alat dan bahan di siapkan
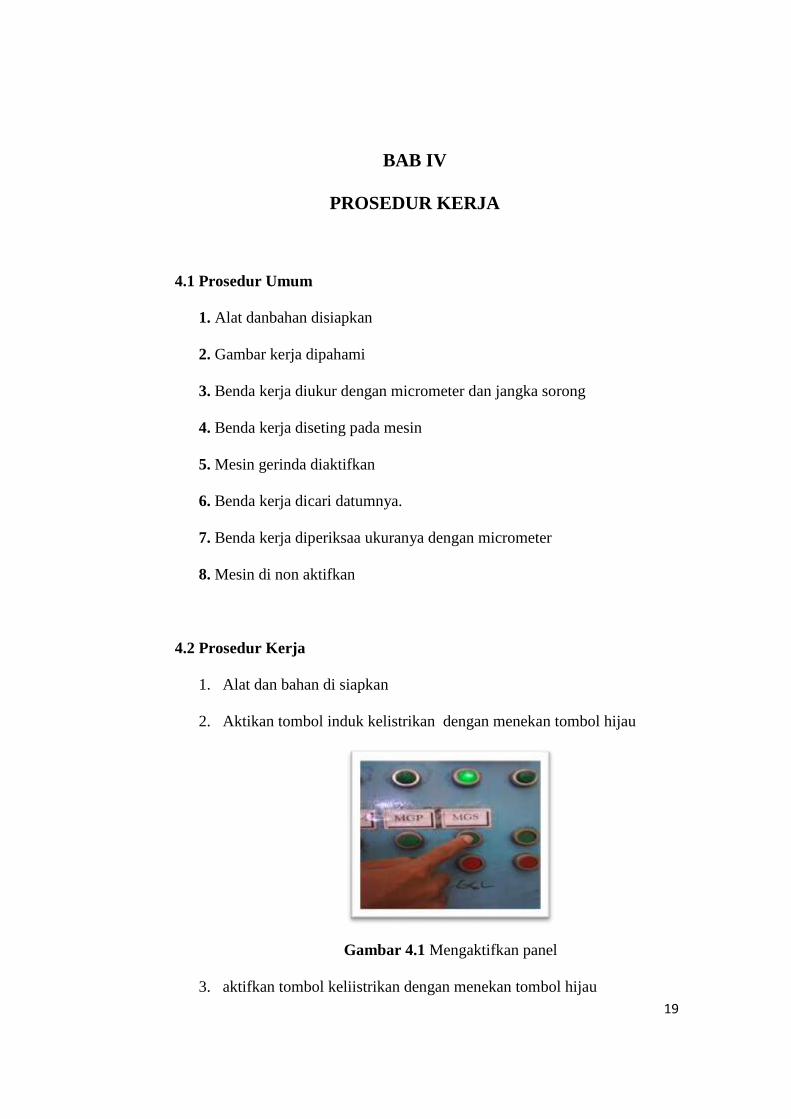
2. Aktikan tombol induk kelistrikan dengan menekan tombol hijau
Gambar 4.1 Mengaktifkan panel
3. aktifkan tombol keliistrikan dengan menekan tombol hijau

20
4. Pastikan tombol riset dalam keadaan off
Gambar 4.2 Tombol Reset
5. Tekan tombol hydrolic pump.
Gambar 4.3 Tombol Htdolic Pump
6. Putar tombol star
Gambar 4.4 Tombol Start
7. Putar tombol wheel Head
Gambar 4.5 Tombol Wheel Head

21
8. Putar tombol work head
Gambar 4.6 Tombol Work Head
9. Benda kerja dipasang pada chuck dan dikunci dengan kunci chuck,
serta dibantu penjepitan ujungnya dengan senter yang dipasang di tail
stock.
Gambar 4.8 Pemasangan Benda Kerja
10. Tombol control unit ditekan untuk melakukan pengerjaan .
11. Selanjutnya lakukan pencarian datum
Gambar 4.9 Pencarian Datum

22
12. Pemakanan kedalaman batu gerinda diatur dengan memutar spindle
kendali.
13. Selanjutnya di lakukan proses pemakanan dengan memutar spindle
pengeser tanggan
14. Prosespemakanan di lakukan sebanyak 6 kali dengam kedalaman
makan 0,004mm sepanjang 107mm.
Gambar 4.10 Proses Penggerindaan
15. Hasil akhir benda kerja dengan rata-rata diameter 46,4mm.

23
BAB V
PEMBAHASAN
5.1 Perhitungan
Diketahui :
d1 = 46,46 mm
d2 = 46,45mm
d3 = 46,45mm
d4 = 46,45mm
d5 = 46,47mm
d6 =46,47mm
dw rata-rata = 325,23
7
= 46,46 mm
ds = 278 mm
ns = 1710 rpm
nw = 364 rpm
Ap = 68 garis
68 x 0,005 = 0,34
Dit: a. Vs =…..?
b. Vw =…..?
c. q = ….?
d. dt =…?
Jawab
24
a. 1000
.. nsdsVs
m/min
60000
171027814,3 xxVs m/min
69,1492Vs m/min
b. 1000
.. nwdwVw
m/min
1000
36446,4614,3 xxVw m/min
1,53Vw m/min
c. Vw
Vsq
1,53
69,1492q
11,28q
d. dt
Ap = dw – dt
dw – dt = Ap
-dt = Ap – dw
-dt = 0,34 mm – 46,46 mm
-dt = - 46,12 mm
dt = 46,12 mm
1.1 Analisis
Adapun analisis yang didapat selama praktikum adalah sebagai berikut :
1. Mesin gerinda selindris memiliki tingkat ketelitian yang sangat tinggi,
yaitu 0,005 mm

25
2. Skala pada mesin gerinda tidak presisi lagi maka setiap melakukan
pemotongan/pemakanan hendaklag di ukur terkebih dahulu.
3. Pemasangan benda kerja pada chuck dan center mempengaruhi
permukan benda kerja.
26
BAB VI
KESIMPULAN DAN SARAN
6.1 Kesimpulan
Adapun kesimpulan yang didapat selama praktikum mesin gerinda
adalah:
1. Mesin gerinda dapat membuat permukaan benda kerja sangat halusdan
dengan keteliltian yang tinggi
2.Ketelitian yang dicapai mesin gerinda silindris ini adalah 0.005 mm.
3.Penjepitan dan pemasangan benda kerja dan juga ketidak centeran benda
kerja akan mempengaruhi hasil yang dicapai pada proses penggerindaan.
6.2 Saran
Adapun saran yang dibrikan penulis selama praktikum mesin gerinda
adalah
1.Telitilah dalam pengukuran benda kerja agar hasil yang didapat sesuai
dengan yang diinginkan.
2.Dalam penjepitan benda kerja,jepitlah benda kerja dengan baik.
3.Pada saat proses penggerindaan gerakan eretan meja digerakan secara
perlahan-lahan.

27
DAFTAR PUSTAKA
Manual book, Mesin gerinda
Priambodo,Bambang Ir MSME.1995 TEKNOLOGI MEKANIK, Edisi ke
tujuh : Jakarta

28
LAMPIRAN