laporan kerja praktek di pt. pan brothers tbk. · tujuan dari pembuatan dan penyusunan laporan...
TRANSCRIPT
LAPORAN KERJA PRAKTEK
DI PT. PAN BROTHERS Tbk.
Disusun oleh:
Marietha Anindya Putri
NPM : 14 06 07912
PROGRAM STUDI TEKNIK INDUSTRI
FAKULTAS TEKNOLOGI INDUSTRI
UNIVERSITAS ATMA JAYA YOGYAKARTA
2017
Scanned by CamScanner
Scanned by CamScanner
iv
KATA PENGANTAR
Puji dan syukur penulis panjatkan kepada Tuhan Yang Maha Esa atas segala berkat
dan karunia yang telah diberikan kepada saya sebagai penulis sehingga dapat
menyelesaikan Laporan Kerja Praktek PT. PAN BROTHERS Tbk.
Tujuan dari pembuatan dan penyusunan Laporan Kerja Praktek PT. PAN
BROTHERS Tbk ini adalah untuk memenuhi persyaratan menyelesaikan masa kerja
praktek dan sebagai syarat untuk melakukan seminar kerja praktek.
Pada kesempatan ini kami ingin mengucapkan terima kasih kepada pihak-pihak
yang telah membantu penulis selama kerja praktek berlangsung:
1. Bapak V. Ariyono, S.T., M.T. sebagai dosen pembimbing Kerja Praktek yang
telah membantu penulis dalam pelaksanaan tugas di perusahaan dan
pembuatan laporan.
2. Bapak Kurnia Saputra selaku Ex-Manajer Human Resource Management
yang telah membantu penulis secara administratif untuk melakukan kerja
praktek di PT. PAN BROTHERS Tbk.
3. Ibu Pita selaku staff Human Resource Management Green Office yang telah
membantu penulis secara administratif dalam pelaksanaan kerja praktek di
PT. PAN BROTHERS Tbk.
4. Ibu Irene Galuh selaku Chief Personalia PT. Eco Smart Garment Indonesia
yang telah membantu penulis secara administratif dalam pelaksanaan kerja
praktek di PT. Eco Smart Garment Indonesia.
5. Bapak Heri Yanto selaku pembimbing lapangan selama berada di PT. Eco
Smart Garment Indonesia.
6. Rekan – rekan Departemen Training System and Management di PT. Eco
Smart Garment Indonesia
7. Sdri. Yulia Kristi Adi dan Keluarga.
8. Otniela Christa Marry sebagai Teman dari Universitas Atma Jaya Yogyakarta
yang melakukan kerja praktek bersama di PT. Eco Smart Garment
Indonesia.
9. Anastasia Yessica Devi Sukmana sebagai Teman yang membantu urusan
perkuliahan selama penulis melaksanakan kerja praktek.
v
10. Orang tua yang selalu mendukung dan menyemangati penulis selama masa
kerja praktek mengerjakan laporan ini.
Penulis juga menyadari bahwa Laporan Kerja Praktek PT. PAN BROTHERS Tbk. ini
masih memiliki banyak kekurangan, maka penulis bersedia menerima kritik dan
saran dari pembaca Laporan Kerja Praktek PT. PAN BROTHERS Tbk. ini, agar
kelak kami dapat membuat laporan yang lebih baik lagi.
Akhir kata, kami berharap semoga Laporan Kerja Praktek PT. PAN BROTHERS Tbk
ini dapat bermanfaat bagi semua pihak yang membutuhkan.
Yogyakarta, 20 September 2017
Penulis
vi
DAFTAR ISI
HALAMAN JUDUL …………………………………………………………………… i
HALAMAN PENGESAHAN ………………………………………………………..… ii
SURAT KETERANGAN PELAKSANAAN KERJA PRAKTEK ………………. iii
KATA PENGANTAR …………………………………………………………………… iv
DAFTAR ISI ……………………………………………………………………………. vi
DAFTAR TABEL …………………………………………………………………… vii
DAFTAR GAMBAR …………………………………………………………………… ix
BAB 1 PENDAHULUAN
1.1. Latar Belakang ………………………………………………………………..… 1
1.2. Tujuan ………………………………………………………………….... 1
1.3. Tempat dan Waktu Pelaksanaan Kerja Praktek …………………………… 2
BAB 2. TINJAUAN UMUM PERUSAHAAN
2.1. Sejarah Singkat Perusahaan ………………………………………………….. 3
2.2. Struktur Organisasi …………………………………………………………...… 6
2.3. Manajemen Perusahaan …………………………………………………….… 6
BAB 3 TINJAUAN SISTEM PERUSAHAAN
3.1. Proses Bisnis Perusahaan atau Unit Usaha atau Departemen …………… 16
3.2. Bahan Baku dan Produk yang Dihasilkan …………………………………… 17
3.3. Proses Produksi ………………………………………………………………… 20
3.4. Fasilitas Produksi ………………………………………………………………. 30
BAB 4 TINJAUAN PEKERJAAN MAHASISWA
4.1. Lingkup Pekerjaan ………………………………………………………… 35
4.2. Tanggung Jawab dan Wewenang dalam Pekerjaan …………………… 35
4.3. Metodologi Pelaksanaan Pekerjaan ………………………………………. 36
4.4. Hasil Pekerjaan ……………………………………………………….... 37
vii
BAB 5 PENUTUP
5.1 Kesimpulan …………………………………………………………………… 59
5.2 Saran ……………………………………………………………………………. 59
DAFTAR PUSTAKA ……………………………………………………………………. 60
LAMPIRAN
Diagram Struktur Organisasi PT. ECO Smart Garment Indonesia
viii
DAFTAR TABEL
Tabel 2.1 Kode Negara Konsumen PT. Eco Smart Garment Indonesia ……… 21
Tabel 4.1 Dimensi Anthropometri dan Fungsi ………………………………… 41
Tabel 4.2 Data Anthropometri ………………………………………………….. 41
Tabel 4.3 Pemilihan Ukuran …………………………………………………………... 51
Tabel 4.4 Tabel Pembobotan Karakteristik Material Rangka Kursi ………………. 52
Tabel 4.5 Tabel Deskripsi Skala 7 Titik (Skala Likert) ……………………….. 52
Tabel 4.7 Tabel Pembobotan Karakteristik Material Sandaran dan Dudukan
Kursi …………………………………………………………………………………….. 53
Tabel 4.8 Tabel Deskripsi Skala 7 Titik …………………………………………. 54
Tabel 4.9 Pemilihan Material untuk Sandaran dan Dudukan Kursi ………………. 54
Tabel 4.10 Tabel Pembobotan Karakteristik Material Alas Dudukan dan Sandaran
Kursi …………………………………………………………………………………….. 55
Tabel 4.11 Tabel Deskripsi Skala 7 Titik …………………………………………. 55
Tabel 4.12 Pemilihan Jenis Material Busa Pembuat Alas Sandaran dan Dudukan
Kursi …………………………………………………………………………………….. 56
ix
DAFTAR GAMBAR
Gambar 2.1 Logo UNIQLO …….…………………………………………………….. 11
Gambar 2.2 Mushola PT. Eco Smart Garment Indonesia ……………………….. 12
Gambar 2.3 Tempat Parkir Operator Pabrik di PT. Eco Smart Garnent
Indonesia ……………………………………………………………………………. 13
Gambar 2.4 Kantin PT. Eco Smart Garment Indonesia ……………………….. 13
Gambar 2.5 Loker Pekerja PT. Eco Smart Garment Indonesia ………………. 14
Gambar 2.6 Ruang Pejalan Kaki PT. Eco Smart Garment Indonesia ……… 14
Gambar 2.7 Hydrant dan APAR …….……………………………………………. 15
Gambar 3.1 MEN Jogger Pants (Cream) …….…………………………………… 18
Gambar 3.2 Jacket MA-1 Blouson (Brown) …….…………………………………… 19
Gambar 3.3 Winter Skirts (Navy) …….……………………………………………. 19
Gambar 3.4 UNIQLO Relaxed Utility Shorts (Yellow) …….…………………. 20
Gambar 3.5 Proses Produksi Keseluruhan (a) …….………………………….. 22
Gambar 3.5 Proses Produksi Keseluruhan (b) …….………………………….. 23
Gambar 3.5 Proses Produksi Keseluruhan (c) …….………………………….. 24
Gambar 3.6 Proses Produksi Warehouse Fabric …….………………………….. 25
Gambar 3.7 Proses Produksi Warehouse Accessories …….…………………. 26
Gambar 3.8 Proses Produksi Departemen Cutting …….………………………….. 27
Gambar 3.9 Proses Produksi Departemen Sewing …….………………………….. 28
Gambar 3.10 Proses Produksi Departemen Packing …….…………………. 29
Gambar 4.1 Metodologi Pelaksanaan Pekerjaan …….………………………….. 36
Gambar 4.2 Waste: Defect …….……………………………………………. 38
Gambar 4.3 Waste: Garment Reject Mati …………………………………………. 39
Gambar 4.4 Waste: Pengiriman Finished Good Terlambat …….…………………. 40
Gambar 4.5 Waste: Waiting …….…………………………………………………….. 41
Gambar 4.6 Waste: Produk WIP (Work In Process) Menumpuk …….………… 42
Gambar 4.7 Waste: Penumpukan Panel di DC (Distribution Center) ……… 43
Gambar 4.8 Waste: Rework (Bubut Benang Jahit) …….………………………….. 44
Gambar 4.9 Penilaian REBA Operator Sewing …….………………………….. 46
Gambar 4.10 Uji Kenormalan LPD …….……………………………………………. 48
Gambar 4.11 Uji Kenormalan LBD …….……………………………………………. 49
x
Gambar 4.12 Uji Kenormalan PKP …….……………………………………………. 49
Gambar 4.13 Uji Kenormalan TPD …….……………………………………………. 50
Gambar 4.14 Uji Kenormalan TBD …….……………………………………………. 50
Gambar 4.15 Hasil Redesign Kursi Operator …….…………………………………... 57
Gambar 4.16 Kursi Operator Tampak Atas …….…………………………………... 57
Gambar 4.17 Kursi Operator Tampak Samping …….………………………….. 58
1
BAB 1
PENDAHULUAN
1.1. Latar Belakang
Program Studi Teknik Industri, Fakultas Teknologi Industri, Universitas Atma Jaya
Yogyakarta (PSTI UAJY) mewajibkan semua mahasiswanya untuk melaksanakan
kerja praktek sesuai dengan Kurikulum di PSTI UAJY. PSTI UAJY memandang kerja
praktek sebagai wahana atau sarana bagi mahasiswa untuk mengenali suasana di
industri serta menumbuhkan, meningkatkan, dan mengembangkan etos kerja
profesional sebagai calon sarjana Teknik Industri. Kerja praktek dapat dikatakan
sebagai ajang simulasi profesi mahasiswa Teknik Industri. Paradigma yang harus
ditanamkan adalah bahwa selama kerja praktek mahasiswa bekerja di perusahaan
yang dipilihnya. Bekerja, dalam hal ini mencakup kegiatan perencanaan,
perancangan, perbaikan, penerapan dan pemecahan masalah. Oleh karena itu,
dalam kerja praktek kegiatan yang dilakukan oleh mahasiswa adalah:
1. Mengenali ruang lingkup perusahaan.
2. Mengikuti proses kerja di perusahaan secara kontinu.
3. Melakukan dan mengerjakan tugas yang diberikan oleh atasan, supervisor atau
pembimbing lapangan.
4. Mengamati perilaku sistem.
5. Menyusun laporan dalam bentuk tertulis.
6. Melaksanakan ujian kerja praktek.
1.2. Tujuan
Hal-hal yang ingin dicapai melalui pelaksanaan Kerja Praktek ini adalah:
a. Melatih kedisiplinan.
b. Melatih kemampuan berinteraksi dengan bawahan, rekan kerja, dan atasan
dalam perusahaan.
c. Melatih kemampuan untuk beradaptasi dengan lingkungan kerja.
d. Mengamati secara langsung aktivitas perusahaan dalam berproduksi dan
menjalankan bisnis.
2
e. Melengkapi teori yang diperoleh di perkuliahan dengan praktek yang ada di
perusahaan.
f. Menambah wawasan mengenai sistem produksi dan sistem bisnis.
1.3. Tempat dan Waktu Pelaksanaan Kerja Praktek
Kerja Praktek ini akan dilaksanakan terhitung mulai tanggal 1 Juli 2017 sampai
dengan 11 Agustus 2017 di PT. Pan Brothers Tbk. Hari Senin – Kamis jam kerja
mulai pukul 08.30 – 16.30 WIB dan jam istirahat mulai pukul 11.30 – 12.30 WIB,
sedangkan untuk hari Jum’at jam kerja mulai pukul 08.30 – 17.30 WIB dan jam
istirahat mulai pukul 11.30 – 13.00 WIB. Selama pelaksanaan Kerja Praktek penulis
ditempatkan di PT. Eco Smart Garment Indonesia (Klego) khususnya di
Departemen Training and System Management di bawah pengawasan Bapak
Heri.
3
BAB 2
TINJAUAN UMUM PERUSAHAAN
2.1. Sejarah Singkat Perusahaan
Pada subbab ini akan dijelaskan mengenai sejarah perusahaan dari awal
perusahaan berdiri hingga sekarang serta profil perusahaan yang digunakan selama
pelaksanaan kerja praktek berlangsung.
2.1.1. Sejarah Perusahaan
PT. PAN BROTHERS Tbk merupakan perusahaan garment terbesar di Indonesia
dengan berbagai konsumen dari apparel dalam negeri maupun luar negeri. PT. PAN
BROTHERS Tbk atau yang dikenal sebagai PBRX berdiri pada tanggal 21 Agustus
1980 di Tangerang, Banten berdasarkan akta notaris Misahardi Wilamarta, S.H,
Jakarta No. 96 tanggal 21 Agustus 1980 kemudian diubah dengan akta notaris No.
58 tanggal 16 Oktober 1980. Akta pendirian tersebut telah disahkan oleh Menteri
Kehakiman Republik Indonesia dalam surat keputusan tanggal 30 Oktober 1980,
No.YA/5/500/II dan mulai resmi beroperasi pada 14 September 1989.
PT. PAN BROTHERS Tbk memproduksi berbagai jenis garment seperti polo shirt, T-
shirt, pants, jacket, outerwear dan masih banyak lagi. Hingga saat ini PT. PAN
BROTHERS Tbk memiliki karyawan sebanyak ±32.000 orang. Perusahaan ini resmi
menjadi perusahaan terbuka pada tahun 1990 setelah resmi mendaftarkan saham
perusahaan pada Bursa Saham Indonesia. Kantor PAN BROTHERS juga tersebat
diluar negeri misalnya Korea, Singapura, Hongkong, Taiwan dan China, kantor-
kantor ini hanya melayani pembelian dan penjualan saja. PT. PAN BROTHERS juga
memiliki anak perusahaan yaitu PT. HOLLIT INTERNATIONAL, Continent 8 Pte Ltd.
(C8), PT. Ocean Asia Industry (OAI), PT. Apparelindo Prima Sentosa (APS), Cosmic
Gear Ltd (CG). PT. HOLLIT INTERNATIONAL merupakan sebuah perusahaan
Product Development yang berfokus dalam menyiapkan dan mengembangkan trend
model juga bahan yang dipakai. Continent 8 Pte. Ltd (C8) adalah sebuah
perusahaan yang bergerak sebagai Agen Penjualan Apparel dan perusahaan
Product Development. PT. Ocean Asia Industry (OAI) di Serang yang memproduksi
4
tekstil berupa bahan baku kain rajutan khususnya kain circular knitting, pencelupan
kain, pencelupan benang dan kain printing.
Hingga pada tahun 2017 PT. PAN BROTHERS telah memiliki konsumen apparel-
aparel besar dunia seperti; UNIQLO, BROOKS, BELK, Billabong,
Chistopher&Banks, Coin, Energy, The North Face, Adidas, LaCoste, S.Oliver,
Express, Mavic, Ralph Lauren, Prada, H&M, YONEX, NIKE, NEW BALANCE, dan
masih banyak lagi. Setelah perusahaan ini sukses di Tangerang, perusahaan ini
kemudian memperluas ke Boyolali, Sragen, Bandung dan Sukabumi. Sekarang ini,
PT. PAN BROTHERS Tbk ini memiliki 7 pabrik, yaitu:
a. PT. PAN BROTHERS
b. PT. PANCAPRIMA EKABROTHERS
c. PT. ECO SMART GARMENT INDONESIA (Klego dan Sambi)
d. PT. PRIMA SEJATI SEJAHTERA
e. PT. TEODORE PAN GARMINDO
f. PT. BERKAH INDO GARMENT
g. PT. VICTORY PAN MULTITEX (VPM)
Penempatan masing-masing pabrik memiliki pertimbangan tersendiri, misalnya
kemudahan dalam memperoleh bahan baku, kemudahan memperoleh tenaga kerja,
UMK daerah terpilih masih tergolong rendah dan lain sebagainya. Selama
berdirinya, perusahaan ini telah memperoleh penghargaan dari dalam maupun dari
luar negeri, sebagai berikut:
Penghargaan Good Corporate Governance Award 2015 dari Majalah
Economic Review. (26 Agustus 2015);
Penghargaan Perusahaan Tekstil dan Garment Terbaik 2015 dari Majalah
Economic Review. (27 Agustus 2015);
Penghargaan Forbes The Best of The Best 2015 dari Majalah Forbes. (25
November 2015);
1 (satu) Primaniyarta Export Award 2015 dari Departemen Perdagangan
Republik Indonesia (21 Oktober 2015);
3 (tiga) Penghargaan Industri Hijau 2015 dari Departemen Perindustrian
Republik Indonesia. (15 Oktober 2015).
