laporan kerja praktek pt. pertamina persero … · tinjauan sistem perusahaan 2.1. sejarah singkat...
TRANSCRIPT
LAPORAN KERJA PRAKTEK
PT. PERTAMINA PERSERO TERMINAL BBM REWULU
Oleh:
Nama : Herjuno Asihmirmo
NIM : 140607674
PROGRAM STUDI TEKNIK INDUSTRI
FAKULTAS TEKNOLOGI INDUSTRI
UNIVERSITAS ATMA JAYA YOGYAKARTA
2017
i
LAPORAN KERJA PRAKTEK
PT. PERTAMINA PERSERO TERMINAL BBM REWULU
Oleh:
Nama : Herjuno Asihmirmo
NIM : 140607674
PROGRAM STUDI TEKNIK INDUSTRI
FAKULTAS TEKNOLOGI INDUSTRI
UNIVERSITAS ATMA JAYA YOGYAKARTA
2017

ii
iii

iv
KATA PENGANTAR
Puji syukur kami panjatkan kehadirat Tuhan Yang Maha Esa
karena dengan rahmat, karunia, serta perlindungan dan hidayah-Nya kami
dapat melaksanaan Tugas Besar Kerja Praktek yang dilakukan di PT
Pertamina TBBM Rewulu.
Maksud dan tujuan dari Kerja Praktek adalah menambah wawasan,
menambah pengalaman bekerja dengan tim maupun individu, mendalami
teori dan solusi dalam mengatasi masalah yang memiliki kaitan dengan
distribusi. Kerja praktek ini melatih mahasiswa untuk mencari masalah
yang ada dan menyelesaikan masalah tersebut.
Penulis tidak lupa mengucapkan terima kasih kepada Rizki
Yudhistira selaku dosen pembimbing lapangan, Para pekerja yang berada
di PT Pertamina TBBM Rewulu yang telah membimbing, mengarahkan,
dan memberi petunjuk dan bantuan kepada penulis saat melakukan
penelitian dan penyusunan laporan akhir serta teman - teman penulis satu
kelompok maupun satu ruang kerja yang telah banyak memberikan
bantuan baik saat melakukan penelitian maupun saat penyusunan laporan
akhir.
Semoga makalah sederhana ini dapat dipahami bagi siapapun
yang membacanya. Sekiranya laporan yang telah disusun ini dapat
berguna bagi kami sendiri maupun orang yang membacanya. Sebelumnya
kami mohon maaf apabila terdapat kesalahan kata - kata yang kurang
berkenan dan kami memohon kritik dan saran yang membangun dari
Anda demi perbaikan makalah ini di waktu yang akan datang.
Yogyakarta, 13 November 2017
Penulis,
Herjuno Asihmirmo
v
DAFTAR ISI
HALAMAN JUDUL ............................................................................................. i
HALAMAN PENGESAHAN ................................................................................ ii
SURAT KETERANGAN PELAKSANAAN KERJA PRAKTEK ............................ iii
KATA PENGANTAR .......................................................................................... iv
DAFTAR ISI ....................................................................................................... vi
BAB 1 PENDAHULUAN
1.1. Latar Belakang ................................................................................ 1
1.2. Tujuan ............................................................................................. 1
1.3. Waktu dan Tempat Pelaksanaan Kerja Praktek ............................... 2
BAB 2 TINJAUAN UMUM PERUSAHAAN
2.1. Sejarah Singkat Perusahaan ........................................................... 3
2.2. Struktur Organisasi .......................................................................... 4
2.3. Manajemen Perusahaan .................................................................. 9
2.3.1. Visi Misi Perusahaan ............................................................. 9
2.3.2. Misi Perusahaan .................................................................... 9
2.3.3. Tata Nilai Perusahaan ........................................................... 10
2.3.4. Ketenagakerjaan Perusahaan ................................................ 10
2.3.5. Pemasaran Produk ................................................................ 11
2.3.6. Fasilitas Perusahaan ............................................................. 11
BAB 3 TINJAUAN KHUSUS PERUSAHAAN
3.1. Proses Bisinis Perusahaan atau Unit Usaha atau Departemen ....... 13
3.2. Layanan Yang Diberikan ................................................................. 16
3.3. Proses Operasi ................................................................................ 17
3.4. Fasilitas Operasi .............................................................................. 17

