laporan pkl petrokimia gresik, universitas negeri malang
TRANSCRIPT
Laporan Kerja Praktek di Laboratorium Pabrik I PT Petrokimia Gresik
Jurusan Kimia FMIPA UM
BAB I
PENDAHULUAN
1.1 Latar Belakang
Perguruan Tinggi merupakan lembaga yang melaksanakan Tri Dharma
Perguruan Tinggi yaitu: pendidikan dan pengajaran, penelitian, dan pengabdian
masyarakat, diharapkan mampu mendidik dan mencetak sarjana yang dapat
menguasai ilmu pengetahuan dan teknologi secara praktis, teoritis serta mampu
berperan dalam kehidupan masyarakat. Perguruan Tinggi dalam hal ini sebagai
pencetak tenaga profesional dan perusahaan sebagai pasar dari output Perguruan
Tinggi tersebut membutuhkan jembatan yang menghubungkan antara dua
institusi guna terjadi transformasi timbal balik atas ilmu pengetahuan, teknologi
dan alih informasi.
Dalam rangka mewujudkan tujuan diatas maka diharapkan pada manusia
dalam menekuni bidang masing-masing dapat mendalam dan mempunyai
kepekaan yang tinggi terhadap perkembangan teknologi dan permasalahan yang
ada.Selain itu, diharapkan dapat menambah pengetahuan dan memperluas
pandangan tentang cakrawala ilmu dan teknologi terutama yang berhubungan
dengan profesionalisme akademik yang ditekuni dan melihat secara langsung
penerapan ilmunya.Atas pertimbangan tersebut, maka dilakukan penerjunan
mahasiswa secara langsung ke dalam lingkungan sesuai dengan disiplin ilmunya.
Jurusan Kimia FMIPA Universitas Negeri Malang merupakan salah satu
Jurusan yang diharapkan dapat menghasilkan peneliti-peneliti yang mampu
membantu penelitian dan pengembangan dalam suatu perusahaan atau
instansi.Penelitian dan pengembangan yang dimaksud meliputi pembuatan
produk baru, pengembangan produk, dan pengolahan limbah.
Ilmu dan teknologi yang semakin berkembang menuntut sumber daya
manusia yang terampil dan profesional dibidangnya. Dengan adanya praktek
kerja lapangan diharapkan dapat membentuk kerja sama melalui pengaplikasian
1

Laporan Kerja Praktek di Laboratorium Pabrik I PT Petrokimia Gresik
Jurusan Kimia FMIPA UM
ilmu pengetahuan.Oleh karena itu penting bagi kami untuk melakukan Praktek
Kerja Lapangan di perusahan atau instansi.
1.2 Tujuan
Tujuan pelaksanaan Praktek Kerja Lapangan ini adalah :
1. Mahasiswa dapat menambah pemahaman dan pengalaman dalam menghadapi
permasalahan-permasalahan dalam bidang kimia.
2. Mahasiswa dapat melakukan dan membantu pekerjaan yang berhubungan
dalam bidang kimia.
3. Mempersiapkan mahasiswa menjadi tenaga kerja praktis yang kreatif,terampil
dan jujur dalam melaksanakan tugas dan tanggung jawabnya.
1.3 Manfaat
Bagi Mahasiswa :
1. Mengaplikasikan ilmu yang diperoleh selama masa perkuliahan.
2. Memperluas pengetahuan dan wawasan sebelum terjun ke dunia kerja yang
erat dengan persaingan
3. Memperdalam dan meningkatkan kualitas, ketrampilan dan kreatifitas pribadi
mahasiswa.
4. Melatih diri agar tanggap dan peka terhadap situasi dan kondisi lingkungan
kerja.
5. Mengukur kemampuan mahasiswa untuk bersosialisasi dan bekerja dalam
suatu perusahaan.
6. Menambah wawasan, pengetahuan dan pengalaman sebagai generasi terdidik
untuk terjun dalam masyarakat terutama di lingkungan industri.
Bagi Perusahaan :
4 Memanfaatkan sumber daya manusia yang potensial.
5 Membantu menyelesaikan tugas dan pekerjaan sehari-hari di instansi tempat
Praktek Kerja Lapangan.
2

Laporan Kerja Praktek di Laboratorium Pabrik I PT Petrokimia Gresik
Jurusan Kimia FMIPA UM
6 Sebagai sarana untuk menempatkan hubungan kerja sama antara perusahaan
dengan fakultas MIPA Universitas Negeri Malang dimasa yang akan datang
khususnya mengenai pengembangan R & D (Research and Development)
dalam bidang kimia.
7 Sebagai sarana untuk mengetahui kualitas pendidikan yang ada di Universitas
Negeri Malang.
Bagi Fakultas MIPA Universitas Negeri Malang :
1. Mencetak tenaga kerja yang terampil dan jujur dalam menjalankan tugas.
2. Sebagai bahan masukan untuk mengevaluasi sampai sejauh mana kurikulum
yang telah diterapkan sesuai dengan kebutuhan tenaga kerja yang terampil di
bidangnya.
3. Sebagai sarana pengenalan instansi pendidikaan Universitas Negeri Malang
khususnya Jurusan Kimia, pada Badan Usaha Perusahaan yang membutuhkan
lulusan.
1.4 Metode Praktek Kerja Lapangan
Penulisan laporan Praktek Kerja Lapangan ini menggunakan beberapa
metode, diantaranya sebagai berikut :
1. Pengumpulan Data
Pengumpulan data dilakukan dengan metode survey atau observasi,
yaitu pengambilan data melalui wawancara dan responden , baik lisan maupun
tulisan. Penelitian atau pengambilan data diambil di pabrik I Departement
Proses dan Pengolahan Energi PT Petrokimia Gresik , Jalan Achmad Yani
Gresik, Jawa Timur.
2. Metode Pustaka
Metode pustaka dilakukan dengan mencari bahan-bahan yang
berhubungan dengan proses produksi pupuk ZA I/III dan analisa kimianya.
3

Laporan Kerja Praktek di Laboratorium Pabrik I PT Petrokimia Gresik
Jurusan Kimia FMIPA UM
BAB II
KEGIATAN YANG DILAKUKAN
2.1 Analisa Pupuk ZA I dan ZA III
Pupuk ZA (zwavelzuur amonia) atau amonimum sulfat (NH4)2SO4)
merupakan pilihan terbaik untuk memenuhi kebutuhan unsur hara belerang dan
nitrogen. Pupuk ini terdiri dari senyawa senyawa sulfur dan dalam bentuk sulfat
yang mudah diserap dan nitrogen dalam bentuk amoniumnya yang mudah larut
diserap tanaman.
Pupuk ini mengandung belerang dan nitrogen dengan kadar tinggi yaitu
kadar belerang 24% dan nitrogen 21%.
Pupuk ZA memberikan banyak manfaat pada tanaman yaitu antara lain
memperbaiki kualitas dan meningkatkan produksi serata nilai gizi hasil panen
dan pakan ternak karena peningkatan kadar protein pati, gula, lemak, vitamin,
dan lain-lain, memperbaiki rasa dan warna hasil panen, dan tanaman lebih sehat
dan lebih tahan terhadap gangguan lingkungan (hama,penyakit, kekeringan).
2.2 Konsep Proses Pembuatan Ammonium Sulfat (ZA I/III)
Pada Pabrik I PT. Petrokimia Gresik, pembuatan ammonium sulfat
menggunakan bahan baku asam sulfat dan amonia berdasarkan pada reaksi
netralisasi irreversible.
Reaksi yang terjadi :
H2SO4 (l) + 2NH3 (g) (NH4)2SO4 (s) + q
Reaksi yang terjadi di dalam reaktor bersifat eksotermis karena
menghasilkan panas. Panas yang dilepas dari reaksi akan menaikkan suhu
campuran dalam reaktor sehingga terjadi pemekatan dan pengkristalan hasil
reaksi. Atas dasar ini reaktor disebut juga saturator atau crystalizer. Panas yang
dihasilkan oleh reaksi, sebagian besar akan menguapkan air dari larutan dalam
saturator, dan sebagian kecil panas hilang melalui dinding saturator.
4
Laporan Kerja Praktek di Laboratorium Pabrik I PT Petrokimia Gresik
Jurusan Kimia FMIPA UM
Reaksi pembentukan ammonium sulfat dari asam sulfatdan amonia
merupakan reaksi gas-cair yang dioperasikan pada suhu 105-106 BC, tekanan
atmosfer, level larutan 4-4, 5 meter dengan perbandingan mol reaktan H2SO4 dan
NH3 sebesar 1:2.
Pembentukan kristal ammonium sulfat di dalam reaktor melalui beberapa
tahapan berikut :
a. Pembentukan larutan ammonium sulfat jenuh
Mula-mula mother liquor/ kondensat dimasukkan ke dalam reaktor sampai
mencapai level yang diinginkan, kemudian asam sulfat dan uap amonia
dimasukkan secara continue ke dalam reaktor dalam bentuk gelembung
melalui spargersehingga terjadi reaksi dan membentukammonium sulfat. Gas
amonia dan asam sulfat cair dimasukkan secara terus menerus sehingga
tercapai kondisi larutan jenuhnya.
b. Pembentukan larutan lewat jenuh
Setelah tercapai kondisi jenuh dari ammonuim sulfat, gas amonia dan assam
sulfat terus dimasukkan, sehingga akan diperoleh kondisi lewat jenuh (super
saturasi) dari ammonium sulfat, yang pada akhirnya akan membentuk kristal
ammonium sulfat.
Faktor-faktor yang mempengaruhi pembentukan kristal ammonium sulfat
adalah :
a. Kristal ammonium sulfat cenderung mengendap di dasar saturator. Untuk
mencegah pengendapan kristal dan menjaga homogenitas slurry dalam
reaktor. Pengadukan diperoleh dari pemasukan gas amonia melalui sparger.
Selain itu pengadukan dilakukan dengan memasukkan udara bertekanan yang
masuk ke bagian tengah reaktor menggunakan sparger. Pengadukan ini juga
dimaksudkan untuk mengurangi kehilangan amonia.
b. Kondisi ammonium sulfat dalam reaktor harus dijaga dalam kondisi lewat
jenuh dengan jalan mengatur kecepatan dan kestabilan pemasukkan bahan
baku.
5

