l. cnc tu-3a
TRANSCRIPT
LAPORAN PRAKTEK
CNC TU-3A
Oleh :
HAMDANI
1101011021
2C REGULER
Dosen Pembimbing
Ir. SUHARDI, MT
Nama-Nama Kelompok:
RIKO AGUSTIAN TENDI PRATAMA H.W
ILHAM RIVANDI TEGUH WIJAYA
SOLIHIN DAHLIL SAPUTRA
JEFRI RIANDA
TEKNIK MESIN
POLITEKNIK NEGERI PADANG
2013
KATA PENGANTAR
Dengan mengucapkan puji dan syukur kehadira tAllah SWT, yang telah memberikan
rahmat dan karunia-Nya kepada kita semua khususnya penulis sendiri, sehingga penulis dapat
melaksanakan dan menyelesaikan praktek bengkel dengan job CNC ini dengan benar dan tepat
pada waktunya. Oleh karena itu, penulis membuat sebuah laporan sebagai bukti dan hasil yang
penulis dapatkan selama praktek di bengkel.
Pada kesempatan ini penulis mengucapkan terima kasih kepada bapak instruktur yang
telah memberikan bimbingan dan arahan kepada penulis, sehingga penulis bisa melaksanakan
dan menyelesaikan job ini. Dan ucapan terima kasih yang tidak terhingga kepada orang tua
penulis, yang tidak pernah lelah untuk memberikan dorongan dan motivasi kepada penulis, baik
secara moril ataupun materil. Selanjutnya kepada teman-teman dan orang-orang yang berada di
sekeliling penulis yang telah membantu dan memberikan semangat kepada penulis.
Tidak terlepas dari seorang mahasiswa yang sedang menuntut ilmu, laporan inipun
merupakan bagian dari pembelajaran penulis di kampus POLITEKNIK NEGERI PADANG ini.
Oleh karena itu, penulis mengharapkan adanya kritik dan saran dari pembaca terutama instruktur
yang sifatnya membangun, sehingga penulis dapat memperbaikinya di masa mendatang, agar
tidak terjadi lagi kesalahan oleh penulis. Harapan penulis semoga laporan ini bermanfaat bagi
pembaca khususnya penulis sendiri.
Padang, Juni 2013
Penulis
DAFTAR ISI
KATA PENGANTAR
DAFTAR ISI
BAB I PENDAHULUAN
A. Latar Belakang................................................................................................................
B. Tujuan.............................................................................................................................
BAB II TEORI DASAR
A. Teori Dasar...................................................................................................................
BAB III ALAT dan BAHAN
A. Alat yang Digunakan…...............................................................................................
B. Bahan...........................................................................................................................
BAB IV PROSES PENGERJAAN
A. Langkah Kerja.............................................................................................................
B. Gambar Kerja...................................................................................................................
C. Pemrograman................................................................................................................
BAB V KESELAMATAN KERJA
A. Keselamatan
Operator.......................................................................................................
B. Keselamatan Mesin dan Peralatan...................................................................................
BAB VI PENUTUP
A. Kesimpulan......................................................................................................................
B. Saran..............................................................................................................................
BAB I
PENDAHULUAN
A. Latar belakang Awal lahirnya mesin CNC (Computer Numerically Controlled) bermula dari 1952
yang dikembangkan oleh John Pearseon dari Institut Teknologi Massachusetts, atas nama
Angkatan Udara Amerika Serikat. Semula proyek tersebut diperuntukkan untuk membuat
benda kerja khusus yang rumit. Semula perangkat mesin CNC memerlukan biaya yang
tinggi dan volume unit pengendali yang besar. Pada tahun 1973, mesin CNC masih sangat
mahal sehingga masih sedikit perusahaan yang mempunyai keberanian dalam mempelopori
investasi dalam teknologi ini. Dari tahun 1975, produksi mesin CNC mulai berkembang
pesat. Perkembangan ini dipacu oleh perkembangan mikroprosesor, sehingga volume unit
pengendali dapat lebih ringkas.
Dewasa ini penggunaan mesin CNC hampir terdapat di segala bidang. Dari bidang
pendidikan dan riset yang mempergunakan alat-alat demikian dihasilkan berbagai hasil
penelitian yang bermanfaat yang tidak terasa sudah banyak digunakan dalam kehidupan
sehari-hari masyarakat banyak.
Untuk itulah POLITEKNIK NEGERI PADANG memberikan mata kuliah praktek
bengkel dengan job CNC yang diperuntukan untuk jurusan teknik mesin. Dengan begitu
mahasiswa akan terlatih dan terampil dalam berbagai bidang, karena di zaman yang sangat
maju ini. Kita dituntut untuk bersaing, apalagi kemajuan teknologi yang mengharuskan kita
untuk bersaing dan memiliki kemampuan di segala bidang untuk menyongsong dunia kerja
yang semakin canggih dan maju.
Dengan mata praktek CNC yang dberikan POLITEKNIK NEGERI PADANG ini,
diharapkan nantinya mahasiswa mampu bersaing didunia kerja nantinya.
B. Tujuan Praktek.
Adapun tujuan praktek dari praktek CNC-TU 3A adalah sebagai berikut:
1. Mengetahui prinsip kerja mesin CNC-TU 3A.
2. Mengetahui fungsi kode NC.
3. Mahasiswa dapat membuat program pada mesin CNC-TU 3A.
4. Mahasiswa dapat mengoperasikan mesin CNC-TU 3A dengan baik dan benar yang
sesuai dengan prosedur. 5. Agar mahasiswa menjadi tenaga yang terampil nantinya dan dapat bersaing di dunia
kerja.
BAB II
TEORI DASAR
Awal lahirnya mesin CNC (Computer Numerically Controlled) bermula dari 1952 yang
dikembangkan oleh John Pearseon dari Institut Teknologi Massachusetts, atas nama Angkatan
Udara Amerika Serikat. Semula proyek tersebut diperuntukkan untuk membuat benda kerja
khusus yang rumit. Semula perangkat mesin CNC memerlukan biaya yang tinggi dan volume
unit pengendali yang besar. Pada tahun 1973, mesin CNC masih sangat mahal sehingga masih
sedikit perusahaan yang mempunyai keberanian dalam mempelopori investasi dalam teknologi
ini. Dari tahun 1975, produksi mesin CNC mulai berkembang pesat. Perkembangan ini dipacu
oleh perkembangan mikroprosesor, sehingga volume unit pengendali dapat lebih ringkas.