vi
BAB 4 TINJAUAN PEKERJAAN MAHASISWA
4.1. Lingkup Pekerjaan ........................................................................... 28
4.2. Tanggungjawab dan Wewenang dalam Pekerjaan .......................... 29
4.3. Metodologi Pelaksanaan Pekerjaan................................................. 29
4.4. Hasil Pekerjaan ............................................................................... 30
4.4.1. Observasi / Pengamatan ....................................................... 30
4.4.2. Identifikasi Masalah ............................................................... 30
4.4.3. Data Pengamatan .................................................................. 31
4.4.4. Analisis Data .......................................................................... 34
4.4.5. Penyusunan Layout ............................................................... 46
BAB 5 KESIMPULAN DAN SARAN
5.1. Kesimpulan ...................................................................................... 38
5.2. Saran ............................................................................................... 39
DAFTAR PUSTAKA ........................................................................................... 40
LAMPIRAN ........................................................................................................ 41
1
BAB 1
PENDAHULUAN
1.1. Latar Belakang
Program Studi Teknik Industri, Fakultas Teknologi Industri, Universitas Atma
Jaya Yogyakarta (PSTI UAJY) mewajibkan semua mahasiswanya untuk
melaksanakan kerja praktek sesuai dengan Kurikulum di PSTI UAJY. PSTI UAJY
memandang kerja praktek sebagai wahana atau sarana bagi mahasiswa untuk
mengenali suasana di industri serta menumbuhkan, meningkatkan, dan
mengembangkan etos kerja profesional sebagai calon sarjana Teknik Industri.
Kerja praktek dapat dikatakan sebagai ajang simulasi profesi mahasiswa Teknik
Industri. Paradigma yang harus ditanamkan adalah bahwa selama kerja praktek
mahasiswa bekerja di perusahaan yang dipilihnya. Bekerja, dalam hal ini
mencakup kegiatan perencanaan, perancangan, perbaikan, penerapan dan
pemecahanan masalah. Oleh karena itu, dalam kerja praktek kegiatan yang
dilakukan oleh mahasiswa adalah:
1. Mengenali ruang lingkup perusahaan
2. Mengikuti proses kerja di perusahaan secara kontinu
3. Melakukan dan mengerjakan tugas yang diberikan oleh atasan, supervisor
atau pembimbing lapangan
4. Mengamati perilaku sistem
5. Menyusun laporan dalam bentuk tertulis
6. Melaksanakan ujian kerja praktek
1.2. Tujuan
Hal-hal yang ingin dicapai melalui pelaksanaan Kerja Praktek ini adalah:
1. Melatih kedisiplinan.
2. Melatih kemampuan berinteraksi dengan bawahan, rekan kerja, dan atasan
dalam perusahaan.
3. Melatih kemampuan untuk beradaptasi dengan lingkungan kerja.
4. Mengamati secara langsung aktivitas perusahaan dalam berproduksi dan
menjalankan bisnis.
5. Melengkapi teori yang diperoleh di perkuliahan dengan praktek yang ada di
perusahaan.
6. Menambah wawasan mengenai sistem produksi dan sistem bisnis.
2
1.3. Tempat dan Waktu Pelaksanaan Kerja Praktek
Kerja Praktek ini akan dilaksanakan terhitung mulai tanggal 3 Juli 2017 sampai
dengan 11 Agustus 2017 di PT. Pertamina Persero TBBM (Terminal Bahan
Bakar Minyak) Rewulu, Jl. Wates KM. 10, Kec. Sedayu, Bantul, DI Yogyakarta.
Pelaksanaan Kerja Praktek tersebut kemudian akan dilanjutkan dengan
penyusunan laporan Kerja Praktek dan penilaian serta ujian Kerja Praktek.
Dalam hal ini kami mengusulkan diri untuk ditempatkan pada Departemen
Persediaan (Gudang) dan Departemen Distribusi Namun demikian kami dapat
menerima penempatan di departemen lain sejauh sesuai dengan kebutuhan
perusahaan dan kompetensi kami.
3
BAB 2
TINJAUAN SISTEM PERUSAHAAN
2.1. Sejarah Singkat Perusahaan
PT. Pertamina (Persero) Terminal Bahan Bakar Minyak Rewulu merupakan salah
satu depot yang berlokasi di Jalan Raya Wates, KM. 10, Kec. Sedayu, Bantul,
D.I. Yogyakarta. PT. Pertamina (Persero) Terminal Bahan Bakar Minyak Rewulu
berperan sebagai depot yang berguna untuk mendistribusikan bahan bakar.
Bahan bakar yang didistribusikan di depot ini terdiri dari dua jenis yaitu BBM
(Bahan Bakar Minyak) dan BBK (Bahan Bakar Khusus). Bahan Bakar Minyak
yang didistribusikan adalah jenis Premium, Pertamax, Pertalite, dan Solar. BBM
jenis ini didistribusikan untuk wilayah D.I.Yogyakarta, dan sebagian wilayah Jawa
Tengah antara lain kabupaten Magelang, Purworejo, Klaten, serta Temanggung,
sedangkan untuk Bahan Bakar Khusus jenis Avtur didistribusikan untuk DPPU
(Depot Pengisian Pesawat Udara) Adi Sumarmo di Surakarta dan DPPU Adi
Sutjipto di Yogyakarta dan DPPU di Semarang.
PT. Pertamina (Persero) Terminal Bahan Bakar Minyak Rewulu adalah salah
satu unit operasi suplai dan distribusi yang dibangun tahun 1972 dan beroperasi
tahun 1973 dengan luas tanah berkisar 19 Hektar. Terminal Bahan Bakar Minyak
Rewulu merupakan depot Marketing Operation Region IV yang bertempat di
Semarang.
Kegiatan pada PT. Pertamina (Persero) Terminal Bahan Bakar Minyak Rewulu
meliputi penerimaan, penyimpanan atau penimbunan, dan penyaluran. Kegiatan
penerimaan melalui tiga jalur yaitu melalui pipa, melalui mobil tank (Bridger), dan
melalui RTW (Rail Tank Wagon). Kegiatan penyimpanan atau penimbunan
menggunakan sebuah tanki dengan kapasitas besar untuk menyimpan bahan
bakar hasil dari penerimaan. Kegiatan penyalurannya juga menggunakan tiga
jalur yaitu melalui pipa, melalui mobil tank (Bridger), dan melalui RTW (Rail Tank
Wagon).
Terminal BBM Rewulu sudah banyak meraih penghargaan, seperti:
• PROPER Hijau 3 kali berturut-turut (2010, 2011 dan 2012)
• Patra Adhikriya Bumi Utama 2 kali (2009 dan 2011)
• Akreditasi ISO 14001:2004 sejak tahun 2004, ISO 9001:2008 dan OHSAS
18001:2007
4
• POSE (Pertamina Operation Service Excellence) kategori Gold dan
Platinum
• Penghargaan CSR (Corporate Social Responsibility) dari Gubernur DIY.
• Juara I Housekeeping antar Terminal BBM di wilayah Jawa Bagian Tengah
tahun 2012
• Predikat Gold dalam Pertamina Quality Award Region IV untuk kegiatan
Klusterisasi SPBU.
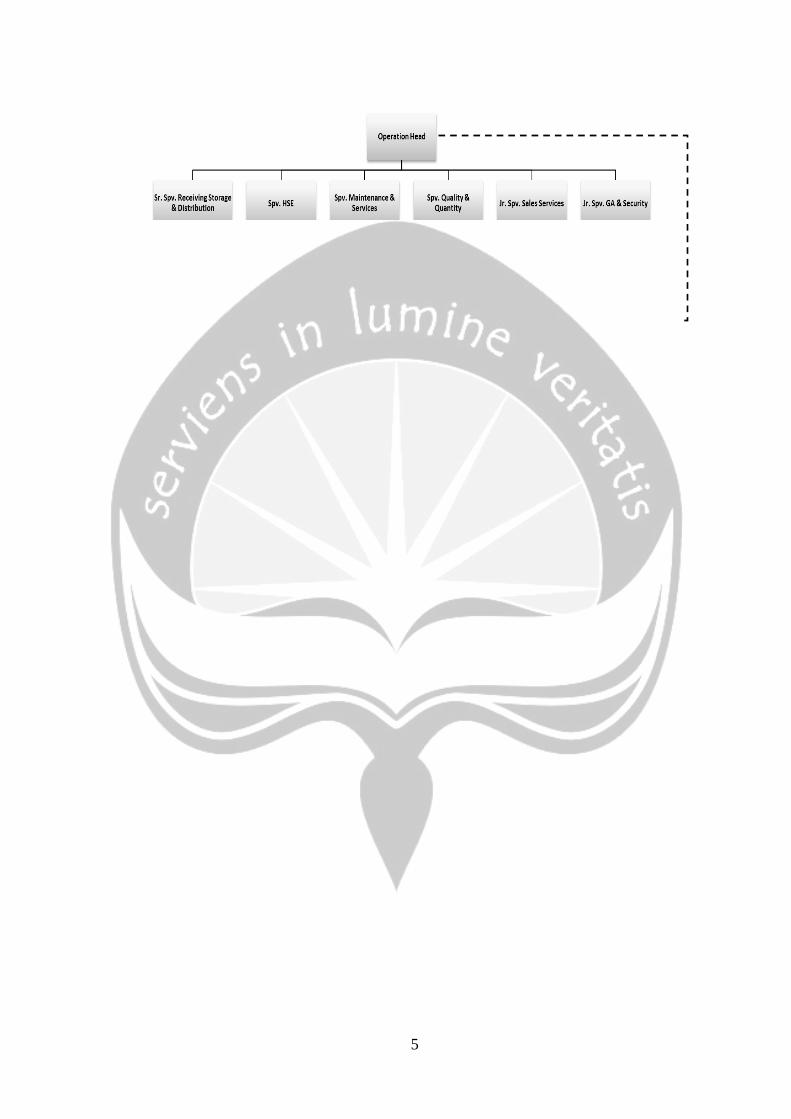
2.2. Struktur Organisasi
Dalam hal ini akan dijelaskan mengenai bagan organisasi dan diskripsinya yang
berada di PT Pertamina TBBM Rewulu sebagai berikut :
2.2.1. Bagan Organisasi
Struktur Organisasi adalah suatu susunan dan hubungan antara tiap bagian
serta posisi yang ada pada suatu organisasi atau perusahaan dalam
menjalankan kegiatan operasional untuk mencapai tujuan yang di harapakan dan
di inginkan. Struktur Organisasi menggambarkan dengan jelas pemisahan
kegiatan pekerjaan antara yang satu dengan yang lain dan bagaimana hubungan
aktivitas dan fungsi. Dalam struktur organisasi yang baik yaitu berkaitan dengan
wewenang dan pertanggung jawaban apa yang akan di kerjakan.Struktur
Organisasi pada PT. Pertamina (Persero) Terminal Bahan Bakar Minyak Rewulu
adalah sebagai berikut:
5
Gambar 2.1. Bagan Organisasi PT Pertamina TBBM Rewulu
2.2.2. Deskripsi Pekerjaan
Jumlah karyawan PT. Pertamina TBBM Rewulu Yogyakarta memiliki total 84
pekerja yang terbagi dalam beberapa departemen bagian sebagai berikut:
• Operational Head : 1 orang
• Sekretaris Operational Head : 1 orang
• P3 Departement : 34 orang
• Maintenance and Service Departement : 6 orang
• HSE Departement : 14 orang
• Quality and Quantity Departement : 4 orang
• Sales and Services Departement : 4 orang
• GA and Security Departement : 20 orang
Kemudian dalam setiap bagian atau departemen pekerjaanya, masing-masing
pekerja memiliki tugas dan wewenang operasional maupun non operasional
yang berbeda-beda. Berikut adalah tugas dan wewenang dari setiap departemen
di PT Pertamina TBBM Rewulu :
6
a. OH (Operation Head)
i. Bertanggung jawab terhadap keselamatan dan kesehatan dari seluruh
pekerjaan, kontraktor, tamu dan masyarakat ketika berada di areal TBBM
Rewulu
ii. Bertanggung jawab menciptakan kebijakan mutu dan K3LL (Kesehatan
Keselamatan Kerja Lingkup Lingkungan)
iii. Bertanggung jawab untuk memastikan bahwa peraturan perundang
undangan di bidang mutu dan K3LL berlaku bagi perusahaan telah
dilaksanakan atau terpenuhi
iv. Berwenang dalam menentukan suatu pekerjaan dapat diteruskan atau
harus dihentikan berdasarkan penilaian dari aspek dan dampak serta
penilaian resiko dari pekerjaan tersebut
v. Berwenang untuk mengeluarkan laporan ketidaksesuaian
vi. Berwenang untuk mengambil tindakan tegas terhadap tindakan-tindakan
yang dapat membahayakan mutu dan K3LL
vii. Berwenang untuk memberlakukan situasi dalam keadaan darurat
b. Receving, Storage, and Distribution Departement (P3)
i. Bertanggung jawab untuk memastikan bahwa semua proses penerimaan,
penimbunan dan penyaluran bahan bakar minyak (BBM) maupun bahan
bakar khusus (BBK) telah dilakukan identifikasi aspek, dampak, serta
penilaian resiko
ii. Bertanggung jawab untuk memastikan bahwa seluruh proses yang bisa
memberikan resiko terhadap kesehatan, keselamatan pekerja, kontraktor,
tamu dan masyarakat sekitar telah dikendalikan
iii. Bertanggung jawab atas seluruh alat-alat dan ukuran keselamatan, dan
apabila terjadi penyimpangan wajib melaporkannya.
iv. Bertanggung jawab memelihara kesadaran kesehatan dan keselamatans
kerja serta lindungan lingkungan dari seluruh pekerja P3 (Penerimaan,
Penimbunan, dan Pendistribusian) dan pengelola transportasi BBM/BBK
v. Bertanggung jawab apabila terjadi ketidaksesuaian di proses
vi. Berwenang untuk mengeluarkan laporan ketidaksesuaian dan tindak
pencegahan serta perbaikannya
vii. Bertanggung jawab untuk memastikan penerapan sistem manajemen
mutu dan K3LL di dalam fungsinya dan memastikan seluruh aspek dan
7
dampak lingkungan penting serta resiko bahaya yang ada di areanya
terdokumentasikan, terekam, dan terkendalikan
viii. Memastikan perencanaan dan program peningkatan di area P3
diterapkan secara efektif dan direkan dengan tepat
c. Maintenance & Service Departement
i. Bertanggung jawab untuk pemeliharaan sarana dan peralatan operasi
berfungsi dengan baik dan aman
ii. Bertanggung jawab untuk melakukan inspeksi terhadap saran dan
peralatan operasi agar selalu siap operasi
iii. Memastikan bahwa kontrak yang dilakukan dengan pihak ketiga sesuai
dengan kebijakan mutu dan K3LL perusahaan
iv. Berwenang untuk mengeluarkan laporan ketidaksesuaian dan tindakan
pencegahan atau perbaikan
v. Bertanggung jawab untuk memastikan penerapan sistem manajemne
mutu dan K3LL di fungsinya dan memastikan seluruh aspek dan dampak
lingkungan penting dan resiko bahaya yang ada di kerja LPJ (Laporan
Pertanggung Jawaban) diterapkan secara efektif dan direkam dengan
tepat
8
d. Supervisor HSE (HSSE/Health Safety Secure and Environment)
i. Memastikan bahwa peraturan yang diacu perusahaan sesuai dengan
peraturan yang terbaru
ii. Bertanggung jawab melakukan evaluasi bahaya-bahaya dari proses yang
ada atau yang baru serta sekaligus untuk mengurangi resiko terjadinya
iii. Bertanggung jawab untuk menetapkan dan mengembangan tanggap
darurat
iv. Berwenang mengeluarkan laporan ketidaksesuaian dan laporan tindakan
pengecegahan atau perbaikan
v. Bertanggung jawab untuk memastikan penerapan sitem manajemen mutu
dan K3LL di fungsinya dan memastikan seluruh aspek dan dampak
lingkungan penting dan resiko bahaya yang ada di areanya telah
terdokumentasikan, direkam, dan dikendalikan
vi. Memastikan perencanaan dan program peningkatan di area P3
diterapkan secara efektif dan direkam dengan tepat
e. Quality and Quantity Departement
i. Bertanggung jawab untuk melakukan pengukuran kepuasan pelanggan
sebagai tolak ukur kinerja TBBM Rewulu dalam melayani konsumen
ii. Melaksanakan pengendalian kualitas dan kuantitas minyak di bagian
penerimaan, penimbunan, dan penyaluran
iii. Bertanggung jawab dalam pengawasan dan pengambilan sampel BBM
untuk uji mutu di laboratorium mini
iv. Bertanggung jawab untuk memastikan penerapan sistem manajemen
mutu dan K3LL di fungsinya dan memastikan seluruh aspek serta
dampak lingkungan, dan apabila terdapat resiko bahaya di area kerjanya
makan harus terdokumentasi, direkam, dan dikendalikan
v. Memastikan perencanaan dan program peningkatan P3 diterapkan
secara efektif dan direkam dengan tepat
f. Sales and Services Departement
i. Beranggung jawab terhadap arah uang yang masuk
ii. Bertanggung jawab terhadap order BBM dari customer
iii. Bertanggung jawab untuk pengkonfirmasian pembayaran serta
pengkonfirmasian bahwa order telah disetujui atau diterima oleh TBBM
Rewulu
9
iv. Bertanggung jawab terhadap pembuatan mapping, waktu untuk BBM
disalurkan
v. Bertanggung jawab atas rekapan dokumen pengorderan BBM untuk
diserahkan kepada P3
g. GA and Security Departement
i. Berkewajiban untuk menjamin pelayanan administrasi terhadap seluruh
pekerja TBBM Rewulu
ii. Berkewajiban untuk membuat program pengembangan terhadap pekerja
TBBM Rewulu
iii. Bertanggung jawab memastikan pelatihan dan kesadaran aspek K3
diberikan kepada seluruh pekerja serta selalu menjaga rekaman pelatihan
iv. Bertanggung jawab dalam mengkoordinir pengamanan TBBM Rewulu
v. Bertanggung jawab memastikan bahwa seluruh pekerja telah
mendapatkan fasilitas APD (Alat Pelindung Diri) yang diperlukan untuk
pelaksanaan pekerjaan
vi. Bertanggung jawab untuk memastikan penerapan sistem manajemen
mutu dan K3LL di fungsinya dan memastikan seluruh aspek dan dampak
lingkungan penting dan resiko bahaya yang ada di daerahnya
terdokumentasi, direkam dan dikendalikan
vii. Memastikan perencanaan dan program peningkatan di area kerja P3
ditetapkan secara efektif dan direkam dengan tepat
2.3. Manajemen Perusahaan
2.3.1. Visi
“MENJADI UNIT USAHA TERBAIK TANGGUH DAN TERPERCAYA”
2.3.2. Misi
1. Memenuhi Kebutuhan Dan Memasarkan BBM / BBK Di Jawa Tengah
Dan Daerah Istimewa Yogyakarta.
2. Memasarkan Produk BBM Secara Profesional Dan Kompetitif Yang
Berorientasi Kepada Kepuasan Pelanggan.
3. Menciptakan Peluang Bisnis Untuk Mendapatkan Profit Bagi Perusahaan.
4. Menghasilkan Nilai Tambah Bagi Stakehorder.
10
2.3.3. Tata Nilai Perusahan
Dalam hal ini PT Pertamina menerapkan enam tata nilai perusahaan yang dapat
menjadi pedoman bagi seluruh karyawan dalam menjalankan perusahaan. Tata
nilai Pertamina tersebut yaitu:
a. CLEAN (BERSIH)
Dikelola secara professional, menghindari benturan kepentingan, tidak
menoleransi suap, menjunjung tinggi kepercayaan dan integritas. Berpedoman
pada asas – asas tata keloa korporasi yang baik.
b. COMPETITVE (KOMPETITIF)
Mampu berkompetisi dalam skala regional maupun internasional, mendorong
pertumbuhan melalui investasi, membangun budaya sadar biaya dan
menghargai kinerja.
c. CONFIDENT (PERCAYA DIRI)
Berperan dalam membangun ekonomi nasional, menjadi pelopor dalam
reformasi BUMN (Badan Usaha Milik Negara) dan membangun kebanggaan
bangsa.
d. CUSTOMER FOCUS (FOKUS PADA PELANGGAN)
Berorientasi pada kepentingan pelanggan dan berkomitmen untuk memberikan
pelayanan yang terbaik kepada pelanggan.
e. COMMERCIAL (KOMERSIAL)
Menciptakan nilai tambah dengan orientasi komersial, mengambil keputusan
berdasarkan prinsip – prinsip bisnis yang sehat.
f. CAPABLE (BERKEMAMPUAN)
Dikelola oleh pemimpin dan pekerja yang professional dan memiliki talenta dan
penguasaan teknis tinggi, berkomitmen dalam membangun kemampuan riset
dan pengembangan.
2.3.4. Ketenagakerjaan
Dalam hal ini PT Pertamina TBBM Rewulu bekerjasama dengan pihak kedua dan
memiliki banyak karyawan. PT Pertamina berkerjasama dengan beberapa
Perusahaan, yaitu:
a. PT. Patra Niaga
Peran utama PT. Patra Niaga adalah mengatur penjadwalan pembogkaran BBM
oleh mobil tangki di filling shed untuk di kirimkan ke SPBU / SPBA / SPBN.