Indonesia Best E-mark tahun 2016
5
3 (tiga) Penghargaan Industri Hijau tahun 2016 dari Departemen
Perindustrian Republik Indonesia
Industri Award tahun 2016 dari Badan Lingkungan Hidup Kabupaten Boyolali
Pengargaan Perusahaan Tekstil dan Garment Terbaik Economic Reviw
tahun 2016
Penghargaan TOP CSR tahun 2017
Penghargaan “100 Fastest Growing Company Awards” dari Infobank tahun
2017 sektor Tekstil dan Garment
Indonesia Most Innovative Bussiness Award 2017
2.1.2. Profil Perusahaan
PT. PAN BROTHERS memiliki banyak anak cabang, salah satunya adalah anak
cabang dimana penulis ditempatkan untuk menjalani Kerja Praktek selama 30 hari
kerja yaitu PT. Eco Smart Garment Indonesia. Berikut adalah profil perusahaan PT.
PAN BROTHERS, PT. Eco Smart Garment Indonesia dan Kantor Pusat Wilayah
Jawa Tengah:
a. PT. PAN BROTHERS
i. Status : Perusahaan Publik dengan kode di Bursa
Saham PBRX
ii. Modal Dasar : Rp. 300.000.000.000 (12.000.000.000 saham)
iii. Nomor Lisensi Industri : 230/DJA I/IVT-III/Non PMA-PMDN/ VII/1992,
tanggal 29 Juli 1992
iv. NPWP : 01.136.073.2-054.000
v. Aktifitas : Pengembang, Pemasok, Produsen Garmen
vi. Alamat : Jl. Siliwangi No. 178, Desa Alam Jaya,
Tangerang 15133, Indonesia
vii. Telepon : (62-21) 5900718, 5900705 (hunting),
viii. Faksimili : (62-21) 5900706, 5900717
ix. Website : http://www.panbrotherstbk.com
b. PT. Eco Smart Garment Indonesia
i. Section/Division : C. Manufacturing / 13
ii. Description Classification : Produksi tekstil
6
iii. Alamat : Jl. Raya Klego, Boyolali, Indonesia.
iv. Telepon : (0298) 3430077
v. Garment Factory Boyolali : Klego & Sambi, Boyolali, Jawa Tengah
vi. Jumlah karyawan :
Gedung 1 = 1800 karyawan (Sewing)
Gedung 2 = 1800 karyawan (Sewing)
Gedung 3 = 1000 karyawan (Sewing)
Total = 5200 karyawan (supporting → Warehouse, QC, Cutting,
Mekanik, Office)
c. Green Office
i. Alamat : Green Office PT. PAN Brothers Tbk & Group Desa Butuh RT
01/ RW 02 Mojosongo, Boyolali Jawa Tengah
ii. Telepon : (0276) 323627
2.2. Struktur Organisasi
(Terlampir)
2.3. Manajemen Perusahaan
2.3.1. Visi dan Misi Perusahaan
Untuk membawa perusahaan ke arah yang lebih baik, PT. PAN BROTHERS Tbk,
memiliki visi dan misi sebagai berikut:
a. Visi
Menjadi penyuplai busana terpadu dan mendunia.
b. Misi
i. Meningkatkan kinerja dan produk perseroan dengan menerapkan
keahlian manajemen terbaik.
ii. Menciptakan peluang yang terbaik bagi para karyawan untuk
berkembang dan mencapai potensi maksimal.
iii. Meningkatkan secara maksimal nilai investasi para pemegang saham
dan memberikan kesempatan yang menarik.
iv. Meningkatkan tata kelola perseroan yang baik.
v. Memanfaatkan sumberdaya keuangan secara efisien.
7
vi. Mempertahankan kepemimpinan di bidang penyuplai busana serta
pemasok produk-produk bermutu dengan harga pantas
vii. Memberikan kontribusi aktif untuk membangun perekonomian Indonesia.
2.3.2. Rencana Strategi Bisnis
Rencana strategi bisnis merupakan strategi-strategi yang dibuat perusahaan
dalam rangka mencapai sasaran bisnis dan mencapai visi/ misi perusahaan.
Berikut merupakan rencana strategi bisnis PT. PAN BROTHERS Tbk:
a. Peningkatan daya saing perusahaan.
b. Peningkatan efisiensi operasional.
c. Peningkatan pendapatan perusahaan.
d. Peningkatan pangsa pasar/ pelanggan.
e. Penciptaan brand image baru.
f. Peningkatan kinerja sistem.
2.3.3. Ketenegakerjaan
a. Sumber Daya Manusia
Sumber daya manusia merupakan elemen terpenting dalam perusahaan karena
seluruh proses bisnis dalam perusahaan tidak dapat berjalan tanpa sumber daya
manusia. Sumber daya manusia (karyawan dan staff) di PT Pan Brothers Tbk tahun
2013 sebanyak 17.532 pekerja, tahun 2014 sebanyak 23.514 pekerja, dan tahun
2015 sebanyak 32.707 pekerja.
b. Sistem Perekrutan Karyawan
Salah satu elemen yang penting pada perusahaan adalah manusia, maka dari itu
untuk memenuhi elemen tersebut pihak perusahaan akan mengadakan rekrutmen
karyawan. Rekrutmen karyawan pada perusahaan memiliki prosedur yang
berbeda-beda tergantung dari kebijakan perusahaan. Berikut adalah Standard
Operating Procedure (SOP) perekrutan karyawan (operator) di PT. Eco Smart
Garment Indonesia:
Pertama-tama pelamar menghubungi personalia dengan membawa berkas-berkas
yang menjadi syarat pelamar, kemudian pihak personalia akan memeriksa
kelengkapan berkas, apabila lolos maka pelamar akan mengisi form yang berisi
“Data Pribadi Pelamar” apabila tidak lolos maka pelamar langsung dinyatakan
8
tidak diterima. Setelah mengisi “Data Pribadi Karyawan”, pelamar akan
memasukki tahap “Wawancara Pendahuluan” jika pelamar lulus maka karyawan
memasukki tahap “Tes Kesehatan” jika tidak lulus maka pelamar dinyatakan tidak
diterima, setelah melakukan tes kesehatan pelamar yang lulus akan memasukki
tahap “Tes Ketangkasan” dan apabila tes tersebut berhasil dilalui maka pelamar
memasukki “Tes PETA” setelah dinyatakan lulus, pihak personalia akan
mengecek pengalaman bekerja pelamar, apabila tidak ada pengalaman maka
pelamar akan memasukki tahap pelatihan, jika sudah berpengalaman maka
pelamar akan memasukki tahap “Tes Kemampuan”. Pelamar yang memasukki
tahap pelatihan dinyatakan diterima begitu pula dengan pelamar yang berhasil
lulus dari “Tes Kemampuan”, kemudian karyawan yang baru saja diterima akan
mengisi tanda tangan perjanjian kerja dan data pribadi pekerja. Karyawan yang
telah diterima selanjutnya menjalani “Induction Training” dan pihak personalia
akan menempatkan karyawan sesuai dengan departemen terkait.
c. Jam Kerja Karyawan
Berdasarkan pasal 77 sampai pasal 85 Undang-Undang No.13 tahun 2003
tentang Ketenagakerjaan, PT. Eco Smart Garment Indonesia menetapkan 5 hari
kerja dalam seminggu. Sehingga terdapat 8 jam kerja per hari. Jam kerja harian
ditetapkan mulai pukul 07.30 – 16.30 WIB namun karyawan wajib datang sebelum
pukul 07.15 WIB untuk melakukan absen dan persiapan. Jam kerja lembur perhari
maksimal adalah 3 jam, terhitung setelah pukul 16.30 WIB. Sisa jam yang lainnya
digunakan untuk mengejar target produksi atau menambah produksi pada hari
Sabtu yaitu 5 jam dengan pengupahan terhitung lembur. Jam istirahat dimulai dari
pukul 11.30 – 12.30 WIB.
d. Sistem Pengupahan Karyawan
Pada PT. PAN BROTHERS Tbk, khususnya pada PT. Eco Smart Garment
Indonesia, upah karyawan diterima melalui Bank Mandiri Syariah. Karyawan yang
belum memiliki rekening akan dibuatkan rekening pada upah bulanan pertama
kali. Upah minimum karyawan ditetapkan sesuai dengan UMK Daerah Boyolali
yaitu sebesar Rp 1.519.289,- yang ditetapkan sebagai gaji pokok karyawan PT.
Eco Smart Grament Indonesia.
Karyawan yang lembur mendapatkan upah tambahan dengan perhitungan upah
per jam lembur sebagai berikut:
9
Jika:
Gaji Pokok : Rp 1.519.289,- / bulan
1 Tahun = 52 minggu, maka 1 tahun = 2080 jam (52 minggu x 40 jam
kerja/ minggu)
1 Tahun = 12 bulan
Upah lembur per jam lembur yang diterima:
Hari biasa (Senin – Jumat)
Pukul 16.30 – 17.30 WIB = 1.519.289
2080/12 × 1,5 = 13173.03 / 𝑗𝑎𝑚 𝑘𝑒𝑟𝑗𝑎
Pukul 18.00 – 19.00 WIB = 1.519.289
2080/12 × 2 = 17564.04 / 𝑗𝑎𝑚 𝑘𝑒𝑟𝑗𝑎
Pukul 19.00 – 20.00 WIB = 1.519.289
2080/12 × 2 = 17564.04 / 𝑗𝑎𝑚 𝑘𝑒𝑟𝑗𝑎
Hari Sabtu/ Hari Libur
6 Jam Kerja = 1.519.289
2080/12 × 2 = 17564.04 / 𝑗𝑎𝑚 𝑘𝑒𝑟𝑗𝑎
Perhitungan upah diatas diperuntukkan bagi karyawan selain staff. Pemberian
upah pada seluruh karyawan PT. ESGI yaitu pada setiap tanggal 5, apabila pada
tanggal tersebut bertepatan dengan hari libur maka dimajukan pada tanggal 4.
e. Hak yang Diterima Karyawan
Untuk mencapai tingkat kesejahteraan karyawan yang tinggi, PT. Eco Smart
Garment Indonesia (PT. ESGI) memberikan fasilitas-fasilitas kepada para
karyawannya, sebagai berikut:
i. Tunjangan Kehadiran
Tunjangan kehadiran diberikan pada karyawan PT. ESGI yang dalam 1 bulan
penuh tidak pernah absen kecuali cuti. Besar tunjangan kehadiran ini adalah Rp
100.000,- / bulan.
ii. THR (Tunjangan Hari Raya)
Tunjangan Hari Raya diberikan kepada karyawan PT. ESGI dengan syarat
minimal sudah selama 1 bulan. Tunjangan Hari Raya yang diberikan sesuai
dengan lamanya karyawan tersebut bekerja di PT. ESGI.
iii. Layanan BPJS
Layanan BPJS yang diterima oleh karyawan memiliki 2 jenis, yaitu BPJS
Ketenagakerjaan dan BPJS Kesehatan.
10
BPJS Ketenagakerjaan : Layanan BPJS ini akan menanggung segala
jenis kecelakaan apabila dialami oleh pekerja saat berangkat bekerja,
pulang bekerja bahkan saat bekerja yang besarnya 0.24% dari gaji/ bulan
(akumulasi), memberikan santunan kematian yang besarnya 0.3 % dari
gaji/ bulan (akumulasi), pensiun karyawan yang besarnya 3% (1% dari
dipotong dari gaji/ bulan + 2% dari perusahaan) dan jaminan hari tua yang
berupa tabungan yang besarnya 5.7% (2% dipotong dari gaji/ bulan
karyawan)
BPJS Kesehatan : Layanan BPJS ini akan diterima karyawan
apabila karyawan membutuhkan pelayanan kesehatan seperti sakit,
bersalin, layanan KB, dan lain sebagainya. Besarnya 5% dari gaji/ bulan
karyawan (1% dipotong dari gaji karyawan + 4% dari perusahaan)
iv. Cuti
Cuti adalah ketika karyawan absen pekerjaan, namun tetap dibayar. Cuti yang
ada di PT. ESGI adalah sebagai berikut:
Cuti Tahunan : Dalam bekerja selama 12 bulan, pekerja memperoleh cuti
tahunan sebanyak 12 hari/ tahun.
Cuti Hamil : Cuti hamil diberikan pada karyawan selama 3 bulan, yaitu
1,5 bulan sebelum HPL (Hari Perkiraan Lahir) dan 1,5 bulan setelah HPL.
v. Gerimis (Gerakan Minum Susu)
Kegiatan Gerimis dilaksanakan setiap 3 minggu sekali pada jam istirahat. Seluruh
karyawan berhak mengikuti Gerimis dengan menukarkan kupon pengambilan
susu yang telah diberikan pada saat jam kerja sebelum istirahat. Gerakan minum
susu ini merupakan kegiatan yang baru di tahun 2017, yang bertujuan untuk
meningkatkan kesejahteraan karyawan.
vi. Dispensasi
Dispensasi diberikan pada karyawan yang ijin karena suatu alasan yang khusus
misalnya menikah, urusan keluarga seperti ada keluarga yang sakit atau
meninggal, besarnya ijin yang diberikan tergantung dari keperluan karyawan dan
kebijakan dari perusahaan. Ketika karyawan mengajukan dispensasi dan disetujui
oleh pihak perusahaan maka karyawan tersebut akan tetap dibayar selama ijin.
11
2.3.4. Pemasaran
PT. Eco Smart Garment Indonesia berfokus pada 1 brand yaitu brand dari
Jepang; “UNIQLO” dapat dilihat pada Gambar 2.1, namun untuk pemasaran brand
tersebut tidak hanya Jepang, namun berbagai negara seperti yang tertera pada
Tabel 2.1.
Tabel 2.1 Kode Negara Konsumen PT. Eco Smart Garment Indonesia
Negara Kode Negara
Japan JP
United Kingdom UK
China CH
USA US
Korea KR
Hongkong HK
France FR
Australia AU
Indonesia IN
Thailand TH
Taiwan TW
Rusia RU
Singapore SG
Gambar 2.1 Logo UNIQLO

12
2.3.5. Fasilitas
Berikut adalah daftar fasilitas yang disediakan PT. ESGI (Klego):
a. Kotak P3K
Kotak P3K (Pertolongan Pertama pada Kecelakaan) berisi 21 obat luar yang
digunakan apabila karyawan mengalami kecelakaan ringan saat bekerja. Kotak
P3K ini disediakan di setiap departemen dan setiap line produksi (sewing), setiap
harinya selalu diperbarui dan dicek jumlah obat-obatan didalamnya.
b. APD (Alat Pelindung Diri)
Alat pelindung diri yang disediakan perusahaan untuk karyawannya seperti
sarung tangan besi, sepatu safety untuk mekanik, body harness, kacamata
mekanik.
c. Toilet
Toilet yang disediakan adalah toilet laki-laki dan perempuan, yang digunakan
apabila karyawan ingin melakukan aktivitas buang air atau aktivitas pribadi
lainnya.
d. Mushola
Mushola diperuntukkan bagi karyawan yang beragama muslim, yang hendak
melakukan shollat dapat dilihat pada Gambar 2.2.
Gambar 2.2 Mushola PT. Eco Smart Garment Indonesia
e. Tempat Parkir
Ada 2 tempat parkir yang disediakan oleh PT. Eco Smart Garment yaitu tempat
parkir sepeda motor untuk para operator pabrik seperti pada Gambar 2.3 dan
tempat parkir untuk staff dan mobil perusahaan.
13
Gambar 2.3 Tempat Parkir Operator Pabrik di PT. Eco Smart Garment
Indonesia
f. Kantin
Kapasistas kantin (Gambar 2.4) yang cukup besar mampu untuk menampung
hampir seluruh karyawan yang hendak makan atau minum ketika jam istirahat
tiba. Kantin di PT. Eco Smart Garment Indonesia ini juga digunakan sebagai
lokasi pembagian susu kepada karyawan saat Hari “Gerimis”.
Gambar 2.4 Kantin PT. Eco Smart Garment Indonesia
g. Loker
Loker (lihat Gambar 2.5) digunakan oleh para pekerja yang mengenakan seragam
untuk menaruh barang-barang pribadinya seperti tas, mukena, dan lain
sebagainya.
14
Gambar 2.5 Loker Pekerja PT. Eco Smart Garment Indonesia
h. Ruang pejalan kaki
Ruang pejalan kaki (Gambar 2.6) yang dimaksud adalah tempat bagi para
karyawan yang akan memasuki lokasi pabrik agar tidak mengganggu jalan bagi
truk/ container yang lewat ataupun kendaraan pribadi para staff.
Gambar 2.6 Ruang Pejalan Kaki PT. Eco Smart Garment Indonesia
i. Pintu darurat
Pintu darurat dan rute evakuasi digunakan apabila pabrik mengalami hal-hal yang
tak terduga, seperti kebakaran, bencana alam dan lain sebagainya. Dengan
adanya pintu darurat dan rute evakuasi diharapkan tidak ada korban jiwa saat
bahaya terjadi.
j. APAR dan Hydrant
APAR (Alat Pemadam Api Ringan) dan Hydrant (Gambar 2.7) digunakan untuk
memadamkan api ketika terjadi kebakaran.
15
Gambar 2.7 Hydrant dan APAR
k. Ruang Office
Ruang Office digunakan para staff untuk melakukan kegiatan non-produksi. Di
dalam ruang produksi terdapat fasilitas berupa komputer, mesin photocopy,
printer, meja kursi, rak dan keperluan ATK (Alat Tulis Kantor)
l. Ruang Meeting
Ruangan ini digunakan oleh para karyawan yang hendak melakukan rapat.
Ruangan ini dilengkapi dengan AC, LCD Proyektor, Meja bundar dan kursi yang
mengelilinginya.
m. Pantry (Dapur)
Lokasi pantry berada pada lantai 1 di gedung Office PT. ESGI dengan fasilitas
ruang makan dan dapur. Ruang makan digunakan para manajer untuk makan
siang pada jam istirahat.