Laporan Kerja Praktek di Laboratorium Pabrik I PT Petrokimia Gresik
Jurusan Kimia FMIPA UM
c. Densitas slurry dalam reaktor diatur dengan mengatur kecepatan pengeluaran
kristal kristal yang dilakukan dengan menjaga jumlah kristal dalam reaktor
tidak lebih dan tidak kurang dari 50%. Bila jumlah kristal melebihi jumlah
tersebut maka akan terjadi penggumpalan kristal yang menyumbat jalan
pengeluaran. Hal ini dapat dihindari dengan jalan menambah air ke dalam
saturator.
d. Suhu reaksi dalam saturator pada kondisi normal operasi 105-106 BC. Sebagian
uap yang terbentuk diembunkan dan dikembalikan ke saturator sebagai
kondensat retur untuk mengatur konsentrasi dan menyerap panas reaksi.
e. Level larutan dalam reaktor dijaga tetap (ZA I : 4-4, 5 m). Level yang terlalu
rendah mengakibatkan pencampuran yang kurang sempurna, sedangkan level
yang terlalu tinggi akan mengakibatkan adanya larutan yang terbawa uap
keluar melalui kondensor.
f. Larutan ammonium sulfat harus dijaga dalam keadaan asam dengan menjaga
kadar assam bebas dalam larutan antara 0,2-0,4 % berat. Hal ini untuk
memastikan semua amonia dapat bereaksi dengan asam sulfat.
Proses yang dipakai “Netralisasi” (De Nora) dengan prinsip, uap NH3
dimasukkan saturator yang sudah terisi asam sulfat dan ditambahkan air
kondensat sebagai penyerap panas hasil reaksi dengan bantuan udara sebagai
pengaduk. Adapun langkah proses pembuatan pupuk ZA adalah :
a. Evaporasi amonia
Amonia cair diubah menjadi amonia gas dengan LPS (10 kg/cm2, 187-
190 BC).
b. Netralisasi dan kristalisasi
Alat utama yang digunakan dalam tahapan ini disebut sebagai saturator
(sebagai reaktor dan kristalizer). Alat ini berfungsi untuk mereaksikan gas
amonia dengan asam sulfat dan memekatkan amonium sulfat yang terbentuk.
Uap amonia masuk melalui spargerdi bawah dan asam sulfat masuk melalui
sparger di bagian dinding saturator, sedangkan udara pengaduk dihembuskan
6

Laporan Kerja Praktek di Laboratorium Pabrik I PT Petrokimia Gresik
Jurusan Kimia FMIPA UM
dari bagian atasnya untuk mencegah terbentuknya endapan pada bagian dasar
saturator. Reaksi yang terjadi pada reaktor adalah :
NH3 (g) + H2SO4 (aq) (NH4)2SO4 (aq) + panas
Dimana, reaksi in dijaga pada kondisi temperatur 105-106 BC, acidity 0,2
% berat dan jumlah kristal 50%. Sebagian uap yang terbentuk diembunkan
dan dikembalikan ke saturator sebagai kondensat retur untuk mengatur dan
menyerap panas reaksi.
c. Pemisahan kristal
Slurry amonium sulfat dengan perbandingan antara likuid : solid = 1:1.
Slurrydalam saturator dialirkan ke centrifuge yang terdapat screen 30 US
mesh untuk memisahkan kristal ari larutannya. Kristal yang diharapkan 60%
tertahan di screen 30 mesh. Mother liquor bersama sama retur condensat
ditampung dalam Mother Liquor Tank. Untuk mengendapkan impurities dalam
larutan ditambahkan asam fosfat 50%. Larutan mother liquor selanjutnya di recycle
ke saturator.
d. Pengeringan produk
Alat utama yang digunakan dalam tahap ini adalah Rotary dryer yang
berfungsi untuk mengeringkan kristal amonium sulfat sampai kandungan air
0,15% berat (maksimum). Kristal ZA basah dialirkan ke Rotary dryer dan
dikontakkan dengan udara kering (panas) secara searah untuk mencegah
penggumpalan ZA. Sebelum masuk ke dryer dilakukan penambahan anti
caking Armoflo 11 (2,5%). Debu ZA selanjutnya ditarik dengan kompresor
dan masuk ke Cyclone Separator kemudian disemprot air, di mana cairannya
akan ditampung di tanki sebagi umpan Saturator sedangkan debu yang lolos
dapat langsung dibuang ke udara bebas.
e. Penampungan produk
Produk ZA kering yang keluar dari dryer dengan bucket elevator dikirim
ke bagian Hopper dan diangkut dengan belt conveyor menuju ke bagian
pengantongan untuk selanjutnya dilakukan pengepakan. Produk ZA memiliki
7

TK-801
TK-1401 AB
B-1101
P-301 AB
AIR
D-302
CWNH3 Plant
D-303/D-309
R-301 AC
R-301 BD
R-301
TK-301
Storage
Laporan Kerja Praktek di Laboratorium Pabrik I PT Petrokimia Gresik
Jurusan Kimia FMIPA UM
kadar nitrogen 20,08% berat (minimum), asm sulfat 0,1% berat (maksimum),
dan ukuran 75% tertinggal pada 30 US mesh.
Gambar 12. Skema Proses Pembuatan Pupuk ZA I/III
Mengingat besar pengaruh pupuk ZA I/III pada tanaman maka kualitas
produk tersebut haus dijaga. Untuk menjaga kualitas produk tersebut, dilakukan
kontrol pada proses pembuatan pupuk ZA. Analisa pupuk ZA tersebut meliputi :
1. Analisa ZA dalam larutan induk (Mother Liquor)
2. Analisa kadar PO4 dalam larutan induk
3. Analisa kadar Fe dalam larutan induk
4. Analisa kadar air dalam kristal dari centrifuge dan produk ZA I/III
5. Analisa asam bebas (Free acid) dalam kristal dari centrifuge dan produk ZA
I/III
6. Analisa distribusi ukuran butiran produk ZA (ukuran kristal)
2.3 Data dan Pembahasan Analisa Pupuk ZA I/III
2.3.1 Analisa ZA dalam larutan induk (Mother Liquor)
Tujuan analisa ZA dalam larutan induk adalah untuk menentukan
konsentrasi ZA dalam larutan tersebut. Konsentrasi ZA dalam larutan
induk ditentukan dengan mengukur densitass dan temperatur dari larutan
induk. Densitas larutan induk ditentukan dengan hidrometer sedangkan
8

Laporan Kerja Praktek di Laboratorium Pabrik I PT Petrokimia Gresik
Jurusan Kimia FMIPA UM
suhunya diukur dengan termometer. Data yang diperoleh kemudian
dicocokkan dengan tabel ammonium sulfat untuk menentukan konsentrasi
ZA. Pada analisa ini juga ditentukan ada tidaknya kristal ZA dalam larutan
induk.
Konsentrasi ZA dalam larutan mother liquor harus dikontrol setiap
hari karena larutan ini merupakan hasil reaksi antara gas amonia dan
larutan asam sulfat. Reaksi yang terjadi:
NH3 (g) + H2SO4 (aq) (NH4)2SO4 (aq)
Batas maksimum konsentrasi ZA dalam larutan induk adalah 60%
berat. Apabila konsentrasinya lebih besar dari 60%, larutan induk akan
menjadi sangat pekat, sehingga dikhawairkan pembentukan kristal terjadi
lebih cepat dan menghambat pipa-pipa yang dilaluinya, dan juga terjadi
pengendapan kristal di dalam larutan induk.
Setelah diketahui konsentrasi ZA dalam larutan induk dapat diketahui
kadar air dalam larutan dengan menghitung selisih 100% dengan
konsentrasi ZA yang sudah diketahui. Prinsip untuk uji ZA dalam larutan
induk adalah sebagai berikut:
1. Prinsip
Kandungan ZA dalam larutan induk ditetapkan berdasarkan
pengukuran Density dengan suhu.
2. Peralatan
2.1. Hydrometer 1.100 – 1.200
2.2. Hydrometer 1.200 – 1.300
2.3. Thermometer 0 – 100°C
2.4. Plastik ukur 250 ml
3. Pereaksi
-
4. Cara kerja
4.1. Tuangkan larutan contoh kedalam plastik ukur .
4.2. Kemudian tetapkan density dan temperatur.
9
Laporan Kerja Praktek di Laboratorium Pabrik I PT Petrokimia Gresik
Jurusan Kimia FMIPA UM
5. Perhitungan
Kadar % ZA dalam larutan Mother liquor dipergunakan tabel
Density vs Temperatur ( Lange Hand Book & Percobaan
Laboratorium)
Tabel 2: Kadar ZA dalam Mother Liquor
6. Acuan
Oronzio De Nora, Operating Manual, Unit 300 Ammonium Sulfate.
Lange Hand Book.
Data yang diperoleh dari perhitunagan tanggal 11 Juni 2013
sampai 19 Juni 2013 adalah sebagai berikut :
Tanggal Densitas Temperatur Kristal ZA % ZA % H2O
11-06-2013 1,265 57 0 50 50
12-06-2013 1,265 57 0 50 50
13-06-2013 1,256 54 0 48 52
14-06-2013 1,270 58 0 50 50
15-06-2013 1,253 63 0 43 52
16-06-2013 1,262 60 0 49 51
17-06-2013 1,264 60 + 50 50
18-06-2013 1,262 60 0 49 57
19-06-2013 1,264 67 0 50 50
10