Penggunaan mesin CNC hampir terdapat di segala bidang. Dari bidang pendidikan dan
riset yang mempergunakan alat-alat demikian dihasilkan berbagai hasil penelitian yang
bermanfaat yang tidak terasa sudah banyak digunakan dalam kehidupan sehari-hari masyarakat
banyak.
CNC-TU 3A ( Computer Numerical Control-Turning Unit-3 Axis) adalah pemotongan
dengan menggunakan 3 aksial atau 3 sumbu yaitu ( Sumbu X, Y dan Z ), yang dikendalikan oleh
suatu program. Program tersebut berisi langkah-langkah perintah yang harus dijalankan oleh
mesin CNC. Program tersebut bisa dibuat langsung pada mesin CNC (huruf per huruf, angka per
angka), yang hasil programnya disebut dengan program NC, atau dibuat menggunakan PC
plus software khusus untuk membuat program NC. Program seperti ini disebut dengan CAM.
Kelemahan pembuatan program NC dengan cara manual pada mesin CNC adalah waktu yang
dibutuhkan sangat lama, akurasi tidak terjamin, mesin tidak bisa digunakan pada saat pembuatan
program NC berlangsung, dan banyak lagi.
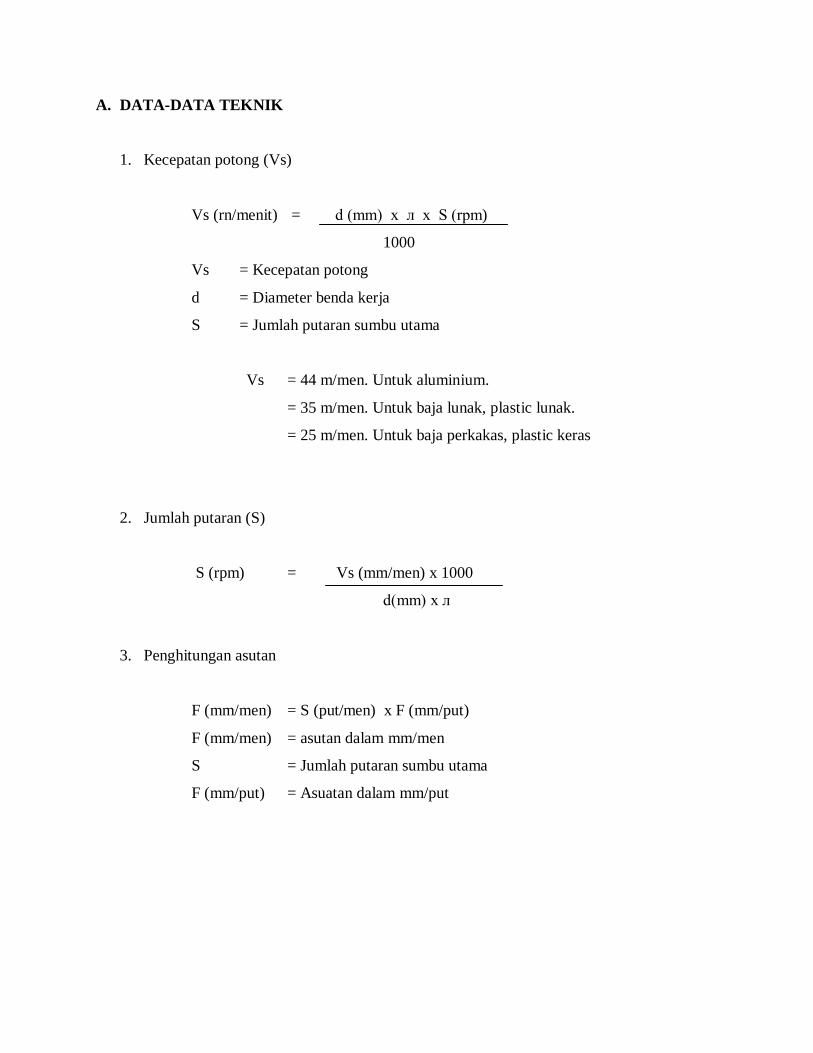
A. DATA-DATA TEKNIK
1. Kecepatan potong (Vs)
Vs (rn/menit) = d (mm) x л x S (rpm)
1000
Vs = Kecepatan potong
d = Diameter benda kerja
S = Jumlah putaran sumbu utama
Vs = 44 m/men. Untuk aluminium.
= 35 m/men. Untuk baja lunak, plastic lunak.
