langkah operasi mesin bubut retrofit gsk980td
TRANSCRIPT
PRAKTEK CNC POLBAN
MODULPEMROGRAMAN NC
FANUC O
CNC BUBUT GSK980TD
Disusun oleh :
Waluyo M Bintoro, M.Eng
LABORATORIUM CNC CAD/CAMJURUSAN TEKNIK MESIN
POLITEKNIK NEGERI BANDUNG
2010
1

DAFTAR ISIPRAKTEK CNC POLBAN.................................................................................................1DAFTAR ISI.......................................................................................................................2Kata pengantar.....................................................................................................................3Daftar symbol pada tombol :...............................................................................................4Kolom tombol berikutnya....................................................................................................5A. BAGAN KONTROL MESIN GSK TOSURO...........................................................6
A.1. POS Position........................................................................................................7A.2. PRG Program.....................................................................................................8A.3. OFT OffSet........................................................................................................8A.4. ALM Alarm........................................................................................................9A.5. SET Setting........................................................................................................9A.6. PAR Parameter...................................................................................................9A.7. DGN Diagnosis..................................................................................................9
B. MESIN PREPARATION............................................................................................10B.1. Menghidupkan mesin..........................................................................................10B.2. Menentukan Daerah / Luas area benda kerja......................................................12B.3. Melakukan tool offset.........................................................................................14B.4. Menginput/edit program.....................................................................................16B.5. Membuka daftar program yang ada....................................................................18B.6. Menampilkan grafik pada saat mengsimulasikan tanpa menggaktifkan mesin. .18B.7. Langkah Referencing mesin. Tanyakan pada pembimbing..............................20B.8. Format program...................................................................................................21B.9. Set nol benda kerja..............................................................................................22B.10. Mathematical check.........................................................................................23
C. EVALUASI SETTING TOOLS DAN NOL BENDA..............................................29Daftar pustaka :..................................................................................................................41
2
Kata pengantar
Buku pegangan ini dibuat untuk dapat memudahkan bagi siapa saja yang hendak
mempelajari cara menjalankan mesin GSK type TOSURO, semua intruksi aslinya
berbahasa mandarin sehingga membuat penulis mengalami kesulitan dalam mendalami
perintah-perintah dasar dalam membuat program NC. Mesin GSK menggunakan bahasa
pemrograman NC mendekati bahasa pemrograman FanuC O , sehingga jika
dibandingkan bentuk program NC GSK sama persis dengan FanuC O.
penyusun
3

Daftar symbol pada tombol :
Edit Mode.
Automatic Mode.
Manual data input [ MDI ] Mode.
Reference Point Mode.
Manual pulse generator Mode.
Manual JOG.
4
Kolom tombol berikutnya.
Single Block Operation.
Skip Block.
Machine Lock.
Machine Stop.( Fungsi M,S dan T tdk aktif)
Feed OFF.
5
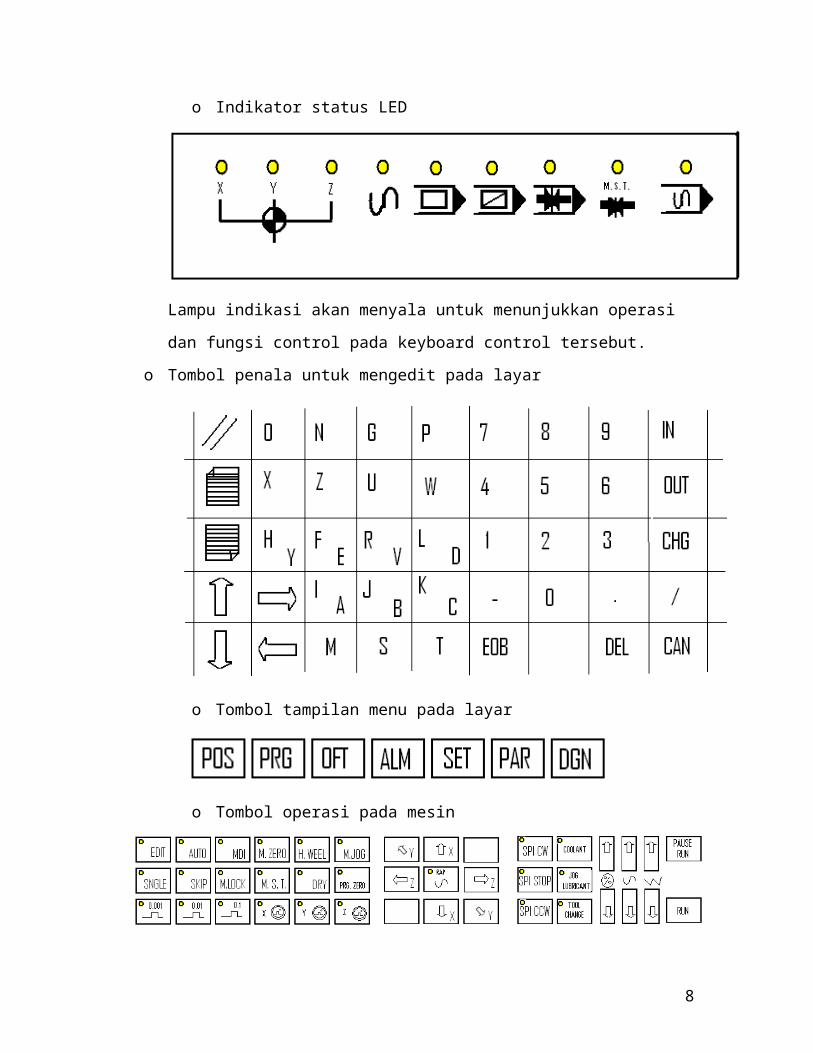
A. BAGAN KONTROL MESIN GSK TOSURO
Mengenal Bagian Kontrol “TOSURO”
o Indikator status LED
Lampu indikasi akan menyala untuk menunjukkan operasi dan fungsi control
pada keyboard control tersebut.
o Tombol penala untuk mengedit pada layar
o Tombol tampilan menu pada layar
o Tombol operasi pada mesin
6
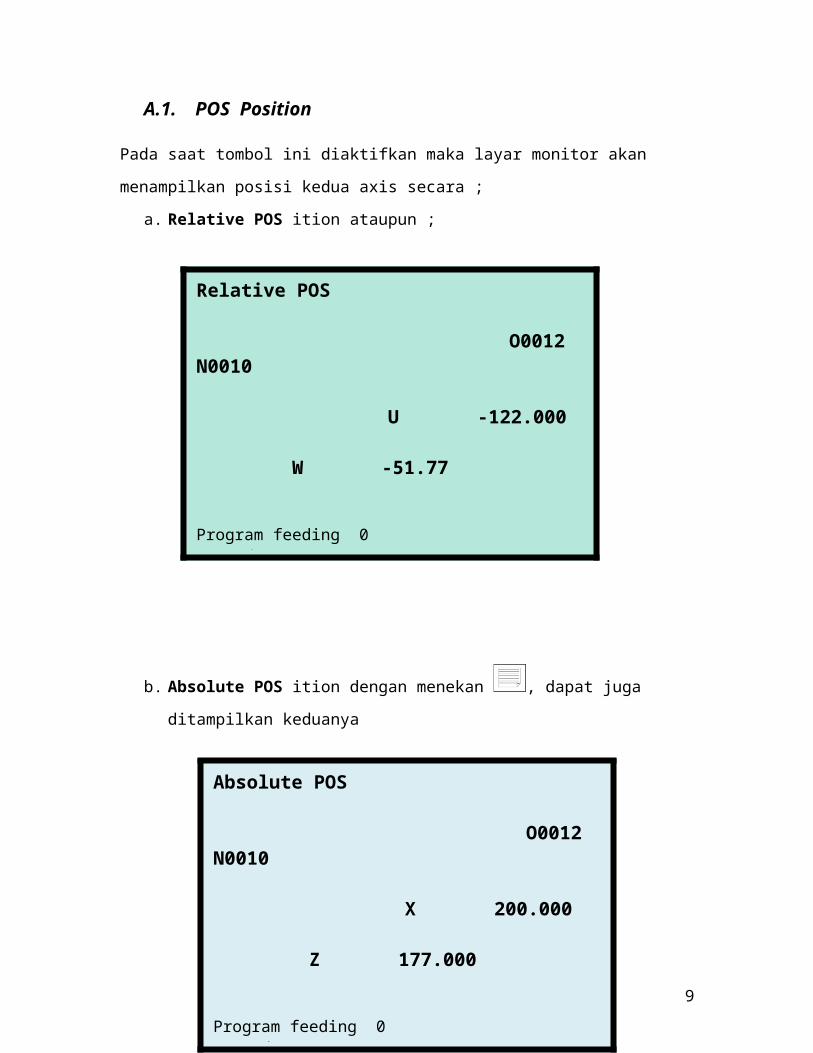
A.1. POS Position
Pada saat tombol ini diaktifkan maka layar monitor akan menampilkan posisi kedua axis
secara ;
a. Relative POS ition ataupun ;
b. Absolute POS ition dengan menekan , dapat juga ditampilkan keduanya
Relative POS
O0012 N0010
U -122.000
W -51.77
Program feeding 0 G code G00, G98Actual feeding 0 Part counter 1696Feeding override 100 % Cutting time J,M,detRap Override 100% or Spindle speed override 100%
Absolute POS
O0012 N0010
X 200.000
Z 177.000
Program feeding 0 G code G00, G98Actual feeding 0 Part counter 1696Feeding override 100 % Cutting time J,M,detRap Override 100% or Spindle speed override 100%
7
c. Rel , AbsPOS & Machine jika ditekan, tampilan terakhir adalah
d. Rel ( Abs & Program ) dengan menekan , POSition dapat diaktifkan pada
mode AUTO, M.Zero, H.Wheel, M. JOG.