Laporan Kerja Praktek di Laboratorium Pabrik I PT Petrokimia Gresik
Jurusan Kimia FMIPA UM
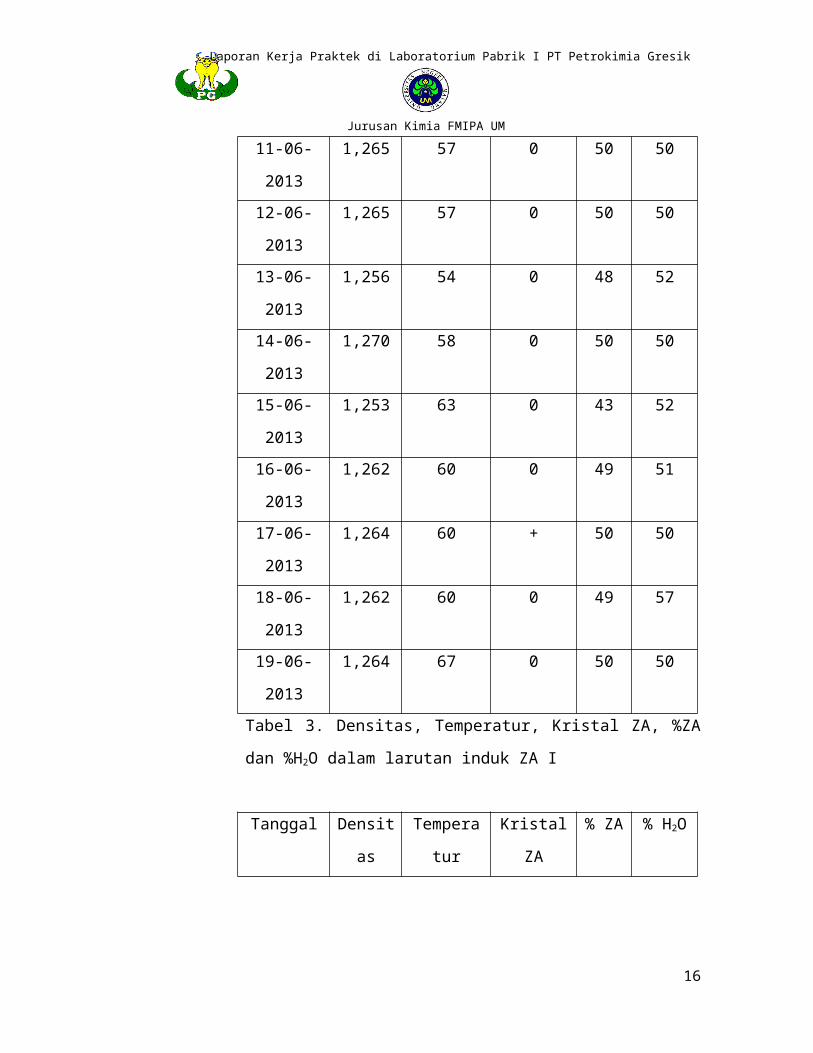
Tabel 3. Densitas, Temperatur, Kristal ZA, %ZA dan %H2O dalam
larutan induk ZA I
Tanggal Densitas Temperatur Kristal ZA % ZA % H2O
11-06-2013 1,206 59 0 39 61
12-06-2013 1,188 58 0 36 64
13-06-2013 1,230 52 0 43 57
14-06-2013 1,219 55 0 41 59
15-06-2013 1,223 65 0 43 57
16-06-2013 1,205 63 0 39 61
17-06-2013 1,221 59 0 46 58
18-06-2013 1,199 59 0 38 62
19-06-2013 1,190 66 0 47 63
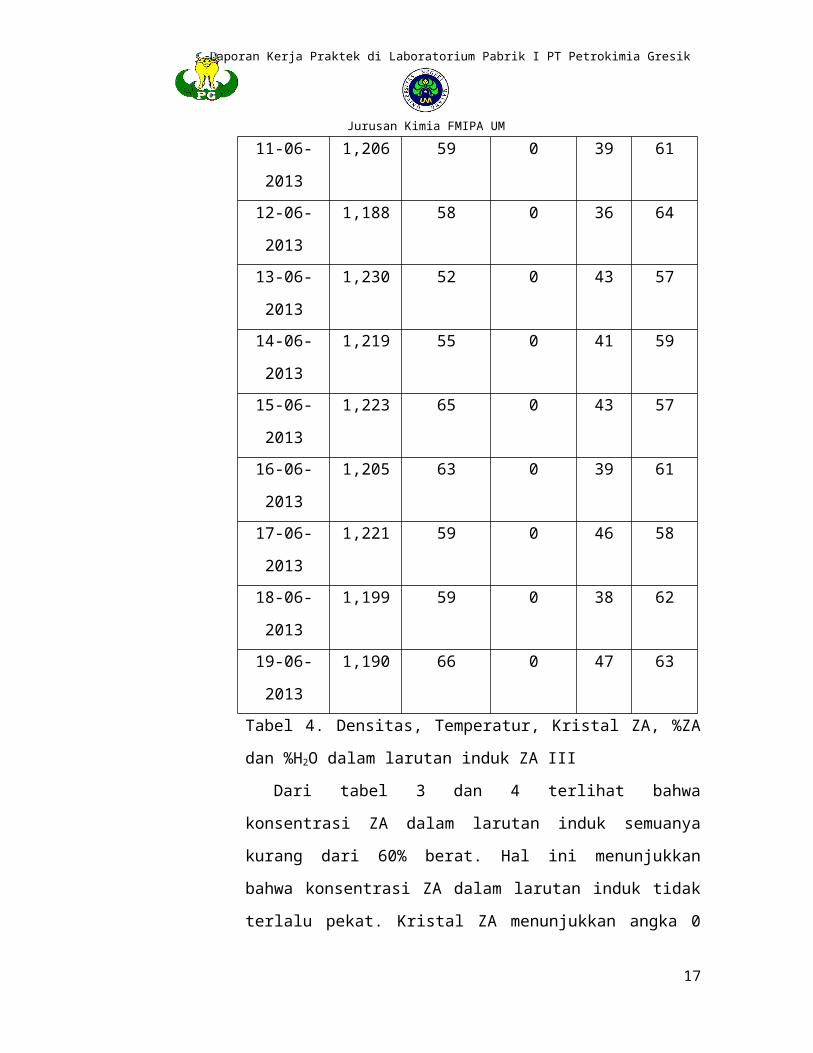
Tabel 4. Densitas, Temperatur, Kristal ZA, %ZA dan %H2O dalam
larutan induk ZA III
Dari tabel 3 dan 4 terlihat bahwa konsentrasi ZA dalam larutan
induk semuanya kurang dari 60% berat. Hal ini menunjukkan bahwa
konsentrasi ZA dalam larutan induk tidak terlalu pekat. Kristal ZA
menunjukkan angka 0 berarti dalam larutan induk tidak terdapat kristal
ZA. Larutan induk tersebut tidak berwarna. Tanda positif (+) pada
kristal ZA menunjukkan bahwa kandungan kristal ZA dalam larutan
induk banyak dan harus segera ditangani.
2.3.2 Analisa kadar PO4 dalam larutan induk
Pada proses pembuatan pupuk ZA I/III ditambahkan asam fosfat 50%
untuk mengendapkan impurities. Asam fosfat yang ditambahkan pada
larutan induk tidak mempengaruhi produk karena pada saat di tanki mother
liquor, amonia gas lebih cenderung untuk bereaksi dengan asam sulfat
daripada asam fosfatnya. Fosfat yang terdapat dalam sistem, selain
berfungsi untuk mengendapkan impurities, juga berperan untuk
11

Laporan Kerja Praktek di Laboratorium Pabrik I PT Petrokimia Gresik
Jurusan Kimia FMIPA UM
mengurangi laju korosi, mencegah pembentukan kerak, dan mengurai
kadar O2 terlarut. Semua bentuk PO4 yang ada dijadikan bentuk orthofosfat
yang sifatnya stabil
Orthofosfat yang terbentuk direaksikan dengan ammonium molibdat
dalam suasana asam dan membentuk fosfat molibdat. Reaksi yang terjadi :
2H3PO4 + 24(NH4)2MoO4 + 21H2SO4 (NH4)3PO4.12MoO3 + 12H2O +
21(NH4)2SO4
Larutan kompleks ini berwarna kuning karena terjadinya eksitasi pada
logam transisi dari keadaan tingkat energi rendah ke tingkat energi yang
lebih tinggi pada saat absorpsi energi. Energi yang diserap berada pada
daerah tampak atau visibelregion. Senyawa kompleks molibdat ini
merupakan logam transisi. Logam ini memiliki orbital d. Ketika orbital d
mengalami spliting akan terbentuk t2g yang energinya tinggi. Energi yang
diserap diteruskan dalam bentuk komplemen. Warna komplemen inilah
yang dapat kita lihat pada senyawa kompleks. Warna kuning terbentuk
karena kompleks menyerap sinar pada daerah panjang gelombang warna
biru (4.350-4.800 Ǻ) dan warna sinar yang diteruskan adalah warna
kuning. Berdasarkan panjang gelombang optimum dalam daerah UV-Vis
disebabkan transisi elektro antara logam dan ligan yaitu transisi elektro
antara logam dan ligan yaitu transisi elektron dari PO43- ke ammonium
molibdat.
Untuk mengetahui kadar PO4 dalam larutan induk, larutan yang
mengandung fosfat molibdat direduksi dengan penambahan
aminonaptholsulfonic acid (Amino), menbentuk senyawa kompleks
berwarna biru. Reaksinya adalah sebagai berikut :
(NH4)3PO4.12MoO3 + C10H9NO4S Mo2O3 atau MoO atau MoO2
Senyawa kompleks yang terbentuk kemudian dianalisa dengan
spektrofotometer UV-Vis pada panjang gelombang 650 nm.
Prinsip analisa kadar PO4 dalam larutan induk sebagai berikut :
1. Prinsip
12
Laporan Kerja Praktek di Laboratorium Pabrik I PT Petrokimia Gresik
Jurusan Kimia FMIPA UM
Semua bentuk Phosphat yang ada dijadikan bentuk ortho-
phosphat.Ortho-phosphat dengan Ammonium Molybdate dalam
suasana asam membentuk phosphat-molybdate. Persenyawaan ini
direduksi oleh Amino Naphtol Sulfonic Acid (Amino) menjadi
senyawa komplek yang berwarna biru. Warna yang terbentuk diukur
intensitasnya dengan spektrophotometer pada panjang gelombang 650
nm.
2. Peralatan
2.1. Neraca Analitik.
2.2. Hotplate/ pemanas listrik.
2.3. Erlenmeyer 250 ml
2.4. Pipet skala 10 ml
2.5. Gelas ukur 50 ml
2.6. Spektrophotometer.
3. Pereaksi
3.1. H2SO4 37 %
Tuangkan 2960 ml H2SO4 pekat teknis perlahan-lahan
kedalam botol 8 liter yang sudah berisi aquadest ± 5 liter,
dinginkan dan tepatkan sampai 8 liter ( SG = 1.2695 @ 30°C).
3.2. Ammonium Molybdate u/PO4
96 gram Ammonium Molybdate larutkan dengan aquadest
kedalam erlenmeyer 2 liter, tambahkan 5 ml Ammonia 20%,
tepatkan volume hingga 2 liter.
3.3. Amino ( Amino Naphtol Sulfonic Acid )
124 gram Natrium disulfit larutkan dengan ± 500 ml aquadest
kedalam erlenmeyer 2 liter (A).
74 gram Natrium Sulfit dan 2 gram ANSA dilarutkan dengan
± 250 ml aquadest dalam beaker glass (B).
Masukkan larutan B kedalam A sedikit demi sedikit sampai
homogen dan tepatkan volume hingga 2 liter.
13

Laporan Kerja Praktek di Laboratorium Pabrik I PT Petrokimia Gresik
Jurusan Kimia FMIPA UM
4. Cara kerja
4.1. Timbang 5 gram contoh kedalam erlenmeyer tambahkan ± 50 ml
aquadest dan + 2.5 ml H2SO4 37 %, Panaskan hingga setengah
volume dan dinginkan.
4.2. Tepatkan volume menjadi 50 ml dengan aquadest kemudian
tambahkan 2.5 ml Ammonium Molybdate, kocok diamkan 5
menit.
4.3. Tambahkan 2.5 ml Amino, kocok dan diamkan 10 menit.
4.4. Baca pada Spektrophotometer dengan panjang gelombang 650
nm.
4.5. Buat Blanko dan kerjakan seperti contoh.
5. Perhitungan
Kadar PO4 , ppm =
50/1000 x ppm Pembacaan Gram contoh x 1000
6. Acuan
Oronzio De Nora, Operating Manual, Unit 300 Ammonium Sulfate.
Tanggal Kadar PO4 dalam
larutan induk ZA I
(ppm)
Kadar PO4 dalam
larutan induk ZA III
(ppm)
11-06-2013 675,7 459,8
12-06-2013 616,2 426,3
13-06-2013 641,8 381,6
14-06-2013 437,1 507,9
15-06-2013 877,9 519,4
16-06-2013 892,6 589,8
17-06-2013 837,8 390,2
14