= 25 m/men. Untuk baja perkakas, plastic keras
2. Jumlah putaran (S)
S (rpm) = Vs (mm/men) x 1000
d(mm) x л
3. Penghitungan asutan
F (mm/men) = S (put/men) x F (mm/put)
F (mm/men) = asutan dalam mm/men
S = Jumlah putaran sumbu utama
F (mm/put) = Asuatan dalam mm/put
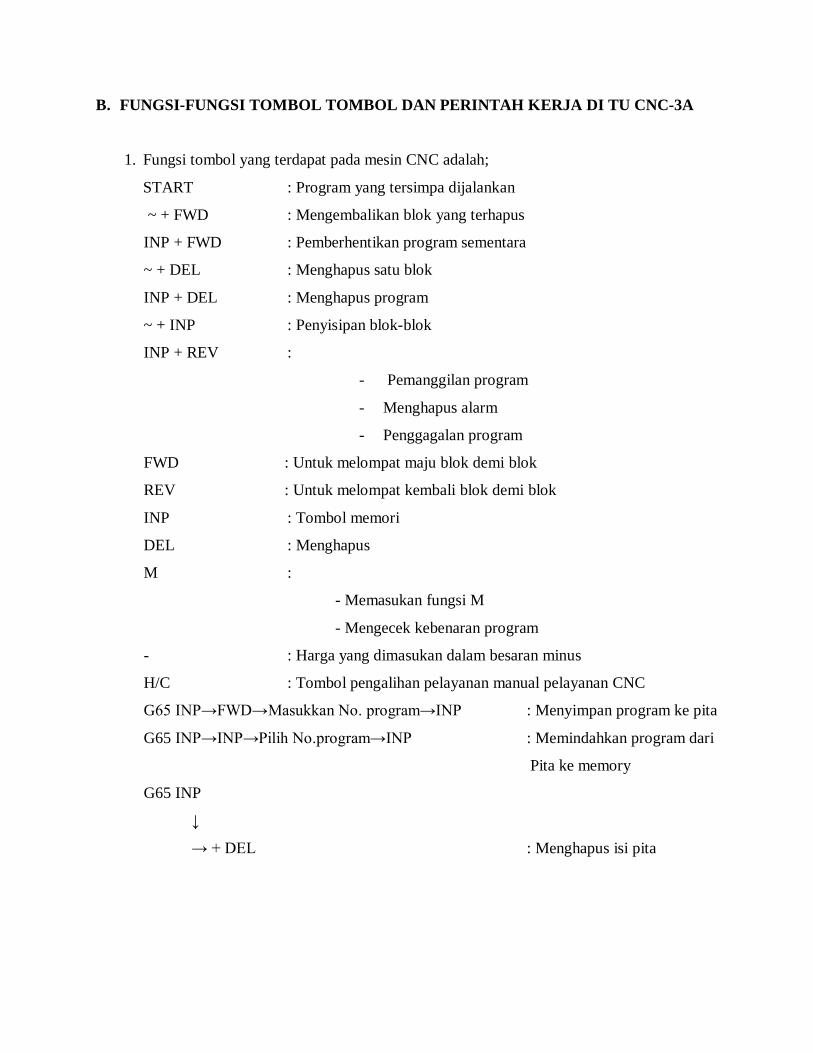
B. FUNGSI-FUNGSI TOMBOL TOMBOL DAN PERINTAH KERJA DI TU CNC-3A
1. Fungsi tombol yang terdapat pada mesin CNC adalah;
START : Program yang tersimpa dijalankan
~ + FWD : Mengembalikan blok yang terhapus
INP + FWD : Pemberhentikan program sementara
~ + DEL : Menghapus satu blok
INP + DEL : Menghapus program
~ + INP : Penyisipan blok-blok
INP + REV :
- Pemanggilan program
- Menghapus alarm
- Penggagalan program
FWD : Untuk melompat maju blok demi blok
REV : Untuk melompat kembali blok demi blok
INP : Tombol memori
DEL : Menghapus
M :
- Memasukan fungsi M
- Mengecek kebenaran program
- : Harga yang dimasukan dalam besaran minus
H/C : Tombol pengalihan pelayanan manual pelayanan CNC
G65 INP→FWD→Masukkan No. program→INP : Menyimpan program ke pita
G65 INP→INP→Pilih No.program→INP : Memindahkan program dari
Pita ke memory
G65 INP
↓
→ + DEL : Menghapus isi pita
2. fungsi perintah kerja G/M :
G00 : Gerakan cepat tanpa pemakanan
G0l : Interpolasi lurus
G02 : Interpolasi melingkar searah jarum jam
G03 : Interpolasi melingkar berlawanan jarum jam
G64 : Motor asutan tanpa arus
G72 : Sikius pengefraisan kantong
G81 : Siklus pemboran tetap
G82 : Siklus pemboran tetap dengan tinggal diam
G83 : Siklus pemboran tetap dengan pembuangan tatal
G91 : Pemograman nilai inkrumental
G92 : Pemrograman absolut
G04 : Lamanya tinggal diam
G21 : Blok kosong
G25 : Memanggil sub program
G27 : Instruksi melompat
G40 : Kompensasi radius pisau hapus
G45 : Penambahan radius pisau
G46 : Pengurangan radius pisau
G47 : Penambahan radius pisau 2 kali
G48 : Pengurangan radius pisau 2 kali
G65 : Pelayanan pipa magnet
G66 : Pelaksanaan antar aparat dengan RS
G73 : Siklus pemutusan tatal
G84 : siklus penguliran
G85 : Siklus mereamer tetap
G89 : Siklus mereamer tetap dengan tinggal diam
G90 : Penggeseran titik referensi
M00 : Diam
M03 : Spindel berputar searah jarum jam
M06 : Penggeseran alat potong
M17 : Kembali ke program pokok
M08 :
M09 :
M20 : Hubungan keluar N3/M2
M21 :
M22 :
M23 :
M26 : Hubungan keluar-impuls
M98 : Kompensasi kocak/kelonggaran otomatis
M99 : Parameter dari interpolasi melingkar
M05 : Sumbu utama berhenti
M30 : Program berakhir
3. Tanda-tanda alarm :
A00 : Salah kode
A0l : Salah radius / M99
A02 : Salah nilai Z
A03 : Salah nilai F
A04 : Salah nilal X
A05 : Tidak ada kode M30
A06 : Tidak ada kode M03
A07 : Tidak ada arti
A08 : Pita habis pada penyimpanan ke kaset
A09 : Program tidak ditemukan
A10 : Pita kaset dalam pengamanan
A11 : Salah pemuatan
A12 : Salah pengecekan
A13 : Penyetelan inchi/mm dengan memori program penuh
A14 : Salah p[osisi kepala frais/penambahan jalan dengan LOAD ┴ / M
A15 : Salah nilai Y
A16 : Tidak ada nilai radius pisau frais
A17 : Salah sub program
A18 : Jalannya kompensasi radius pisau frais lebih kecil dari nol
C. Sistem Persumbuan
Sistem persumbuan pada mesin CNC mengikuti sistem persumbuan umum yang telah ditetapkan ISO, yaitu sumbu Z ditempati spindel utama sebagai dasar persumbuan, kemudian secara berurutan sumbu X pada arah memanjang meja, dan sumbu Y pada arah gerak melintang meja. Untuk gerakan lurus ketiga sumbu tersebut dapat bergerak bersamaan, sedangkan untuk gerakan melingkar hanya dua sumbu yang dapat bergerak secara bersamaan.