A.2. PRG Program
Menampilkan program yang aktif sekarang. Dan jika dengan menekan tombol 2 X
monitor akan menampilkan program apa saja yg ada pada memori mesin, berapa banyak
memori yg telah digunakan, Jika PRG pada PROG STATE disatukan dengan perintah
MDI maka dapat di INPUT untuk keperluan memutar spindle (Orientasi putaran CW
“M03” / CCW “M04” ) dengan ( G97 pd constant cutting speed OFF , masuk juga “S
1500” ) semua data diakhiri dengan IN , jalankan mesin dengan menekan , semua
fungsi ALPHANUMERIC seperti M05 , M30 bahkan RESET dapat berfungsi.
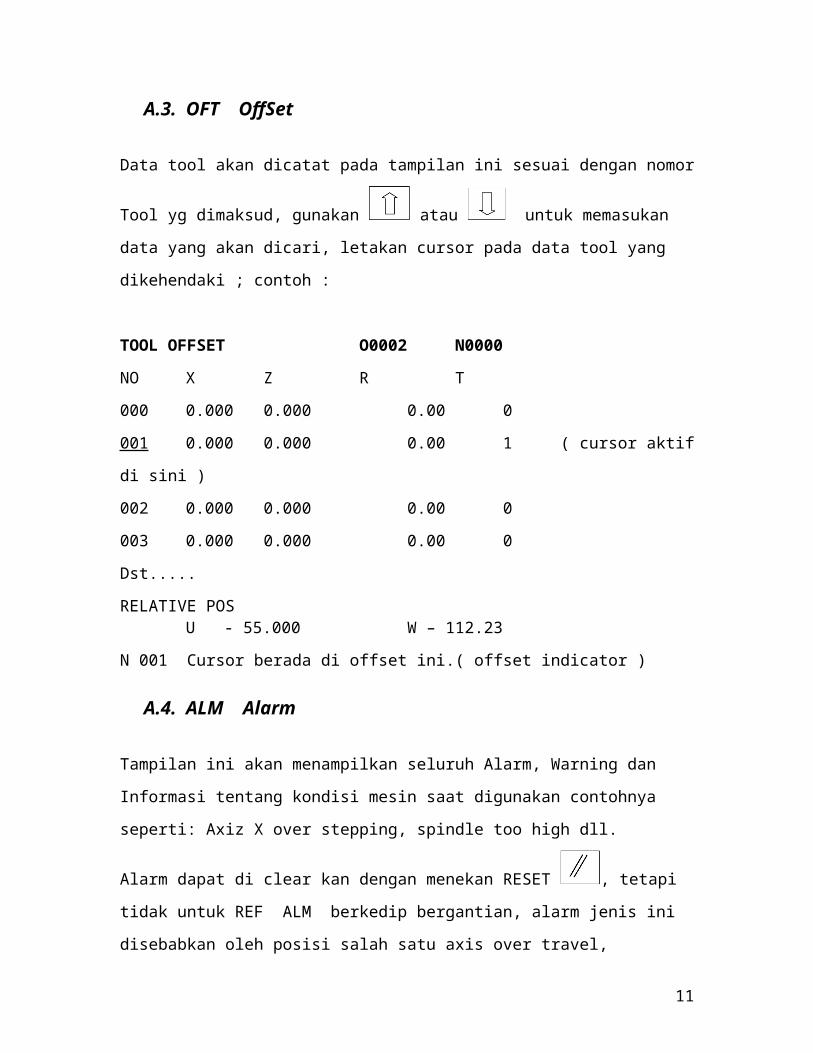
A.3. OFT OffSet
Data tool akan dicatat pada tampilan ini sesuai dengan nomor Tool yg dimaksud,
gunakan atau untuk memasukan data yang akan dicari, letakan cursor pada
data tool yang dikehendaki ; contoh :
TOOL OFFSET O0002 N0000
NO X Z R T
000 0.000 0.000 0.00 0
001 0.000 0.000 0.00 1 ( cursor aktif di sini )
002 0.000 0.000 0.00 0
003 0.000 0.000 0.00 0
8
Dst.....
RELATIVE POSU - 55.000 W – 112.23
N 001 Cursor berada di offset ini.( offset indicator )
A.4. ALM Alarm
Tampilan ini akan menampilkan seluruh Alarm, Warning dan Informasi tentang kondisi
mesin saat digunakan contohnya seperti: Axiz X over stepping, spindle too high dll.
Alarm dapat di clear kan dengan menekan RESET , tetapi tidak untuk REF ALM
berkedip bergantian, alarm jenis ini disebabkan oleh posisi salah satu axis over travel,
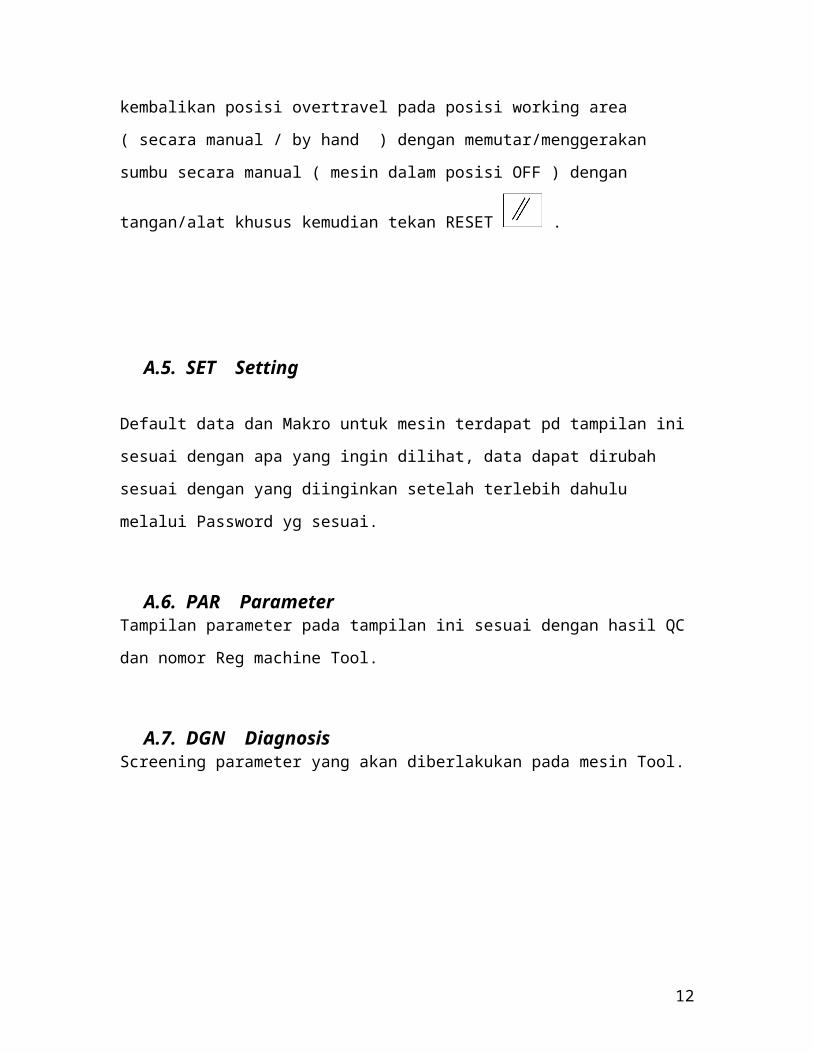
kembalikan posisi overtravel pada posisi working area ( secara manual / by hand )
dengan memutar/menggerakan sumbu secara manual ( mesin dalam posisi OFF ) dengan
tangan/alat khusus kemudian tekan RESET .