Laporan Kerja Praktek di Laboratorium Pabrik I PT Petrokimia Gresik
Jurusan Kimia FMIPA UM
18-06-2013 774,3 526,2
19-06-2013 297,7 719,1
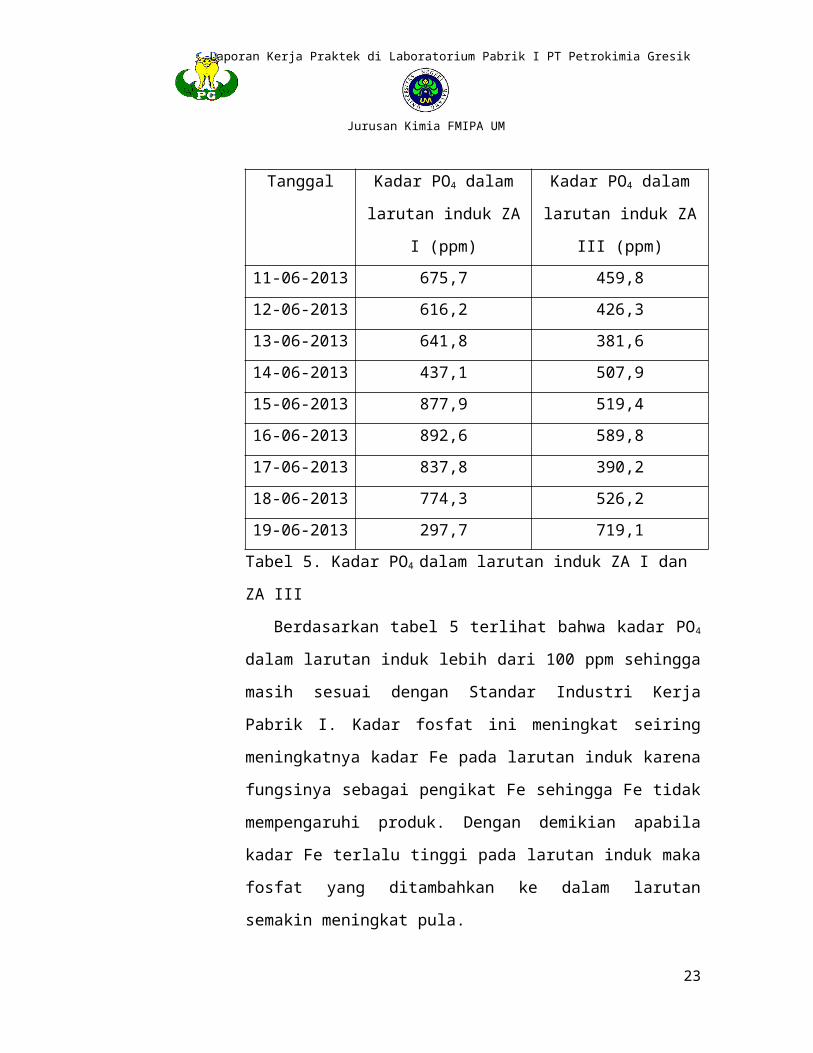
Tabel 5. Kadar PO4 dalam larutan induk ZA I dan ZA III
Berdasarkan tabel 5 terlihat bahwa kadar PO4 dalam larutan induk
lebih dari 100 ppm sehingga masih sesuai dengan Standar Industri
Kerja Pabrik I. Kadar fosfat ini meningkat seiring meningkatnya kadar
Fe pada larutan induk karena fungsinya sebagai pengikat Fe sehingga
Fe tidak mempengaruhi produk. Dengan demikian apabila kadar Fe
terlalu tinggi pada larutan induk maka fosfat yang ditambahkan ke
dalam larutan semakin meningkat pula.
2.3.3 Analisa kadar Fe dalam larutan induk
Bahan baku yang digunakan untuk membuat pupuk ZA yaitu larutan
asam sulfat yang mengandungbesi sebanyak 100 ppm. Ini merupakan
sumber besi yang terdapat dalam larutan induk. Selain itu, korosi pada alat
yang digunakan dalam proses juga merupakan sumber besi lainnya. Oleh
karena itu diperlukan kontrol terhadap besi.
Tujuan dari uji Fe dalam larutan induk adalah menentukan kadar Fe
terlarut yaitu besi dalam bentuk Fe3+. Prinsip dari uji ini adalah reaksi
redoks dan pembentukan senyawa kompleks.
Reaksi redoks yang terjadi adalah pembentukan fero (Fe2+) menjadi
feri (Fe3+) dengan adanya KMnO4.ion fero terbentuk karena sebelum
ditambah KMnO4 besi total direaksikan dengan HCl ion feri merupakan
keadaan yang paling stabil. Reaksi yang terjadi antara besi total dengan
HCl yaitu :
Fe + 2HCl Fe2+ + 2Cl- + H2
Untuk reaksi antara Fe dan KMnO4 adalah :
5Fe + MnO4- + 8H+ 5Fe3+ + Mn2+ + 4H2O
Ion feri yang telah terbentuk direaksikan dengan ion thiosianat
membentuk senyawa kompleks berwarna merah. Reaksi antara ion feri (3+)
15
Laporan Kerja Praktek di Laboratorium Pabrik I PT Petrokimia Gresik
Jurusan Kimia FMIPA UM
dengan thiosianat adalah spesifik. Reaksi yang terjadi adalah sebagai
berikut :
Fe3+ + 3SCN Fe(SCN)3
Merah
Ion besi (III) memiliki elektron d5, dalam bentuk ion bebas kelima
elektron ini tidak berpasangan. Dengan adanya medan ligan SCN-
menyebabkan spliting pada orbital d yang memungkinkan terjadinya
transisi elektronik dalam kompleks. Dengan penyerapan energi radiasi,
elektron pada orbital dengan energi rendah akan berpindah ke energi yang
lebih tinggi. Sinar yang diserap tersebut terdapat di daerah sinar
tampakatau visibel, sehingga senyawa yang terbentuk dari reaksi ion besi
(III) dengan thiosianat berwarna merah. Warna merha meruakan warna
komplemen yaitu warna sinar yang tidak diserap. Warn aynag diserap oleh\
kompleks adalah warna hijau kebiruaan yang terletak pada panjang
gelombang 4,900-5.000A. senyawa kompleks yang terbentuk dianalisa
dengan spektrofotometer UV visibel pada panjang gelombang 520nm.
Batas maksimum kadar besi dalam larutan induk adalah 10ppm. Apabila
kadar besi melebuhi batas tersebut maka menyebabkan larutan induk
terkorosi sehinggan megganggu proses pembentukan kristal pupuk ZA
I/III.
1. Prinsip
Besi total dilarutkan dengan HCl membentuk ion Ferro kemudian
dengan penambahan KMnO4 ion Ferro dirubah menjadi ion Ferri. Ion
Ferri dengan Thiocyanat membentuk senyawa berwarna merah. Warna
yang terbentuk diukur intensitasnya dengan spektrophotometer pada
panjang gelombang 520 nm.
2. Peralatan
2.1. Neraca Analitik.
2.2. Hotplate/ pemanas listrik.
16
Laporan Kerja Praktek di Laboratorium Pabrik I PT Petrokimia Gresik
Jurusan Kimia FMIPA UM
2.3. Erlenmeyer 250 ml atau 125 ml.
2.4. Pipet skala 10 ml
2.5. Gelas ukur 50 ml
2.6. Spektrophotometer.
3. Pereaksi
3.1. HCl 1:1
500 ml HCl pa tambahkan kedalam 500 ml Aquadest (kerjakan
dalam ruang asam).
3.2. KMnO4 0.1 N
100 ml KMnO4 1 N encerkan dengan aquadest sampai 1 liter
dalam labu ukur.
3.3. KCNS 10 %
100 gram KCNS larutkan dengan aquadest sampai 1 liter dalam
labu ukur.
4. Cara kerja
4.1. Timbang 5 gram contoh larutkan dengan ± 50 ml aquadest
tambahkan 1 ml HCl 1:1, panaskan sampai semua larut atau
tinggal ½ volume dan dinginkan.
4.2. Tambahkan tetes demi tetes KMnO4 0.1 N sampai larutan sedikit
berwarna merah.
4.3. Tepatkan volume menjadi 50 ml dengan aquadest.
4.4. Tambahkan 10 ml KCNS 10 % dan langsung baca pada
Spektrophotometer dengan panjang gelombang 520 nm.
4.5. Buat Blanko dengan aquadest dan kerjakan seperti contoh.
5. Perhitungan
Kadar Fe , ppm w = [50/1000 x ppm Pembacaan Gram contoh ] x 1000
6. Acuan
Oronzio De Nora, Operating Manual, Unit 300 Ammonium Sulfate.
Tanggal Kadar Fe dalam larutan Kadar Fe dalam larutan
17

Laporan Kerja Praktek di Laboratorium Pabrik I PT Petrokimia Gresik
Jurusan Kimia FMIPA UM
induk ZA I (ppm) induk ZA I (ppm)
11-06-2013 3,5 4,8
12-06-2013 2,7 2,2
13-06-2013 2,0 2,5
14-06-2013 3,0 3,0
15-06-2013 2,9 2,2
16-06-2013 3,1 2,2
17-06-2013 3,3 2,9
18-06-2013 1,8 2,5
19-06-2013 1,8 2,5
Tabel 6. Kadar Fe dalam larutan induk ZA I dan ZA III
Berdasarkan tabel kadar besi dalam larutan induk diatas
menunjukkan bahwa kadar besi tidak melebihi batas maksimum yaitu
10 ppm, artinya analisa kadar basi tersebut telah memenuhi Standar
mutu Industri Kerja Pabrik I.
2.3.4 Analisa kadar air dalam kristal dari centrifuge dan produk ZA I/III
Proses pembuatan pupuk ZA I/III membutuhkan air baik sebagai
pelarut bahan baku maupun sebagai penyerap panas dalam proses
pembuatan pupuk ZA I/III. Seperti yang kita ketahui bahwa bahan baku
yang digunakan untuk pembuatan pupuk ZA mengandung air meskipun
kadarnya tidak terlalu besar.
Pada centrifuge, kristal ZA dan larutan dipisahkan. Kemudian kristal
tersebut akan menuju dryer untuk dikeringkan. Sebelum masuk dryer
kristal ini ditambah dengan anti caking yaitu AFFA (Asean Free Flowing
Agent) 4008. Dari penjelasan tersebut terlihat bahwa meskipun kristal telah
dipisahkan dari larutannya, kristal akan tetap mengandung air. Begitu juga
saat kristal telah melewati dryer. Tidak semua air akan menguap. Kadar air
dalam kristal dari centrifuge maupun produk sangat mempengaruhi fisik
kristal. Apabila terlalu besar konsentrasinya, kristal yang telah terbentuk
18