D. Position Shift Offset
Titik NOL mesin untuk mesin milling terletak pada sudut kiri atas dari meja mesin. Titik nol pada posisi ini, pada pemakaiannya bisa digeser ke suatu titik/ tempat yang menguntungkan. Pergi Untuk melakukan pergeseran titik referensi mesin perlu diketahui titik-titik referensi mesin yaitu :
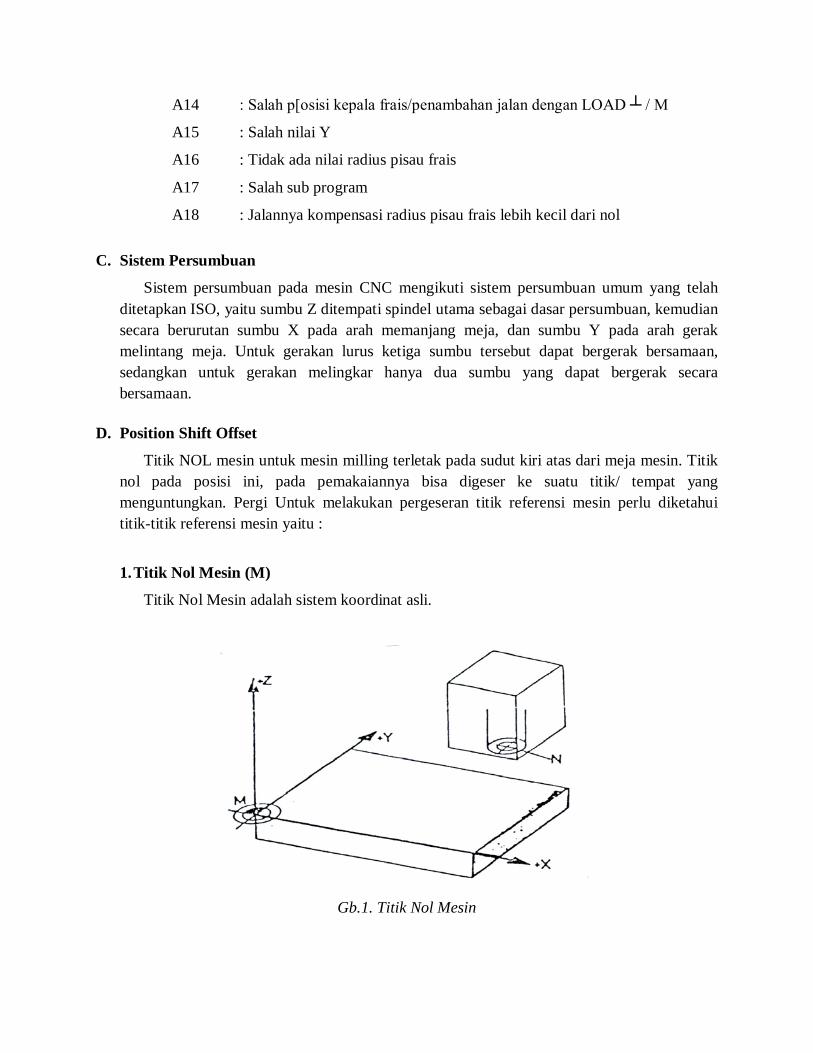
1. Titik Nol Mesin (M)
Titik Nol Mesin adalah sistem koordinat asli.
Gb.1. Titik Nol Mesin
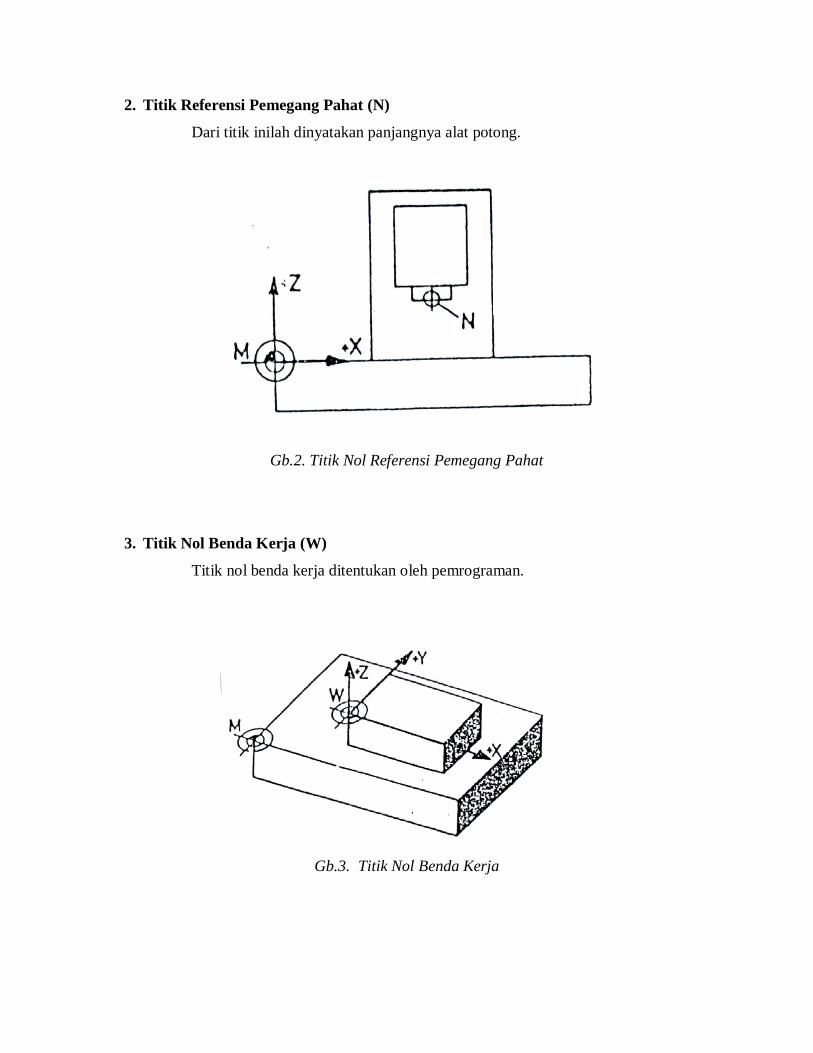
2. Titik Referensi Pemegang Pahat (N)
Dari titik inilah dinyatakan panjangnya alat potong.
Gb.2. Titik Nol Referensi Pemegang Pahat
3. Titik Nol Benda Kerja (W)
Titik nol benda kerja ditentukan oleh pemrograman.