A.5. SET Setting
Default data dan Makro untuk mesin terdapat pd tampilan ini sesuai dengan apa yang
ingin dilihat, data dapat dirubah sesuai dengan yang diinginkan setelah terlebih dahulu
melalui Password yg sesuai.
A.6. PAR Parameter Tampilan parameter pada tampilan ini sesuai dengan hasil QC dan nomor Reg machine
Tool.
A.7. DGN Diagnosis Screening parameter yang akan diberlakukan pada mesin Tool.
9
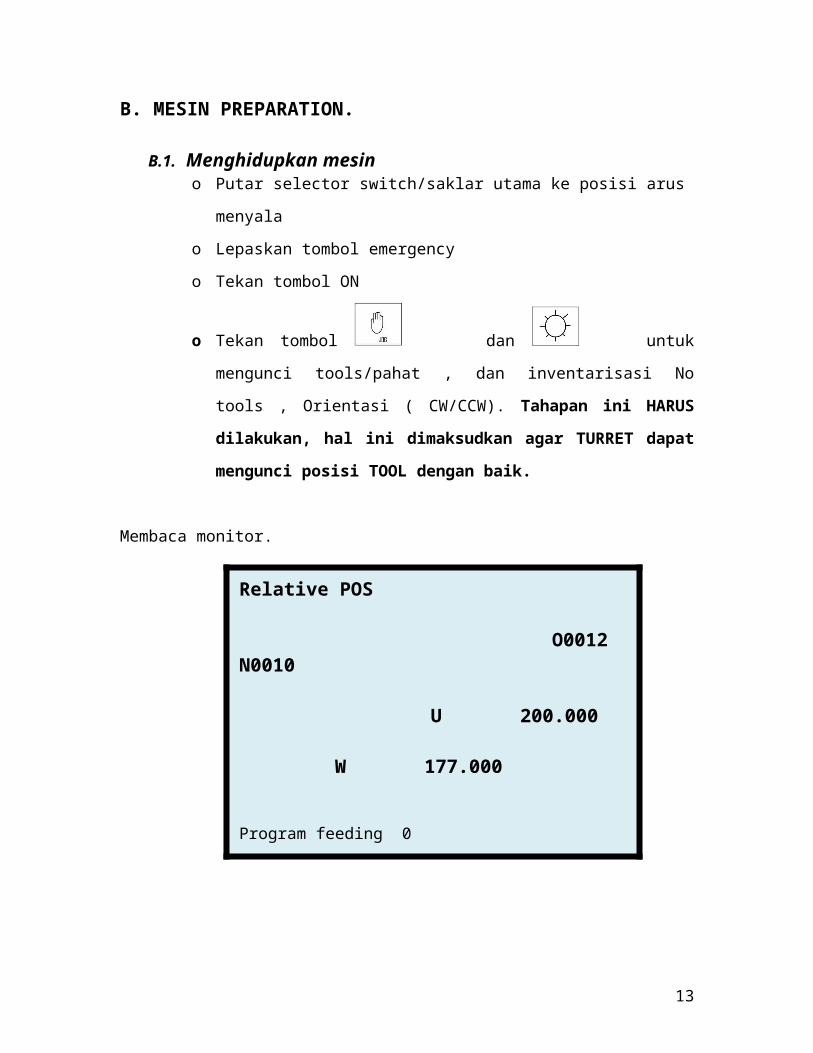
B. MESIN PREPARATION.
B.1. Menghidupkan mesino Putar selector switch/saklar utama ke posisi arus menyala
o Lepaskan tombol emergency
o Tekan tombol ON
o Tekan tombol dan untuk mengunci tools/pahat , dan
inventarisasi No tools , Orientasi ( CW/CCW). Tahapan ini HARUS
dilakukan, hal ini dimaksudkan agar TURRET dapat mengunci posisi
TOOL dengan baik.
Membaca monitor.
Tampilan Edit RELATIVE POSITION ;
1. Relative POS. as you see above.O 0012 kepala program
Relative POS
O0012 N0010
U 200.000
W 177.000
Program feeding 0 G code G00, G98Actual feeding 0 Part counter 1696Feeding override 100 % Cutting time J,M,detRap Override 100% or Spindle speed override 100%
10
N0010 Block pertama program dimana kursor beradaU Posisi relatif pahat pada sumbu XW Posisi relatif pahat pada sumbu ZProgram feeding terbaca 0 ( nol )Feeding real time terbaca 0 ( nol )Feeding override 100 %Rapid override 100 % Jika anda tekan softbutton CHG akan berubah menjadi Spindle override 100 % juga demikian sebaliknya.G code terakhir yang aktif dan terbaca mesin adalah G00 dan G98Mesin telah mengerjakan 1699 buah part ( = 1699 M30 telah terbaca )Mesin telah memotong selama ...Jam, ...menit, ..detik
2. Absolute POS. the display will telling you in absolute Positioning.3. Rel , Abs dan Machine POS.4. Rel , Abs, Machine POS and NC Program.
FUNGSI tampilan MDI pada PRG:
1. PROGRAM CONTENT Memperlihatkan Program yang sedang aktif. 2. PROGRAM STATE Memasukan data secara manual, untuk keperluan
operator.
G 97…………………..IN ( Not Constant Vc)M04 …………………..IN ( CCW)S1200 ………………..IN
( Tekan cycle start , maka spindle akan berputar CCW)
3. PROGRAM LIST Melihat data yang ada pada memori mesin. back
to 1.PROGRAM CONTENT
11
Mengaktifkan refrence. Lakukan 1 X selama mesin hidup, jika dilakukan lebih
dari 1 X maka data tools akan berubah-ubah sesuai dengan data program
sebelumnya. Dan lakukan SOP sebagai berikut…
Pilih tombol putar handwheel sehingga posisi pahat mendekat
kearah rahang chuck Z ± 30 mm dan X ± 0 mm, kemudian….
o Tekan tombol , perhatikan prosentase Feeding yang terdapat
pada tampilan monitor, sebaiknya gunakan feeding MAX 20 %, untuk
menghindari Over stepping.
o Tekan tombol untuk arah pergerakan x =……, sesuai
dengan letak proximity pada Axis X.
o Tekan tombol untuk arah pergerakan z =…..., sesuai
dengan letak proximity pada Axis Z.
o Atau tekan secara bersamaan, dan mesin akan bergerak
ke posisi Reference.
o Hingga lampu LED pada control X dan Z menyala.
NB: Apabila terjadi Alarm akibat overtravel step untuk kelebihan pembacaan harga
incremental tekan tombol untuk menghilangkannya.
B.2. Menentukan Daerah / Luas area benda kerjao Sebelum masuk ketahap ini upayakan bahwa refrence telah dilakukan
dengan mengikuti langkah refrencing.
o Tulis informasi untuk harga incremental U dan W
12
U = ….. W = …..
o Tekan tombol dan
o Tekan tombol untuk mengunci gerak mesin
o Tekan tombol lalu putarkan handweel berlawanan arah
jarum jam perhatikan pada layar untuk setiap perubahan harga incremental
U. pastikan harga incremental U = 000.000
o Lakukan hal yang sama untuk merubah harga incremental W dengan
menakan tombol lalu putarkan handweel berlawanan
arah jarum jam perhatikan pada layar untuk setiap perubahan harga
incremental W. pastikan harga incremental W = 000.000
NB: untuk harga incremental U atau W tidak selalu 000.000 tergantung pada program
PLC.
o Lepas penguncian mesin dengan menekan tombol
o Tekan tombol lalu putarkan handweel berlawanan arah jarum
jam hingga mencapai batas maksimum area kerja. Tuliskan informasi
batas area X atau U.
o Tekan tombol lalu putarkan handweel berlawanan arah jarum
jam hingga mencapai batas maksimum area kerja. Tuliskan informasi
batas area Z atau W
13
o Setelah diperoleh harga X,Z dan atau U,W maka dapat diambil
kesimpulan batas area kerja sbb:
X atau U = 170.000 mmZ atau W = 120.000 mm
o Lakukan langkah refrence untuk kembali keposisi awal.
B.3. Melakukan tool offset o Pilih tool yang akan digunakan, sebagai contoh kita gunakan tool nomor 6
o Tekan tombol MDI dan PRG cari PROGRAM STATE
Memasukan data secara manual, untuk keperluan operator.