16
BAB 3
TINJAUAN SISTEM PERUSAHAAN
3.1. Proses Bisnis Perusahaan atau Unit Usaha atau Departemen
Proses bisnis pada PT. Eco Smart Garment Indonesia dimulai dari adanya order dari
buyer yang masuk ke bagian PPIC, order dari buyer ini berupa sebuah dokumen
yang berisikan kuantitas barang yang diminta, destination, tanggal keluar barang
dan lain – lain, untuk produk baru berisi sampel juga. Setelah buyer selesai
melakukan order dan transaksi dengan pihak Merchandiser Display, pihak PPIC
akan mengadakan rekap order dengan rapat yang membahas tentang tanggal
keluar produk, material yang dibutuhkan serta SOP yang harus ada. Setelah selesai
melakukan rekap untuk produk baru akan dilakukan testing kemudian mengirimkan
ke buyer untuk meminta approval, apabila buyer memberi approval maka diadakan
rapat kembali untuk pelatihan pekerja dalam membuat produk tersebut. Selanjutnya
pihak PPIC Preparation akan mempersiapkan material, yang dibahas melalui
meeting, material yang dibutuhkan ini harus diimport atau mengambil dari produk
lokal, membahas fabric dan accessories-nya. Pihak PPIC Preparation harus
memastikan bahwa seluruh material produksi telah siap untuk masuk ke proses
produksi maksimal 32 hari sebelum proses produksi dimulai. Setelah material
datang, maka pihak PPIC Preparation memastikan QC dari material tersebut,
apakah ada kecacatan atau tidak, apabila ada pihak PPIC harus menghubungi pihak
buyer untuk kembali meminta approval. Selanjutnya, selama proses produksi
dilaksanakan PPIC Preparation dan PPIC Shipping akan bekerja sama agar produk
yang dihasilkan bisa tepat waktu, tepat jumlah, tepat style dan tepat destinasi.
Apabila kegiatan produksi mengalami kemunduran jadwal keluar produk, maka pihak
PPIC akan menghubungi buyer tentang keterlambatan produk, apabila ada
keterlambatan produk yang masih berada dalam toleransi maka buyer akan
menanggung keterlambatan tersebut, apabila melebihi toleransi maka pihak
perusahaan yang harus menanggung biaya pengiriman tersebut. Pengiriman produk
menggunakan 2 alternatif transportasi, yaitu kapal dan pesawat.
17
3.2. Bahan Baku dan Produk yang Dihasilkan
3.2.1. Bahan Baku
PT. Eco Smart Garment Indonesia menggunakan beberapa bahan baku untuk
menunjang proses produksi perusahaan tersebut. Sebagian bahan baku ada yang
dibeli dari supplier pihak ketiga dan ada pula dari pihak PAN BROTHERS. Berikut
adalah daftar bahan baku yang digunakan di PT. Eco Smart Garment Indonesia:
a. Fabric
i. Shell
Shell merupakan kain utama yang digunakan sebagai bahan baku pembuatan
produk di PT ESGI.
ii. Lining
Lining merupakan bahan pelapis berupa kain yang melapisi bahan utama.
iii. Interlining
Kain Interlining atau kain keras adalah kain yang digunakan untuk pengeras
atau melapisi pada bagian-bagian tertentu sehingga membantu membuntuk
siluet pakaian. Interlining sering digunakan pada bagian-bagian pakaian seperti
lingkar leher, kerah, belahan tengah muka, ujung bawah pakaian, bagian
pundak pada jas, pinggang dan lain-lain.
iv. Pocket
Pocket merupakan kain yang digunakan untuk membuat bagian saku.
v. Padding
Padding merupakan bahan yang digunakan dalam pembuatan jaket.
b. Accessories
i. Kancing
Kancing adalah alat kecil berbentuk pipih, dan bundar yang dipasangkan
dengan lubang kancing untuk menyatukan dua helai kain yang bertumpukan,
atau sebagai ornamen.
ii. Zipper
Zipper lazim disebut dengan ritsluiting, digunakan untuk membuat bukaan
pada pakaian agar pakaian tersebut mudah dipasang atau dibuka. Zipper
ini bermacam-macam model dan ukurannya tergantung kegunaannya.
18
iii. Elastic
iv. Stopper atau Waistband
Stopper atau Waistband merupakan accessories sejenis tali yang digunakan
untuk membentuk sabuk pada celana panjang maupun pendek.
v. Price tag
Price tag berisikan merk, harga produk, negara pembuat produk, cara
penggunaan produk dan lain-lain.
3.2.2. Produk yang Dihasilkan
Seperti yang sudah disampaikan pada Bab 1 dan Bab 2, PT. Eco Smart Garment
Indonesia merupakan perusahaan yang memproduksi barang garment dengan merk
dagang UNIQLO. Berikut adalah produk-produk yang dihasilkan oleh PT. Eco Smart
Garment Indonesia:
a. Jogger Pants (UNIQLO)
Gambar 3.1 MEN Jogger Pants (Cream)

19
b. Jacket (UNIQLO)
Gambar 3.2 Jacket MA-1 Blouson (Brown)
c. Winter Skirt (UNIQLO)
Gambar 3.3. Winter Skirts (Navy)
20
d. Short (UNIQLO)
Gambar 3.4 UNIQLO Relaxed Utility Shorts (Yellow)
3.3. Proses Produksi
Proses produksi pada PT. ESGI diawali dari datangnya order dari buyer yaitu
UNIQLO, kemudian order dari buyer ini akan diterima oleh PPIC Pusat sebelum
akhirnya diolah kembali di PPIC Factory PT. ESGI. Output dari PPIC Factory PT.
ESGI berupa order status yang berisi tentang tanggal diperoleh nya order, material
yang harus tersedia, model pakaian dan tanggal harus keluar factory. Order status
ini selanjutnya diberikan keseluruh departemen produksi yaitu Warehouse, Cutting,
Sewing, Packing dan QC. Setelah itu, pihak Cutting akan merespon order status
tersebut dengan mengorder material yang ada di Warehouse. Material yang akan
digunakan terlebih dulu di inspeksi oleh pihak Warehouse, apabila material tersebut
sudah sesuai standar maka material tersebut langsung di kirimkan ke departemen
Cutting, namun apabila terdapat defect pada material tersebut maka pihak
Warehouse akan menginfokan ke departemen PPIC Factory kemudian meminta
approval dari buyer apa bila material tersebut di setujui oleh buyer maka proses
produksi berlanjut ke Cutting, namun jika buyer tidak memberikan approval maka
pihak PPIC akan melakukan pergantian/ replacement ke pihak supplier. Setelah
material diterima oleh departemen Cutting maka pihak Cutting akan melakukan
pemotongan kain sesuai dengan pola potongan yang telah diolah menggunakan
21
software Intellocut, setelah pemotongan kain selesai, selanjutnya dilakukan proses
QC lalu potongan kain yang lolos di berikan ke Distribution Center yang bertugas
untuk menyebarkan potongan kain ke departemen Sewing.
Selanjutnya, departemen Sewing akan menjahit potongan – potongan panel tersebut
kemudian melakukan QC, ada 2 QC yang dilakukan pada departemen Sewing yaitu
QC in Line dan QC End Line. QC In Line dilakukan selama proses menjahit
berlangsung sedangkan QC End Line dilakukan saat akhir line produksi saat panel
telah menjadi garment. Setelah melalui QC, garment yang lolos di letakkan di Dry
Room, untuk di lakukan proses drying selama 2 jam. Setelah itu garment di packing
dengan diberi tambahan berupa waist tag dan price tag, dan dilakukan QC Strong,
sebelum dimasukkan ke dalam kardus garment yang sudah dibungkus dengan
polybag dimasukkan Metal Detector untuk garment yang lolos dimasukkan ke
kardus, lalu disimpan di gudang finished good lalu dikirimkan ke buyer. Untuk
garment yang tidak lolos dimasukkan kedalam area kontaminasi.
Berikut merupakan gambaran flowchart proses produksi di PT. Eco Smart Garment
Indonesia (PT. ESGI) Klego dapat dilihat pada Gambar 3.5 (a), (b) dan (c).
22
Start
Order Dari Buyer
PPIC Pusat
PPIC Factory
Menerima Order Status
(Dept. Produksi)
Order Status
Request Material
(Dept. Cutting)
A
Gambar 3.5 Proses Produksi Keseluruhan (a)

23
Mengirim material ke Cutting
(Warehouse)
Inspeksi Material
(Warehouse)
Defect YES
NO
Melapor ke PPIC
(Warehouse)
Meminta Replacement
(PPIC)
Menunggu Approval
Buyer (Warehouse)
Approve NO
A
YES
B
Gambar 3.5 Proses Produksi Keseluruhan (b)
24
Cutting Material
(Dept. Cutting)
B
QC Panel (Dept. QC)
Mengirim Panel ke DC
(Cutting)
Distribusi Panel (Distribution
Center)
Sewing Unit dan Assembly
(Dept. Sewing)
QC (Dept. QC)
Drying (Dry Room)
Packing
Finished Good dikirim ke Gudang
End
Gambar 3.5 Proses Produksi Keseluruhan (c)
25
3.3.1 Proses Produksi Warehouse
a. Proses Produksi Warehouse Fabric
Proses produksi yang ada di warehouse fabric diawali dengan adanya barang/ kain/
fabric yang masuk dari supplier, kemudian barang yang masuk dari supplier dicek
sesuai dengan jumlah pesanan dan kriteria pesanan. Fabric yang datang beraneka
ragam sesuai dengan kebutuhan produksi, maka dari itu dilakukan grouping
berdasarkan warna. Apabila Warehouse menerima order dari departemen cutting
maka fabric dipindahkan ke “Rak Before Inspect” kemudian dilakukan inspeksi,
apabila ditemukan inspeksi maka dari pihak Warehouse akan menghubungi PPIC,
dari PPIC akan meminta approval ke buyer, apabila buyer menolak maka pihak
PPIC akan menghubungi supplier untuk meminta replacement, namun bila buyer
memberikan approval maka data fabric di-upload ke software “Intellocut” selanjutnya
fabric dikirim ke departemen cutting. Flowchart proses produksi pada departemen
Warehouse Fabric dapat dilihat pada Gambar 3.6.
Start
Barang masuk dari supplier
Check barang masuk
Grouping berdasarkan
warna
Order dari Dept. Cutting
Memindah fabric ke rak
before inspect
Melakukan inspect
YES
Defect
Fabric dikirim ke Dept. Cutting
End
Upload data ke
intellocut
NO
Meminta approval ke
buyer
Approve
YES
Melaporkan ke
bagian PPIC
NO
YES
NO
Replacement dari supplier
Gambar 3.6 Proses Produksi Warehouse Fabric
26
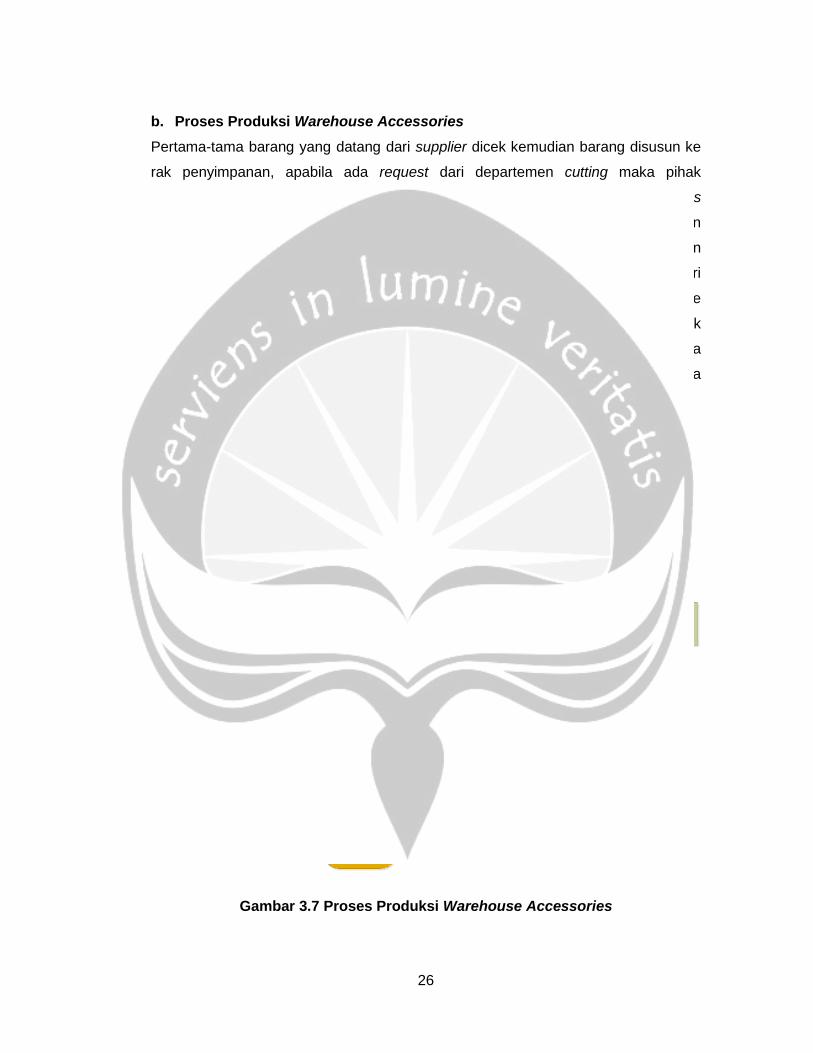
b. Proses Produksi Warehouse Accessories
Pertama-tama barang yang datang dari supplier dicek kemudian barang disusun ke
rak penyimpanan, apabila ada request dari departemen cutting maka pihak
warehouse akan mengambil barang sesuai dengan order kemudian accessories
yang terbuat dari bahan yang mengandung metal atau logam akan dicek dengan
Metal Detector. Kemudian dilakukan QC, apabila lolos maka accessories akan
dikirim ke departemen cutting. Apabila barang tersebut tidak lolos QC maka dari
pihak Warehouse akan menghubungi PPIC, dari PPIC akan meminta approval ke
buyer, apabila buyer menolak maka pihak PPIC akan menghubungi supplier untuk
meminta replacement. Apabila approval diterima buyer maka proses selanjutnya
berjalan seperti saat accessories lolos QC. Flowchart proses produksi pada
departemen Warehouse Accessories dapat dilihat pada Gambar 3.7.
Start
Barang dari supplier datang
Check
Menyusun barang ke rak penyimpanan
Request acc dari bagian cutting
Mengambil barang sesuai
order
YES
Metal detector u/ barang yang mengandung
metal
QC
Kirim ke Dept. Cutting
YES
End
NO
Melaporkan ke
bagian PPIC
NOReplacement dari supplier
Gambar 3.7 Proses Produksi Warehouse Accessories
27
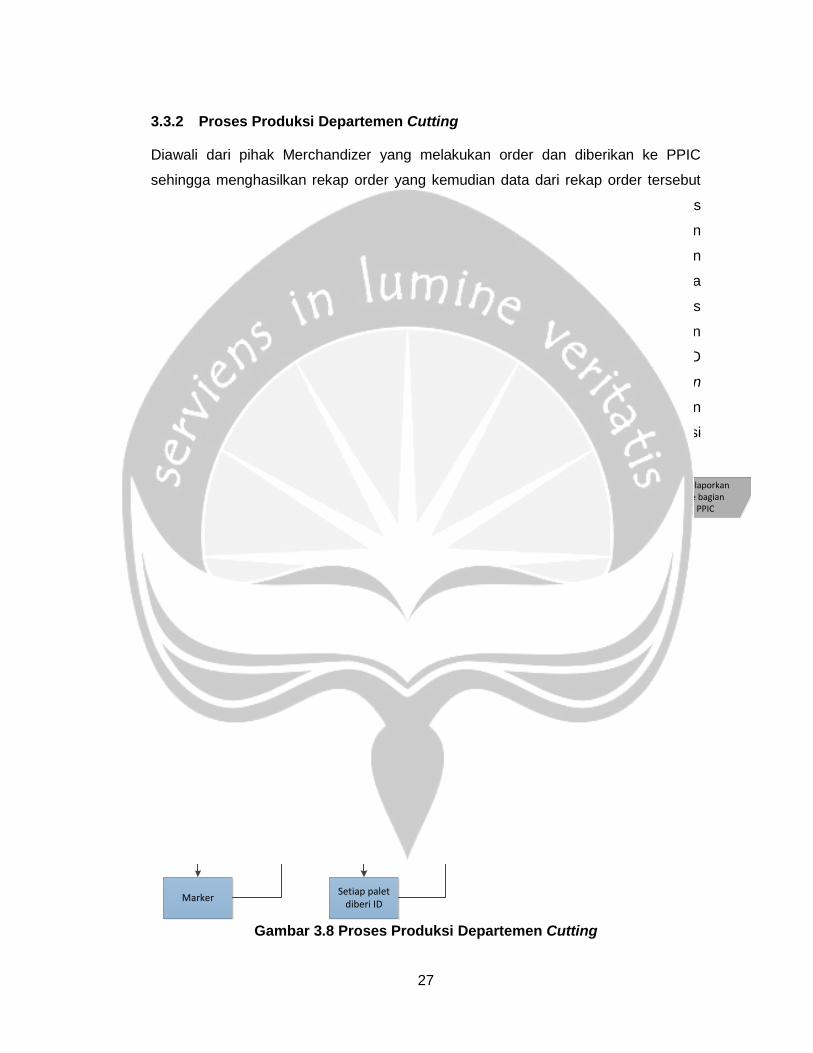
3.3.2 Proses Produksi Departemen Cutting
Diawali dari pihak Merchandizer yang melakukan order dan diberikan ke PPIC
sehingga menghasilkan rekap order yang kemudian data dari rekap order tersebut
di-upload ke software “Intellocut”, kemudian pihak cutting akan melakukan proses
data sehingga menghasilkan dokumen “Lay Ship”, dokumen ini akan menghasilkan
marker yaitu pola potongan pada kain. Kemudian departemen cutting akan
melakukan order material ke warehouse, material yang masuk dan diterima
selanjutnya akan melalui proses spreading yaitu gelar material. Setelah proses
spreading selesai, material dipotong sesuai pola, pola pola yang terpotong akan
diberi nomor sesuai pada dokumen “Lay Ship”, panel yang dihasilkan akan diberi ID
kemudian dilakukan cutting, panel yang lolos QC akan dikirimkan ke distribution
center sebelum di distribusikan ke departemen Sewing. Panel yang tidak lolos akan
dilaporkan ke PPIC untuk dimintakan approval ke buyer. Flowchart proses produksi
pada departemen Cutting dapat dilihat pada Gambar 3.7.