Gb.3. Titik Nol Benda Kerja
BAB III
ALAT DAN BAHAN
A. Alat yang dipergunakan Pada praktek labor CNC-TU 3A ini kita memerlukan peralatan sebagai berikut :
- Mesin CNC-3A
- Endmill/ Cutter yang digunakan
• Ø 10 mm
• Ø 16 mm
• Ø 40 mm
- Kuas pembersih
- Kunci Ragum
- Ragum
B. Bahan yang dipakai Dalam praktek CNC TU-3A ini bahan yang dipakai adalah :
Alumunium dengan ukuran :
• 50 mm x 50 mm x 70 mm

BAB IV
LANGKAH KERJA
A. Gambar kerja 1. Pengefraisan Facing
2. Pengefraisan Tangga
3. Pengefraisan Kantong
4. Pengefraisan Alur Silang 45°
5. Pengefraisan Lobang 4 x 90°
6. Pengefraisan Segi Enam
7. Pengefraisan Radius
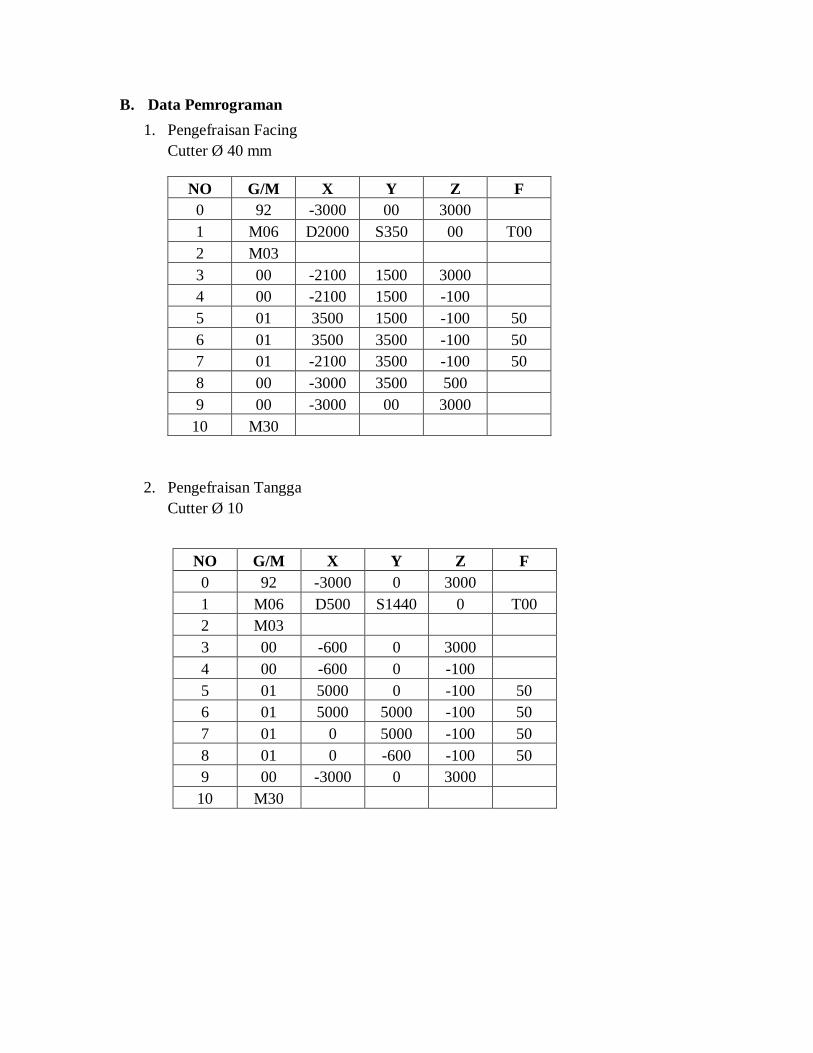
B. Data Pemrograman 1. Pengefraisan Facing
Cutter Ø 40 mm
NO G/M X Y Z F 0 92 -3000 00 3000
1 M06 D2000 S350 00 T00 2 M03
3 00 -2100 1500 3000 4 00 -2100 1500 -100 5 01 3500 1500 -100 50
6 01 3500 3500 -100 50 7 01 -2100 3500 -100 50 8 00 -3000 3500 500
9 00 -3000 00 3000 10 M30
2. Pengefraisan Tangga Cutter Ø 10
NO G/M X Y Z F 0 92 -3000 0 3000 1 M06 D500 S1440 0 T00 2 M03 3 00 -600 0 3000 4 00 -600 0 -100 5 01 5000 0 -100 50 6 01 5000 5000 -100 50 7 01 0 5000 -100 50 8 01 0 -600 -100 50 9 00 -3000 0 3000
10 M30
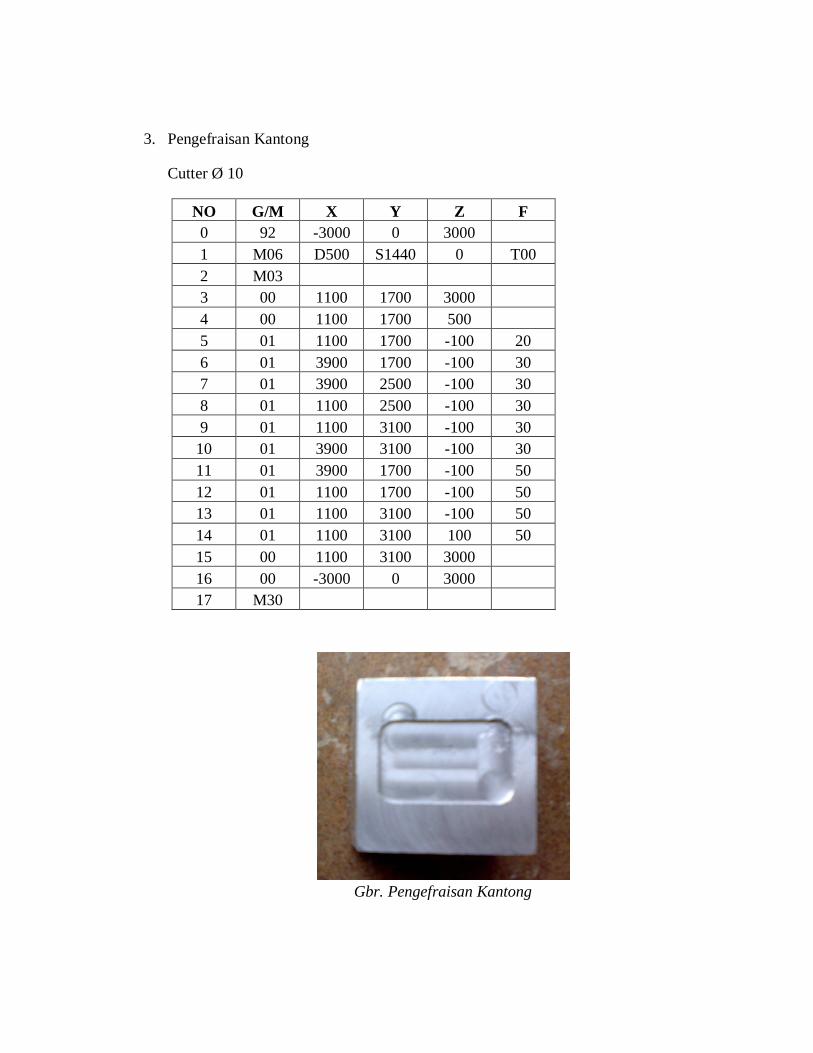
3. Pengefraisan Kantong
Cutter Ø 10
NO G/M X Y Z F 0 92 -3000 0 3000 1 M06 D500 S1440 0 T00 2 M03 3 00 1100 1700 3000 4 00 1100 1700 500 5 01 1100 1700 -100 20 6 01 3900 1700 -100 30 7 01 3900 2500 -100 30 8 01 1100 2500 -100 30 9 01 1100 3100 -100 30
10 01 3900 3100 -100 30 11 01 3900 1700 -100 50 12 01 1100 1700 -100 50 13 01 1100 3100 -100 50 14 01 1100 3100 100 50 15 00 1100 3100 3000 16 00 -3000 0 3000 17 M30