G 97…………………..IN ( Not Constant Vc/Direct speet Prog) M04 …………………..IN ( CCW) S1200 ………………..IN ( Tekan cycle start , maka spindle akan
berputar CCW)
14
50
o Tekan tombol untuk mengaktifkan data tool pada layar.
o Gunakan tombol mengarahkan pada posisi data tool yang
akan diset.
o Gerakan pahat agar menyentuh benda kerja, pilih tombol ,
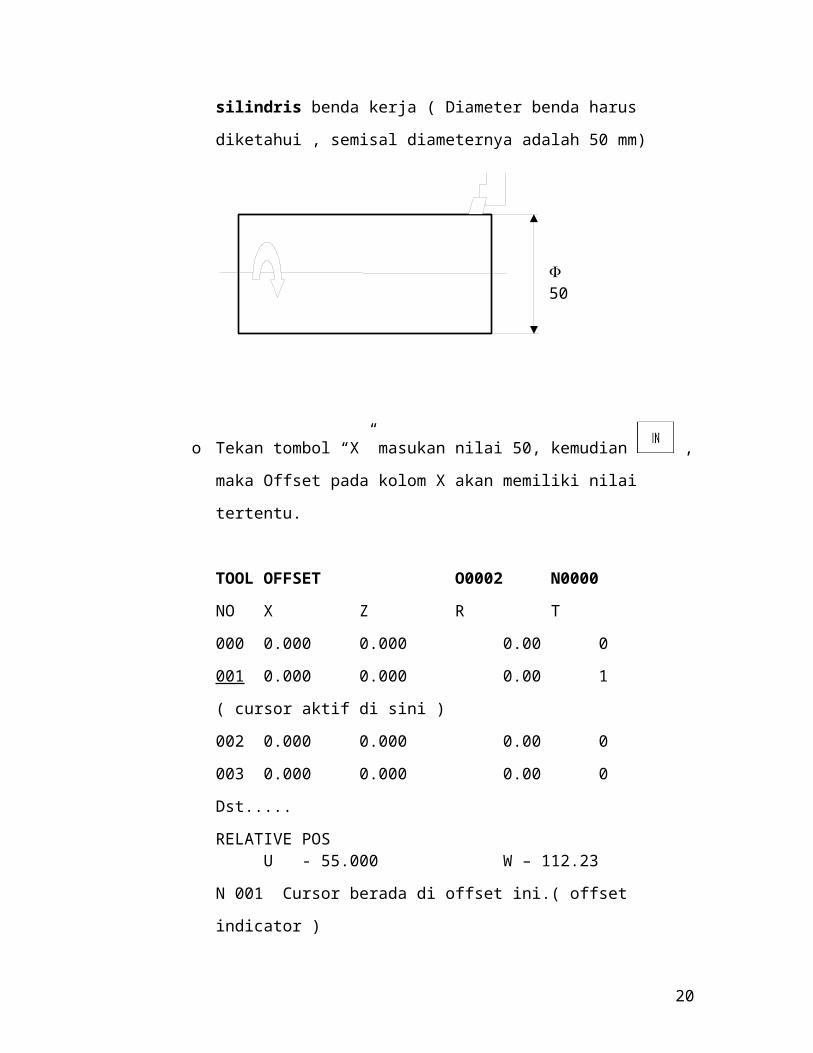
sentuhkan pahat pada sisi silindris benda kerja ( Diameter benda harus
diketahui , semisal diameternya adalah 50 mm)
o Tekan tombol “X” masukan nilai 50, kemudian , maka Offset pada
kolom X akan memiliki nilai tertentu.
TOOL OFFSET O0002 N0000
NO X Z R T
000 0.000 0.000 0.00 0
001 0.000 0.000 0.00 1 ( cursor aktif di sini )
002 0.000 0.000 0.00 0
003 0.000 0.000 0.00 0
Dst.....
RELATIVE POSU - 55.000 W – 112.23
N 001 Cursor berada di offset ini.( offset indicator )
15
Z 0.
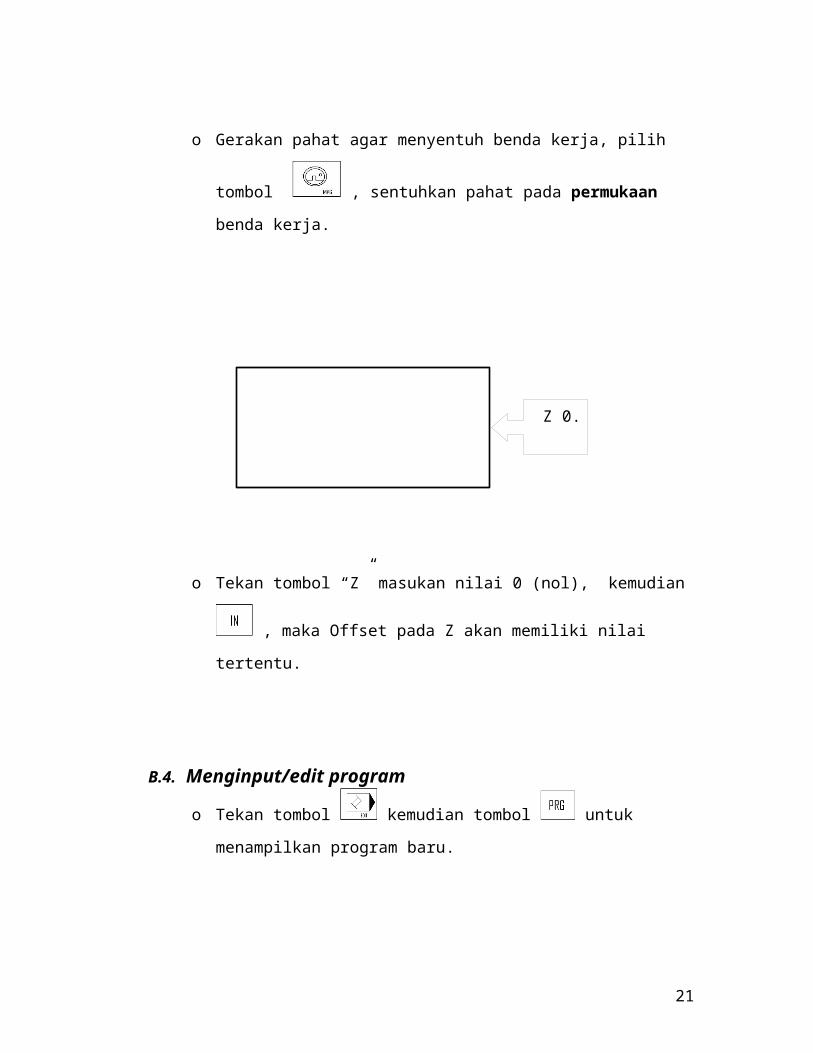
o Gerakan pahat agar menyentuh benda kerja, pilih tombol ,
sentuhkan pahat pada permukaan benda kerja.
o Tekan tombol “Z” masukan nilai 0 (nol), kemudian , maka Offset
pada Z akan memiliki nilai tertentu.
B.4. Menginput/edit program
o Tekan tombol kemudian tombol untuk menampilkan program
baru.
o Untuk memulai program baru tekan tombol “O” kemudian masukkan
nomor program yang diinginkan dan selalu ditutup dengan tombol
o Lakukan masukan data program/editan dengan menggunakan tombol
untuk mengarahkan garis kedudukan kursor pada
kolom atau row, masukkan dengan teliti sesuai dengan program yang telah
dibuat.
NB: *dalam setiap menambahkan program selalu posisikan kursor/garis pengarah
diposisi kolom akhir ( ; / EOB ) pada nomor bagian blok.
16
*apabila terjadi kesalahan dalam penginputan lakukan pembatalan dengan
menekan tombol atau dengan menekan tombol untuk menghapus
bagian per kolom.
*bila terjadi kesalahan program pada nomor blok secara keseluruhan posisikan
kursor/garis kedudukan pada awal nomor blok kemudian tekan tombol
untuk menghapus secara keseluruhan nomor blok yang tidak diinginkan.
Format struktur program untuk mesin GSK.O0033; Kepala program
N0010 T1010 ; Pemilihan pisau/pahat.
N0020 M03 S300 ; Initialisasi/ check orientasi putar.
N0030 G96 S140 G99 F0.4 ; Cutting technology
N0040 G50 S3000 ; Pembatas putaran.
N0050 G00 X ( letakan pahat 2-5mm diatas diameter benda ) Z positip.
N0060 ..........
N00...........
....... Isi program
Squence pergantian pahat ( TOOL CHANGE SQUENCE )N1030 G00 X 60. Z minimal 20. ; Posisi aman untuk pergantian.
N1040 M05 S0 ; spindle stop
N1050 G96 S120 G99 F0.3 M04 ; Cut Technology, perhatikan orientasi pahat.
N1060 T0………..; Tools yang dipilih Tools Baru yang dipilih.
N1070 G00 ( lihat blok N0050 ) ; Positioning.
N1080 ................... Isi program.
Menutup programN2010 ........................
N2020 G00 ( lihat blok N0050 ) ; Positioning.