11
b. PT. KAI dan Transportir Mobil Tangki
Peran utama PT. KAI adalah membantu pengiriman BBM melalui jalur kereta api
untuk di kirim dari TBBM Rewulu ke TBBM Madiun dan jalur yang lain adalah
menerima BBM dari TBBM Cilacap ke TBBM Rewulu.
c. Dinas Metrologi
Peran utama Dinas Metrologi adalah melakukan pengecekan atau kalibrasi dan
tera ulang untuk mobil tangki.
2.3.5. Pemasaran Perusahaan
Dalam pemasarannya PT. Pertamina TBBM Rewulu hanya menerima order yang
telah sebelumnya disepakati bersama dengan customer, dan apabila ada order
lain di luar kesepakatan maka harus melakukan konfirmasi Kantor Pusat
Marketing Region IV yang berlokasi di Semarang terlebih dahulu.
2.3.6. Fasilitas Perusahaan
Dalam hal ini PT Pertamina TBBM Rewulu memiliki beberapa fasilitas yang
umum digunakan di berbagai pertamina lainnya, yaitu:
a. Pos Satpam
Sebuah keamanan sangatlah penting apalagi di bagian minyak dan gas yang
sangat mudah terbakar. Tugas satpam pastinya untuk pengamanan dan
penjagaan bila ada orang asing datang ke PT. Pertamina TBBM Rewulu. Semua
tamu yang akan memasuki kawasan pasti terlebih dahulu dibawa di pos satpam
untuk memastikan tujuannya sehingga kawasan tetap aman.
b. Masjid
Rumah ibadah yang disediakan bagi para karyawan maupun atasan untuk
melakukan sholat 5 waktu. Masjid disini tidak terlalu besar ataupun kecil.
c. Parkiran Kendaraan
Sebuah tempat yang digunakan untuk memarkirkan kendaraan supaya rapi dan
terhindar dari panas matahari. Parkiran disini besar dan sesuai dengan karyawan
atau atasan atau tamu yang ada.
d. Parkiran Sepeda
Sebuah tempat yang digunakan untuk memarkirkan sepeda dengan aman dan
rapi.
e. Toilet Perusahaan
Toilet disini digunakan karyawan, atasan, dan tamu buang air kecil maupun
buang air besar.
f. Area Merokok
12
Area merokok disediakan untuk orang – orang yang merokok. Didaerah area
merokok terdapat tempat untuk charge handphone.
g. Tenda Tunggu
Tenda tunggu digunakan untuk para driver beristirahat sambil menunggu
panggilan pengisian BBM.
h. Gudang Non BBM
Gudang ini berfungsi untuk penempatan atau meletakan alat – alat yang tidak
terpakai maupun yang masih terpakai seperti valev, pipa, dsb.
i. Bengkel
Bengkel disini digunakan untuk memperbaiki peralatan yang rusak agar menjadi
benar kembali.
j. Rumah Generator Listrik
Rumah generator listrik berfungsi untuk menjegah terjadinya listrik padam
sehingga distribusi dapat terus berjalan sesuai jadwal.
k. Lampu Penerangan
Lampu penerangan berfungsi untuk menerangi jalanan pada saat malam hari
karena PT Pertamina TBBM Rewulu beroperasi selama 24 jam sehingga
penerangan sangat dipentingkan.
l. Rumah Pompa Pemadam Kebakaran
Rumah pompa berfungsi untuk mempercepat keluarnya air yang ada di bak
sehingga pengatasian kebakaran lebih cepat dilakukan.
m. Bak Air Pemadam Kebakaran
Bak Air berfungsi untuk menampung air sehingga bila terjadi kebakaran, air
sudah siap digunakan untuk memadamkan kebakaran.
n. Peralatan Pemadam Kebakaran
Untuk memadamkan api pada saat terjadinya kebakaran maka PT. Pertamina
TBBM Rewulu menyediakan beberapa alat pemadaman ringan di setiap lokasi
sesuai dengan bahaya yang ada.
o. TERA Station
TERA Station digunakan untuk pengecekan mobil berkala sehingga mobil tangki
layak untuk dioprasikan.
13
BAB 3
TINJAUAN SISTEM PERUSAHAAN
3.1. Proses Bisnis Perusahaan atau Unit Usaha atau Departemen
PT. Pertamina TBBM Rewulu adalah salah satu depot pertamina yang berfungsi
sebagai penyuplai BBM se - DIY dan Jawa Tengah. Depot merupakan tempat
penyimpanan atau penimbunan dari kilang minyak ataupun depot lain. Kemudian
BBM yang telah diterima akan disalurkan kembali menuju depot lain atau bisa
langsung dikirimkan menuju ke retail. Berikut adalah gambaran aliran BBM
secara garis besar dari sumber kilang minyak dan depot Pertamina yang
mengirimkan BBM ke TBBM Rewulu:
Gambar 3.1. Aliran BBM yang Melewati TBBM Rewulu
Dalam proses bisnisnya sendiri, pertamina mempunyai SOP (Standard Operating
Procedure) atau dalam pertamina sendiri sering disebut sebagai TKU (Tatanan
14
Kerja Umum). TKU ini digunakan sebagai standar pekerjaraan dalam
keseluruhan sistem, ada juga TKI (Tatanan Kerja Individu) yaitu standar atau
acuan kerja untuk masing-masing individu atau pekerja. Kemudian masing -
masing bagian pekerjaan individu tersebut mempunyai TKPA (Tatanan Kerja
Pemakaian Alat) yang digunakan sebagai prosedur penggunaan alat penunjang
pekerjaannya, dan untuk keseluruhan SOPnya secara runtut dapat dijabarkan
sebagai berikut:
1. Langkah Pertama:
Pengorderan dari retail atau depot lain menggunakan aplikasi MS2 yang sudah
terintegrasi secara online. MS2 ini sendiri, merupakan aplikasi yang digunakan
untuk menjalin komunikasi antara bagian Sales Services Depot TBBM Rewulu
dengan customernya.
Gambar 3.2. Rekap Data Purchase Order TBBM Rewulu