Start
Merchandaiser
Recap order
dari PPIC
Upload data recap order ke
intellocut
Proses data
Lay ship
Marker
Order material ke warehouse
Material masuk
Spreading
Memotong sesuai pola
Numbering (berdasarkan
lay ship)
Setiap palet diberi ID
QC
Distribution center
End
YES
Melaporkan ke bagian
PPICNO
Gambar 3.8 Proses Produksi Departemen Cutting

28
3.3.3 Proses Produksi Departemen Sewing
Proses produksi di departemen Sewing diawali dengan diterimanya panel dari
Distribution Center, setelah panel tersebut diterima selanjutnya dilakukan markering
oleh helper. Setelah selesai di-marker, panel tersebut akan dijahit satuan yang
disebut sewing unit, selagi dilakukan sewing unit dilakukan juga QC yang disebut
QC in line, kemudian proses steam untuk membuat lipatan-lipatan pada produk
sewing unit tersebut. Setelah proses steam selesai maka dilakukan sewing
assembly untuk menyatukan unit-unti potongan yang diproses di sewing unit tadi.
Setelah sewing assembly, dilakukan QC End Line, lalu PAN QC dan FQA, FQA
merupakan team QC yang ditunjuk dari pihak buyer. Flowchart proses produksi pada
departemen Sewing dapat dilihat pada Gambar 3.7.
Start
Menerima panel dari distribution center
Helper gambar (markering)
Sewing unit (QC in line)
Steam
Sewing Assembly (QC in line)
QC End line
Pan QC
FQA
End
Gambar 3.9 Proses Produksi Departemen Sewing
29
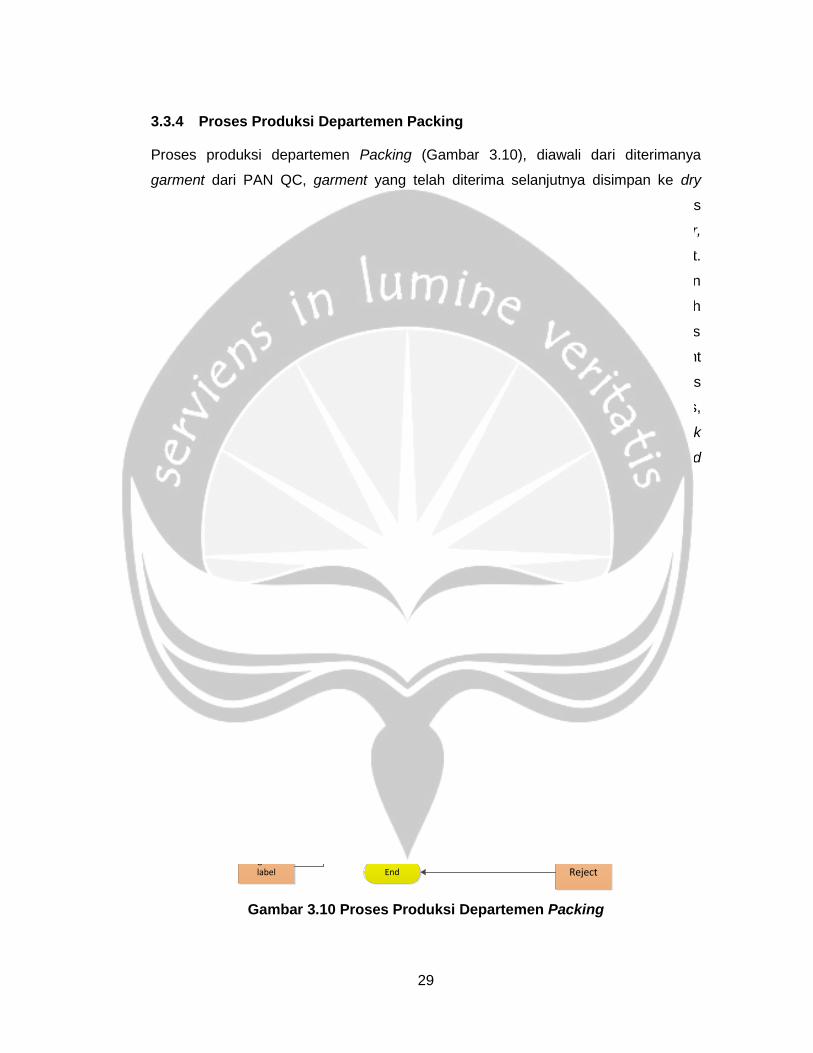
3.3.4 Proses Produksi Departemen Packing
Proses produksi departemen Packing (Gambar 3.10), diawali dari diterimanya
garment dari PAN QC, garment yang telah diterima selanjutnya disimpan ke dry
room untuk dijaga kelembapannya agar tidak menimbulkan jamur saat proses
pengiriman. Setelah dari Dry Room, garment diberikan waist tag oleh bagian helper,
kemudian waist tag dijahit, kemudian garment dipisahkan berdasarkan lot.
Selanjutnya pencabutan raffia yang merupakan kode negara, lalu dilakukan
pengecekan label. Setelah pengecekan label selesai, proses selanjutnya adalah
pemasangan hangtag, kemudian dilakukan QC Strong. Garment yang telah lolos
dimasukkan ke dalam polybag kemudian dilakukan Metal detector Process, garment
yang tidak lolos MD proses akan dimasukkan ke box karantina untuk diproses
menggunakan hand held apabila dengan alat tersebut garment masih tidak lolos,
maka garment dianggap reject. Garment yang lolos akan di scan kemudian di pack
atau dimasukkan ke dalam kardus. Selanjutnya disimpan kedalam gudang finished
good untuk menunggu proses pengiriman.
Start
Garmen dari PAN QC
Garment disimpan dalam
dry room
Helper waist tag
Menjahit waist tag
Garment dipisah
berdasarkan lot
Mencabut rafia
Pengecekan label
Pemasangan hangtag
QC Strong
Memasukkan garment kedalam polybag
MD process
Finished goods
End
Box karantina
YES
NOArea hand
held
Masih terdapat
logamNO
Reject
Scan & pack
YES
Gambar 3.10 Proses Produksi Departemen Packing

30
3.4. Fasilitas Produksi
Untuk menunjang proses produksi pada PT. Eco Smart Garment Indonesia, memiliki
3 gedung factory yang diberi nama Klego 1, Klego 2 dan Klego 3. Diantara ketiga
gedung tersebut terdapat sebuah warehouse material yang berisikan seluruh fabric
dan accessoris yang akan digunakan selama produksi berlangsung. Warehouse
finished good ada di gedung 2 dan gedung 1, gedung 3 adalah gedung factory untuk
proses cutting. Selain gedung factory beberapa fasilitas produksi lain digunakan
selama dilakukannya proses produksi.
3.4.1. Sistem ERP dengan software Intellocut
Software Intellocut merupakan software yang khusus digunakan oleh pabrik-pabrik
garment untuk membantu dalam bidang pemotongan kain. Software ini akan
memberikan pola potongan-potongan yang paling efisien pada lembaran kain
sehingga kain perca yang dihasilkan sedikit mungkin.
3.4.2. Warehouse Material dan Finished Good
a. Forklift dan Handlift
Forklift yang kami temui berada di warehouse material, Forklift ini digunakan oleh
para operator untuk memindahkan fabric yang tiba dari supplier ke rak. Rak yang
ada pada warehouse tingginya bisa mencapai 5 meter, sehingga untuk
menjangkaunya digunakan forklift ini. Handlift digunakan untuk mengangkat
material/ fabric/ garment dan memindahkannya ke tempat lain. Perbedaan handlift
dengan forklift yaitu jika pada handlift tidak mampu mengangkat barang ke tempat
yang tinggi dan masih manual atau menggunakan tenaga manusia sedangkan
forklift merupakan alat yang semi-automated.
b. Rak
Rak yang digunakan pada warehouse material/ finished good merupakan rak dari
kerangka besi yang tingginya mencapai 5 meter dan diberi celah setinggi 1.5 meter
untuk menempatkan material/ finished good.
31
c. Pallet
Pallet digunakan untuk meletakkan WIP atau material agar tidak bersentuhan
langsung dengan lantai pabrik sehingga material terjaga kebersihannya dan tidak
terkontaminasi baik dari warna maupun kualitasnya.
d. Metal Detector
Mesin Metal Detector digunakan untuk mengecek apakah pada garment, fabric,
accessories terdapat kandungan logam yang melebihi toleransi dan dapat
membahayakan konsumen.
e. Mesin Pemotong Waist Band (Set Stopper)
Waist Band merupakan accessories sejenis tali yang digunakan untuk membentuk
sabuk pada celana panjang maupun pendek. Mesin pemotong Waist Band ini
berfungsi untuk membagi waist band tersebut dari yang berupa gulungan hingga
menjadi potongan-potongan yang disesuaikan untuk kebutuhan produksi celana
tersebut.
f. Mesin Gulung Benang
Mesin Gulung Benang digunakan untuk mengisi gulungan benang yang sudah
kosong, pipa benang yang kosong dari departemen sewing akan dikembalikan ke
departemen warehouse untuk diisikan benang.
g. Mesin Relax Kain Elastis
Untuk kain yang bertekstur elastis atau mudah “melar” maka kain tersebut harus di
relax, maksud dari proses relax kain ini adalah gelar kain yang berasal dari gulungan
kain dan mendiamkan gelaran kain tersebut selama ±2 x 24 jam. Fungsi dari relax
kain ini untuk membuat kain elastis tersebut agar tidak mengerut pada saat proses-
proses produksi selanjutnya
h. Mesin QC Kain
Dalam melakukan QC Kain, operator dibantu sebuah mesin untuk mempercepat
proses pengecekan kain. Mesin ini akan membantu operator dalam membuka
gulungan dan menarik kain perlahan-lahan menjadi gulungan lagi setelah operator
selesai mengecek kain. Mesin ini dilengkapi dengan lampu LED yang cukup terang
untuk membantu penglihatan operator dalam mengecek kain.
32
3.4.3. Cutting Department
a. Rak
Berbeda dengan Rak yang berada di departemen warehouse, rak pada departemen
cutting berfungsi untuk menyimpan panel atau potongan-potongan kain. Rak ini
memiliki tinggi ±2 meter dengan sekat untuk memisahkan jenis-jenis potongan kain,
warna dan jenis bahan.
b. Mesin Gelar Kain
Mesin gelar kain ini berfungsi hampir sama dengan mesin relax kain pada
departemen warehouse, namun yang membedakan adalah mesin gelar kain ini akan
membuka gulungan kain dan menyusun kain gelaran kain secara bertumpuk-tumpuk
sebelum kain tersebut dipotong oleh mesin pemotong kain.
c. Mesin Pemotong Kain
Mesin pemotong kain yang digunakan pada PT. Eco Smart Garment Indonesia ini
masih menggunakan tenaga manusia untuk mengoperasikannya, mata pisau yang
sangat tajam mengharuskan operator menggunakan APD berupa sarung tangan
besi untuk melindungi tangan dari gesekan pisau agar tidak melukai tangan.
d. Sarung Tangan Besi
Sarung tangan besi digunakan untuk melindungi tangan dari gesekan pisau agar
tidak melukai tangan operator saat menggunakan mesin pemotong kain.
e. Mesin Pembuat Pattern CNC
Mesin ini merupakan mesin CNC yang semi-automated mesin ini berfungsi membuat
pola sesuai dengan cetakan acrylic yang ada, mesin ini digunakan untuk mencetak
pola pada produksi Winter Skirt.
f. Mesin Bobok Kantong
Mesin bobok kantong merupakan mesin yang digunakan untuk membuat kantong
dalam pada celana pendek atau panjang yang akan diproduksi.
g. Mesin Fusing
Mesin ini digunakan untuk membuat panel berongga yang biasanya diletakkan pada
pinggang untuk diisi karet atau waist band.
h. Sticker Tools
Alat ini digunakan untuk memberikan sticker yang berisikan nomor panel sesuai
dengan Kartu Produksi yang diterima operator dan nomor urutan pemotongan panel.
33
i. Marker
Alat ini digunakan untuk memberi tanda bagian-bagian mana yang harus dipotong,
alat ini berupa gambar pola.
3.4.4. Sewing Department
a. Mesin Jahit
Pada departemen sewing terdapat ±40 mesin jahit pada setiap line produksi. Setiap
1 mesin jahit di handle oleh 1 operator jahit.
b. Mesin Obras
Pada departemen sewing terdapat ±10 mesin obras pada setiap line produksi.
Setiap 1 mesin obras di handle oleh 1 operator obras.
c. Steam
Mesin Steam merupakan setrika uap yang digunakan untuk membentuk lipatan-
lipatan pada garment atau panel menjadi lebih tegas dan permukaan lebih halus.
d. Cekris
e. Gunting
3.4.5. Packing
a. Dry Room
Dry Room merupakan sebuah ruangan yang terjaga kelembabannya dan berada
pada suhu ruangan 25o C yang diatur dengan menggunakan Air Conditioner (AC).
Dry Room digunakan untuk mengeringkan garment atau menjaga kelembaban
garment sehingga terhindar dari jamur dan penyusutan.
b. Metal Detector
Mesin Metal Detector digunakan untuk mengecek apakah garment tersebut
mengandung kadar logam yang melebihi toleransi dan dapat membahayakan
konsumen.
c. Hand Held
Hand hald merupakan alat yang digunakan untuk mendeteksi logam apabila
terdapat garment yang terdeteksi memiliki kadar logam pada mMetal Detector.
Mesin ini dioperasikan secara manual.
34
d. Mesin Jahit
Pada departemen packing mesin jahit digunakan untuk menjahit price tag dan waist
tag sesuai dengan ukuran dan destinasi dari masing-masing produk.
e. Rak
Rak pada departemen packing berfungsi untuk menyimpan garment yang termasuk
WIP. Rak ini memiliki tinggi ±2 meter dengan sekat untuk memisahkan antar
garment.
35
BAB 4
TINJAUAN PEKERJAAN MAHASISWA
4.1. Lingkup Pekerjaan
Dalam pelaksanaan Kerja Praktek di PT. Eco Smart Garment Indonesia (anak
perusahaan dari PT. PAN BROTHERS Tbk) penulis ditempatkan di Departemen
Training and System Management (TSM) dibawah pengawasan Bapak Heri Yanto.
Departemen TSM ini bertugas untuk mengawasi kegiatan produksi agar berjalan
sesuai dengan sebagai mana mestinya, membuat SOP, menunjang motivasi
karyawan dan audit lantai produksi. Selama pelaksanaan kerja praktek penulis
dibantu oleh beberapa pihak yaitu:
i. Bapak Heri Yanto selaku staff di Departemen Training and System Management
(TSM), yang memberikan tugas dan mereview tugas yang diberikan setiap
minggu.
ii. Sdri. Lusi dan Sdri. Dewi selaku operator di Departemen Training and System
Management (TSM), yang telah membantu penulis untuk mengaudit keseluruhan
pabrik.
iii. Seluruh Manajer Produksi, Assistant Manajer Produksi dan Chief produksi PT.
Eco Smart Garment Indonesia yang telah membantu penulis selama berada di
lantai produksi.
iv. Ibu Irene Galuh selaku Chief bagian Personalia yang telah membantu penulis
secara administratif selama pelaksanaan Kerja Praktek di PT. Eco Smart
Garment Indonesia.
4.2. Tanggung Jawab dan Wewenang dalam Pekerjaan
4.2.1. Tanggung Jawab Penulis dalam Pekerjaan
Selama melakukan Kerja Praktek di PT. Eco Smart Garment Indonesia, penulis
ditempatkan di Departemen Training and System Management (TSM), penulis
diberikan tugas dan arahan oleh Bapak Heri Yanto. Tugas yang diberikan bapak
Heri Yanto kepada penulis merupakan tugas khusus, yaitu:
a. Identifikasi proses produksi pada setiap departemen pada lantai produksi.
b. Identifikasi Waste pada lantai produksi.
36
c. Memberikan solusi perbaikan pada waste yang ditemukan pada lantai produksi.
d. Review tugas yang diberikan setiap minggu di hari Kamis atau Jumat.
4.2.2. Wewenang Penulis dalam Pekerjaan
Dalam rangka memenuhi tugas yang diberikan oleh Bapak Heri Yanto, penulis
diberikan beberapa wewenang, yaitu:
a. Penulis diperbolehkan untuk mengamati secara langsung proses produksi yang
ada pada setiap departemen.
b. Penulis diperbolehkan untuk berkomunikasi atau bertanya kepada pembimbing,
operator, chief, supervisor apabila ada hal yang tidak dipahami dari proses yang
terjadi.
c. Penulis diperbolehkan untuk mengambil data yang diperlukan dalam rangka
pemenuhan tugas.