N2030 M05 S0 ; spindle stop.
N2040 M30 ; End of program.
17
B.5. Membuka daftar program yang ada
o Tekan tombol , tekan MDI
o Gunakan tombol (page UP) (page DOWN) untuk
menunjukkan tampilan program state (kedudukan program),program list
(daftar program) dan program content (isi program). Dalam hal ini kita
pilihkan daftar program.
o Lihat daftar program yang ada untuk memastikan bahwa program yang
akan kita input atau edit tidak bentrok dengan yang sudah ada.
NB: untuk mengenali program yang masih kosong meskipun sudah terdaftar dalam
program, perhatikan kapasitas bitsnya, untuk program yang sudah didaftarkan
menurut list yang ada dan telah diisikan program kedalamnya biasanya kapasitas
lebih dari 22 KBite.
B.6. Menampilkan grafik pada saat mengsimulasikan tanpa menggaktifkan mesin
o Tekan tombol kemudian tombol
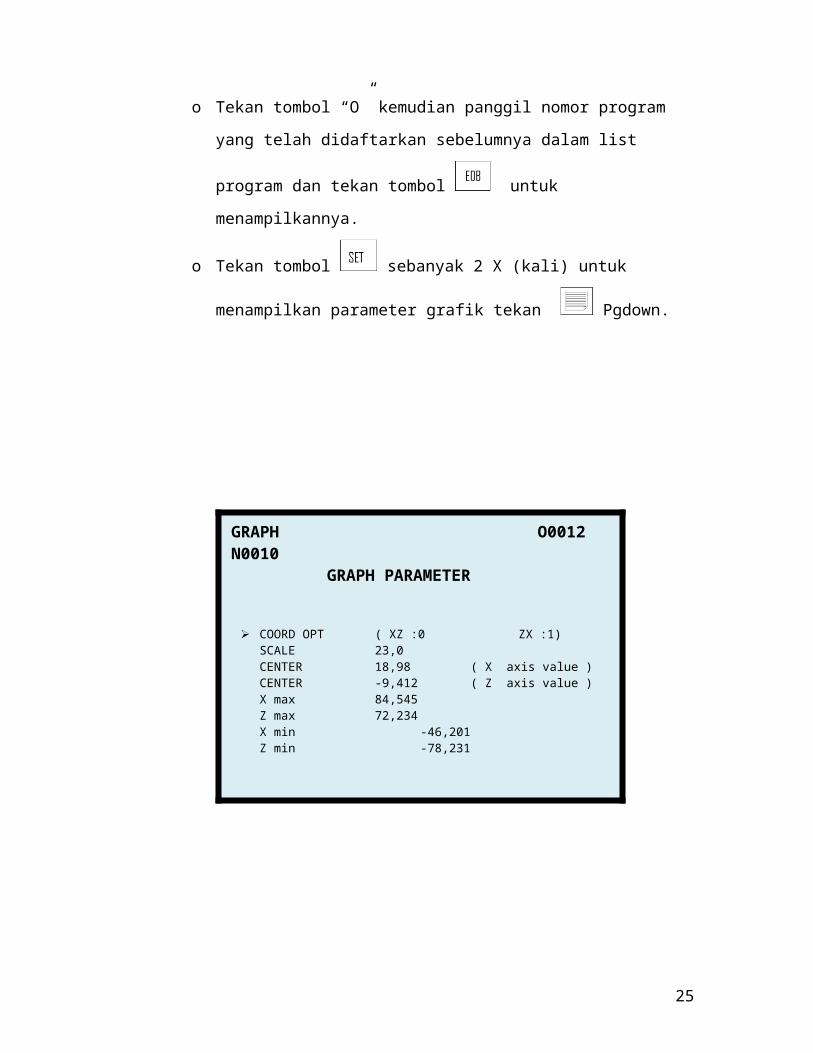
o Tekan tombol “O” kemudian panggil nomor program yang telah
didaftarkan sebelumnya dalam list program dan tekan tombol untuk
menampilkannya.
o Tekan tombol sebanyak 2 X (kali) untuk menampilkan parameter
grafik tekan Pgdown.
18
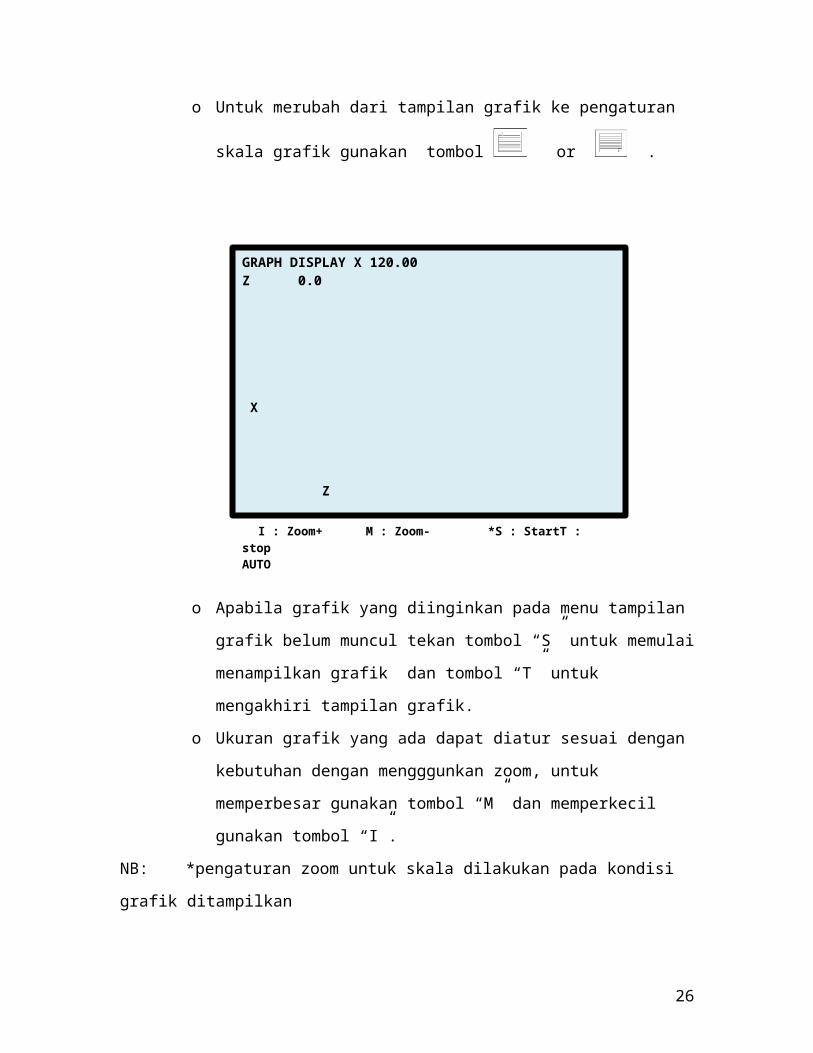
GRAPH DISPLAY X 120.00Z 0.0
X
Z
I : Zoom+ M : Zoom- *S : StartT : stopAUTO
o Untuk merubah dari tampilan grafik ke pengaturan skala grafik gunakan
tombol or .
GRAPH O0012 N0010GRAPH PARAMETER
COORD OPT ( XZ :0 ZX :1)SCALE 23,0CENTER 18,98 ( X axis value )CENTER -9,412 ( Z axis value )X max 84,545Z max 72,234X min -46,201Z min -78,231
( Tool track area : 320 * 248 dot S 0000 T0101
EDIT
19
o Apabila grafik yang diinginkan pada menu tampilan grafik belum muncul
tekan tombol “S” untuk memulai menampilkan grafik dan tombol “T”
untuk mengakhiri tampilan grafik.
o Ukuran grafik yang ada dapat diatur sesuai dengan kebutuhan dengan
mengggunkan zoom, untuk memperbesar gunakan tombol “M” dan
memperkecil gunakan tombol “I”.
NB: *pengaturan zoom untuk skala dilakukan pada kondisi grafik ditampilkan
*untuk membersihkan grafik yang telah ada gunakan tombol “R”
*selalu tekan tombol apabila sebuah simulasi berakhir untuk
menghindari terjadinya kesalahan fatal pada mesin maupun control.
B.7. Langkah Referencing mesin. Tanyakan pada pembimbingo Cekam benda kerja pada chuck dengan menggunakan kunci chuck
o Tekan tombol lalu tekan tombol untuk menampilkan posisi
dimana tool berada dalam harga incremental U dan W.
o Perhatikan tombol tidak terkunci/aktif.
o Tekan tombol untuk arah pergerakan x =…
o Tekan tombol untuk arah pergerakan z =…
NB: Apabila terjadi alarm akibat overtravel step untuk kelebihan pembacaan harga
incremental tekan tombol sebagai reset untuk menghilangkannya.