15
Setelah melakukan pengorderan, customer harus terlebih dahulu melakukan
pembayaran atas order yang diminta melalui bank yang tersedia, kemudian bank
akan mengkonfirmasi ke TBBM Rewulu berupa SO (Sales Order) dan barulah
setelah SO di terima oleh bagian Sales Services TBBM Rewulu, data akan di
rekap dan kemudian di konfirmasikan kepada customer bahwa pembayaran telah
diterima. Dan apabila terdapat kesalahan dalam pengorderan atau kesalahan
pada proses pembayaran, Sales Services lah yang bertanggung jawab untuk
menyampaikan ke customer atas kesalahan tersebut.
2. Langkah Kedua
Setelah data pengorderan telah direkap dan dikonfirmasikan, maka bagian Sales
Services akan memberikan Rencana pengiriman, Purchase Order serta lokasi
penerima atau konsinyasinya kepada bidang Distribusi. Kemudian bagian
distribusi akan memeriksa dan menandatangani:
a. BPP dan dokumen pendukungnya
b. Log book pemakaian meter arus dan laporannya
c. Berita acara pengisian mobil tangki beda muatan antara volume muatan
dengan kapasitas kompartemen mobil tangki
d. Laporan realisasi GI penyaluran mobil tangki
Kemudian bagian distribusi akan membuat rencana pengiriman H-1 ke SPBU
sesuai dengan SMS SPBU ke program MS2 yang telah disepakati sesuai dengan
Clusterisasi SPBU. Dan setelah menandatangani surat persetujuan tersebut,
maka bagian distribusi akan menyerahkannya segala dokumen kelengkapan
pendistribusian kepada Patra Niaga.
3. Langkah Ketiga
Patra Niaga sendiri, adalah anak buah perusahaan Pertamina yang merupakan
perusahaan yang bergerak di bidang Pemasaran dan Niaga. Dan di TBBM
Rewulu sendiri, Patra Niaga lebih bergerak pada bidang pendistribusian melalui
jalur darat yaitu mobil tanki. Setelah Patra Niaga mendapatkan surat persetujuan
beserta dengan dokumen, maka Patra Niaga akan memerintahkan pekerja yaitu
sopir tanki dan kernetnya untuk melakukan pengisian mobil tanki. Setelah mobil
tanki sudah terisi, terverifikasi, dan telah diberi surat jalan maka barulah mobil
tanki dapat meninggalkan depot untuk kemudian mendistribusikan BBM ke
tempat yang sudah ditentukan.
16
RUANG LINGKUP SPBU EKS TBBM REWULU
JOGJA 21 SPBU
BANTUL 20 SPBU
G. KIDUL 13 SPBU
KEBUMEN 1 SPBU
MAGELANG 27 SPBU
SLEMAN 38 SPBU
T.MANGGUNG 14 SPBU
K.PROGO 12 SPBU
PURWOREJO 14 SPBUKLATEN 3 SPBU
SPDN 2 SPBU
Gambar 3.3. Lingkup Distribusi TBBM Rewulu
3.2. Layanan Yang Diberikan
Pemilihan quality dan quantitas dari bahan bakar yang mumpuni, dan dinilai
layak. Produk Bahan Bakar Minyak berupa Pertalite, Pertamax, PertaDex, Dexlite
dan bahan bakar subsidi yang terdiri dari premium dan biosolar. Produk Bahan
Bakar Khusus yang tidak terkecuali adalah Avtur. Pemberian produk dan layanan
yang diberikan tidak terkecuali adalah penyediaan bahan pendukung seperti
pelumas dan pelarut, yang dimana produk seperti oli.
17
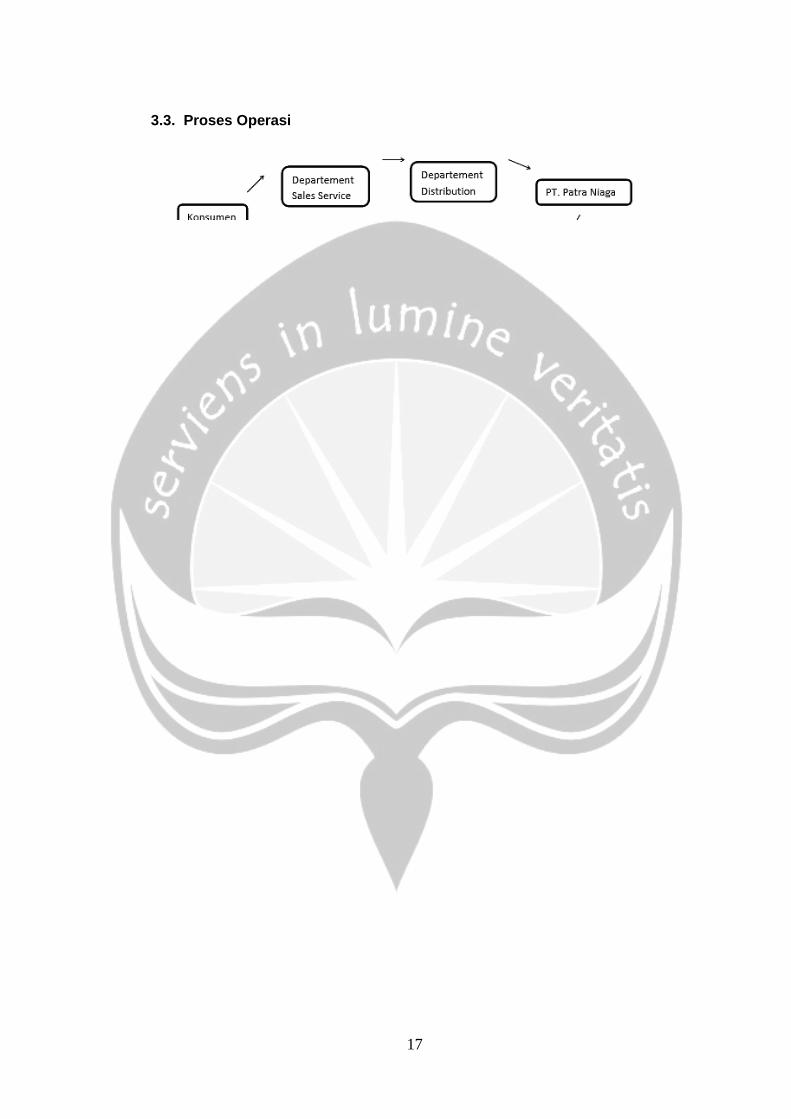
3.3. Proses Operasi
Gambar 3.4. Diagram Aliran Proses Operasi
Proses Operasi yang dimilikioleh PT. Pertamina dalam pendistribusian bahan
bakar minyak dan bahan bakar khusus melalui mobil tangki yaitu berawal dari
konsumen (SPBU) meminta / membeli bahan bakar yang diinginkan kepada
bagian sales service, pada sales service permintaan dari konsumen di data
dalam pendataan ini menggunakan software OSDS (Online Sales Distribution
System), permintaan tidak langsung diberikan LO atau tidak langsung dipenuhi,
bagian sales service mengirim data kepada distribution terkait perihal tentang
pendistributian dan pemberian LO, ketika sudah disetujui oleh distribution maka
permintaan dari SPBU akan diberikan LO dan permintaan akan diproses lebih
lanjut. Bagian Distribution mengirimkan data untuk PT. Patra Niaga untuk
menyiapkan angkutan berupa tangki berapa kompartemen dan jalur yang
ditentukan oleh pihak PT.Patra Niaga sendiri. Data pemilihan mobil dan tangki
dan jalur diberikan lagi kepada bagian distribusi untuk di check. Kemudian data
dari PT. Patra Niaga diberikan kepada pihak PT. DSP, yang mengurus sistem
NGS (New Gantry System), tugas dari DSP adalah menentukan mobil tangki
akan diisi bahan bakar apa saja, dan berapa jumlah nya. Dan PT. Patra Niaga
menyiapkan AMT (Sopir mobil tangki) yang ditugaskan untuk mendistribusikan
kepada SPBU yang sudah ditentukan.
3.4. Fasilitas Operasi
Dalam hal ini akan dijelaskan mengenai fasilitas operasi yang ada PT Pertamina
TBBM Rewulu sebagai berikut :
18
3.4.1. Gate
Gambar 3.5. Gate In / Gate Out
Gate merupakan suatu tempat pengecekan mobil tangki, dimana terdapat dua
gate yaitu gate-in dan gate-out. Gate-in adalah tempat masuk untuk mobil tangki
yang nantinya akan diproses lebih lanjut yaitu pengisian bbm untuk
didistribusikan. Sistem dari gate-in ini, driver diminta untuk menunjukkan kartu
agar dapat masuk ke dalam area. Driver juga mencetak surat jalan pada mesin
yang sudah disediakan. Sedangkan untuk gate-out adalah tempat keluar untuk
mobil tangki yang dimana prosedur dalam gate-out ini adalah pengecekan dan
penyegelan. Pengecekan mobil tangki yaitu pengecekan bbm dan berapa liter
bbm yang akan didistribusikan, ketika bbm yang akan didistribusikan tidak sesuai
dengan data maka mobil tangki akan diminta untuk melakukan pengisian ulang
secara manual. Dan dalam gate-out ini juga terdapat sistem segel dimana nanti
mobil tangki yang sudah lulus verifikasi, maka tangki akan disegel dan siap untuk
didistribusikan.