4.3. Metodologi Pelaksanaan Pekerjaan
Berikut merupakan langkah-langkah yang digunakan oleh penulis untuk pemenuhan
tugas, selama pelaksanaan kerja praktek di PT. Eco Smart Garment Indonesia:
Gambar 4.1 Metodologi Pelaksanaan Pekerjaan
Mulai
Mempelajari alur proses produksi yang ada di setiap departemen
Identifikasi waste
yang ditemukan
di setiap
departemen
produksi
Membuat
diagram fishbone
untuk mencari
penyebab waste
Membuat solusi
dilihat dari
penyebab waste
tersebut
Mereview hasil
pekerjaan setiap
minggu dengan
pembimbing dan
rekan-rekan dari
departemen TSM
Selesai Membuat laporan
37
4.4. Hasil Pekerjaan
4.4.1. Identifikasi Waste dan Diagram Fishbone
Waste merupakan semua kegiatan yang tidak memiliki nilai tambah namun justru
menambah biaya dalam suatu kegiatan produksi. Adanya waste membuat kegiatan
produksi menjadi tidak berjalan sebagaimana mestinya. PT. Eco Smart Garment
Indonesia mengklasifikasikan waste-nya menurut metode Lean Production yang
terkenal dengan singkatan DOWNTIME, yaitu:
Defect, produk atau layanan pada perusahaan yang tidak sesuai dengan spesifikasi
sehingga membutuhkan rework
Over Production, menghasilkan produk yang melebihi permintaan atau produk
yang dihasilkan tidak tepat waktu sehingga pengiriman produk mundur. Waste ini
biasanya disebabkan karena perencanaan produksi yang kurang matang atau
kondisi perusahaan yang berubah.
Waiting, segala aktivitas menunggu yang diakibatkan karena adanya aktivitas
sebelumnya yang lebih lama dari aktivitas sesudahnya misalnya, menunggu mesin,
menunggu approval.
Non-Used Idea, metode atau pengetahuan yang diketahui tidak dapat digunakan
dalam kegiatan produksi
Transport, merupakan kegiatan pemindahan barang yang tidak diperlukan,
misalnya penempatan ulang.
Inventory, merupakan segala macam penumpukan material yang sudah tidak
digunakan dalam produksi, sehingga menambah biaya simpan.
Motion, pergerakan atau kegiatan yang tidak diperlukan misalnya mengobrol,
bercanda di lantai produksi.
Extra Processing, proses yang sebenarnya tidak diperlukan namun dilakukan dan
hanya menambah biaya produksi.
Berikut adalah waste yang ditemukan di lantai produksi dan penyebabnya:
i. Diakhir produksi ditemukan defect, produk yang dihasilkan tidak sesuai dengan
standar yang ada. Waste defect ini ditemukan pada departemen Sewing. Defect
yang biasa dijumpai pada departemen Sewing ini berupa twist heming, chalk
mark, puckering inseam, dan lain-lain. Penyebab-penyebab yang memungkinkan
terjadinya defect tersebut dijabarkan pada Gambar 4.2 dengan menggunakan
38
alat bantu berupa fishbone diagram. Salah satu faktor penyebab defect tersebut
berasal dari man atau operator yang bekerja pada departemen sewing tersebut,
bisa jadi operator tersebut mengalami kelelahan sehingga konsentrasinya
berkurang atau operator tersebut merupakan operator baru yang berada pada
departemen terbeut sehingga skill yang dimiliki kurang atau operator tersebut
merasa terburu-buru dalam mengerjakan pekerjaannya sehingga pekerjaannya
tersebut jadi kurang maksimal. Faktor kedua dilihat dari metode yang digunakan
yaitu proses jahit terlalu rumit atau proses menjahit salah atau kurang tepat.
Faktor lain dilihat dari mesinnya, mungkin mesin jahit yang digunakan
mengalami kerusakan atau kurang perawatan. Dari segi materialnya terdapat
defect yang tidak teridentifikasi saat inspeksi pada warehouse atau kualitas
material yang digunakan kurang baik.
Defect
MAN
MATERIAL
METHOD
Kurang
konsentrasi
Melakukan
pekerjaan dg
terburu-buru Skill kurang
Kualitas
Terdapat
defect yg tdk
teridentifikasi
saat inspeksi
Salah/ kurang
tepat
Terlalu
rumit
Terjadi
kerusakan saat
sedang
digunakan
MACHINE
Kurang
perawatan
Gambar 4.2 Waste: Defect
ii. Garment reject mati merupakan garment yang tidak dapat di-rework dan hanya
menambah biaya produksi hal ini terjadi pada departemen Sewing. Garment
reject mati juga merupakan salah satu jenis defect. Penyebab-penyebab yang
memungkinkan terjadinya garment yang reject mati tersebut dijabarkan pada
Gambar 4.3 dengan menggunakan alat bantu berupa fishbone diagram.
Penyebab terjadinya waste ini dipengaruhi oleh beberapa faktor; yaitu faktor man
atau operator yang kurang konsentrasi karena kelelahan atau lingkungan yang
kurang kondusif dan tidak nyaman, skill operator yang kurang dan terburu-buru.
39
Metode yang digunakan kurang tepat atau proses jahit terlalu rumit. Mesin yang
digunakan kurang perawatan sehingga terjadi kerusakan saat sedang
digunakan. Dari faktor material yang digunakan bisa jadi terdapat defect yang
tidak teridentifikasi saat inspeksi material atau kualitas material yang digunakan
kurang baik.
Defect
MAN
MATERIAL
METHOD
Kurang
konsentrasi
Melakukan
pekerjaan dg
terburu-buru Skill kurang
Kualitas
Terdapat
defect yg tdk
teridentifikasi
saat inspeksi
Salah/ kurang
tepat
Terlalu
rumit
Terjadi
kerusakan saat
sedang
digunakan
MACHINE
Kurang
perawatan
Gambar 4.3 Waste: Garment Reject Mati
iii. Tidak bisa memenuhi target pengiriman Finished Good ke buyer tepat waktu,
waste ini ditemukan pada departemen produksi dimana departemen tersebut
melibatkan seluruh departemen cutting, sewing, warehouse, PPIC, QC, dan
packing. Penyebab-penyebab yang memungkinkan terjadinya defect tersebut
dijabarkan pada Gambar 4.4 dengan menggunakan alat bantu berupa fishbone
diagram. Terlihat pada fishbone diagram terdapat 4 faktor yang mempengaruhi
terjadinya waste, yaitu man, method, machine, dan material. Yang
mempengaruhi faktor man adalah stress kerja yang terlalu tinggi atau justru
malah kurang, kekurangan pekerja, kurang konsentrasi dan skill kurang. Yang
mempengaruhi faktor method yaitu terjadi kesalahan misalnya dalam hal
peramalan produksi, metode menjahit yang terlalu rumit dan kecepatan produksi
yang berbeda-beda. Pada faktor mesin mungkin saja mesin tersebut mengalami
kerusakan saat sedang dioperasikan, kondisi mesin tidak dicek sebelum mulai
kegiatan produksi, benang atau jarum mudah patah. Dari sisi material yaitu
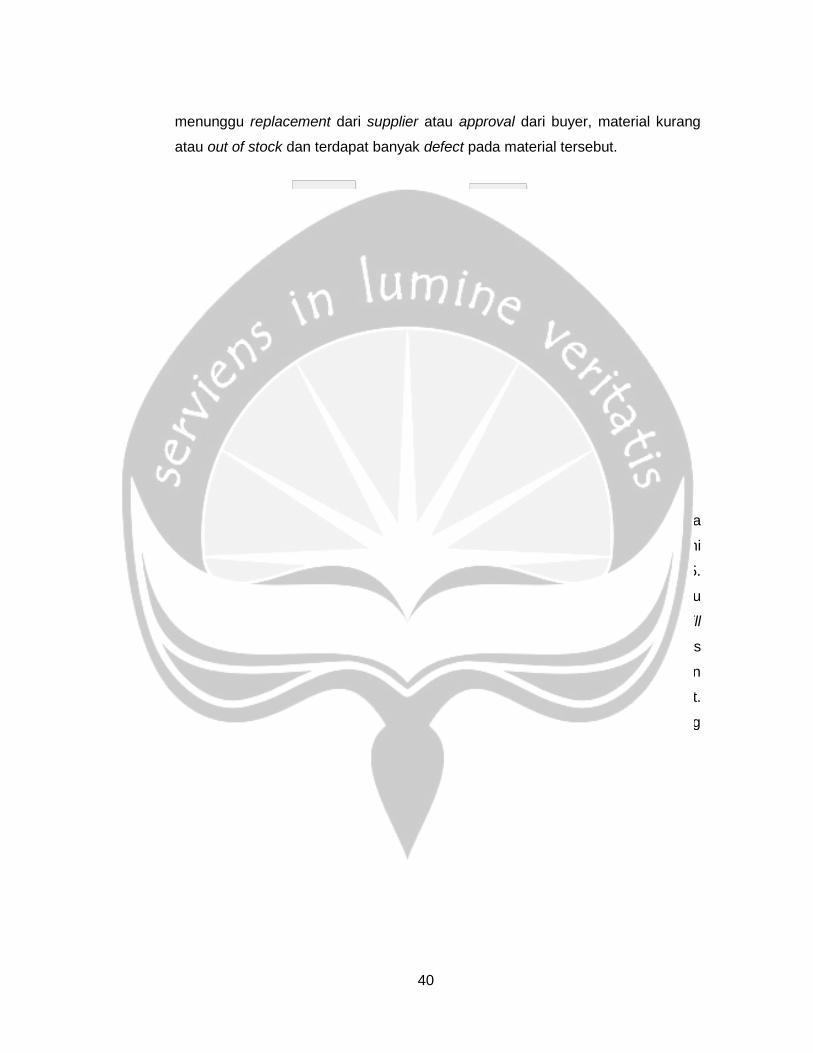
40
menunggu replacement dari supplier atau approval dari buyer, material kurang
atau out of stock dan terdapat banyak defect pada material tersebut.
Pengiriman
FG
terlambat
MAN
METHOD MATERIAL
MACHINE
Kekurangan
pekerjaStress kerja
kurang/
terlalu tinggi Skill
kurang
Kurang
konsentrasi
Kurang/
habisTerdapat
banyak
defect Menunggu
replacement
dr supplier
Tidak di cek
sebelum
mulai
digunakanTerjadi
kerusakan
saat sedang
digunakan Benang
patah
Terlalu
rumitKecepatan
produksi
tidak
seragamTerjadi
kesalahan
Gambar 4.4 Waste: Pengiriman Finished Good Terlambat
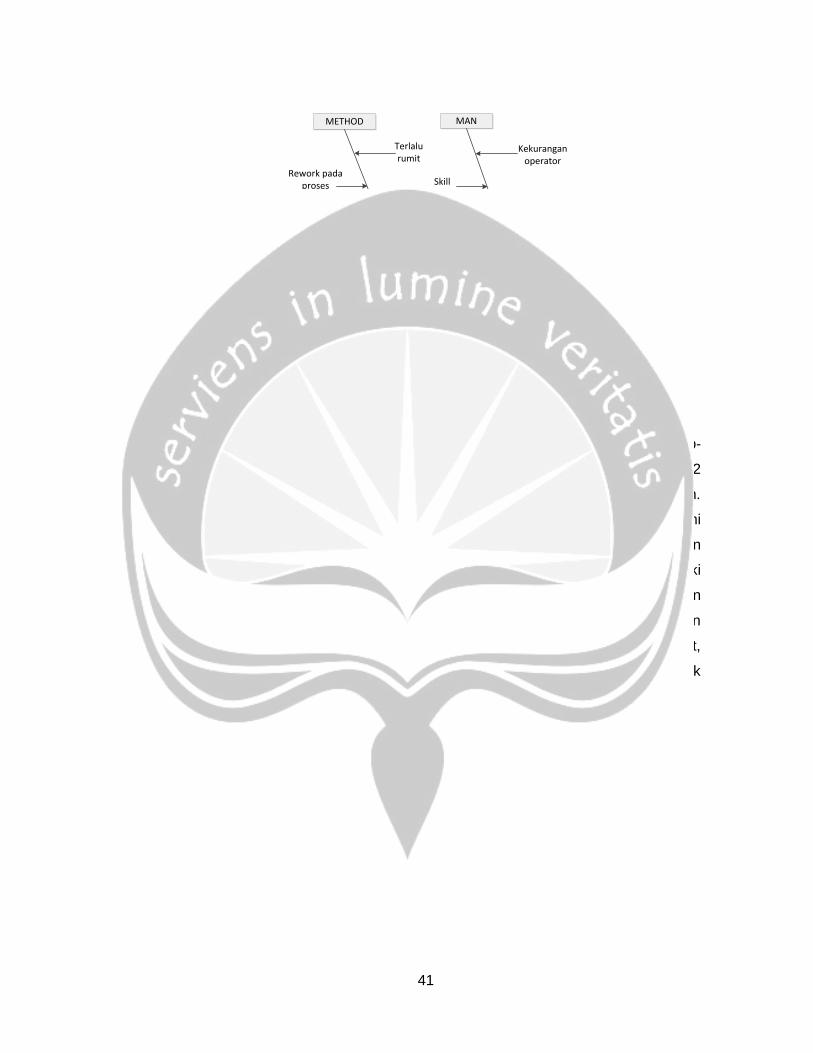
iv. Beberapa stasiun kerja pada departemen sewing ada yang menunggu karena
WIP di stasiun sebelumnya kosong. Penyebab-penyebab terjadinya waste ini
ditemukan menggunakan alat bantu berupa fishbone diagram pada Gambar 4.5.
Yang mempengaruhi faktor man atau pekerja adalah stress kerja yang terlalu
tinggi atau justru malah kurang, kekurangan pekerja, kurang konsentrasi dan skill
kurang. Terdapat banyak defect pada material yang digunakan. Pada proses
sebelumnya terdapat rework sehingga harus mengulang pekerjaan dan
membutuhkan waktu yang lebih lama atau metode menjahit yang terlalu rumit.
Mesin yang tersedia belum mencukupi atau mesin yang digunakan sedang
bermasalah.
41
Waiting
MAN
MATERIAL
METHOD
MACHINE
Kekurangan operator
Skill kurang
Terlalu rumit
Rework pada proses
sebelumnya
Mesin bermasalah Terdapat
defect
Lelah
Jumlah ketersediaan
mesin
Gambar 4.5 Waste: Waiting
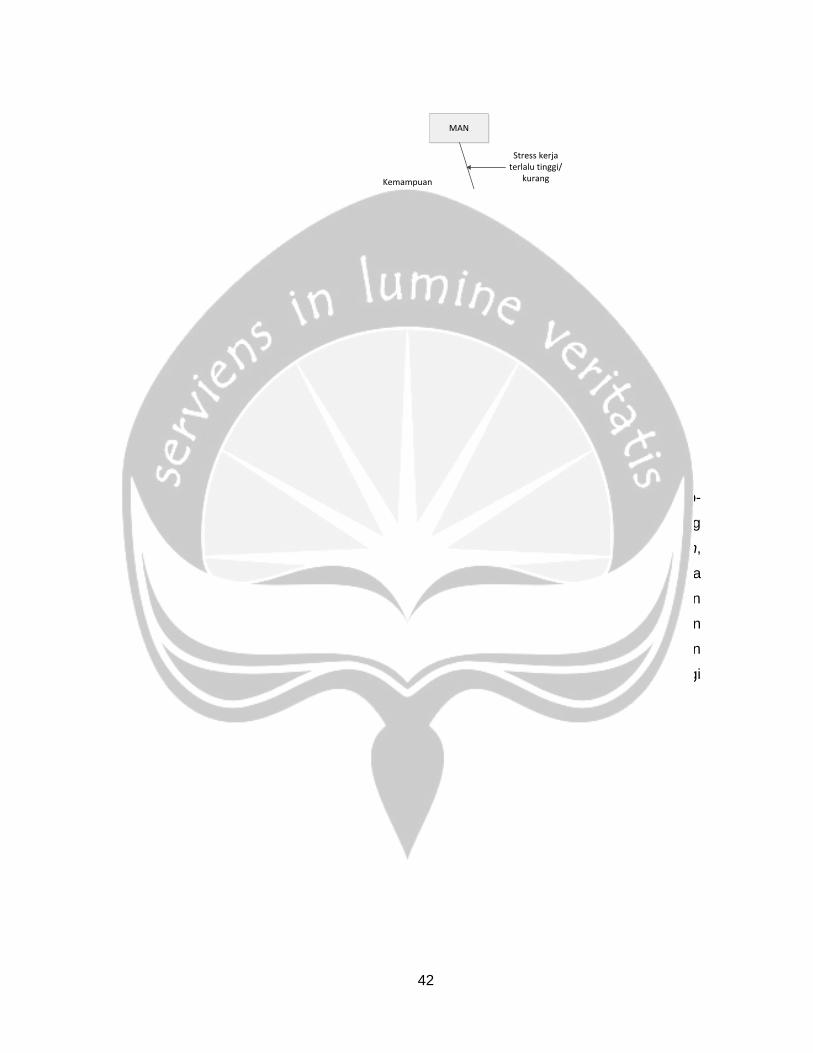
v. WIP menumpuk di beberapa stasiun di departemen Sewing. Penyebab-
penyebab waste ini dapat dilihat pada Gambar 4.6. Dikelompokkan menjadi 2
faktor yang mempengaruhi yaitu dari faktor pekerja dan metode yang digunakan.
Dari faktor pekerja sendiri adalah bisa jadi operator tersebut mengalami
kelelahan sehingga konsentrasinya berkurang atau operator tersebut merupakan
operator baru yang berada pada departemen terbeut sehingga skill yang dimiliki
kurang atau operator tersebut merasa terburu-buru dalam mengerjakan
pekerjaannya sehingga pekerjaannya tersebut jadi kurang maksimal. Sedangkan
dari metode yang digunakan bisa jadi proses menjahit yang terlalu rumit,
kecepatan menjahit yang tidak seragam dan SOP menjahit yang tidak
diperhatikan atau tidak dijalankan dengan baik oleh operator.