20
B.8. Format program.Buatlah rencana kerja dari gambar yang diberikan oleh pengajar dalam bahasa
sederhana dan sistematis, jangan dulu berfikir tentang Alphanumeric atau Assembler juga
bahasa pemrograman yang lainnya.
Langkah awal adalah menentukan apa yang terlebuh dahulu dilakukan agar
sistem berjalan.
Lakukan setiap langkah agar dapat terukur dan terkontrol agar memudah
kan proses selanjutnya.
Jangan membuat langkah bolak balik , selesaikan tahapan demi tahapan
secara terencana dan baku. APA SIH MAKSUDNYA???.........
Gambar kerja sudah ada . bagaimana selanjutnya , apa yang harus saya lakukan ???SOLUSI RENCANA KERJA.Coba pelajari gambar kerjanya,
Wah …..gambar kerjanya sulit di mengertii….!!!??
Ternyata saya harus …………………
Cobalah buat cerita dengan langkah kerjamu………………….
Perhatikan detail dari cerita ini agar ceritanya menarik………
PROSES BUBUT berarti harus menggunakan pisau bubut, pisau bubut kan banyak
macamnya !?
PROSES BUBUT FACING ( TRANVERSAL TURNING )
PROSES BUBUT LONGITUDINAL.
PROSES BUBUT CONTOURING.
PROSES BUBUT GROOVING.
PROSES BUBUT THREADING.
PROSES BUBUT INTERNAL FACING.
PROSES BUBUT INTERNAL LONGITUDINAL.
21
PROSES BUBUT INTERNAL GROOVING.
Apalah yang penting harus pinjam pisau yang sesuai dengan rencana pada gambar kerja.
(point 1), kemudian pasang di mesin bubut.
Default .
O 1234
T0101; Pemilihan pisau,
M03 S350 ; Putar searah putar jarum jam, 350 Rpm.
G96 S180 G99 F0.3 ; Data pemotongan.
G50 S3000 ; Put max adalah 3000 Rpm.
G00 X 100. Z 10.; Pahatnya saya letakan disana.
G 94 ……………….; Facing Cycle.
Program content.
………………….. ………………..
………………… ……………….
G00 X100. Z10.; Simpan dulu aaaah pisaunya.
M05 S0 ; Matikan mesinnya aaah.
M30 ; Selesai deh..
B.9. Set nol benda kerja
Tekan tombol untuk mendapatkan Tool Data, arahkan kursor
pada data yang akan dicari dengan tanda panah naik/turun
hingga diNomor data yang dimaksud.
22
o Tekan tombol lalu tekan putar handwheel hingga
menggores diameter benda kerja yang telah diketahui diameternya ( mis,
42 mm ) kemudian ketikkan X dan masukan angkanya ( mis, 42 titik ) dan
tekan.
o Tekan tombol putar hand weel mendekati benda kerja hingga
menggores benda dari sisi sumbu z, ketikan Z kemudian ketikan angka 0
dan tekan
o Tekan untuk melakukan penguncian terhadap mesin.
o Tekan untuk menampilkan posisi dalam bentuk incremental U dan
W.
o Dengan posisi mesin terkunci tekan dan
o tekan tombol lalu putar hand weel hingga harga incremental pada
U mencapai 000.000
o Tekan tombol lalu putar hand weel hingga harga incremental pada
Z mencapai 000.000
o Lepaskan penguncian mesin dengan menekan tombol
o Lakukan offset tools untuk memasukkan tool data ikuti langkah offset.
o Lakukan refrence untuk kembali keposisi awal ikuti langkah refrence.
B.10. Mathematical check
o Tekan tombol Auto
23

GRAPH DISPLAY X 120.00Z 0.0
X
Z
I : Zoom+ M : Zoom- *S : StartT : stopAUTO
o Tekan tombol , , , , untuk mengunci
o Tekan tombol sebanyak dua kali untuk menampilkan grafik, dalam
menampilkan grafik ikuti langkah menampilkan grafik.
o Tekan tombol “ S “ agar pada layar display dapat membuat garis lintasan.
(perhatikan tanda bintang pada layar berada pada huruf *S.)
o Lakukan mathematical check dengan menekan tombol
o Apabila operasional per blok telah selesai secara otomatis akan aktif
tombol tekan kembali tombol ini terjadi akibat tombol
aktif.
NB: Mathematical check dapat dilakukan secara keseluruhan blok pada program atau
per blok pada program dengan mengaktifkan tombol “Single Blok” dan
atau mengnonaktifkan tombol tersebut.
24
Contoh Kasus- latihan facing manual.o Buatkan program sederhana untuk facing pada buku catatan seprti contoh
dibawah ini;
G0 X100 Z50
M4 G96 S300
Z0
G 01 X50
G01 X0
G0 X100 Z50
M30
o Hidupkan mesin dengan memutar saklar utama, lepaskan tombol
emergency,tekan tombol ON.
o Lakukan penguncian tools dengan menekan tombol +
sebanyak jumlah tool.
o Lakukan refrence dengan menekan tombol , lalu tekan tombol
tunggu hingga tool merefrence terhadap sumbu X, lalu tekan
tombol tunggu hingga tool merefrence terhadap sumbu Z.
o Cekam benda kerja pada chuck dengan menggunakan kunci chuck.
o Tekan tombol , ,
o Tekan tombol “O” diikuti dengan nomor program yang akan dipakai
dalam hal ini kita gunakan nomor program 0001, maka setelah menekan
tombol “O” diikuti lagi tombol “0”,”0”,”0”,”1” dan diakhiri dengan
menekan tombol .
o Pada layar akan muncul no.program yang telah kita panggil dan siap untuk
di edit.
25
o Gunakan tombol untuk menggeser pada bagian
kolom yang akan dikerjakan.
o Dalam memasukkan suatu fungsi atau kode upayakan diakhiri dengan
menekan tombol , dimana saat menekan posisi garis pengarah
di akhir dari kolom yang diedit untuk menghindari terjadinya kesalahan
dalam membuat no.blok yang baru.
o Bila terjadi kesalahan untuk mebatalkan tekan dan atau untuk
menghapus perkolom.
o Program yang telah dimasukkan akan tersimpan secara otomatis.
o Untuk mengakhiri program biasa ditambahkan M30, untuk setiap
penekanan M30 tidak perlu lagi disertai dengan penekanan tombol .
o Tekan tombol , lalu tekan putar hand weel
hingga mendekati sisi sumbu z benda kerja lalu tekan putar hand
weel hingga mendekati benda kerja dari sisi sumbu x.
o Set nol benda kerja dengan menekan tombol , putar hand weel
dengan posisi tombol aktif hingga incremental W = 000.000 dan
putar hand weel dengan posisi tombol aktif hingga incremental U
= 000.000.
o Lepaskan pengunci mesin dengan menekan tombol
o Lakukan offset tool dengan menekan ,
26
GRAPH DISPLAY X 120.00Z 0.0
X
Z
I : Zoom+ M : Zoom- *S : StartT : stopAUTO
o Gunakan tombol untuk menggeser pada bagian
tool yang akan dipilih untuk kasus ini kita pilihkan tool nomor 6.
o Pembacaan tool data dilakukan secara incremental maka tekan tombol “U”
diikuti tombol , selanjutnya tombol “W” diiikuti tombol data
tools akan tersimpan secara otomatis pada tools nomor 6.
o Lakukan refrence dengan menekan , refrence menuju Z
dan refrence menuju X.
o Lakukan simulasi / mathematical check dengan menekan tombol
diikuti dengan mengunci semua tombol , , , ,
.
o Tekan tombol sebanyak 2 kali.