Gbr. Pengefraisan Kantong
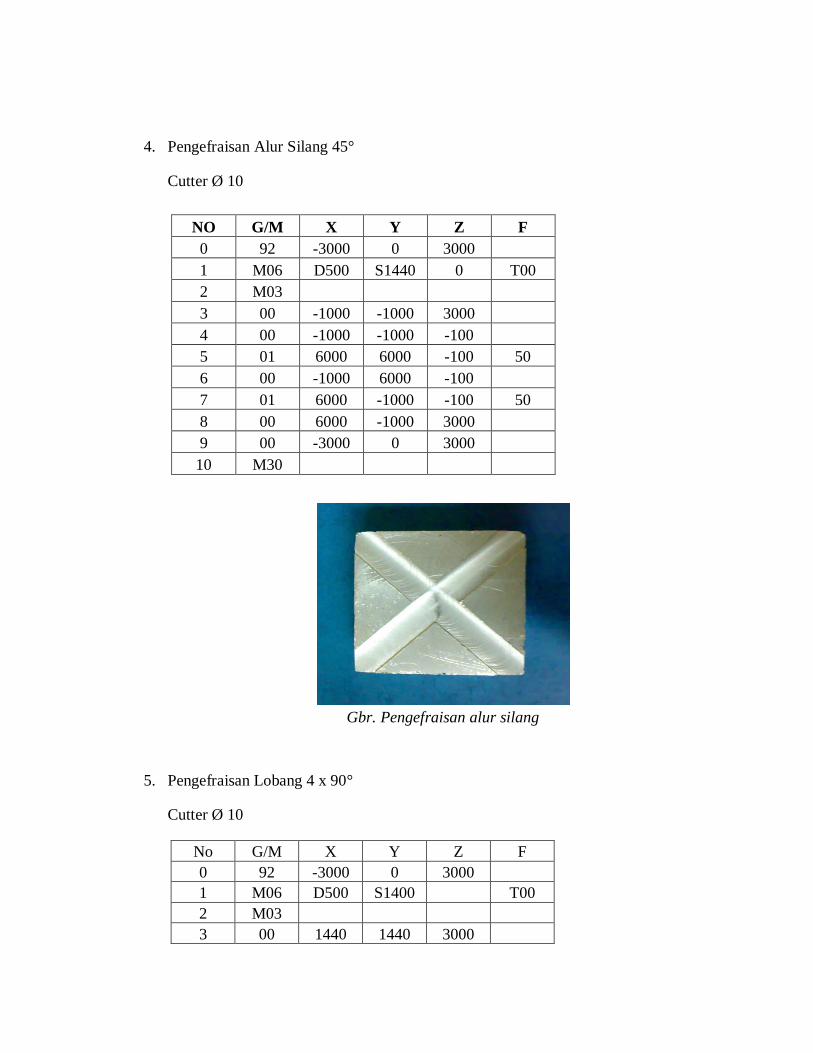
4. Pengefraisan Alur Silang 45°
Cutter Ø 10
Gbr. Pengefraisan alur silang
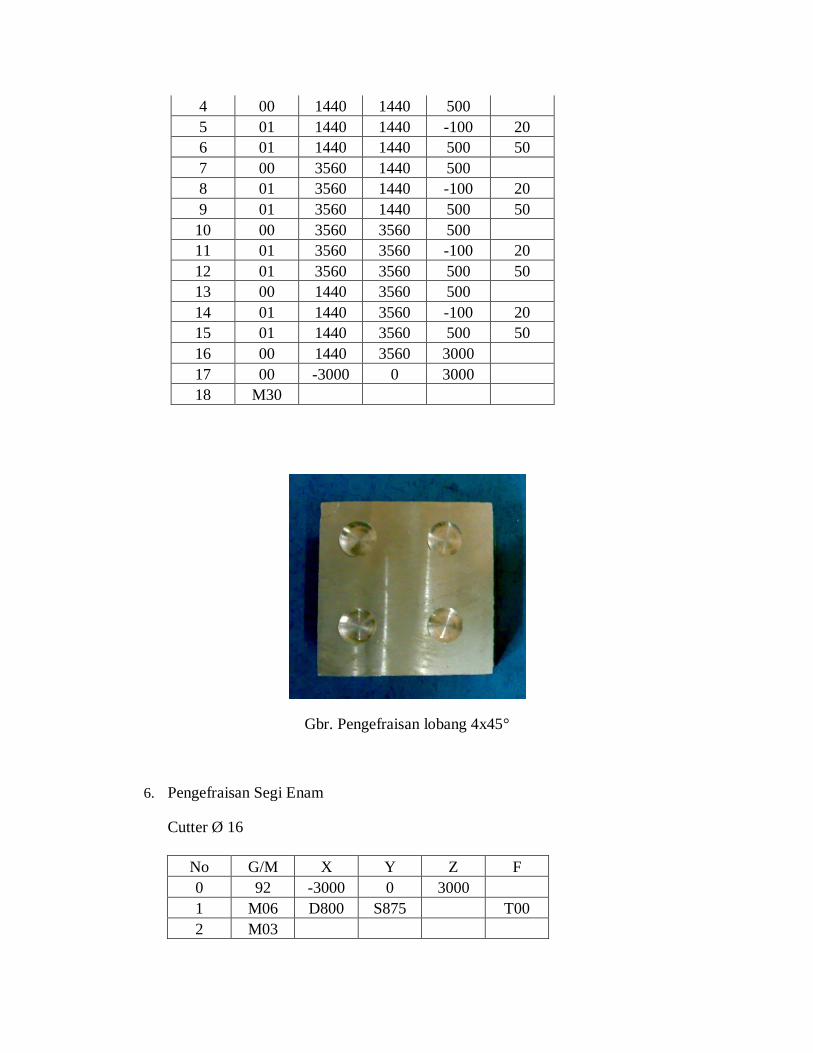
5. Pengefraisan Lobang 4 x 90°
Cutter Ø 10
No G/M X Y Z F 0 92 -3000 0 3000
1 M06 D500 S1400
T00 2 M03
3 00 1440 1440 3000
NO G/M X Y Z F 0 92 -3000 0 3000 1 M06 D500 S1440 0 T00 2 M03 3 00 -1000 -1000 3000 4 00 -1000 -1000 -100 5 01 6000 6000 -100 50 6 00 -1000 6000 -100 7 01 6000 -1000 -100 50 8 00 6000 -1000 3000 9 00 -3000 0 3000
10 M30
4 00 1440 1440 500 5 01 1440 1440 -100 20
6 01 1440 1440 500 50 7 00 3560 1440 500
8 01 3560 1440 -100 20 9 01 3560 1440 500 50
10 00 3560 3560 500 11 01 3560 3560 -100 20
12 01 3560 3560 500 50 13 00 1440 3560 500
14 01 1440 3560 -100 20 15 01 1440 3560 500 50 16 00 1440 3560 3000
17 00 -3000 0 3000 18 M30
Gbr. Pengefraisan lobang 4x45°
6. Pengefraisan Segi Enam
Cutter Ø 16
No G/M X Y Z F 0 92 -3000 0 3000
1 M06 D800 S875
T00 2 M03
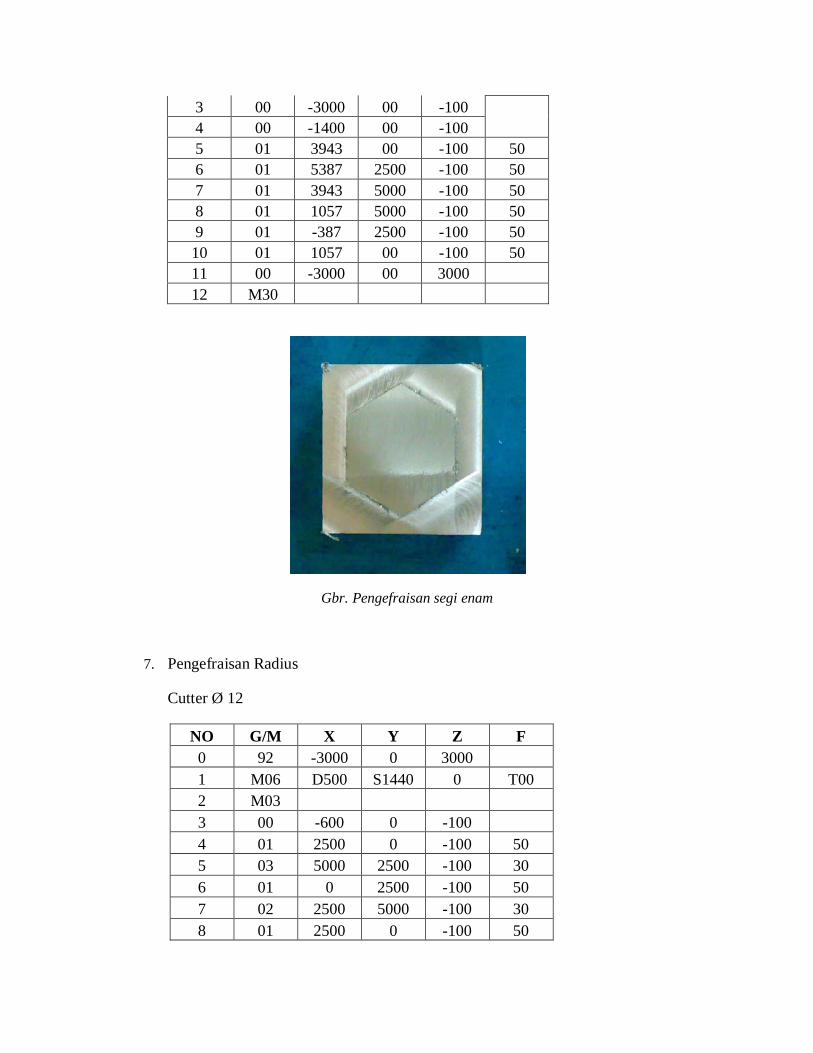
Gbr. Pengefraisan segi enam
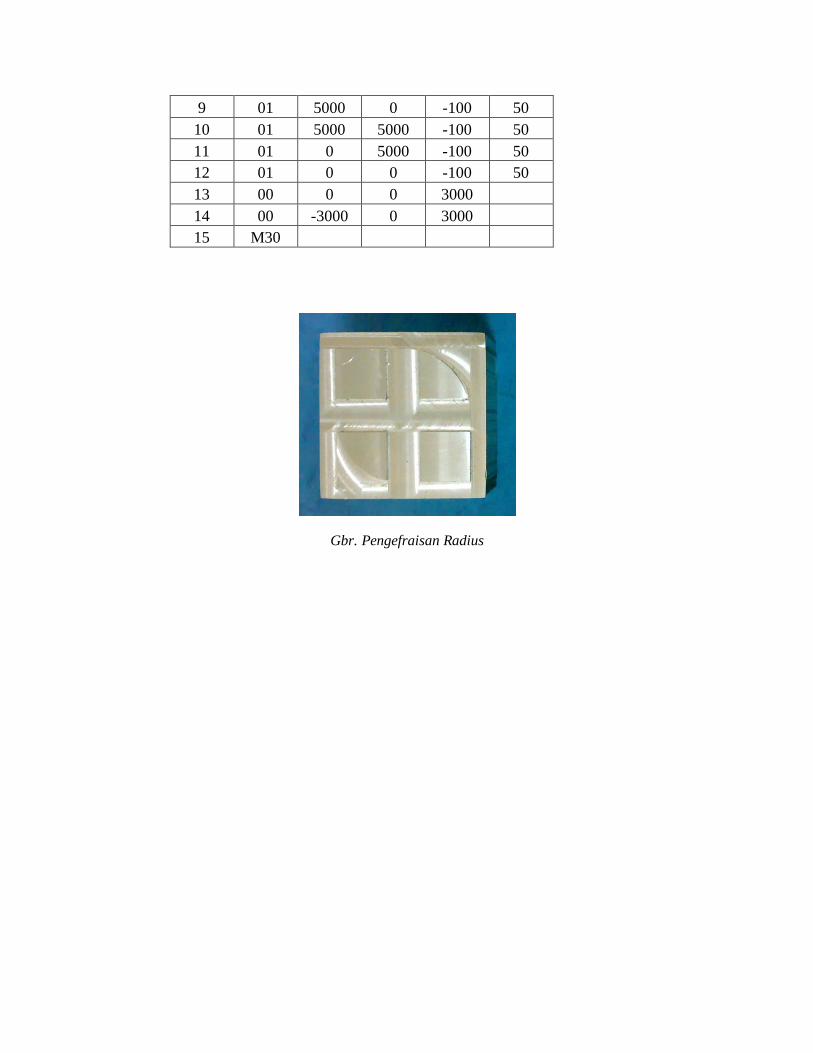
7. Pengefraisan Radius
Cutter Ø 12
NO G/M X Y Z F 0 92 -3000 0 3000 1 M06 D500 S1440 0 T00 2 M03 3 00 -600 0 -100 4 01 2500 0 -100 50 5 03 5000 2500 -100 30 6 01 0 2500 -100 50 7 02 2500 5000 -100 30 8 01 2500 0 -100 50
3 00 -3000 00 -100 4 00 -1400 00 -100 5 01 3943 00 -100 50
6 01 5387 2500 -100 50 7 01 3943 5000 -100 50 8 01 1057 5000 -100 50 9 01 -387 2500 -100 50 10 01 1057 00 -100 50 11 00 -3000 00 3000
12 M30
9 01 5000 0 -100 50 10 01 5000 5000 -100 50 11 01 0 5000 -100 50 12 01 0 0 -100 50 13 00 0 0 3000 14 00 -3000 0 3000 15 M30