19
3.4.2. Tangki Timbun
Gambar 3.6. Tangki Timbun
Tangki timbun adalah suatu tempat yang digunakan untuk penyimpanan atau
penimbunan bahan bakar minyak. Bahan bakar minyak yang disimpan di tangki
timbun yaitu jenis Premium, Pertamax, Pertalite, dan Solar. Pada Terminal BBM
Rewulu terdapat 22 tangki yang masing-masingnya menyimpan bahan bakar
yang berbeda. Setiap tangki timbun memiliki kapasitas yang berbeda - beda.
Bahan bakar yang disimpan pada tangki merupakan hasil dari pengiriman dari
pusat ataupun depot lain. Dan dari ketiga sistem pengiriman yang ada yaitu RTW
(Rail Train Wagon), Pipa, dan mobil tangki, semua dari penerimaan akan
disimpan di tangki timbun.
20
3.4.3. Mobil Tangki
Gambar 3.7. Mobil Tangki
Mobil tangki adalah alat transportasi yang digunakan untuk mendistribusikan
bahan bakar minyak. Bahan bakar minyak yang didistribusikan adalah bahan
bakar jenis premium, pertalite, pertamax, dan solar. Bahan bakar minyak
didistribusikan ke SPBU yang merupakan cakupan area TBBM Rewulu atau
didistribusikan ke depot lain. Adapun bahan bakar minyak ini didistribusikan
kepada instansi lain untuk keperluan perusahaan. PT. Patra Niaga yang bertugas
atau yang bertanggung jawab penuh dalam membawahi mobil tangki, mulai dari
mobilnya itu sendiri hingga sopir yang akan mengantarkan atau mendistribusikan
bahan bakar minyak.
21
3.4.4. RTW (Rail Train Wagon)
Gambar 3.8. RTW (Rail Train Wagon)
Rail train wagon adalah alat pendistribusian bahan bakar dengan menggunakan
saluran ketel yang diangkut oleh kereta api. Ada dua jalur utama dalam RTW
(Rail Train Wagon) yaitu pengiriman dan penerimaan. Keseluruhan rel yang
beroperasi yaitu berjumlah tiga rel kereta, dua rel merupakan penerimaan, dan
satu rel merupakan pengiriman. Penerimaan bahan bakar yang menggunakan
dua rel kereta, merupakan pengiriman dari dari Cilacap. Dan satu rel pengiriman
yang berfungsi mengirimkan bahan bakar menuju ke madiun. Produk yang
diterima maka akan dilakukan beberapa pengujian terhadap volume, dan
kualitasnya. Setelah lulus pengujian maka proses pemompaan dari ketel menuju
tangki timbun.Pada Terminal BBM Rewulu sedang dilaksanakan pembangunan
shelter yang nanti nya dapat menambah rel yang beroperasi.

22
3.4.5. Pipa
Gambar 3.9. Pipa
Pipa adalah jalur pipa yang digunakan untuk menghubungkan pusat - depot, dan
depot – depot. Penyaluran menggunakan pipa besar yang biasa disebut dengan
C-Y 1 dan C-Y 2. C-Y yang berarti jalur dari Cilacap menuju Yogyakarta. C-Y 1
dan C-Y 2 mempunyai jalur pipa yang berbeda, dimana C-Y 1 yaitu dari TTL
(Lomanis), menuju ke Maos, kemudiantujuan terakhir menuju ke Rewulu
Yogyakarta. C-Y 2 yaitu dari TTL (Lomanis), menuju ke Rewulu Yogyakarta,
kemudian tujuan terakhir menuju ke Boyolali. Bahan bakar yang dikirim dari
cilacap yaitu jenis bahan bakar minyak dan khusus. Dimana dalam sekali
pengiriman tidak dilakukan satu per satu jenis bahan bakar, melainkan bahan
bakar yang dikirim langsung sekaligus. Depot yang dituju hanya mengambil jatah
bahan bakar yang sudah disetujui. Ketika bahan bahar sudah sampai maka akan
dipisah antar bahan bakar dan akan dipompa menuju tangki timbun nya masing-
masing bahan bakar.
23
3.4.6. Pompa
Gambar 3.10. Pompa
Pompa berfungsi untuk mendorong atau memompa bahan bakar dari tangki
timbun menuju filling shed yang kemudian nanti akan didistribusikan
menggunakan RTW (Rail Train Wagon), dan mobil tangki (Bridge). Setiap pompa
mempunyai warna yang berbeda-beda, hal ini digunakan untuk mengorganisasi
bahan bakar. Warna kuning merupakan premium, warna biru muda merupakan
kerosine, warna biru tua merupakan pertamax, warna putih merupakan avtur,
warna hijau merupakan fame (campuran), warna abu - abu merupakan solar.
24
3.4.7. Valve
Gambar 3.11. Valve
Valve adalah alat untuk mengatur arah aliran minyak dari pusat ke depot maupun
dalam penyaluran. Pada Terminal BBM Rewulu sebagian besar valve digunakan
untuk mengontrol hidup matinya pipa. Mengatur aliran pipa yang biasa disebut
dengan switch pipa. Cara kerja valve diatur oleh control room yang bertugas
untuk mengontrol aliran arus pipa yang digunakan dan yang akan dilalui bahan
bakar. Adapun valve manual dalam mengetahui jenis bahan bakar apa yang
nanti nya akan disimpan ke tangki timbun dan yang akan didistribusikan ke depot
selanjutnya.