42
Inventory(Sewing)
MAN
METHOD
Stress kerja terlalu tinggi/
kurangKemampuan setiap pekerja
berbeda
Skill kurang
Pekerja kurang
Proses menjahit yg
rumitKecepatan produksi tidak
stabil
SOP tidak diperhatikan
Gambar 4.6 Waste: Produk WIP (Work In Process) Menumpuk
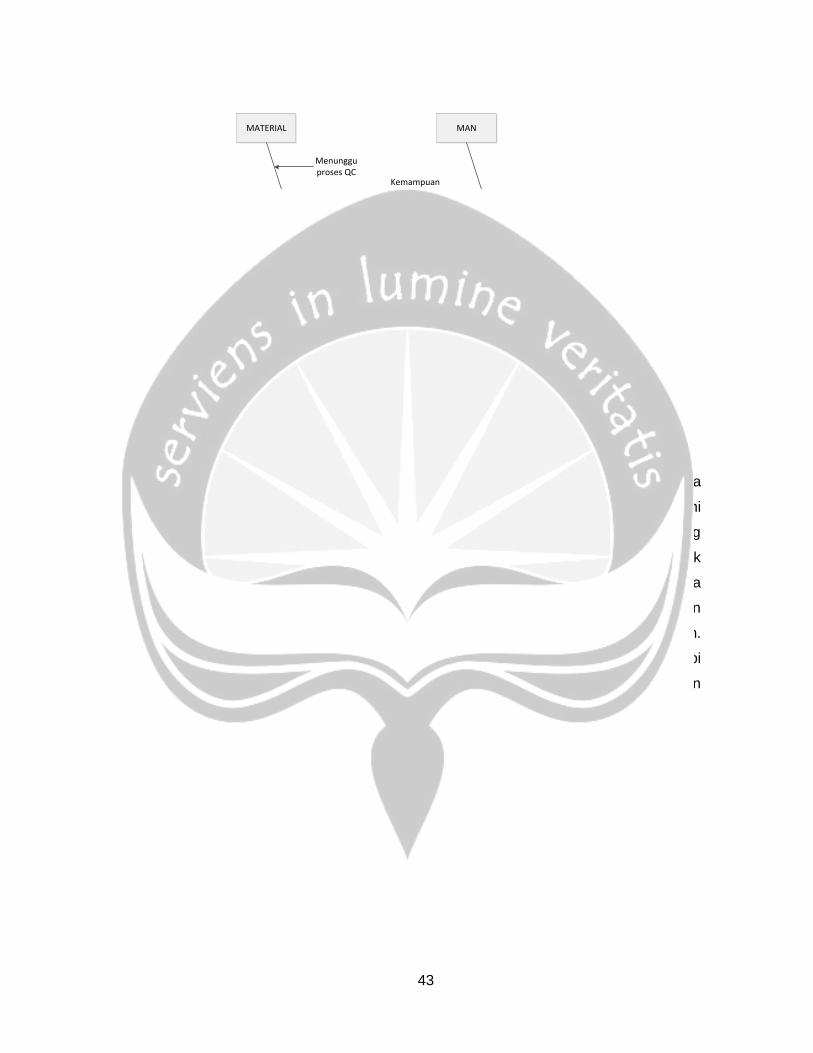
vi. WIP panel menumpuk di distribution center pada departemen cutting. Penyebab-
penyebab waste ini dapat dilihat pada Gambar 4.7. Terdapat 4 faktor yang
mempengaruhi yaitu metode, lingkungan atau environment, pekerja atau man,
dan material yang digunakan. Yang mempengaruhi faktor man atau pekerja
adalah stress kerja yang terlalu tinggi atau justru malah kurang, kekurangan
pekerja, kurang konsentrasi dan skill kurang. Faktor metode yaitu disebabkan
kecepatan produksi yang tidak sama dan tidak ada order dari departemen
sewing. Dari segi material yaitu sedang menunggu proses QC. Dari segi
lingkungan yaitu rak penyimpanan yang sudah penuh.
43
WIP panel menumpuk di
distribution center
MAN
METHOD
Kemampuan setiap pekerja
berbeda
Lelah
Pekerja kurang
Belum ada order panel dr dept sewingKecepatan
produksi tidak stabil
MATERIAL
Menunggu proses QC
ENVIRONMENT
Rak penyimpanan
penuh
Gambar 4.7 Waste: Penumpukan Panel di DC (Distribution Center)
vii. Bubut benang jahitan saat jahitan miring/ tidak sesuai dengan SOP sehingga
menimbulkan rework pada departemen Sewing. Penyebab-penyebab waste ini
dapat dilihat pada Gambar 4.8. Faktor man atau operator yang kurang
konsentrasi karena kelelahan atau lingkungan yang kurang kondusif dan tidak
nyaman, skill operator yang kurang dan terburu-buru dan kurangnya stress kerja
atau stress kerja yang berlebih. Metode yang digunakan bisa jadi menimbulkan
proses menjahit yang terlalu rumit sehingga proses menjahit keliru atau salah.
Material yang digunakan terdapat defect atau jahitan benang yang tidak rapi
pada material sebelumnya. Mesin yang tersedia belum mencukupi atau mesin
yang digunakan sedang bermasalah atau benang yang terputus saat menjahit.
44
Extra process(Sewing)
MAN
METHOD
Kurang konsentrasi
Skill kurang
Stress kerja
Terburu-buru
Proses menjahit
rumit
MACHINE
Benang putus saat sedang
menjahit
Mesin bermasalah
Keliru/ salah
Kurang perawatan
MATERIAL
Terdapat defectJahitan
benang yg tdk rapi
Gambar 4.8 Waste: Rework (Bubut Benang Jahit)
4.4.2. Solusi yang Diberikan
Berdasarkan waste yang ditemukan kebanyakan waste berasal dari departemen
sewing, karena departemen sewing merupakan departemen yang paling banyak
melibatkan operator dan memiliki stress kerja paling tinggi diantara departemen
yang lain. Beberapa operator yang penulis temui mengalami kelelahan karena terus
bekerja tanpa henti dikondisi/ situasi kerja yang tidak nyaman. Faktor kelelahan juga
dilihat penulis dari kondisi peralatan operator yang tidak nyaman, yaitu kursi jahit.
Kursi jahit yang digunakan operator merupakan kursi yang berbahan kayu dengan
kaki-kaki kursi yang berasal dari besi. Operator merasa kelelahan karena dudukan
kursi tersebut cenderung keras sehingga menekan posisi duduk operator selain itu
kursi tersebut tidak fleksibel sehingga operator tidak bisa menggerakkan kursi
tersebut ke samping saat akan mengambil panel dari tempat produk WIP. Sehingga,
penulis membuat solusi yang berupa usulan untuk memperbaiki desain kursi
operator pada departemen sewing.
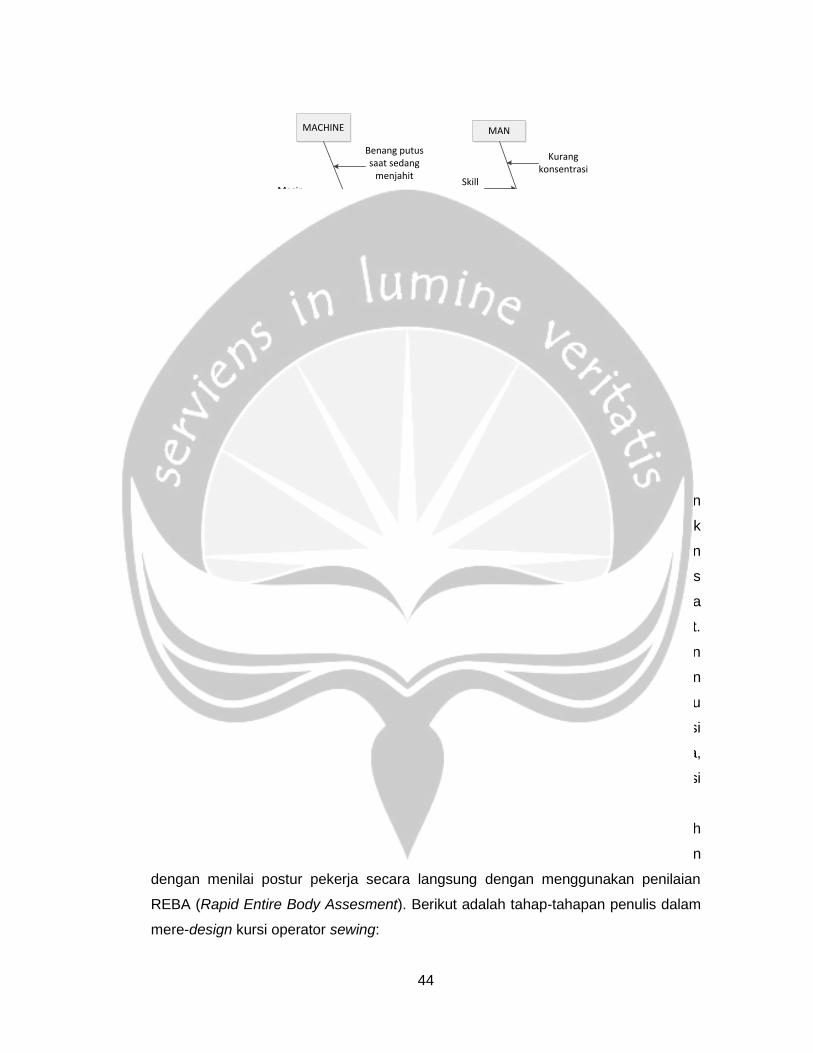
Alasan penulis membuat re-design kursi operator adalah penilaian postur tubuh
pekerja pada departemen sewing membutuhkan perbaikan, penilaian ini dilakukan
dengan menilai postur pekerja secara langsung dengan menggunakan penilaian
REBA (Rapid Entire Body Assesment). Berikut adalah tahap-tahapan penulis dalam
mere-design kursi operator sewing:

45
i. Penilaian Postur Tubuh Pekerja dengan REBA (Rapid Entire Body
Assesment)
REBA (Rapid Entire Body Assesment) merupakan suatu metode dalam Ergonomika
yang digunakan untuk mengukur postur tubuh seseorang secara keseluruhan.
Pengukuran REBA dimulai dari pengukuran postur leher, punggung, lengan
pergelangan tangan hingga kaki operator. Metode pengukuran REBA juga
dipengarungi oleh beban eksternal yang ditopang tubuh dan frekuensi pekerja dalam
melakukan aktifitas tersebut serta faktor coupling operator. Tujuan dilakukannya
pengukuran REBA untuk mengetahui posisi postur tubuh pekerja dan dapat
melakukan perubahan untuk membuat postur tubuh pekerja yang lebih baik
sehingga performansi kerja dapat meningkat.
Penulis melakukan pengukuran REBA (lihat Gambar 4.3) terhadap salah satu
operator yang berada pada departemen sewing. Pengukuran pertama yaitu
mengukur postur leher pekerja, berdasarkan pengukuran, nilai yang diperoleh
adalah +2 karena posisi leher pekerja berada pada kondisi kedua yaitu leher
menekuk dengan posisi lebih dari 20o. Selanjutnya posisi batang tubuh operator,
berada pada kondisi pertama yaitu 0o dan tubuh terkadang berputar ke samping
mengambil WIP sehingga ditambahkan +1, maka skor yang diperoleh untuk batang
tubuh berjumlah +2. Selanjutnya penilaian postur kaki, posisi kaki operator diberi
nilai +1 karena kaki operator lurus. Berdasarkan penilaian postur tubuh bagian atas
yaitu leher, batang tubuh, dan kaki maka score yang diperoleh pada tabel A adalah
+3, karena beban yang diangkat oleh operator kurang dari 11 lbs, sehingga skornya
+0, sehingga total skornya adalah 3 skor ini nantinya akan digunakan di table c.
penilaian berikutnya adalah penilaian bagian tangan. Posisi lengan bagian atas
berada pada posisi 20o – 45o sehingga skor yang diperoleh adalah +2. Lengan
bagian bawah memperoleh skor +1 karena berada pada kondisi 1 yaitu 0 – 20o .
posisi pergelangan tangan memperoleh skor +3, karena berada pada kondisi 2 dan
terkadang twisted atau tertekuk ke samping melewati garis tengah pergelangan
tangan. Sehingga skor yang diperoleh pada tabel B adalah +3, tidak ada beban
coupling maka skor untuk coupling adalah +0, sehingga total skor untuk postur
tangan adalah 3 skor inilah yang dimasukkan ke tabel c, kemudian nilai yang didapat
di tabel c adalah 3 ditambah dengan aktivitas yang berulang-ulang maka ditambah

46
+1. Sehingga total skor REBA yang diperoleh adalah 4, dengan kesimpulan resiko
yang medium dan perubahan segera.
Gambar 4.9 Penilaian REBA Operator Sewing
ii. Dimensi Anthropometri
Untuk mengerahui ukuran kursi yang dibutuhkan maka harus disesuaikan dengan
ukuran tubuh pekerja, dalam hal ini ukuran tubuh pekerja dilihat dari umur operator
terbanyak, karena untuk mengukur tubuh pekerja secara langsung penulis tidak
mendapat ijin karena bisa mengganggu kegiatan produksi di pabrik. Sehingga untuk
mengetahui ukuran tubuh pekerja maka penulis meminta data umur karyawan dari
HRD PT. Eco Smart Garment Indonesia, berdasarkan data umur operator (terlampir)
tersebut maka penulis mengambil umur 21 tahun sebagai patokan untuk mengambil
data anthropometri dari bank anthropometri. Untuk membuat redesain kursi maka
penulis menganalisis, ukuran anthropometri apa saja yang diperlukan. Dimensi
antrhopometri yang dibutuhkan dan kegunaan dimensi anthropometri dijabarkan
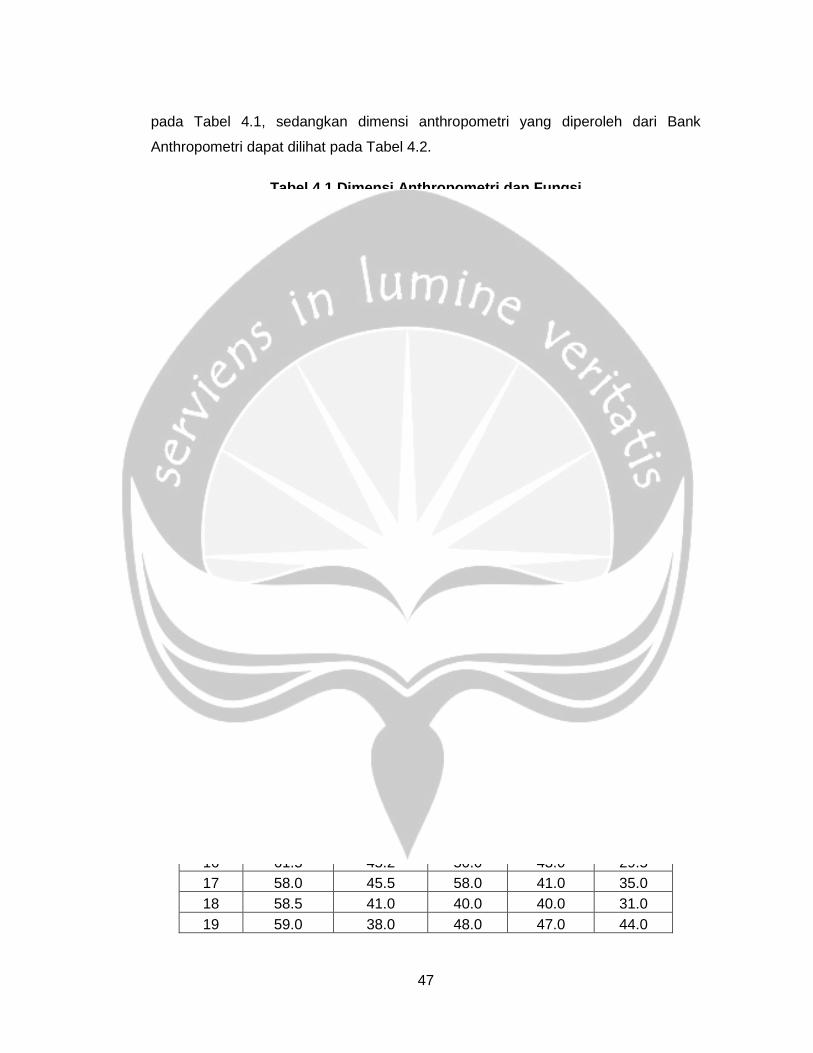
47
pada Tabel 4.1, sedangkan dimensi anthropometri yang diperoleh dari Bank
Anthropometri dapat dilihat pada Tabel 4.2.