Gbr. Pengefraisan Radius
A. Langkah-langkah kerja pada mesin CNC TU-3A sebagai berikut :
1. Berdo’a lah terlebih dahulu
2. Membuat data program yang benar sesuai dengan langkah – langkah dan gambar benda
kerja
3. Mempersiapkan bahan dan peralatan yang diperlukan.
4. Menghidupkan mesin.
5. Memasukan program data yang telah dibuat kedalam computer.
6. Memeriksa kebenaran data dengan menekan tombol M.
7. Memasang benda kerja dan cutter.
8. Hidupkan mesin secara manual.
9. Setting cutter dengan benda kerja.
10. Sentuhkan cutter pada benda bidang sumbu X hingga tergores lalu delete nilai sumbu X
dan tekan input kemudian masukan nilai jari-jari cutter yang digunakan dan tekan input
lagi.
11. Selanjutnya sentuhkan lagi cutter pada benda bidang sumbu Y hingga tergores lalu delete
nilai sumbu Y dan tekan input kemudian masukan nilai jari-jari cutter yang digunakan
dan tekan input lagi .
12. Terakhir pada benda bidang Z, sentuhkan permukaan cutter dengan permukaan benda
kerja lalu delete nilai Z kemudian tekan input dan masukan nilai nol lalu tekan input lagi.
13. Setelah ketiga sumbunya disetting, lalu atur jarak cutter terhadap benda kerja sesuai
dengan program yang dibuat.
14. Selanjutnya Tekan tombol H/C.
15. Kemudian tekan tombol STAR, programpun dijalankan.
16. Setelah selesai buka benda kerja dan kemudian bersihkan mesin.
BAB V
KESELAMATAN KERJA
A. Keselamatan operator Adapun yang perlu diperhatikan adalah:
1) Selalu berdoa sebelum dan sesudah praktek.
2) Selalu menguunakan pakaian praktek dan sepatu praktek.
3) Sebelum bekerja, harus memahami prosedur kerja terlebih dahuluagar tidak terjadi