27
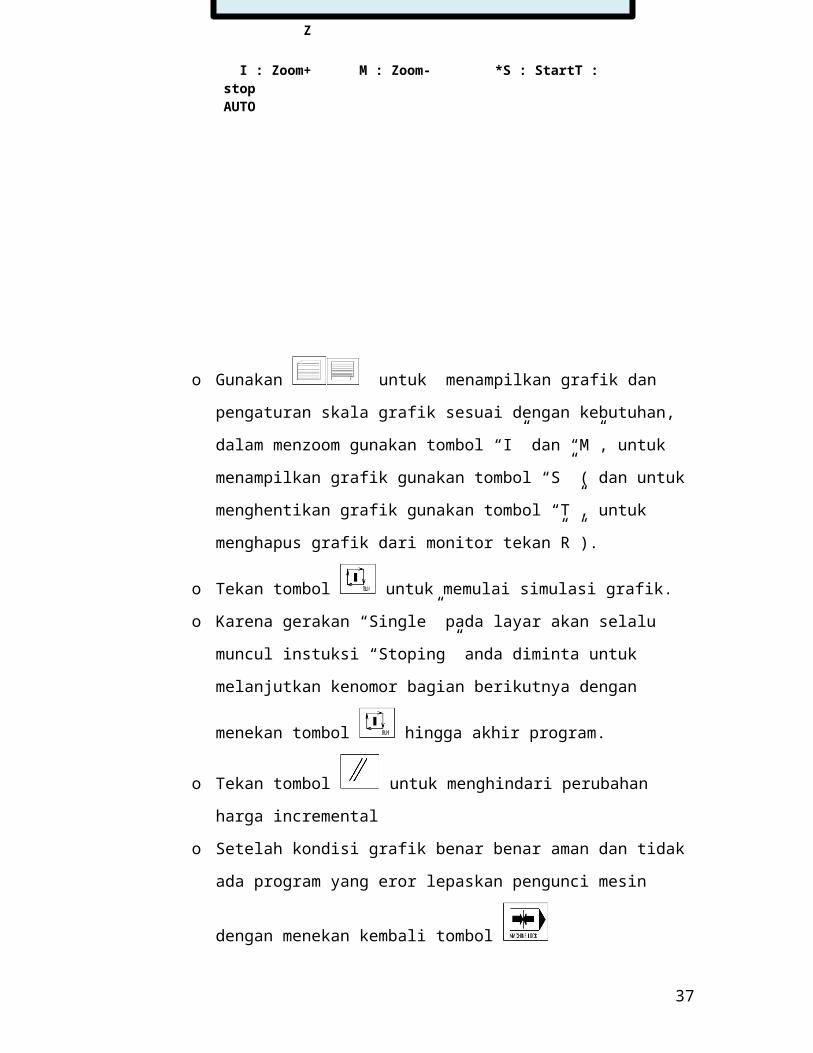
o Gunakan untuk menampilkan grafik dan pengaturan skala
grafik sesuai dengan kebutuhan, dalam menzoom gunakan tombol “I” dan
“M”, untuk menampilkan grafik gunakan tombol “S” ( dan untuk
menghentikan grafik gunakan tombol “T”, untuk menghapus grafik dari
monitor tekan”R”).
o Tekan tombol untuk memulai simulasi grafik.
o Karena gerakan “Single” pada layar akan selalu muncul instuksi “Stoping”
anda diminta untuk melanjutkan kenomor bagian berikutnya dengan
menekan tombol hingga akhir program.
o Tekan tombol untuk menghindari perubahan harga incremental
o Setelah kondisi grafik benar benar aman dan tidak ada program yang eror
lepaskan pengunci mesin dengan menekan kembali tombol
o Lakukan hal yang sama seperti mathematical check dengan menekan
tombol dan posisi mesin tidak terkunci.
o Tekan tombol untuk menghindari perubahan harga incremental
o Apabila sudah tidak ditemukan kesalahan tekan tombol sebagai
fungsi mengnonaktifkan gerakan single blok untuk menginstruksikan
gerakan mesin secara keseluruhan dimulai dari awal program hingga
akhir.
o Tekan tombol untuk menghindari perubahan harga incremental
NB Tekan tombol untuk menghilangkan alarm
LED digunakan sebagai indicator aktif tidaknya tombol terhadap mesin.
28
Tekan tombol untuk menghindari perubahan harga incremental apabila
sebuah program telah di “RUN” baik simulasi maupun proses pengerjaan.
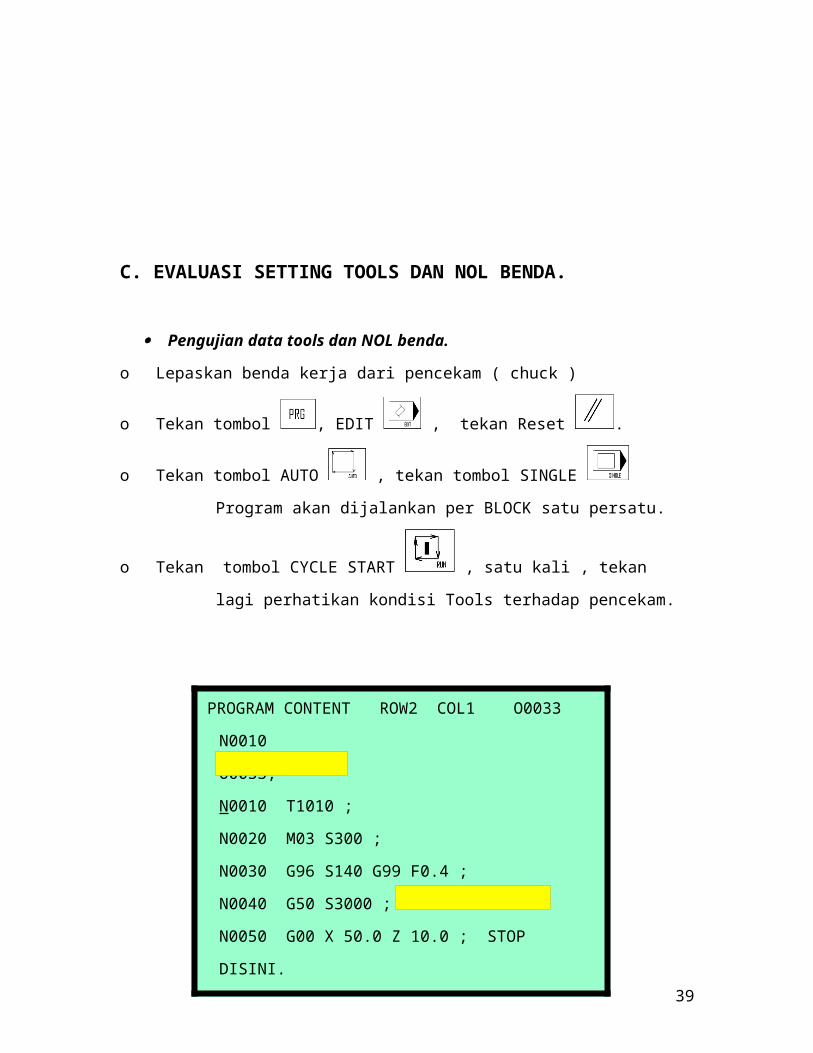
C. EVALUASI SETTING TOOLS DAN NOL BENDA.
Pengujian data tools dan NOL benda.
o Lepaskan benda kerja dari pencekam ( chuck )
o Tekan tombol , EDIT , tekan Reset .
o Tekan tombol AUTO , tekan tombol SINGLE Program akan
dijalankan per BLOCK satu persatu.
o Tekan tombol CYCLE START , satu kali , tekan lagi perhatikan kondisi
Tools terhadap pencekam.
PROGRAM CONTENT ROW2 COL1 O0033 N0010
O0033;
N0010 T1010 ;
N0020 M03 S300 ;
N0030 G96 S140 G99 F0.4 ;
N0040 G50 S3000 ;
N0050 G00 X 50.0 Z 10.0 ; STOP DISINI.
N0060 G71 U 1.5 R 1. ;
N0070 G71 P 80 Q190 U 1. W0.2 ;
29
o Letakan tangan kiri untuk siap-siap menekan tombol EMERGENCY jika ada
gerakan yang diluar kendali, Pahat akan bergerak keposisi X 50. Z 10 pada
saat ditekan yang kelima kalinya.