Tabel 4.1 Dimensi Anthropometri dan Fungsi
Dimensi Anthropometri
Keterangan Kegunaan
LBD Lebar bahu duduk Sebagai lebar sandaran kursi
LPD Lebar pinggul duduk
Sebagai panjang dudukan kursi
PKP Jarak pantat ke popliteal
Sebagai lebar dudukan kursi
TBD Tinggi bahu duduk Sebagai tinggi sandaran kursi
TPD Tinggi popliteal duduk
Sebagai tinggi kursi
Tabel 4.2 Data Anthropometri Umur
No TBD TPD PKP LBP LPD
1 51.5 39.5 41.0 39.0 37.5
2 58.0 40.0 47.0 42.0 37.0
3 63.5 42.0 44.0 45.0 32.0
4 63.0 43.5 46.8 41.9 30.7
5 57.0 36.0 41.0 37.0 35.0
6 60.0 42.0 48.0 46.0 40.0
7 57.0 39.0 43.0 38.0 33.0
8 60.0 40.0 45.0 40.0 32.0
9 58.0 38.0 41.8 37.0 34.0
10 66.0 40.0 49.0 42.2 33.0
11 62.5 44.0 46.0 37.2 41.5
12 50.0 37.0 42.0 44.0 39.0
13 63.0 47.0 52.0 44.0 35.0
14 61.0 42.0 45.0 43.0 32.0
15 59.0 45.0 57.0 38.0 28.0
16 61.5 45.2 50.0 43.0 29.5
17 58.0 45.5 58.0 41.0 35.0
18 58.5 41.0 40.0 40.0 31.0
19 59.0 38.0 48.0 47.0 44.0
48
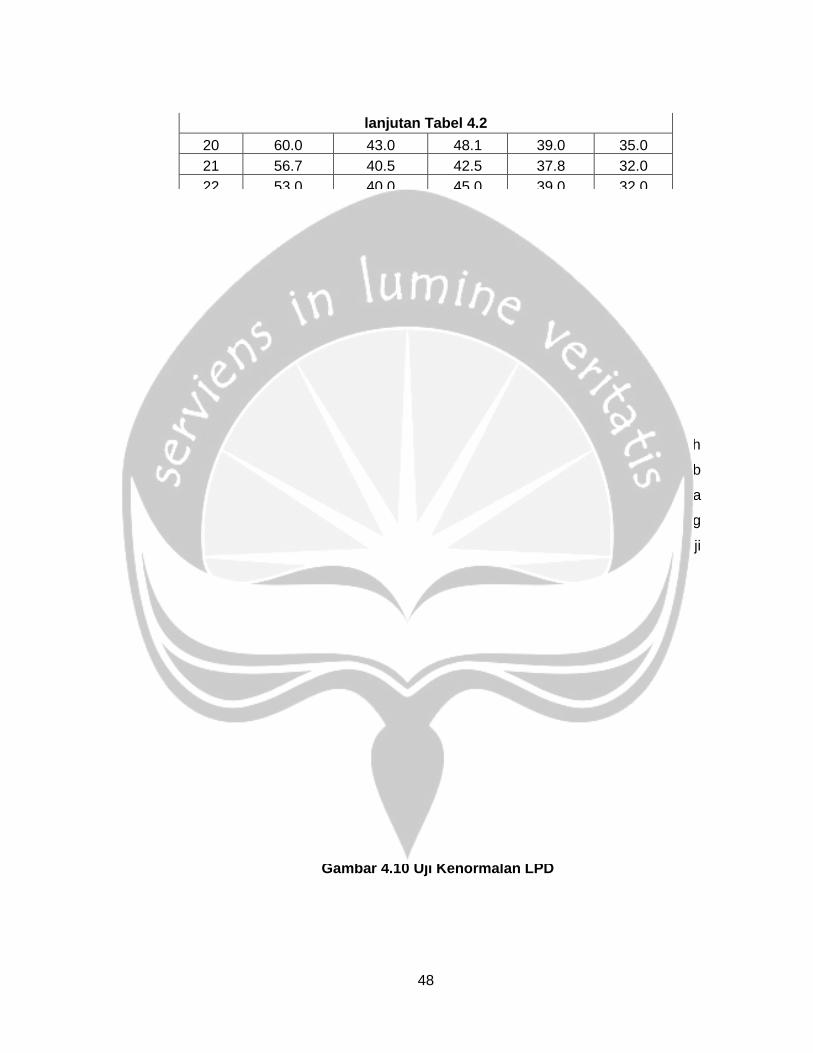
lanjutan Tabel 4.2
20 60.0 43.0 48.1 39.0 35.0
21 56.7 40.5 42.5 37.8 32.0
22 53.0 40.0 45.0 39.0 32.0
23 62.6 43.0 45.0 44.4 36.8
24 54.0 39.0 47.0 40.0 34.0
25 57.0 42.5 47.3 34.4 31.2
26 53.0 43.5 52.0 45.5 35.0
27 63.0 46.5 52.0 42.0 32.0
28 58.0 38.0 45.0 38.0 34.0
29 60.7 43.5 47.8 44.2 31.5
30 62.0 48.0 48.9 46.7 38.7
iii. Uji Kenormalan, Uji Kecukupan dan Uji Keseragaman Data
a. Uji Kenormalan Data
Uji kenormalan data digunakan untuk melihat apakah data yang diambil telah
terdistribusi normal atau belum, pengujian ini menggunakan software MiniTab
dengan uji Kolmogorov-Smirnov. Berdasarkan pengujian tersebut maka data – data
yang diambil telah terdistribusi normal karena nilai p-value diatas 0.05 yang
merupakan tingkat ketelitian yang digunakan. Berikut adalah hasil dari uji
kenormalan:
Gambar 4.10 Uji Kenormalan LPD
49
Gambar 4.11 Uji Kenormalan LBD
Gambar 4.12 Uji Kenormalan PKP
50
Gambar 4.13 Uji Kenormalan TPD
Gambar 4.14 Uji Kenormalan TBD
b. Uji Kecukupan Data (Terlampir)
Uji kecukupan data digunakan untuk melihat apakah data yang diambil sudah cukup
untuk mewakili populasi yang ada atau belum, apabila data yang diambil belum
cukup maka penulis harus melakukan pengambilan data kembali. Sedangkan, uji
keseragaman data merupakan uji yang digunakan untuk melihat bahwa data
tersebut sudah tidak memiliki nilai kritis (ekstrim) lagi.
51
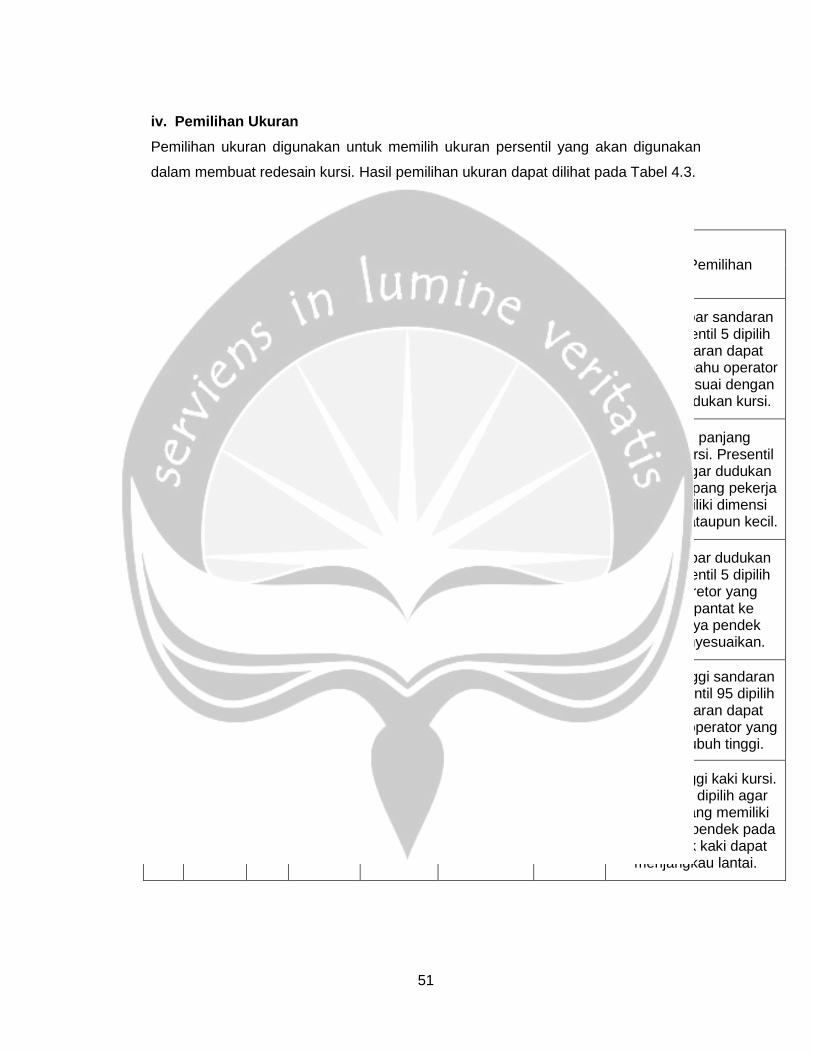
iv. Pemilihan Ukuran
Pemilihan ukuran digunakan untuk memilih ukuran persentil yang akan digunakan
dalam membuat redesain kursi. Hasil pemilihan ukuran dapat dilihat pada Tabel 4.3.
Tabel 4.3 Pemilihan Ukuran
No
Dimensi Anthro
Presentil Nilai
Presentil
Nilai Kelonggara
n
Ukuran Usulan
Alasan Pemilihan Dimen
si Nila
i
1 LBD 58.9
5 37 4 41
Sebagai lebar sandaran kursi. Presentil 5 dipilih agar sandaran dapat
menopang bahu operator dan agar sesuai dengan panjang dudukan kursi.
2 LPD 41.7
95 40.825 0.175 41
Sebagai panjang dudukan kursi. Presentil 95 dipilih agar dudukan
dapat menopang pekerja yang memiliki dimensi
PKP besar ataupun kecil.
3 PKP 13.5
5 41 4 45
Sebagai lebar dudukan kursi. Presentil 5 dipilih
agar operetor yang panjang pantat ke
poplitealnya pendek dapat menyesuaikan.
4 TBD 46.8
95 63.275 0.725 64
Sebagai tinggi sandaran kursi. Presentil 95 dipilih
agar sandaran dapat menopang operator yang
memiliki tubuh tinggi.
5 TPD 41.2
5 37.45 0.55 38
Sebagai tinggi kaki kursi. Presentil 5 dipilih agar operatur yang memiliki
postur kaki pendek pada saat duduk kaki dapat
menjangkau lantai.
52
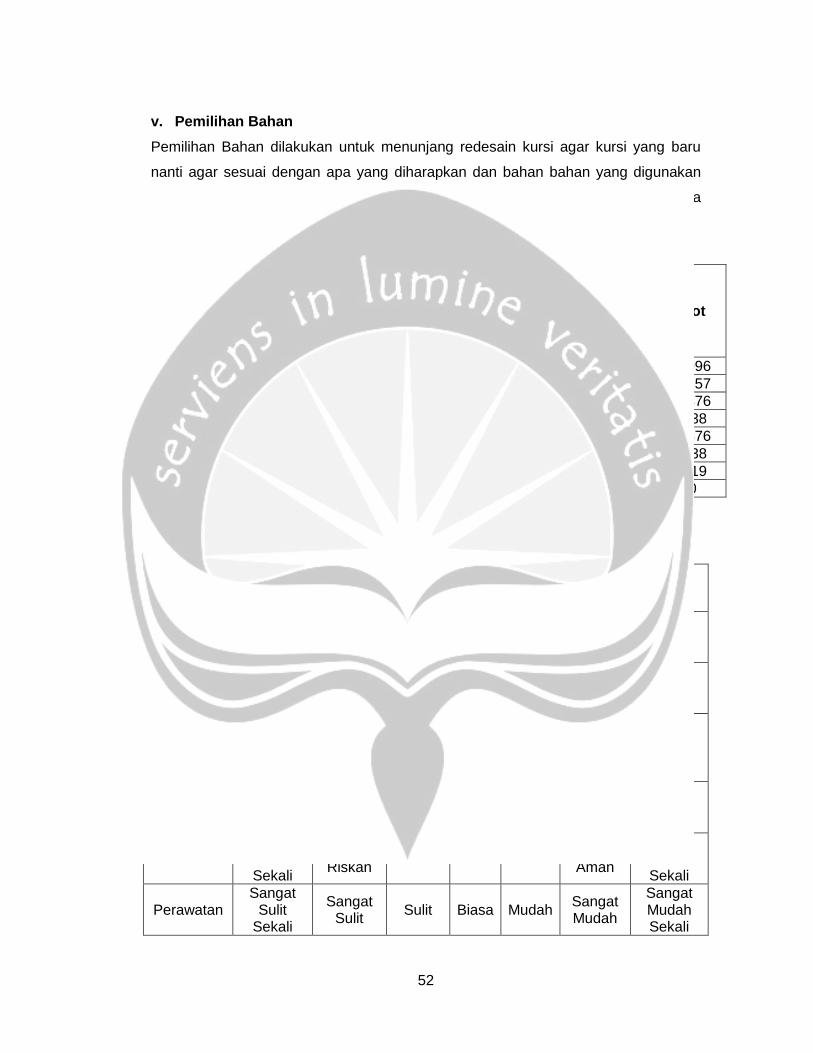
v. Pemilihan Bahan
Pemilihan Bahan dilakukan untuk menunjang redesain kursi agar kursi yang baru
nanti agar sesuai dengan apa yang diharapkan dan bahan bahan yang digunakan
sesuai dengan kebutuhan. Hasil pemilihan bahan dijabarkan pada Tabel 4.4 hingga
tabel Tabel 4.12.