Laporan Kerja Praktek di Laboratorium Pabrik I PT Petrokimia Gresik
Jurusan Kimia FMIPA UM
akan rusak. Hal ini disebabkan kristal akan terlarut kembali ikatan yang
telah terbentuk antara ammonium dan sulfat akan terputus dengan adanya
air yang berlebih.
Kadar air padda kristal dari centrifuge makssimal 2%, sedangkan
padda produk sekitar 1%. Kadar air di centrifugelebih besar daripada
produk karena ada centrifuge hanya terjadi pemisahan antara kristal dan
larutan ada pengeringan, sedangkan produk melalui proses pengeringan
terlebih dahulu,
Prinsip penentuan kadar air pada kristal dari centrifuge dan produk ZA
I/III sebagai berikut :
1. Prinsip
Kadar air ditetapkan dengan berdasarkan kehilangan berat
sebelum dan sesudah pemanasan pada 100 °C - 105 °C.
2. Peralatan
2.1. Cawan Nikel
2.2. Oven
2.3. Neraca Analitik
2.4. Exikator
2.5. Sendok
3. Pereaksi
-
4. Cara kerja
4.1. Timbang cawan nikel kosong
4.2. Timbang ± 2.5 gram contoh kedalam cawan .
4.3. Keringkan dalam pemanas ( Oven ) pada suhu 100 °C - 105 °C
selama 2 jam
4.4. Dinginkan kedalam exikator , kemudian timbang.
5. Perhitungan
% H2O =
A - BA x 100 %
19
Laporan Kerja Praktek di Laboratorium Pabrik I PT Petrokimia Gresik
Jurusan Kimia FMIPA UM
Dimana :
A = Berat contoh sebelum dikeringkan
B = Berat contoh sesudah dikeringkan
6. Acuan
Oronzio De Nora , Operating Manual, unit 300 Ammonium Sulfat
Tanggal
Kadar Air (%)
Centrifuge produk
ZA I ZA III ZA I ZA III
A B A B
11-06-2013 0,41 1,60 0,85 1,53 0,16 0,12
12-06-2013 0,11 1,27 1,49 0,64 0,13 0,14
13-06-2013 0,24 0,68 0,45 0,28 0,09 0,15
14-06-2013 0,14 0,45 0,17 0,11 0,10 0,06
15-06-2013 0,42 1,13 0,40 0,40 0,17 0,12
16-06-2013 0,48 0,66 0,67 0,48 0,19 0,11
17-06-2013 0,46 0,66 0,45 1,27 0,16 0,12
18-06-2013 0,23 0,80 0,22 0,27 0,12 0,26
19-06-2013 0,14 0,59 0,03 0,18 0,11 0,09
Tabel 7. Kadar airpada kristal dari centrifuge dan produk ZA I/III
Pengujian kadar air dalam produk dan kristal dari centrifuge dilakukan
setiap hari. Dari Tabel 7 terlihat bahwa kadar air (H2O) pada kristal dari
centrifugemaupun produk ZA I/III beberapa kali tidak memenuhi standar
mutu. Pada tanggal 11 juni 2013 sebesar 1,60% untuk centrifuge ZA IB
dan 1,53% untuk centifuge ZA IIIB. Pada tanggal 12 juni 2013 sebesar
1,27% untuk centrifuge ZA IB dan 1,49% untuk centrifuge ZA IA. Pada
tanggal 15 juni 2013 sebesar 1,13% untuk centrifuge ZA IB. Pada tanggal
17 juni 2013 sebesar 1,27% untuk centrifuge ZA IIIB. Hal ini
dimungkinkan karena alat pengering Rotary dryer yang berfungsi untuk
mengeringkan produk yang baru keluar dari centrifuge separator belum
20

Laporan Kerja Praktek di Laboratorium Pabrik I PT Petrokimia Gresik
Jurusan Kimia FMIPA UM
cukup panas untuk dapat mengeringkan produk pupuk ZA sehingga
kandungan air pada produk masih besar.
2.3.5 Analisa asam bebas (Free acid) dalam kristal dari centrifuge dan
produk ZA I/III
Larutan asam sulfat (H2SO4) merupakan bahan baku dalam pembuatan
pupuk ZAI/III. Pengertian asam bebas dalam kristal dari centrifuge dan
produk adalah asam sulfat yang tidak bereaksi dengan amoniak. Prinsip
dari analisa ini adalah asidi alkalimetri di mana larutan induk dititrasi
dengan NaOH 0,02N. Larutan NaOH akan bereaksiH2SO4 dengan yang
terkandung dalam larutan induk. Pada analisa asam bebas dalam kristal dari
centrifuge dan produk digunakan indikator metil merah. Pada saat larutan
yang mengandung kristal dari centrifuge maupun produk yang ditambah
indikator MM terjadi perubahan warna dari tibak berwarna menjadi merah.
Setelah dititrasi dengan NaOH maka larutan berubah menjadi berwarna
kuning.
Reaksi yang terjadi adalah
2NaOH + H2SO4 MM Na2SO4 + 2H2O
Pada analisa ini digunakan indikator MM karena titik ekuivalennya
berada pada trayek pH 4,4-6,2. Indikator MM berwarna merah apabila
berada pada pH kurang dari 4,4 dan berwarna kuning pada pH lebih dari
6,2.
Batas maksimum kadar asam bebas dalam produk sebesar 0,12%
berat. Asam bebas dalam produk harus dibatasi karena apabila kadar asam
bebasnya terlalu tinggi maka akan berpengaruh pada tanaman maupun
tanah yang dipupuk. Apabila kadar asam bebas terlalu tinggi tanaman dapat
mati dan komposisi tanah akan jadi rusak.
1. Prinsip
Cara uji ini ditentukan secara acidi-alkali metri.
21

Laporan Kerja Praktek di Laboratorium Pabrik I PT Petrokimia Gresik
Jurusan Kimia FMIPA UM
2. Peralatan
2.1. Erlenmeyer 250 ml
2.2. Buret 50 ml
2.3. Neraca Analitik
2.4. Sendok
3. Pereaksi
3.2. Larutan standart NaOH 0.02 N
Pipet 320 ml NaOH 0.5 N kedalam botol 8 liter encerkan
dengan air suling jadikan 8 liter. Tetapkan normalitet dengan
Asam Oksalat.
3.3. Indikator MM 0.1 % ( Metil Merah )
Timbang 2 gram Methyl Red , larutkan dengan 1400 ml
Alkhohol , tepatkan volume hingga 2 liter dengan air suling
4. Cara kerja
4.1. Timbang 5 gram contoh dari centrifuge masukan kedalam
erlenmeyer , larutkan dengan air suling 50 ml.
4.2. Tambahkan tiga tetes indikator MM
4.3. Titar dengan NaOH 0.02 N sampai terjadi perubahan warna
merah menjadi merah kekuningan
5. Perhitungan
% Asam bebas sebagai H2SO4 =
( ml x N) NaOH x 49mgr Contoh x 100
6. Acuan
Oronzio De Nora , Operating Manual, unit 300 Ammonium Sulfat
Tanggal
ZA I ZA III
Kristal dari
centrifuge
(ppm)
Produk
(ppm)
Kristal dari
centrifuge
(ppm)
Produk
(ppm)
11-06-2013 0,030 0,023 0,024 0,020
12-06-2013 0,027 0,021 0.014 0,011
22
Laporan Kerja Praktek di Laboratorium Pabrik I PT Petrokimia Gresik
Jurusan Kimia FMIPA UM
13-06-2013 0,029 0,018 0,034 0,032
14-06-2013 0,043 0,043 0.056 0,049
15-06-2013 0,053 0,022 0,044 0,034
16-06-2013 0,041 0,014 0,046 0,024
17-06-2013 0,022 0,012 0,023 0,029
18-06-2013 0,050 0,025 0,023 0,010
19-06-2013 0,018 0,012 0,007 0,006
Tabel 8, Kadar asam bebas dalam kristal dai centrifuge dan Produk ZA I/III
Berdasarkan tabel 8, kualitas produk ZA yang diproduksi telah
memenuhi standar mutu yang telah ditetapkan. Karena kadar asam bebas
dalam kristal baik dari centrifuge maupun produk kurang dari 0,1%.
2.3.6 Analisa distribusi ukuran butiran produk ZA (ukuran kristal)
Reaksi antara gas amoniak dan larutan asam sulfat pada akhirnya
menghasilkan produk yang berbentuk kristal putih. Batas ukuran produk
yang memenuhi standar akan mempermudah petani dalam proses
pemupukan tanaman, agar pemberian pupuk dapat merata.
Pengukuran produk ZA dilakukan dengan ayakan no.30 US Mesh.
Prinsip analisa distribusi ukuran butiran produk ZA(ukuran butiran)
sebagai berikut :
1. Prinsip
Berat kristal yang tertahan diatas ayakan No.30 US Mesh.
2. Peralatan
2.1. Sieve Shaker ( Alat penggoyang ayakan).
2.2. Ayakan US Mesh No.30
2.3. Balance Top Loading.
2.4. Penampung dan Penutup ayakan.
3. Pereaksi
-
4. Cara Kerja
23

Laporan Kerja Praktek di Laboratorium Pabrik I PT Petrokimia Gresik
Jurusan Kimia FMIPA UM
4.1. Ayakan dan penampung disusun pada alat Sieve Shaker.
4.2. Timbang 200 gram contoh, masukkan pada ayakan dan pasang
penutupnya.
4.3. ON alat penggoyang dan jalankan selama 10 menit , dapat pula
digoyang dengan menggunakan tangan.
4.4. Timbang contoh yang tertampung diatas ayakan.
5. Perhitungan
% Distribusi butiran pada US Mesh No.30 =
Berat diatas ayakanBerat contoh x 100
6. Acuan
Oronzio De Nora , Operating Manual , 300 Ammonium Sulfat.
Hitachi Zosen , Standard of Analisis , Reference 09 , page 29
Tanggal Ukuran kristal ZA I Ukuran kristal ZA III
11-06-2013 69,6 77,0
12-06-2013 68,0 71,1
13-06-2013 74,2 75,4
14-06-2013 76,6 69,1
15-06-2013 67,8 73,9
16-06-2013 64,6 65,9
17-06-2013 76,1 70,4
18-06-2013 86,1 80,1
19-06-2013 77,1 73,2
Tabel 9. Distribusi ukuran butiran Produk ZA I/III
Berdasarkan tabel 9 terlihat bahwa ukuran kristal produk ZA I dan III
pada tanggal 11 juni sampai 19 juni 2013 telah memenuhi kualitas mutu
yaitu minimal 55% tertahan di mesh.
2.3 Kendala
1. Kurangnya pengalaman dan keterampilan dalam menggunakan alat analisis.
24
Laporan Kerja Praktek di Laboratorium Pabrik I PT Petrokimia Gresik
Jurusan Kimia FMIPA UM
2. Kurangnya pembekalan pengetahuan tentang analisis produk ZA sebelum
melakukan analisis di laboratorium.
BAB III
PENUTUP
3.1 Kesimpulan dan Rekomendasi
1. Pelaksanaan Praktek Kerja Lapangan di PT. Petrokimia Gresik dapat
menambah pemahaman dan pengalamanbagi mahasiswa di bidang industri
25