25
3.4.8. Control Room
Gambar 3.12. Control Room
Control Room adalah salah satu ruangan di Terminal TBBM Rewulu yang
berfungsi untuk mengontrol proses aliran distribusi. Dimana proses distribusi
yaitu penerimaan dari pusat maupun depot lain dan penyaluran ke tiap - tiap
fiiling shed yang tersedia. Control room selalu bekerja 24 jam, dimana dibagi
dalam tiga shift yang masing - masing shift nya sudah terjadwal. Control room
mengontrol semua masuknya kiriman yang dikirim oleh pusat maupun depot.
Cara kerja control room yaitu mengatur membuka dan menutup semua valve
yang terdapat dalam area tangki timbun. Pada control room terdapat panel -
panel untuk mengatur. Masing - masing panel memiliki tiga tombol yaitu tombol
merah yaitu membuka valve, hijau yaitu menutup, dan kuning yaitu membuka
sebagian. Tugas dari orang control room yaitu mengecek volume bahan bakar
yang diterima maupun dikirim dan memantau keluar masuk nya bahan bakar.
26
3.4.9. Filling Shed
Gambar 3.13. Filling Shed
Filling Shed adalah alat yang berfungsi sebagai tempat pengisian bahan bakar.
Proses pengisian dilakukan dari pengambilan bahan bakar dari tangki timbun
yang dipompa menggunakan pompa motor yang langsung menuju ke filling shed.
Dari filling shed sendiri akan disalurkan ke mobil tangki (Bridge) dan RTW (Rail
Train Wagon) yang nantinya siap untuk didistribusikan ke tujuan menurut dengan
masing - masing permintaan jenis bahan bakar. Terminal BBM Rewulu
mempunyai filling shed di bagian RTW untuk mengisi tangki kereta, dan 4 bay
otomatis dan 8 bay manual yang beroperasi dalam pengisian mobil tangki. Filling
shed otomatis lebih efektif karena sudah terintegrasi dimana operator tidak perlu
mengatur jumlah keluar nya bahan bakar untuk mengisi tangki. Berbeda dengan
bay manual yang dimana operator masih bekerja untuk memastikan bahan bakar
yang dimasukkan ke tangki sudah tepat atau belum.
27
3.4.10. ATG (Automatic Tank Gauging)
Gambar 3.14. ATG
Automatic Tank Gauging merupakan alat ukur berupa hardware dan software
yang berfungsi untuk memonitor ketinggian, densitas, suhu bahan bakar dalam
tangki timbun dan kecepatan aliran bahan bakar dalam pipa. Automatic Tank
Gauging dapat dipantau pada software di komputer yang berada di control room.
Dengan Automatic Tank Gauging operator lebih mudah memantau catatan
bahan bakar yang terdapat dalam tangki, sehingga lebih kecil kemungkinan
pengukuran secara manual.
28
BAB 4
TINJAUAN PEKERJAAN MAHASISWA
4.1. Lingkup Pekerjaan
• Nama Departemen : P3 (Penerimaan, Penimbunan, dan Penyaluran)
• Penempatan : Distribusi
• Deskripsi Departemen : Bertanggung jawab untuk memastikan semua proses
penerimaan, penimbunan, dan penyaluran BBM (Bahan Bakar Minyak) / BBK
(Bahan Bakar Khusus) telah dilakukan identifikasi aspek dan dampak
• Pembimbing : Rizky Yudhistira
• Jabatan Pembimbing : Sr. Spv Receiving, Storage, and Distribution
• Pekerjaan Mahasiswa:
Lingkup pekerjaan mahasiswa teknik industri ada tiga yaitu perancangan,
perbaikan dan implementasi. Dari ketiga tugas tersebut yang paling tepat
untuk penulis lakukan di perusahaan tersebut adalah dengan perbaikan.
Karena dari hasil identifikasi, masalah yang ditemukan adalah munculnya
antrian pada pengisian mobil tangki.
Kemudian mahasiswa mengarahkan diri untuk melakukan perbaikan dalam
upaya mengatasi adanya antrian pada pengisian mobil tangki. Kemudian
masalah itu tadi akan dijadikan projek besar untuk tim, dengan pembagian
tugas sebagai berikut:
Gambar 4.1. Diagram Pembagian Tugas Berdasarkan Projek Besar
Dari projek ini nanti akan dihasilkan solusi berupa layout arm pada setiap bay
berdasarkan identifikasi dan analisis yang optimal.
Pengidentifikasian dan penyelesaian bagian
Utilitas Bay
Pengidentifikasian dan penyelesaian
bagian Utilitas Arm
Pengidentifikasian dan penyelesaian
bagian Variasi Produk
Herjuno
Asihmirmo Filipus Lewi
Abednego
Dimas Nur
Cahyo
29
4.2. Tanggung Jawab dan Wewenang dalam Pekerjaan
Dari pembagian tugas dari tim, mahasiswa memiliki tanggung jawab tentang
identifikasi dan analisis tentang utilitas waktu kerja tiap bay. Ketidakseimbangan
utilitas bay sangat berpengaruh terhadap masalah pada pengisian tiap bay, yaitu
antrian yang terdapat pada pengisian tiap bay yang disebabkan oleh pengisian
mobil tangki di dalam bay tidak merata, dan utilitas tiap bay yang tidak seimbang.
Mahasiswa memiliki wewenang untuk observasi dan mengidentifikasi masalah
yang ada pada perusahaan, mahasiswa juga dapat mengambil data yang
dianggap diperlukan dalam pengolahan data dan solusi. Akan tetapi
pengidentifikasian dan pengambilan data serta pemberian solusi dibawah
bimbingan dosen pembimbing kerja praktek dan pembimbing lapangan di
perusahaan.
Pada bagian pembagian tugas tim, mahasiswa memiliki posisi pertama yaitu
data-data berawal dari apa yang mahasiswa kerjakan. Mahasiswa memilki tugas
untuk menanalisis waktu kerja tiap bay, yang nantinya data yang diperoleh akan
dilanjut kerjakan oleh tim hingga mencapai hasil akhir yaitu solusi dari layout
optimal dalam mengurangi antrian dalam pengisian mobil tangi.
4.3. Metodologi Pelaksanaan Pekerjaan
Dalam sub bab ini akan dijelaskan, bagaimana langkah-langkah pekerjaan atau
tugas yang telah dilakukan.
Gambar 4.1. Diagram Proses
Melakukan Observasi / Pengamatan
Melaporkan Temuan Masalah
Melakukan Identifikasi Masalah
Mencari Data yang Sesuai
Menganalisis Data yang Ada
Melakukan Penyusunan dan
Menyimpulkan Solusi Terbaik
30
Langkah pertama yang harus dilakukan yaitu berkaitan dengan observasi /
pengamatan. Dalam melakukan observasi / pengamatan, mahasiswa diminta
untuk kritis untuk mengamati apa saja yang dilakukan oleh perusahaan dalam
pekerjaannya. Dalam proses pengamatan apabila ditemukan masalah yang
dianggap mengganggu, maka mahasiswa melaporkan bahwa mahasiswa telah
menemukan masalah yang dianggap mengganggu / menghambat dalam kinerja
proses. Proses identifikasi masalah juga sangat diperlukan untuk menunjang
dalam pencarian sebab akibat yang dapat timbul ketika ada masalah tersebut.
Ketika sudah diketahui sebab akibat dari suatu masalah maka akan dicari data
yang dianggap menunjang dalam penyelesaian masalah tersebut. Data-data
yang sudah didapat akan diolah dan dianalisis agar mendapatkan solusi yang
baik juga dapat mensimulasikan dan menyimpulkan pemilihan solusi yang
dianggap terbaik.
Pengerjaan yang dilakukan oleh tim yaitu observasi yang dilakukan oleh
bersama-sama karena pada proses observasi sendiri membutuhkan
kesepakatan bersama, dan dalam pemilihan untuk pengambilan masalah yang
didapatkan yaitu berupa keputusan dari kelompok tim. Dan pengambilan
masalah yaitu masalah yang paling besar dan masalah yang sangat dibutuhkan
jalan keluarnya oleh perusahaan, oleh karena itu pemilihan masalah pada antrian
bay pengisian bahan bakar dipilih untuk menyelesaikan dan membantu
mengatasi masalah tersebut
Mahasiswa berfokus kepada pengolahan data thruput dan pengolahan data dari
waktu kerja tiap bay nya oleh NGS (New Gantry System). Data-data tersebut
dianalisis untuk fokus kepada penyelesaian ketidakseimbangan utilitas pada bay.
Data yang sudah dikerjakan oleh mahasiswa nanti akan diteruskan oleh Fillipus
Abednego yang mengerjakan utilitas arm pada setiap bay. Pemilihan pengerjaan
utilitas bay dahulu setelah itu arm karena di setiap bay sendiri terdiri dari
beberapa arm yang digunakan untuk penyaluran bahan bakar ke mobil tangki.
Kemudian dari data dan analisis dari mahasiswa dan Fillipus Abednego
digunakan oleh Andreas Dimas untuk dikerjakan lebih lanjut mengenai variasi
pengisian mobil tangki. Pemilihan variasi pengisian mobil tangki setelah utilitas
arm karena setiap arm memiliki bahan bakar yang berbeda-beda oleh karena itu
pemplotan variasi berdasarkan arm yang digunakan dalam setiap bay nya.
31
4.4. Hasil Pekerjaan
4.4.1. Observasi / Pengamatan
Dari pengamatan yang kami peroleh, kami menemukan adanya antrian pada
pengisian muatan mobil tangki (bridger).
Gambar 4.1. Antrian Mobil Tangki
4.4.2. Identifikasi Masalah
Dengan adanya perubahan system dari manual yaitu menggunakan filling sheet
lama kemudian menggunakan system terotomasi yaitu NGS, tentunya perubahan
ini mempengaruhi system operasi. Hal ini dikarenakan adanya masa transisi atau
penyesuaian dari proses operasi lama, menjadi proses operasi yang baru.
Proses transisi ini melibatkan adanya perubahan pada penggunaan mesin / alat
yang digunakan dalam proses filling, dari yang awalnya 16 mesin filling lama
dengan satu produk per mesin, menjadi 4 mesin filling baru dengan multi produk.
Proses transisi menuju otomasi ini sangatlah dianjurkan pada era sekarang,
apalagi Pertamina juga sudah menjadi salah satu perusahaan yang berkelas
dunia. Dengan adanya penggunaan NGS maka lossis akan berkurang, kualitas
produk akan lebih terjamin, dan dapat mengurangi jumlah SDM. Transisi ini juga
memperbaiki flow rate dari 700 liter/min menjadi 2000 liter/min.
Tentu antrian ini disebabkan karena adanya ketidak sesuain antara jumlah mobil
tangki yang beroprasi dibandingkan dengan jumlah mesin yang beroprasi.
Kemudian dari analisis yang kami lakukan, hal lain yang mempengaruhi adanya
antrian tadi karena variasi produk pada tiap mesinnya yang kurang optimal.
Kemudian ada beberapa alasan yang menjadi pertimbangan untuk
menambahkan mesin NGS, yaitu:

32
a. Penggantian setting/setup/coding yang digunakan dalam system
Penggantian coding ini tentulah akan sangat sulit dilakukan, karena dengan
menambah satu Bay maka DSP harus melakukan perubahan pada system input
serta proses data yang merupakan bagian vatal. Dan apabila terjadi sedikit saja
kesalahan maka akan mengganggu seluruh pekerjaan di TBBM Rewulu.
b. Terganggunya proses operasional
Tentu dalam pengaplikasiannya, proses pembangunan Bay baru akan
membutuhkan perhatian khusus dari seluruh jajaran operasional, di samping itu
pekerjaan seperti perpindahan material dalam pembangunan, serta ruang yang
dibutuhkan akan mengganggu proses operasi yang sedang berlangsung.
c. Biaya
Dari segi pertimbangan sendiri, untuk pembuatan satu Bay pertamina
membutuhkan dana sebesar 2 miliyar rupiah. Sehingga hal ini menjadi
pertimbangan sendiri untuk pertamina lebih memilih pengoptimalan dari mesin
yang sudah ada.
Dari identifikasi masalah yang dilakukan didapatkan tiga kategori masalah utama
yaitu:
i. Ketidakseimbangan utilitas bay
ii. Ketidakseimbangan utilitas arm
iii. Variasi pengisian pada mobil tangki
Dari ketiga masalah utama diatas, penulis berfokus kepada masalah yang ada
pada bay pengisian, dimana dalam pengisian mobil tangki di dalam bay tidak
merata, dan utilitas tiap bay yang tidak seimbang.
4.4.3. Data Pengamatan
Data pengamatan meliputi urutan proses aliran informasi yang telah dijelaskan di
bab 3. Data ini didapatkan melalui beberapa tahapan yaitu perijinan dari
Operasional Head, kemudian diteruskan untuk pembuatan surat pengantar dari
pembimbing lapangan, barulah kemudian menemui staff yang memegang
kendali atas data tersebut.
Data thruput adalah data yang menunjukkan penjualan dari bahan bakar minyak
ataupun bahan bakar khusus pada hari tersebut. Data thruput yang didapat
sudah berupa data bersih dimana data yang didapat sudah dijumlah dari proses
33
pendistribusian mulai dari awal hingga akhir pada hari tersebut. Data thruput
yang diambil adalah data thruput pada hari sabtu. Alasan dalam pemilihan hari
tersebut karena pada hari sabtu merupakan hari dimana permintaan konsumen
tinggi yang menyebabkan penjualan tinggi. Hari sabtu yang memiliki penjualan
tertinggi dipilih karena dapat menutupi atau mewakili hari-hari lain.
Data thruput yang didapatkan dari bagian yang mengurusi penjualan yaitu bagian
sales dan distribution. Bagian sales and distribution yang memberikan alasan
pengambilan data pada hari sabtu karena merupakan permintaan yang
terbanyak selama satu minggu.
a. Data Thruput BBM / BBK Mobil Tangki
Tabel 4.1. Tabel Data Thruput Mobil Tangki
Jenis PertaDex Dexlite Avtur Pertamax Pertalite Premium Biosolar
Jumlah
(KL)
26 51 432 544 1416 920 784
Dari tabel diatas merupakan hasil thruput pada hari sabtu dimana penjualan
bahan bakar minyak yaitu PertaDex sebanyak 26 kiloliter, Dexlite sebanyak 51
kiloliter, Pertamax sebanyak 544 kiloliter, Pertalite sebanyak 1416 kiloliter,
Premium sebanyak 920 kiloliter, Biosolar sebanyak 784 kiloliter, dan bahan bakar
khusus Avtur sebanyak 432 kiloliter.
Data thruput ini nanti akan digunakan sebagai dasar penentuan utilitas
pembagian beban kerja tiap bay, karena dapat dilihat dari pengamatan bahwa
ada beberapa bay yang mengalami waktu tunggu lebih banyak dibandingkan bay
lainnya. Utilitas waktu tiap bay ditentukan oleh pendistribusian beban dari tiap
bahan bakar yang ditentukan.
Data thruput ini digunakan sebagai data patokan dimana pendistribusian beban
tiap bay tidak sama atau tidak merata. Dari data ini kita dapat mengetahui solusi
terbaik dari bahan bakar minyak atau bahan bakar khusus yang akan di
distribusikan di tiap bay nya sehingga pendistribusian bay merata dan tidak
menyebabkan antrian dalam pengisian bahan bakar di setiap bay nya.
34
b. Data Arm tiap Bay
Tabel 4.2. Tabel Arm tiap Bay
ARM BAY 1 BAY 2 BAY 3 BAY 4
ARM 1 - Pertamax /
Pertalite
Premium Biosolar
ARM 2 PertaDex /
Dexlite
Premium - Premium
ARM 3 Avtur - Biosolar -
ARM 4 - - Biosolar Pertamax /
Pertalite
Tabel diatas merupakan data arm dari tiap-tiap bay yang tersedia. Setiap bay
terdiri dari 4 arm akan tetapi yang digunakan hanya dua hingga tiga arm yang
digunakan karena dari perusahaan sendiri belum bisa menambah karena proses
instalasi yang mahal dan membutuhkan waktu yang lama
Dari data arm tiap bay yang didapat yaitu:
i. Bay 1 berisi dua arm yaitu arm untuk menyalurkan produk Dex yaitu
Pertadex dibending dengan Dexlite dan satu arm lagi arm untuk
menyalurkan Avtur
ii. Bay 2 berisi dua arm yaitu arm untuk menyalurkan premium dan satu arm
lagi untuk menyalurkan pertamax dan pertalite, alasan kenapa pertamax
dan pertalite dijadikan satu arm karena pertalite merupakan hasil bending
pertamax oleh karena itu penggunaan satu arm digunakan untuk
menyalurkan kedua bahan bakar tersebut tidak menimbulkan masalah
pencampuran.
iii. Bay 3 berisi tiga arm yaitu arm pertama menyalurkan premium, arm kedua
menyalurkan bio solar, dan arm ketiga juga menyalurkan biosolar.
iv. Bay 4 berisi tiga arm yaitu arm pertama menyalurkan biosolar, arm kedua
menyalurkan premium, dan arm ketiga menyalurkan pertamax/pertalite.

35
Data Arm Tiap Bay ini nanti akan dijadikan acuan atau dasar pemilihan variasi
terbaik untuk menentukan solusi akhir.
4.4.4. Analisis Data
a. Persentase Data Thruput BBM dan BBK
Gambar 4.2 Persentase Thruput BBM dan BBK
Presentase Thruput bahan bakar minyak dan bahan bakar khusus digunakan
agar penulis mengetahui seberapa banyak permintaan konsumen dari tiap-tiap
bahan bakar minyak maupun bahan bakar khusus. Dari data persentase thruput
yang didapat pertadex mempunyai tingkat persentase hanya 1 persen, dexlite
mempunyai tingkat persentase juga 1 persen, avtur mempunyai tingkat
persentase 10 persen, pertamax mempunyai tingkat persentase 13 persen,
pertalite mempunyai tingkat persentase 34 persen, premium mempunyai tingkat
persentase 22 persen,dan biosolar mempunyai tingkat persentase 19 persen.
Persen tiap-tiap bahan bakar berpatokan pada total 100 persen dari penjualan di
hari tersebut.
Dapat dilihat pada data persentase diatas, data permintaan konsumen tertinggi
adalah pada bahan bakar pertalite yang berjumlah 34 persen dari total 100
persen dan permintaan konsumen terendah yaitu produk dex yaitu dexlite dan
pertadex yang masing-masing adalah 1 persen.
1%
1%
10%
13%
34%
22%
19%PertaDex
Dexlite
Avtur
Pertamax
Pertalite
Premium
Biosolar