Tabel 4.4 Tabel Pembobotan Karakteristik Material Rangka Kursi
Kriteria
Ke
ku
ata
n
Ha
rga
Ke
aw
eta
n
Pe
ng
ad
aa
n
Ke
am
an
an
Pe
raw
ata
n
Pe
ng
erja
a
n
To
tal
Bobot
Kekuatan 1 1 0 1 1 1 5 23.8096
Harga 0 0 1 0 1 1 3 14.2857
Keawetan 0 1 0 1 1 1 4 19.0476
Pengadaan 1 0 1 0 0 0 2 9.5238
Keamanan 0 1 0 1 1 1 4 19.0476
Perawatan 0 0 0 1 0 1 2 9.5238
Pengerjaan 0 0 0 1 0 0 1 4.7619
21 100
Tabel 4.5 Tabel Deskripsi Skala 7 Titik (Skala Likert)
Kriteria 0 1 2 3 4 5 6
Kekuatan Sangat Lemah Sekali
Sangat Lemah
Lemah Biasa Kuat Sangat Kuat
Sangat Kuat
Sekali
Harga Sangat Mahal Sekali
Sangat Mahal
Mahal Biasa Murah Sangat Murah
Sangat Murah Sekali
Keawetan
Sangat Tidak Awet Sekali
Sangat Tidak Awet
Tidak Awet
Biasa Awet Sangat Awet
Sangat Awet Sekali
Pengadaan Sangat Susah Sekali
Sangat Susah
Susah Biasa Mudah Sangat Mudah
Sangat Mudah Sekali
Keamanan Sangat Riskan Sekali
Sangat Riskan
Riskan Biasa Aman Sangat Aman
Sangat Aman Sekali
Perawatan Sangat
Sulit Sekali
Sangat Sulit
Sulit Biasa Mudah Sangat Mudah
Sangat Mudah Sekali
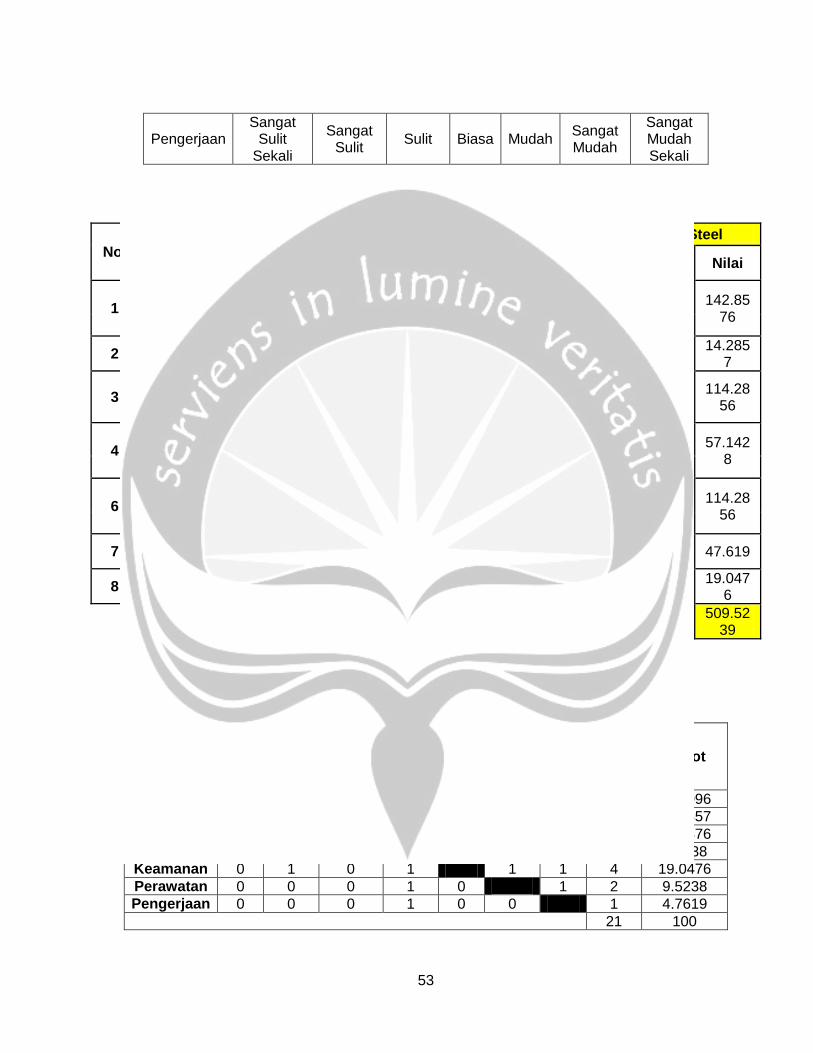
53
Pengerjaan Sangat
Sulit Sekali
Sangat Sulit
Sulit Biasa Mudah Sangat Mudah
Sangat Mudah Sekali
Tabel 4.6 Pemilihan Material Untuk Rangka Kursi
No. Kriter
ia Bobot
Besi Alumunium Stainless Steel
Deskripsi
Score
Nilai Deskri
psi Score
Nilai Deskri
psi Scor
e Nilai
1 Kekua
tan 23.809
6 Sangat
kuat 6
142.8576
Kuat 5 119.0
48 Sangat
Kuat 6
142.8576
2 Harga 14.285
7 Mahal 2
28.5714
Murah 4 57.14
28 Sangat Mahal
1 14.285
7
3 Keawetan
19.0476
Awet 4 76.19
04 Tidak Awet
2 38.09
52
Sangat awet sekali
6 114.28
56
4 Pengadaan
9.5238 Sangat Mudah
6 57.14
28 Sangat Mudah
6 57.14
28 Sangat Mudah
6 57.142
8
6 Keamanan
19.0476
Riskan 2 38.09
52 Aman 4
76.1904
Sangat aman
6 114.28
56
7 Perawatan
9.5238 Biasa 3 28.57
14 Mudah 4
38.0952
Sangat mudah
5 47.619
8 Pengerjaan
4.7619 Sulit 2 9.523
8 Sangat mudah
5 23.80
95 Mudah 4
19.0476
380.9526
409.5239
509.52
39
Tabel 4.7 Tabel Pembobotan Karakteristik Material Sandaran dan Dudukan
Kursi
Kriteria
Ke
ku
at
an
Ha
rga
Ke
aw
et
an
Pe
ng
ad
aan
Ke
am
a
nan
Pe
raw
a
tan
Pe
ng
er
jaan
To
tal
Bobot
Kekuatan 1 1 0 1 1 1 5 23.8096
Harga 0 0 1 0 1 1 3 14.2857
Keawetan 0 1 0 1 1 1 4 19.0476
Pengadaan 1 0 1 0 0 0 2 9.5238
Keamanan 0 1 0 1 1 1 4 19.0476
Perawatan 0 0 0 1 0 1 2 9.5238
Pengerjaan 0 0 0 1 0 0 1 4.7619
21 100
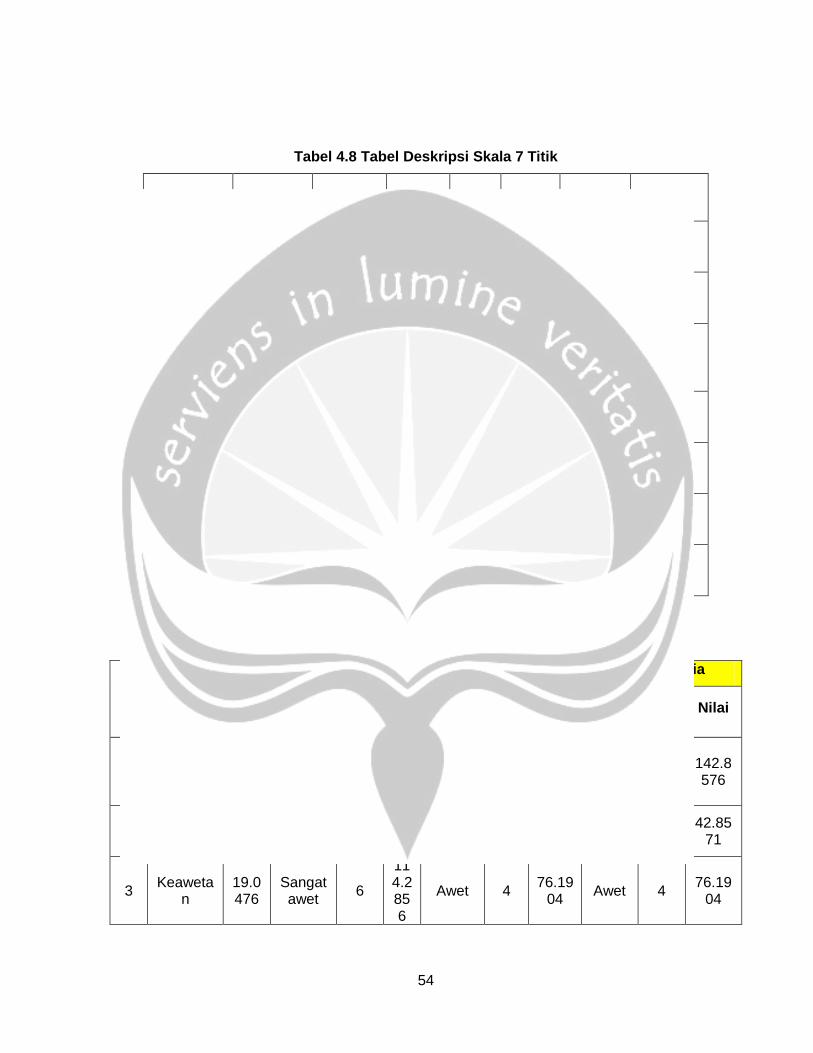
54
Tabel 4.8 Tabel Deskripsi Skala 7 Titik
Kriteria 0 1 2 3 4 5 6
Kekuatan Sangat Lemah Sekali
Sangat Lemah
Lemah Biasa Kuat Sangat Kuat
Sangat Kuat
Sekali
Harga Sangat Mahal Sekali
Sangat Mahal
Mahal Biasa Murah Sangat Murah
Sangat Murah Sekali
Keawetan
Sangat Tidak Awet Sekali
Sangat Tidak Awet
Tidak Awet
Biasa Awet Sangat Awet
Sangat Awet Sekali
Pengadaan Sangat Susah Sekali
Sangat Susah
Susah Biasa Mudah Sangat Mudah
Sangat Mudah Sekali
Keamanan Sangat Riskan Sekali
Sangat Riskan
Riskan Biasa Aman Sangat Aman
Sangat Aman Sekali
Perawatan Sangat
Sulit Sekali
Sangat Sulit
Sulit Biasa Mudah Sangat Mudah
Sangat Mudah Sekali
Pengerjaan Sangat
Sulit Sekali
Sangat Sulit
Sulit Biasa Mudah Sangat Mudah
Sangat Mudah Sekali
Tabel 4.9 Pemilihan Material untuk Sandaran dan Dudukan Kursi
No
. Kriteria
Bob
ot
Kayu Jati Kayu Sengon Kayu Akasia
Deskri
psi
Scor
e
Nil
ai
Deskri
psi
Sco
re Nilai
Deskr
ipsi
Scor
e Nilai
1 Kekuata
n 23.8096
Sangat kuat
sekali 6
142.8576
Kuat 4 95.23
84
Sangat
kuat sekali
6 142.8576
2 Harga 14.2857
Sangat mahal Sekali
0 0 Murah 4 57.14
28 Biasa 3
42.8571
3 Keaweta
n 19.0476
Sangat awet
6
114.2856
Awet 4 76.19
04 Awet 4
76.1904
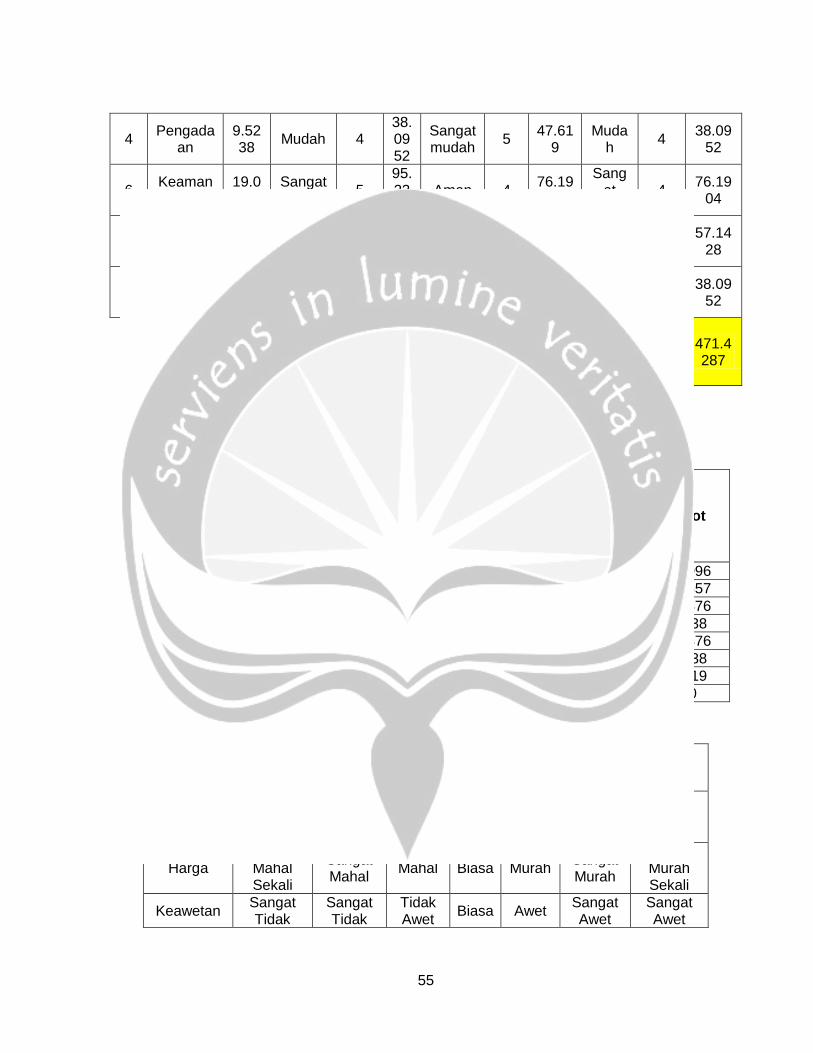
55
4 Pengada
an 9.5238
Mudah 4 38.0952
Sangat mudah
5 47.61
9 Muda
h 4
38.0952
6 Keaman
an 19.0476
Sangat aman
5 95.238
Aman 4 76.19
04
Sangat
aman 4
76.1904
7 Perawat
an 9.5238
Sulit 2 19.0476
Mudah 8 76.19
04 Muda
h 6
57.1428
8 Pengerja
an 4.7619
Cukup Sulit
3 14.2857
Mudah 8 38.09
52 Muda
h 8
38.0952
423.8097
466.6666
471.4287
Tabel 4.10 Tabel Pembobotan Karakteristik Material Alas Dudukan dan
Sandaran Kursi
Kriteria
Ke
ku
ata
n
Ha
rga
Ke
aw
eta
n
Pe
ng
ad
aa
n
Ke
am
an
an
Pe
raw
ata
n
Pe
ng
erja
an
To
tal
Bobot
Kekuatan 1 1 0 1 1 1 5 23.8096
Harga 0 0 1 0 1 1 3 14.2857
Keawetan 0 1 0 1 1 1 4 19.0476
Pengadaan 1 0 1 0 0 0 2 9.5238
Keamanan 0 1 0 1 1 1 4 19.0476
Perawatan 0 0 0 1 0 1 2 9.5238
Pengerjaan 0 0 0 1 0 0 1 4.7619
21 100
Tabel 4.11 Tabel Deskripsi Skala 7 Titik
Kriteria 0 1 2 3 4 5 6
Kekuatan Sangat Lemah Sekali
Sangat Lemah
Lemah Biasa Kuat Sangat Kuat
Sangat Kuat
Sekali
Harga Sangat Mahal Sekali
Sangat Mahal
Mahal Biasa Murah Sangat Murah
Sangat Murah Sekali
Keawetan Sangat Tidak
Sangat Tidak
Tidak Awet
Biasa Awet Sangat Awet
Sangat Awet
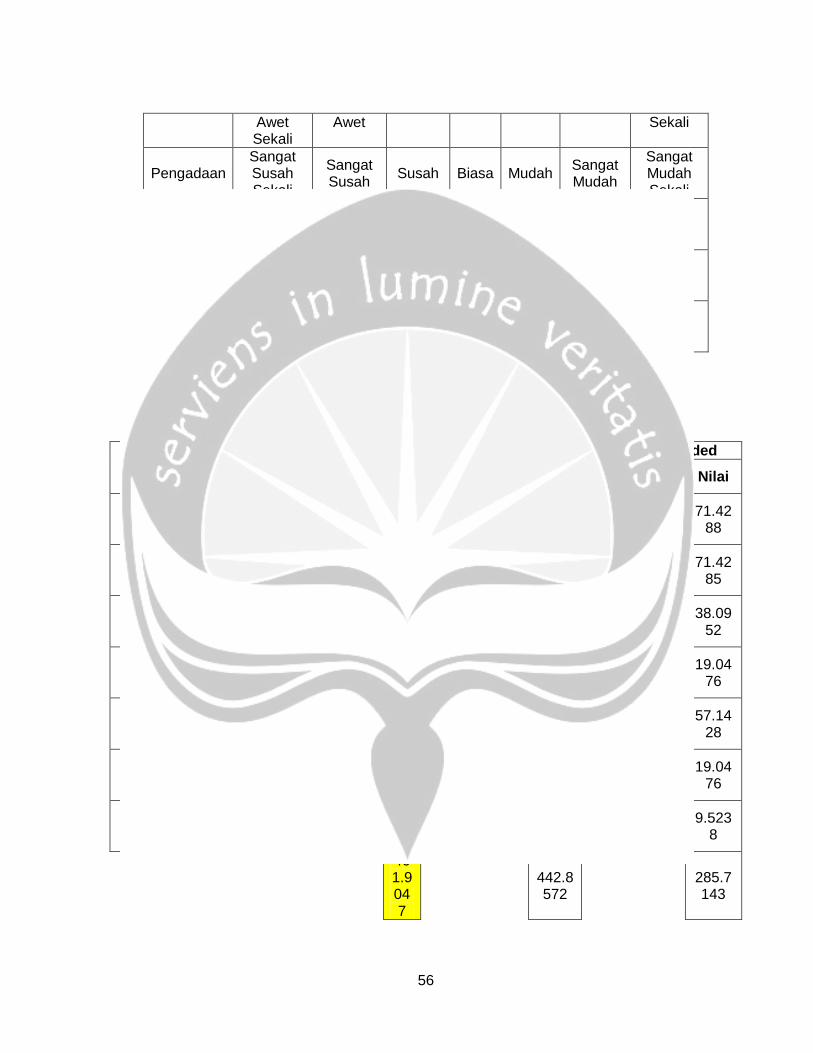
56
Awet Sekali
Awet Sekali
Pengadaan Sangat Susah Sekali
Sangat Susah
Susah Biasa Mudah Sangat Mudah
Sangat Mudah Sekali
Keamanan Sangat Riskan Sekali
Sangat Riskan
Riskan Biasa Aman Sangat Aman
Sangat Aman Sekali
Perawatan Sangat
Sulit Sekali
Sangat Sulit
Sulit Biasa Mudah Sangat Mudah
Sangat Mudah Sekali
Pengerjaan Sangat
Sulit Sekali
Sangat Sulit
Sulit Biasa Mudah Sangat Mudah
Sangat Mudah Sekali
Tabel 4.12 Pemilihan Jenis Material Busa Pembuat Alas Sandaran dan
Dudukan Kursi
No Kriteria Bobot
Busa General Busa Mold Busa Rebonded
Deskripsi
Score
Nilai
Deskripsi
Score
Nilai Deskripsi
Score
Nilai
1 Kekuata
n 23.8096
Kuat 4 95.2384
Sangat kuat
5 119.0
48 Biasa 3
71.4288
2 Harga 14.2857
Murah 4 57.1428
Mahal 2 28.57
14
Sangat
murah 5
71.4285
3 Keaweta
n 19.0476
Sangat awet
5 95.238
Sangat awet sekali
6 114.2856
Tidak awet
2 38.09
52
4 Pengada
an 9.5238
Sangat mudah sekali
6 57.1428
Biasa 4 38.09
52 Sulit 2
19.0476
6 Keaman
an 19.0476
Sangat aman
5 95.238
Sangat aman
5 95.23
8 Biasa 3
57.1428
7 Perawat
an 9.5238
Mudah 4 38.0952
Mudah 4 38.09
52 Sulit 2
19.0476
8 Pengerja
an 4.7619
Sangat mudah
5 23.8095
Sulit 2 9.523
8 Sulit 2
9.5238
461.9047
442.8572
285.7143

57
vi. Hasil Re-design Kursi
Berdasarkan hasil penentuan dimensi anthropometri analisis data, pemilihan ukuran
dan pembobotan material, maka dibuatlah kursi operator Sewing yang baru dengan
menggunakan software CATIA. Hasil re-design kursi dapat dilihat pada Gambar 4.15
hingga Gambar 4.17
Gambar 4.15 Hasil Redesign Kursi Operator
Gambar 4.16 Kursi Operator Tampak Atas

58
Gambar 4.17 Kursi Operator Tampak Samping
59
BAB 5
PENUTUP
5.1. Kesimpulan
PT. Eco Smart Garment Indonesia merupakan anak perusahaan dari PT. PAN
BROTHERS Tbk. PT. Eco Smart Garment Indonesia memproduksi pakaian dari
konsumen Jepang dengan brand “UNIQLO”, produk yang dihasilkan berupa jogger
pants, jacket, short utility pants dan winter skirts. Selama kerja praktek di PT. Eco
Smart Garment Indonesia, penulis ditempatkan di Departement Training and System
Management. Tugas yang didapatkan oleh penulis adalah identifikasi waste dan
memberikan solusi terhadap waste yang ditemukan. Solusi yang diberikan oleh
penulis untuk masalah (waste) yang dihadapi oleh PT. Eco Smart Garment di
Indonesia adalah re-design kursi operator sewing. Hal ini disebabkan kondisi
ketidaknyamanan operator sewing yang membuat performansi kerja kurang begitu
bagus. Penulis memberikan solusi re-Design kursi berdasarkan analisis REBA yang
dibuat oleh penulis berdasarkan kondisi nyata pada lantai produksi Departemen
Sewing.
5.2. Saran
Pemberian tugas dari perusahaan lebih diperjelas
60
DAFTAR PUSTAKA
Bank Anthropometri
Daftar Karyawan PT. Eco Smart Garment Indonesia