Laporan Kerja Praktek di Laboratorium Pabrik I PT Petrokimia Gresik
Jurusan Kimia FMIPA UM
2. Pupuk ZA diproduksi di unit produksi 1 dengan bahan baku utama yaitu
amonia gas, amonia cair, asam sulfat.
3. Laboratorium pabrik 1 melakukan quality control meliputi analisa terhadap
proses pembuatan dan produk akhir amonia dan pupuk ZA.
4. Hasil analisa pupuk ZA I/III meliputi Analisa ZA dalam larutan induk
(Mother Liquor), Analisa kadar PO4 dalam larutan induk, Analisa kadar Fe
dalam larutan induk, Analisa kadar air dalam kristal dari centrifuge dan
produk ZA I/III, Analisa asam bebas (Free acid) dalam kristal dari
centrifuge dan produk ZA I/III, Analisa distribusi ukuran butiran produk ZA
(ukuran kristal)
5. Data konsentrasi ZA dalam larutan induk yang diperoleh pada tanggal 11
Juni 2013 sampai 19 Juni 2013 telah memenuhi Standar mutu Industri Kerja
Pabrik I yang ditetapkan yaitu dibawah batas maksimum 60% berat.
6. Data kadar PO4 dalam larutan induk yang diperoleh pada tanggal 11 Juni
2013 sampai 19 Juni 2013 lebih dari 100 ppm sehingga masih sesuai dengan
Standar mutu Industri Kerja Pabrik I.
7. Data kadar besi dalam larutan induk yang diperoleh pada tanggal 11 Juni
2013 sampai 19 Juni 2013 menunjukkan bahwa kadar besi tidak melebihi
batas maksimum yaitu 10 ppm, artinya analisa kadar basi tersebut telah
memenuhi Standar mutu Industri Kerja Pabrik I.
8. Data kadar air (H2O) pada kristal dari centrifuge maupun produk ZA I/III
yang diperoleh pada tanggal 11 Juni 2013 sampai 19 Juni 2013 beberapa kali
tidak memenuhi Standar mutu Industri Kerja Pabrik I.Hal ini dimungkinkan
karena alat pengering Rotary dryer yang berfungsi untuk mengeringkan
produk yang barukeluar dari centrifuge separator belum cukup panas untuk
dapat mengeringkan produk pupuk ZA sehingga kandungan air pada produk
masih besar.
9. Data kadar asam bebas dalam kristal baik dari centrifuge maupun produk ZA
yang diproduksi pada tanggal 11 Juni 2013 sampai 19 Juni 2013 telah
memenuhi Standar mutu Industri Kerja Pabrik I yaitu kurang dari 0,1%.
26
Laporan Kerja Praktek di Laboratorium Pabrik I PT Petrokimia Gresik
Jurusan Kimia FMIPA UM
10. Data distribusi ukuran kristal produk ZA I dan III pada tanggal 11 juni
sampai 19 juni 2013 telah memenuhi Standar mutu Industri Kerja Pabrik I
yaitu minimal 55% tertahan di mesh.
3.2 Saran dan Tindak Lanjut
1. Perlunya meningkatkan Safety equipment saat melakukan analisa di
laboratorium
2. Bagi mahasiswa diperlukan waktu yang lebih banyak untuk mengetahui
proses pembuatan ZA I/III dan cara sampling.
DAFTAR PUSTAKA
Kartika, tanti.2011.Proses Produksi dan Analisia Pupuk ZA I dan III. PT. Petrokimia Gresik. Univ. Airlangga : Surabaya.
27

Laporan Kerja Praktek di Laboratorium Pabrik I PT Petrokimia Gresik
Jurusan Kimia FMIPA UM
Reza dan shandyka Arifin. 2007. Perencanaan produksi menggunakan metode material requirement planning (MPR) berbsasi amonium sulfat (ZA I/III) .PT. Petrokimia gresik : ITS.
Diah Ayu. 2004. Analisis Amoniak, Urea Dan ZA I/III Di Laboratorium Produksi Pabrik I PT. Petrokimi Gresik : Universitas Diponogoro Semarang.
http://id.wikipedia.org/wiki/Pupuk_ZA
http://www.petrokimia-gresik.com/za.asp
LAMPIRAN
TINJAUAN PROFIL PT. PETROKIMIA GRESIK
2.1 Sejarah
28
Laporan Kerja Praktek di Laboratorium Pabrik I PT Petrokimia Gresik
Jurusan Kimia FMIPA UM
PT. Petrokimia Gresik merupakan Badan Usaha Milik Negara (BUMN)
dalam lingkup Departemen Perindustrian dan Perdagangan. Pada mulanya pabrik
pupuk yang hendak dibangun di Jawa Timur ini disebut Proyek Petrokimia
Surabaya dimana pemerintah telah merancang keberadaannya sejak tahun 1956
melalui Biro Perancang Negara (BPN). Nama Petrokimia sendiri berasal dari
“Petroleum chemical” yang disingkat menjadi Petrochemical, yaitu bahan-bahan
kimia yang berasal dari minyak dan gas alam.
Proyek Petrokimia Surabaya ini didirikanberdasarkan ketetapan MPRS No. II
tahun 1960 sebagai Proyek Prioritas dalam pola Pembangunan Nasional Semesta
Berencana tahap I (1961 - 1969) dan diperkuat dengan Surat Keputusan Presiden
RI No. 260 tahun 1960. Pelaksanaan proyek pada 1964 atas dasar Instruksi
Presiden no. 1 tahun 1963 dan selaku Kontraktor Cosindit SpA dari Italia. Gresik
dipilih sebagai lokasi pabrik pupuk merupakan hasil studi kelayakan pada tahun
1962 oleh Badan Persiapan Proyek-Proyek Industri (BP3I) yang dikoordinir
Departemen Perindustrian Dasar dan Pertambangan.
Pembangunan proyek sempat terhenti sebelum tahun 1968 karenapada tahun
tersebut terjadi krisis moneter. Pada tahun 1969 proyek dijalankan kembali
hingga akhirnya proyek tersebut dapat beroperasi kembali untuk pertama kalinya
pada Maret 1970. Pada tanggal 10 Juli 1972, PT. Petrokimia Gresik diresmikan
penggunaannya oleh Presiden Soeharto yang kemudian diabadikan sebagai Hari
Jadi PT Petrokimia Gresik dengan bentuk badan usaha Perusahaan Umum
(Perum) dengan produknya yang masih berupa pupuk urea dan pupuk ZA.
Pada tanggal 10 Juli 1975 badan usaha Petrokimia Gresik berubah menjadi
Persero (milik lebih dari penanam modal) sehingga namanya menjadi PT.
Petrokimia Gresik (Persero). Setelah berkembang selama 20 tahun, pada tahun
1997 berdasarkan PP No. 28/1997, PT. Petrokimia Gresik menjadi anggota
holding dengan PT. Pupuk Sriwijaya. Sampai dengan saat ini PT. Petrokimia
Gresik telah memiliki 15 pabrik yang menghasilkan produk pupuk dan non
pupuk.Produk pupuk disini meliputi pupuk urea, SP-36 I, SP-36 II, ZA I/II/III,
phonska, NPK blending, kalium sulfat dan NPK granulasi.Sedangkan produk non
29

Laporan Kerja Praktek di Laboratorium Pabrik I PT Petrokimia Gresik
Jurusan Kimia FMIPA UM
pupuk antara lain amoniak, asam sulfat, asam fosfat, cement retarder dan
aluminium fluorida.
2.2 Lokasi Industri
PT. Petrokimia Gresik menempati lahan kompleks seluas 450 Ha dimana
lahan tersebut sudah ditempati dan dikelola semua sehingga tidak ada lahan
kosong lagi. Daerah-daerah yang ditempati antara lain :
1. Kecamatan Gresik meliputi Desa Ngipik, Desa Tlogopojok, Desa Sukorame,
Desa Karang Turi, Desa Lumpur
2. Kecamatan Kebomas meliputi Desa Tlogopatut, Desa Randuagung, Desa
Kebomas
3. Kecamatan Manyar meliputi Desa Pojok Pesisir, Desa Rumo Meduran, Desa
Tepen.
2.3 Visi dan Misi
2.3.1 Visi
Visi PT. Petrokimia Gresik, yaitu : “Menjadi produsen pupuk dan produk
kimia lainnya yang berdaya saing tinggi dan produknya paling diminati
konsumen”.
2.3.2 Misi
Misi PT. Petrokimia Gresik, yaitu :
1. Mendukung penyediaan pupuk nasional untuk tercapainya program
swasembada pangan.
2. Meningkatkan hasil usaha untuk menunjang kelancaran kegiatan operasional
dan pengembangan usaha.
3. Mengembangkan potensi usaha untuk pemenuhan industri kimia nasional
dan berperan aktif dalam community development.
4. Mengutamakan keselamatan, kesejahteraan dan kesehatan kerja dalam setiap
kegiatan operasional.
5. Memanfaatkan profesionalisme untuk peningkatan kepuasan pelanggan.
30

Laporan Kerja Praktek di Laboratorium Pabrik I PT Petrokimia Gresik
Jurusan Kimia FMIPA UM
2.4 Struktur Organisasi
Gambar 1. Struktur Organisasi PT. Petrokimia Gresik.
2.5 Arti Logo
31