36
Dari data ini dan data arm tiap bay diatas menyatakan bahwa pendistribusian
beban pengisian bahan bakar tiap bay nya yang tidak merata yang digambarkan
pada bay 1 hanya memuat pengisian produk dex dan avtur, yang dimana produk
dex hanya memiliki presentase 1 persen tiap produk nya, dan avtur 10 persen.
Maka dari itu pendistribusian bay ini tidak merata dibanding bay-bay yang lain.
Kemudian dari persentase tersebut akan dianalisis berapa sebenarnya jumlah
arm yang sesuai agar pengeluaran thuruput dapat maksimal sehingga waktu
tunggu dapat diminimalkan pada proses operasi.
b. Perhitungan Waktu Kerja tiap Bay
Setelah didapatkan jumlah Arm Aktual yang dibutuhkan, berikutnya adalah
meneliti utilitas tiap bay. Berdasarkan data dari Arm actual yang dibutuhkan,
maka akan dibuat variasi yang berbeda agar perbandingan utilitas tiap bay nya
menjadi lebih optimal. Berikut adalah hasil pengamatan waktu pengisian tiap bay.
Tabel 4.3. Tabel Waktu Operasi Tiap Bay
TOTAL TIME PER BAY
BAY 1 BAY 2 BAY 3 BAY 4
7:23:50 12:51:36 10:31:09 12:04:01
Tabel waktu operasi tiap arm diatas didapat dari proses waktu kerja setiap bay
tiap hari. Pengambilan data waktu bay diatas diambil dari bagian NGS yang
mengurusi bagian sistem pada bay. Pengambilan data pada bagian DSP ini
harus perijinan dari Operasional Head, kemudian diteruskan untuk pembuatan
surat pengantar dari pembimbing lapangan karena NGS merupakan anak buah
perusahaan dari Pertamina sendiri, oleh karena itu perlu adanya perijinan dan
surat khusus dari Pertamina untuk melakukan pengamatan dan pengambilan
data pada DSP.
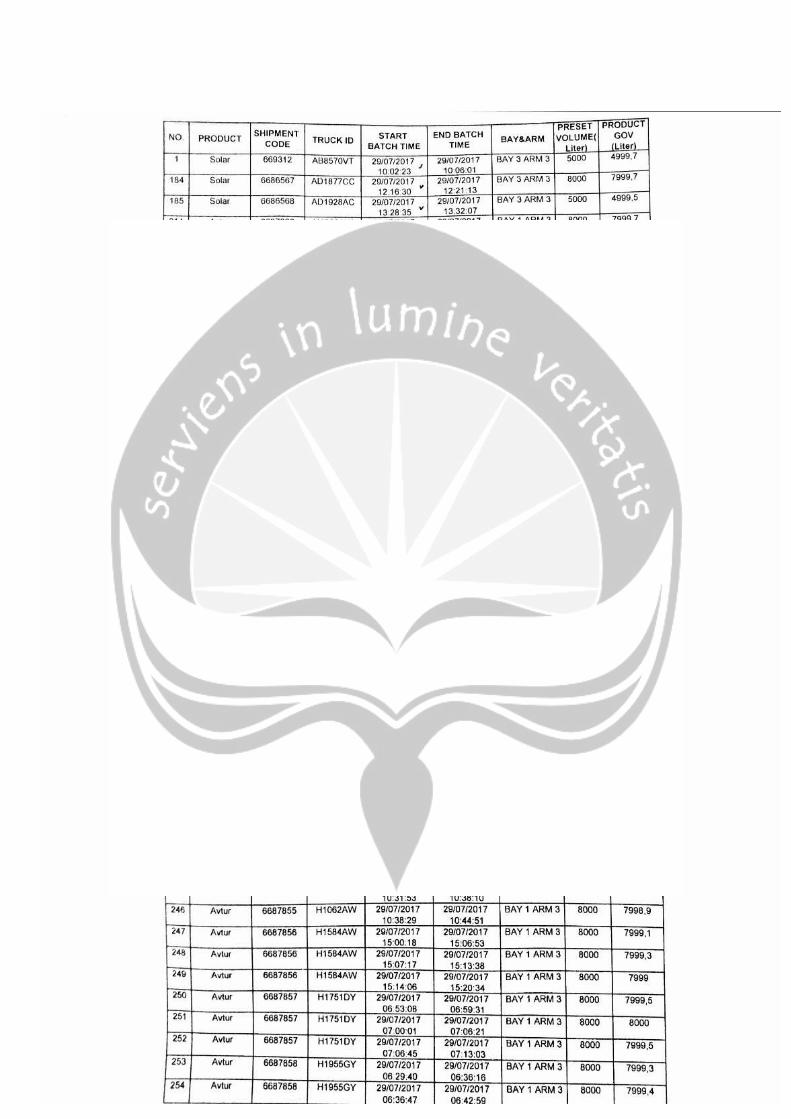
Perhitungan tabel waktu operasi tiap bay didapat dari data yang diberikan oleh
DSP mengenai waktu proses dari masing-masing bay yang tersedia. Waktu yang
didapat masih waktu kotor dimana waktu yang terdapat yaitu waktu proses dari
masing-masing arm, dan dari masing-masing arm tidak berurutan dan tidak
sesuai dengan arm di tiap bay nya (data terlampir). Penghitungan waktu proses
37
tiap bay dihitung dengan menggunakan software excel. Penghitungan
berdasarkan arm yang bekerja dan pemplotan arm dari tiap bay dijadikan satu
sehingga memudahkan proses penjumlahan waktu kerja operasi tiap bay.
Kemudian dari table diatas di buat perbandingan utilitasnya dengan
membandingkan waktu masing masing bay dengan waktu total operasi, maka
didapatkan hasil sebagai berikut:
Gambar 4.3 Diagram Waktu Operasi Tiap Bay
Hasil data yang didapat yaitu bay 1 beroperasi selama 7:23:50 jam dalam sehari,
bay 2 beroperasi selama 12:51:36 jam dalam sehari, bay 3 beroperasi selama
10:31:09 jam dalam sehari, dan bay 4 beroperasi selama 12:04:01 dalam sehari.
Dapat dilihat pendistribusian bahan bakar dari tiap bay tidak rata, karena bay 1
hanya bekerja kurang lebih 7 jam dan bay 2 dan 4 bekerja kurang lebih 12 jam
perhari. Dikarenakan bay 2 dan 4 salah satu arm nya menyalurkan produk
pertalite yang dimana pertalite mempunyai persentase permintaan konsumen
tertinggi yaitu sebesar 34 persen.
4.4.5. Penyusunan Layout
Pada sub-bab data-data sebelumnya yang telah diolah akan disimpulkan
berdasarkan dari seluruh factor yang mempengaruhi sehingga didapatkan
simulasi layout Arm per Bay yang optimal.
Data-data dari sebelum nya yang penulis ambil dan dianalisis akan berguna
untuk penyusunan dan perhitungan ke tahap selanjutnya dimana perhitungan
jumlah arm yang digunakan untuk menyalurkan bahan bakar di tiap bay,
perhitungan waktu arm yang tersedia dan tentang ketidakseimbangan utilitas
arm. Serta data-data yang di proses penulis juga berguna untuk penyusunan
variasi pengisian pada bay. Data-data yang selanjutnya diproses oleh tim penulis
Diagram Waktu Operasi Tiap Bay
Bay 1 Bay 2 Bay 3 Bay 4

38
yang memperoleh satu solusi yaitu layout penyusunan jumlah arm dan
penyusunan layout bay yang fix sebagai berikut:
Gambar 4.4. Layout Arm per Bay Final
Bentuk layout sama dengan layout dasar yang sedang digunakan oleh
perusahaan sendiri dan hanya merubah dari varian produknya saja sehingga
dapat dipertimbangankan sesuai dengan dasar-dasar perhitungan,
penganalisisan, serta peletakan produk terbaik yang telah dilakukan oleh tim
penulis serta bimbingan dari para staff yang bersangkutan dan pembimbing
lapangan.

39
KESIMPULAN
1. Kendala terbesar dari penerapan NGS adalah munculnya antrian.
2. Antrian mobil tangki terjadi karena perbandingan jumlah bay yang lebih
sedikit dari sebelumnya, serta utilitas tiap bay yang tidak merata.
3. Hasil yang didapatkan oleh Herjuno Asihmirmo di bagian Pengoptimalan
Utilitas Bay:
TOTAL TIME PER BAY
BAY 1 BAY 2 BAY 3 BAY 4
7:23:50 12:51:36 10:31:09 12:04:01
4. Hasil yang didapatkan oleh Filipus Lewi Abednego di bagian Pengoptimalan
Utilitas Arm
5. Hasil yang didapatkan oleh Dimas Nur Cahyo di bagian Pengoptimalan
Variasi Produk
40
6. Pemilihan Layout final dipilih oleh pihak pertamina sendiri dengan
pertimbangan tanpa ada penambahan kapasitas selang, tidak ada perubahan
letak selang, serta perubahan produk yang dapat dipertimbangan.
5.1. Saran
1. Ditambahkannya arm tiap bay menjadi 4 arm semua dalam 1 bay, sehingga
proses mengisi BBM / BBK menjadi cepat dan waktu pengantrian menjadi
lebih rendah.

41
DAFTAR PUSTAKA

42
LAMPIRAN
43
44
45