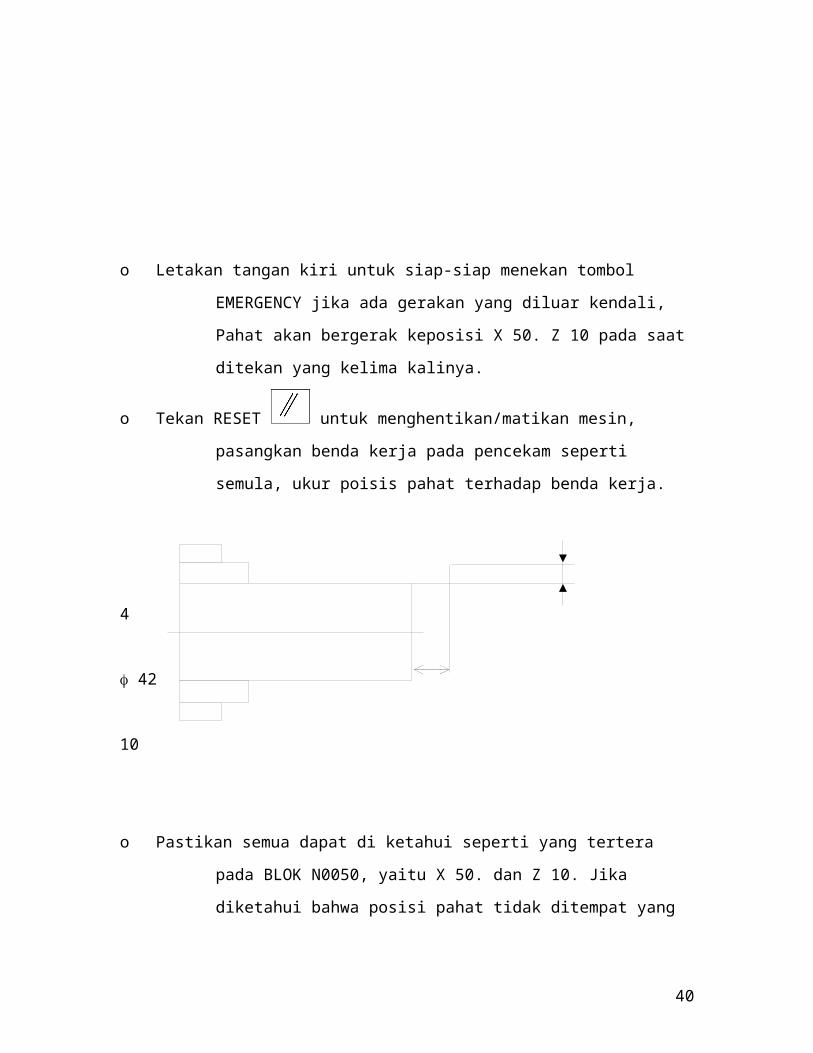
o Tekan RESET untuk menghentikan/matikan mesin, pasangkan benda kerja
pada pencekam seperti semula, ukur poisis pahat terhadap benda kerja.
4
42
10
o Pastikan semua dapat di ketahui seperti yang tertera pada BLOK N0050, yaitu X
50. dan Z 10. Jika diketahui bahwa posisi pahat tidak ditempat yang
seharusnya, maka TOOL OFFSET harus di ulangi kembali.
o Jika semua sesuai dengan yang semestinya, lanjutkan pemeriksaan TOOL yang
berikutnya, jauhkan pahat dari benda kerja.
PROGRAM CONTENT ROW2 COL1 O0033 N0010
O0033;
N0010 T1010 ;
N0020 M03 S300 ;
N0030 G96 S140 G99 F0.4 ;
N0040 G50 S3000 ;
N0050 G00 X 50.0 Z 10.0 ; STOP DISINI.
N0060 G71 U 1.5 R 1. ;
N0070 G71 P 80 Q190 U 1. W0.2 ;
30
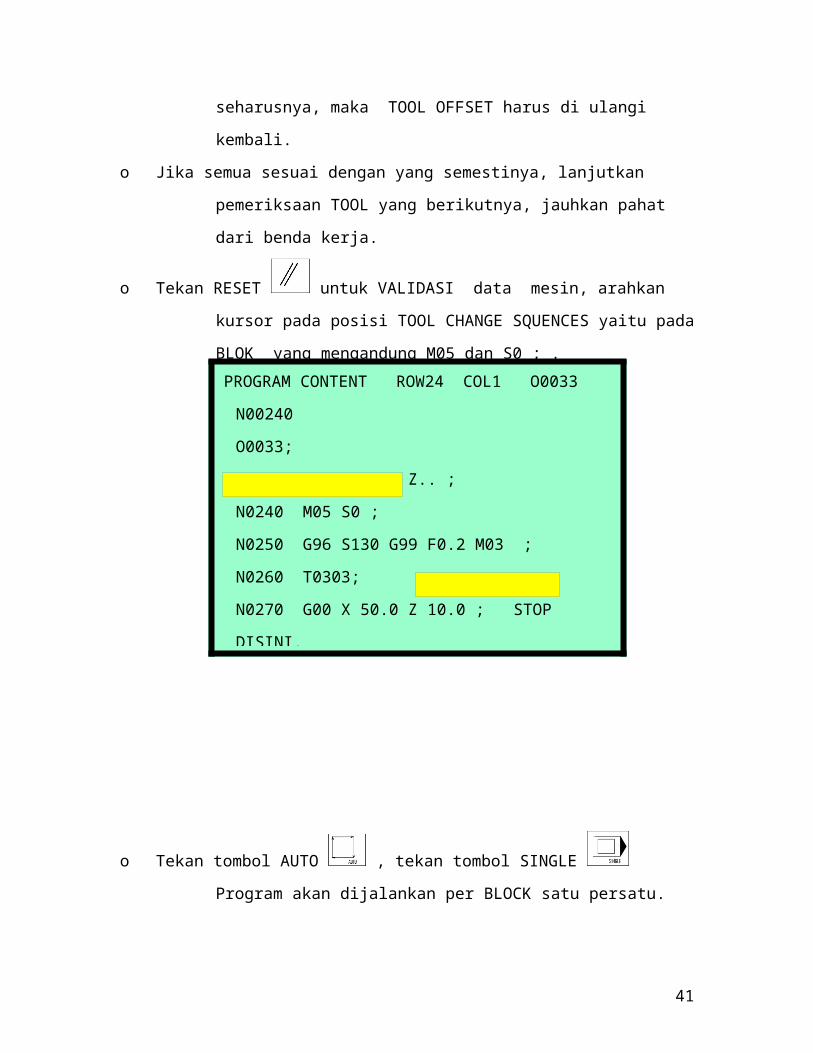
o Tekan RESET untuk VALIDASI data mesin, arahkan kursor pada posisi
TOOL CHANGE SQUENCES yaitu pada BLOK yang mengandung M05
dan S0 ; .
o Tekan tombol AUTO , tekan tombol SINGLE Program akan
dijalankan per BLOCK satu persatu.
o Tekan tombol CYCLE START , satu kali , tekan lagi perhatikan kondisi
Tools terhadap pencekam.
o Hentikan mesin pada saat pahat positioning dengan menekan RESET.
o Ukur posisi pahat seperti yang telah dijelaskan diatas.
Eksekusi program tidak dari awal.
PROGRAM CONTENT ROW24 COL1 O0033
N00240
O0033;
N0230 G00 X.. Z.. ;
N0240 M05 S0 ;
N0250 G96 S130 G99 F0.2 M03 ;
N0260 T0303;
N0270 G00 X 50.0 Z 10.0 ; STOP DISINI.
N0280 G….. ;
N0290 ….. ;
31
o Tekan tombol EDIT , .
o Letakan kursor pada Blok program yang hendak dijalan, tetapi jangan lupa
memekan tombol RESET setiap kali melakukan perubahan data.
o Tekan tombol PGR dan AUTO dan jika telah
siap ………….. telah siap………… telah siap tekan tombol
CYCLESTAR , perhatikan gerakan pahat , PERKIRAKAN
POSISI PAHAT SESUAI SEPERTI PADA POSITIONING di
PROGRAM, JIKA TIDAK SESUAI DENGAN HARGA X dan Z
yang dimaksud ……………………………………………
Tekan tombol Emergency jika terlihat gerakan yang tidak diharapkan.
GAMBAR KERJA
32
33
34
35
36
37
Insert Note :
REMARKPart Name:Drawing No :Prog No :Page :
38
GAMBAR KERJA
1 LAT 2 E M S 30 x 100 JUMLAH Nama Bagian No.Bag Bahan Ukuran Keterangan
III II I Perubahan : Menyetujui Nama Gambar : Skala 1 : 1 Digambar TURNING 2 REGULER Diperiksa Dilihat
POLITEKNIK NEGERI BANDUNG No Gbr 02 - lathe
GAMBAR KERJA
39
1 LAT 3 E M S 30 x 100 JUMLAH Nama Bagian No.Bag Bahan Ukuran Keterangan
III II I Perubahan : Menyetujui Nama Gambar : Skala 1 : 1 Digambar TURNING 3 REGULER Diperiksa Dilihat
POLITEKNIK NEGERI BANDUNG No Gbr 03 - lathe
GAMBAR KERJA
40
Non dimensional champer 1 x 45 o
1 LAT 4 EMS 30 x 100 JUMLAH Nama Bagian No.Bag Bahan Ukuran Keterangan
III II I Perubahan : Menyetujui Nama Gambar : Skala 1 : 1 Digambar TURNING 4 REGULER Diperiksa Dilihat
POLITEKNIK NEGERI BANDUNG
No Gbr 04 - lat
41
Daftar pustaka :
1. GSK980TD Turning Machine CNC system, GSK CNC EQUIPMENT CO., LTD.
2nd , 2003 Guangzhou China.
2. FANUC O/OO/O-Mate for Lathe, Operation Manual B-61394 E/06, FANUC
LTD 1988.
3. Student’s Handbook EMCOTURN 242, EMCO MAIER Ges.m.b.H, 1990. RI
0100, A-5400 Hallein, Austria
42