Laporan Kerja Praktek di Laboratorium Pabrik I PT Petrokimia Gresik
Jurusan Kimia FMIPA UM
Gambar 2. Logo PT. Petrokimia Gresik.
2.5.1 Dasar Pemilihan Logo
Kerbau dengan warna kuning emas dipilih sebagai logo karena :
1. Penghormatan kepada daerah Kebomas dimana PT. Petrokimia Gresik
berada di desa Kebomas dan Kecamatan Kebomas.
2. Kerbau suka bekerja keras, mempunyai loyalitas dan jujur.
3. Dikenal luas masyarakat Indonesia dan merupakan sahabat petani.
2.5.2 Arti Logo
1. Warna kuning emas melambangkan keagungan.
2. Daun hijau berujung lima, mempunyai arti :
● Daun hijau melambangkan kesuburan dan kesejahteraan
● Berujung lima melambangkan sila-sila dari Pancasila
3. Huruf PG merupakan singkatan dari PT. Petrokimia Gresik
4. Warna putih melambangkan kesucian
Jadi arti logo secara kesuluruhan adalah : Dengan hati yang bersih
berdasarkan kelima sila Pancasila, PT. Petrokimia Gresik berusaha mencapai
masyarakat yang adil dan makmur untuk menuju keagungan Bangsa.
2.6 Perluasan Perusahaan
32
Laporan Kerja Praktek di Laboratorium Pabrik I PT Petrokimia Gresik
Jurusan Kimia FMIPA UM
Perluasan I th 1979 :
TSP I, Prasarana Pelabuhan, Penjernian Air dan Boaster Pump di Gunungsari
Surabaya
Perluasan II th 1983 :
TSP II, Perluasan Prasarana Pelabuhan, Penjernian Air dan Boaster Pump di
Babat Lamongan
Perluasan III th 1984 :
Pabrik Asam Phosphat, Cement Retarder, Allumunium Flouride dan Pabrik
ZA II
Perluasan IV th 1986 :
Pembangunan Pabrik ZA III yang dilakukan oleh tenaga PG, mulai dari study
kelayakan dan pengoperasiannya
Perluasan V th 1994 :
Pembangunan Pabrik Ammoniak dan Urea
Perluasan VI th 2000 :
Pembangunan Pabrik NPK / Phonska
Perluasan VII th 2005 :
Pembangunan Pabrik ZK, NPK Kebomas I dan Petroganik
Perluasan VIII th 2006–2009 :
Petrobio dan NPK Kebomas II, III & IV
Sedang direncanakan :
Pembangunan Pabrik PA II, SA II, DAP, ROP I&II dan NPK/Phonska II
33

Laporan Kerja Praktek di Laboratorium Pabrik I PT Petrokimia Gresik
Jurusan Kimia FMIPA UM
2.7 Unit Produksi
Gambar 3.Bagan Unit Produksi PT. Petrokimia Gresik.
2.7.1 Unit Pabrik 1
2.7.1.1 Pabrik NH3 Cair
Kapasitas Produksi : 445.000 T/th
Bahan Baku : Gas alam dan Udara
Bentuk / Sifat : Cairan, mudah menguap
Kemasan : Tangki isi 1.9 ton & 3.8 ton
Spesifikasi NH3 Cair ( SNI 06-0045-1987 ) :
NH3 % : 99.5 min
Air % : 0.5 maks
Minyak ppm : 10 maks
Kegunaan : Bahan baku ZA, Urea, NPK, DAP, Ammnium
Chlorida, Ammonium Nitrat dan Hydrazine.
2.7.1.2 Pabrik CO2 Cair
Kapasitas Produksi : 23.200 Ton/th
34
Laporan Kerja Praktek di Laboratorium Pabrik I PT Petrokimia Gresik
Jurusan Kimia FMIPA UM
Bahan Baku : Pemurnian CO2 produk samping NH3
Bentuk/Sifat : Cairan, mudah menguap
Spesifikasi CO2 Cair ( SNI 06-0029-1987 ) :
CO2 % : 99.7 min
Air ppm : 0.05 maks
Kemasan : Tangki isi 4.5 ton dan Botol isi 30 kg
Kegunaan : Industri minuman berkarbonasi, Pemadam
kebakaran, Proses netralisasi, Mencega oksidasi pada pengelasan logam,
Pengawetan daging / gabah / sayuran / ikan / benih.
2.7.1.3 Pabrik O2 Cair
Kapasitas Produksi : 7.500 Ton/th
Bahan Baku : Udara
Bentuk/Sifat : Cairan, mudah menguap
Spesifikasi O2 Cair( SNI 06-0031-1990 ) : O2 % : 99.5 min
Kemasan : Tangki isi 4.5 ton
Kegunaan : Pengelasan, Pemotongan logam,
Perbengkelan, Penyulingan/pengilangan minyak, Peleburan logam,
Pengecoran, Membuat gas sintesa untuk produksi ammonia/methyl
alcohol/Acetylene, gas injection dalam penjernihan air, bidang kedokteran.
2.7.1.4 Pabrik N2 cair
Kapasitas Produksi : 8.000 Ton/th
Bahan Baku : Udara
Bentuk/Sifat : Cairan, mudah menguap
Spesifikasi N2 Cair ( SNI 06-0042-1987 ) :
N2 % : 99.7 min
O2 % : 0.05 maks
H2 ppm : 20 maks
CO2 ppm : 10 maks
35

Laporan Kerja Praktek di Laboratorium Pabrik I PT Petrokimia Gresik
Jurusan Kimia FMIPA UM
Kemasan : Tangki isi 4.5 ton
Kegunaan :Pembuatan ammoniak, Cyanida, Pemadam
kebakaran, Pengawetan bahan makanan, Industri listrik.
2.7.1.5 Pabrik ZA I & III ((NH4)2SO4)
Kapasitas Produksi : 400.000 T/th
Bahan Baku : NH3 dan H2SO4
Bentuk/Sifat : Padatan Tidak Higroskopis, Mudah lrt dlm air
Spesifikasi ZA ( SNI 02-1760-2005 ) :
Nitrogen % : 20.8 min
Belerang % : 23.8 min
Asam bebas %: 0.1 maks
Kadar Air %: 1.0 maks
Kegunaan : Sebagai sumber unsur hara nitrogen dan
belerang bagi tanaman, bahan baku pembuatan herbisida
2.7.1.6 Pabrik Urea (NH2CONH2)
Kapasitas Produksi : 460.000 T/th
Bahan Baku : NH3 dan CO2
Bentuk/Sifat : Padatan higroskopis, mudah larut dalam air
Spesifikasi UREA ( SNI 02-2801-1998 ) :
Nitrogen % : 46 min
Biuret % : 1 maks
Kadar Air % : 0.5 maks
Kegunaan : Sebagai sumber unsur hara nitrogen bagi
tanaman, bahan baku pembuatan urea, formaldehid, melamin, sebagai
unsur sumber nitrogen pada pembuatan GA/MSG dan Lysine – HCl
2.7.2 Pabrik II
2.7.2.1 Pabrik SP-36
36

Laporan Kerja Praktek di Laboratorium Pabrik I PT Petrokimia Gresik
Jurusan Kimia FMIPA UM
Kapasitas Produksi : 1.000.000 T/th
Bahan Baku : Batuan fosfat (P. Rock), H3PO4 , danH2SO4
Bentuk/Sifat : Padatan tidak Higroskopis, Mudah larut dalam air
Spesifikasi SP-36 ( SNI 02-3769-2005 ) :
P2O5 total % : 36 min
P2O5 CS 2% : 34 min
P2O5 WS % : 30 min
Belerang % : 5 min
Asam bebas % : 6 maks
Kadar Air % : 5 maks
Kegunaan : Sebagai sumber unsur hara fosfat bagi
tanaman
2.7.2.2 Pabrik SUPERPHOS (SP-18)
Kapasitas Produksi : 1.000.000 T/th
Bahan Baku : Batuan fosfat (P. Rock), H3PO4 , Clay
danH2SO4
Bentuk/Sifat : Padatan tidak higroskopis, mudah larut dalam
air
Spesifikasi SUPERPHOS (SP-18) Peraturan Menteri Perindustrian :
P2O5 CS 2% % : 18 min
P2O5 WS % : 14 min
Belerang % : 6 min
Asam bebas % : 6 maks
Kadar Air % : 8 maks
Kegunaan : Sumber unsur hara fosfat bagi tanaman
2.7.2.3 Pabrik Phonska
Kapasitas Produksi : 300.000 T/th
Bahan Baku : H3PO4 , NH3 dan KCl
37

Laporan Kerja Praktek di Laboratorium Pabrik I PT Petrokimia Gresik
Jurusan Kimia FMIPA UM
Bentuk/Sifat : Padatan Higroskopis, Mudah larut dalam air
Spesifikasi NPK padat ( SNI 02-2803-2000 ) : 15 – 15 – 15
Nitrogen total % : 6 min
P2O5 CS 2 % % : 6 min
K2O % : 6 min
Jumlah % : 30 min
Kadar Air % : 2 maks
Kegunaan : unsur hara fosfat, nitrogen, kalium, belerang
tanaman.
2.7.2.4 Pabrik NPK Kebomas
Kapasitas Produksi : NPK Granule I, II, III, dan IV = 740.000 T/th
Bahan Baku : Tergantung formula N - P - K + (Mg/Zn/Cu/B/Fe)
Bentuk/Sifat : Padatan Higroskopis, Mudah larut dalam air
Spesifikasi NPK padat ( SNI 02-2803-2000 ) : Tergantung formula
Nitrogen total % : 6 min
P2O5 CS 2 % % : 6 min
K2O % : 6 min
Jumlah % : 30 min
Kadar Air % : 2 maks
Kegunaan : sumber unsur hara Fosfat, Nitrogen, Kalium,
Boron,Magnesium, Copper, Besi dan Zink bagi tanaman
2.7.2.5 Pabrik TSP
Kapasitas Produksi : Tergantung Pemesanan Bahan Baku
Batuan fosfat (P. Rock) : H3PO4 , danH2SO4
Bentuk/Sifat : Padatan tidak Higroskopis, Mudah larut
dalam air
Spesifikasi TSP ( SNI 02- 0086 - 2005 ) :
P2O5 total % : 45 min
38

Laporan Kerja Praktek di Laboratorium Pabrik I PT Petrokimia Gresik
Jurusan Kimia FMIPA UM
P2O5 CS 2% % : 40 min
P2O5 WS % : 36 min
Asam bebas % : 6 maks
Kadar Air % : 5 maks
Kegunaan : Sebagai sumber unsur hara Fosfat bagi tanaman
2.7.2.6 Pabrik DAP (NH4)2HPO4
Kapasitas Produksi : Tergantung Pemesanan
Bahan Baku : NH3 dan H3PO4
Bentuk/Sifat : Padatan tidak Higroskopis, Mudah larut dalam air
Spesifikasi DAP ( SNI 02 - 2858 - 2005 ) :
Nitrogen % : 45 min
P2O5 total % : 40 min
Kadar Air % : 5 maks
Kadmium ppm : 100 maks
Timbal ppm : 500 maks
Raksa ppm : 10 maks
Arsen ppm : 100 maks
Kegunaan : Sumber unsur hara fosfat dan nitrogen bagi tanaman
2.7.2.7 Pabrik ZK K2SO4
Kapasitas Produksi : 10.000 T/th
Bahan Baku : H2SO4 dan KCl
Bentuk/Sifat : Padatan tidak Higroskopis, Mudah larut sdalam air
Spesifikasi ZK ( SNI 02 - 2809 - 2005 ) :
K2O % : 50 min
Belerang % : 17 min
Asam bebas % : 2.5 maks
Klorida % : 2.5 maks
Kadar Air % : 1.0 maks
39
Laporan Kerja Praktek di Laboratorium Pabrik I PT Petrokimia Gresik
Jurusan Kimia FMIPA UM
Kegunaan : Sumber unsur hara kalium dan belerang bagi tanaman.
2.7.2.8 Pabrik HCl
Kapasitas Produksi : -
Bahan Baku : H2SO4 dan KCl
Bentuk / Sifat : Cairan yang sangat korosif
Spesifikasi HCl ( SNI 06 - 2557 - 1992 ) : Type 2
Klorida sebagai HCl % : 31 min
Sisa pemijaran % : 0.2 maks
Besi sebagai Fe2O3 % : 0.02 maks
2.7.2.9 Pabrik Petroganik
Kapasitas Produksi : 10.000 T/th
Bahan Baku : Kotoran Hewan
Bentuk/Sifat : Granul tidak Higroskopis, Mudah larut dalam
air
Spesifikasi PETROGANIK :
C Organik % : 12.5
C / N Ratio % : 10 – 25
Air % : 4 – 12
Kegunaan : Sumber unsur hara C Organik, nitrogen bagi
tanaman.
2.7.3 Pabrik III
2.7.3.1 Pabrik Asam Sulfat H2SO4
Kapasitas Produksi : 550.000 T/th
Bahan Baku : Belerang & Udara kering
Bentuk/Sifat : Cairan
Spesifikasi Asam Sulfat H2SO4 ( SNI 06 - 0030- 1996 ) :
40

Laporan Kerja Praktek di Laboratorium Pabrik I PT Petrokimia Gresik
Jurusan Kimia FMIPA UM
H2SO4 % : 98 min
Sisa Pemijaran% : 0.03 maks
Klorida, Cl ppm : 10 maks
Nitrat, NO3 ppm : 5 maks
Besi, Fe ppm : 50 maks
Timah, Pb ppm : 50 maks
Kemasan : Tangki isi 4.5 ton
Kegunaan : Bahan baku pupuk ZA, SP-36, Gypsum, Asam
Fosfat, Tawas, Utilitas pabrik I, Bahan baku detergen, Industri MSG,
Lysine-HCl, Tekstil, Pengelolaan Oil bekas, dll.
2.7.3.2 Pabrik Asam Fosfat H3PO4
Kapasitas Produksi : 200.000T/th
Bahan Baku : Batuan fosfat (Ca3PO4) & H2SO4
Bentuk/Sifat : Cairan
Spesifikasi Asam Fosfat H3PO4 ( SNI 06 - 2575- 1992 ) : Grade II
P2O5 % : 50 min
SO3 % : 4.0 maks
CaO % : 0.7 maks
MgO % : 1.7 maks
Fe2O3 % : 0.6 maks
Al2O3 % : 1.3 maks
Cl % : 0.04 maks
F % : 1.0 maks
Kemasan : Tangki isi 4.5 ton
Kegunaan : Baku pupuk fosfat (TSP, SP-36, Superphos,
NPK, DAP), Sodium Tripoly Phosphate, Pengelolaan nira pada pabrik
gula, Chemical Cleaning, bahan baku Lysine-HCl
2.7.3.3 Pabrik Cement Retarder
41

Laporan Kerja Praktek di Laboratorium Pabrik I PT Petrokimia Gresik
Jurusan Kimia FMIPA UM
Kapasitas Produksi : 440.000T/th
Bahan Baku : Purified Gypsum ( CaSO4 2 H2O )
Bentuk/Sifat : Granul tidak larut dalam air
Spesifikasi CR - CaSO4 2 H2O ( SNI 15 - 0715- 1989 ) :
CaSO4.2H2O % : 91 min
Air Kristal % : 19 min
SO3 % : 42 min
CaO % : - min
P2O5 Total % : 0.5 maks
P2O5 Larut Air% : 0.02 maks
Fluorida total % : 0.5 maks
Air Bebas % : 20 maks
Kadar IM in Asam% : 2.5 maks
Ukuran Butir % : 90 min
Kemasan : Curah
Kegunaan : Bahan baku semen, plasterboard dan
kedokteran
2.7.3.4 Pabrik AlF3
Kapasitas Produksi : 12.600 T/th
Bahan Baku : Al(OH)3 & H2SiF6
Bentuk/Sifat :Kristal yang tidak larut dalam air
Spesifikasi AlF3( SNI 06 - 2603- 1992 ) :
Purity % : 94 min
SiO2 % : 0.25 min
P2O5 % : 0.02 min
Fe2O3 % : 0.07 min
BD Unt% : 0.700 min
Ukuran butir : (Quality Plant)
+ 150 Tyler Mesh % : 20 – 50
42

Laporan Kerja Praktek di Laboratorium Pabrik I PT Petrokimia Gresik
Jurusan Kimia FMIPA UM
+ 200 Tyler Mesh % : 50 – 75
+ 325 Tyler Mesh % : 75 – 96
Kemasan : Fleksibel Kontainer isi 1 ton
Kegunaan : Sebagai bahan untuk proses peleburan
Alumunium
2.7.3.5 Pabrik ZA II - (NH4)2SO4
Kapasitas Produksi : 250.000 T/th
Bahan Baku : NH3CO3& CaSO4 2 H2O
Bentuk/Sifat : Padatan Tidak Higroskopis, Mudah lrt dlm air
Spesifikasi ZA ( SNI 02-1760-2005 ) :
Nitrogen % : 20.8 min
Belerang % : 23.8 min
Asam bebas % : 0.1 maks
Kadar Air % : 1.0 maks
Kegunaan : Sumber unsur hara nitrogen dan belerang bagi tanaman,
bahan baku pembuatan Herbisida dan Lisin.
2.8 Organisasi Perusahaan
2.8.1 Struktur Organisasi Perusahaan
Organisasi perusahaan di bawah kendali pimpinan perusahaan:
a. Dewan Komisaris, yang terdiri dari Komisaris Utama dan Komisaris
b. Dewan Direksi, yang terdiri dari Direktur Utama yang membawahi Direktur
Produksi, Direktur Keuangan, Direktur Teknik dan Pengembangan, Direktur
Pemasaran, Direktur Sumber Daya Manusia dan Umum.Masing-masing
direktur membawahi beberapa Kepala Kompartemen, dan selanjutnya
Kepala Kompartemen membawahi Kepala Departemen atau Kepala Biro.
Ada beberapa Kepala Kompartemen yang berlangsung di bawah Direktur
Utama, yaitu Kompartemen Sumber Daya Manusia dan Kepala Satuan
43

Laporan Kerja Praktek di Laboratorium Pabrik I PT Petrokimia Gresik
Jurusan Kimia FMIPA UM
Pengawas. Direktur Produksi membawahi Kepala Kompartemen Pabrik I,
Pabrik II, Pabrik III, dan Teknologi.
2.8.2 Ketenagakerjaan
Menurut data dari Biro Tenaga Kerja per tanggal 31 Maret 2007, adalah
sebagai berikut :
1) Berdasarkan Tingkat Jabatan :
a. Direksi : 6 orang
b. Ka. Komp/Sat (Eselon I) : 26 orang
c. Kadep/Biro/Bidang (Eselon II) : 70 orang
d. Kabag/Staf Madya : 183 orang
e. Kasie/Staf Muda (Eselon II) : 414 orang
f. Karu/Staf Pemula : 915 orang
g. Pelaksana : 1.827 orang
h. Calon Karyawan : 0 orang
Jumlah : 3.441 orang
2) Berdasarkan Usia Karyawan :
a. Usia 26 – 30 tahun : 0 %
b. Usia 31 – 35 tahun : 4 %
c. Usia 36 – 40 tahun : 46 %
d. Usia 41 – 45 tahun : 30 %
e. Usia 46 – 50 tahun : 13 %
f. Usia 51 – 55 tahun : 7 %
3) Berdasarkan Tingkat Pendidikan :
a. Pasca Sarjana : 76 orang
b. Sarjana : 482 orang
c. Diploma III : 94 orang
d. SLTA : 2.498 orang
44

Laporan Kerja Praktek di Laboratorium Pabrik I PT Petrokimia Gresik
Jurusan Kimia FMIPA UM
e. SLTP : 260 orang
f. SD : 31 orang
Jumlah : 3.441 orang
2.10 Keselamatan Dan Kesehatan Kerja (K3)
2.10.1 Filosofi Dasar Penerapan K3:
Setiap tenaga kerja berhak mendapatkan perlindungan atas keselamatan
dalam melakukan pekerjaan untuk meningkatkan produksi dan
produktivitas.
Setiap orang lainnya yang berada di tempat kerja perlu terjamin
keselamatannya
Setiap sumber-sumber produksi harus digunakan secara aman dan efisien.
Pengurus/Pimpinan Perusahaan diwajibkan memenuhi dan mentaati semua
syarat-syarat dan ketentuan keselamatan kerja yang berlaku bagi usaha dan
tempat kerja yang dijalankan.
Setiap orang yang memasuki tempat kerja diwajibkan mentaati semua
persyaratan keselamatan kerja. Tercapainya kecelakaan nihil.
2.10.2 Tujuan K3
Menciptakan sistem K3 ditempat kerja dengan melibatkan unsur
manajemen, tenaga kerja, kondisi dan lingkungan kerja yang terintegrasi
dalam rangka mencegah terjadinya kecelakaan dan penyakit akibat kerja serta
terciptanya tempat kerja yang aman, nyaman, efisien dan produktif.
2.10.3 Sasaran
Memenuhi undang-undang No. 1/1970 tentang keselamatan kerja.
Memenuhi Permen Naker No : PER/05/MEN/1996 tentang Sistem
Manajemen K3.
Mencapai nihil kecelakaan.
45

Laporan Kerja Praktek di Laboratorium Pabrik I PT Petrokimia Gresik
Jurusan Kimia FMIPA UM
2.10.4 Organisasi K3 dibentuk sebagai berikut:
1. Organisasi Struktural
2. Organisasi Non Struktural
2.11 Kebijakan Sistem Manajemen PT. Petrokimia Gresik
PT Petrokimia Gresik bertekad menjadi produsen pupuk dan produk kimia
lainnya yang berdaya saing tinggi dan produknya diminati oleh konsumen.
Penyediaan produk pupuk, produk kimia dan jasa yang berkualitas sesuai
permintaan pelanggan dilakukan melalui proses produksi dengan menerapkan
sistem manajemen yang menjamin mutu, pencegahan pencemaran dan
berbudaya K3 serta penyempurnaan secara bertahap dan berkesinambungan.
Untuk mendukung tekad tersebut, manajemen berupaya memenuhi standard
mutu yang ditetapkan, peraturan lingkungan, ketentuan dan norma-norma K3
serta peraturan/perundangan terkait lainnya.
Seluruh karyawan bertanggung jawab dan mengambil peran dalam upaya
meningkatkan ketrampilan, kedisiplinan untuk mengembangkan produk dan
jasa yang berkualitas, pentaatan terhadap peraturan lingkungan dan ketentuan
K3 serta menjunjung tinggi integritas.
46