kecelakaan kerja.
4) Tidak bermain-main dalam melakukan praktek.
.
B. Keselamatan mesin dan peralatan 1) Pergunakanlah mesin sesuai dengan fungsinya.
2) Jika terjadi pemakanan terlalu besar dan mesin mati, maka geserlah pahat dengan
segera kearah –X.
3) Pastikan program yang dimasukan benar, agar tidaak terjadi kesalahan.
4) Bersihkan mesin setelah melakukan praktek.
C. keselamatan lingkungan.
1) Bersihkanlah lingkungan kerja setelah melakukan praktek.
2) Jauhkan mesin dari sampah-sampah yang mudah terbakar.
3) Jaga selalu kebersihan lingkungan kerja agar ada kenyamanan dalam bekerja.
BAB VI
PENUTUP
A. Kesimpulan CNC adalah Computer Numerical Control.
Mesin CNC TU-3A adalah mesin milling dimana pergerakan 3 sumbu yaitu (sumbu X, Y
dan Z ).
Dalam melakukan praktek CNC ( computer numerik control ) ini, sangat
dibutuhkan konsentrasi yang tinggi. Karna pada saat membuat suatu program benda
kerja, kita sekaligus menghayalkan posisi dari pahat sesuai dengan program yang kita
buat
Adapun kesimpulan yang dapat diambil setelah melakukan praktek CNC yaitu :
1. Pandainya seseorang akan keterampilan tergantung dan keinginan orang tersebut.
2. Praktek CNC yang telah p yang bekerja berdasarkan program yang telah dibuat.
3. Pembuatan program yang dibuat sesuai dengan Iangkah pembuatan program yang
direncanakan.
B. Saran Pada kesempatan ini penulis akan membenikan beberapa saran yang dapat dimanfaatkan
nantinya yaitu:
1. Berdoalah sebelum bekerja.
2. Buatlah data program sesuai dengan petunjuk kerja yang diberikan.
3. Perhatikan keadaan mesin sebelum memulai pekerjaan. 4. Untuk pihak politeknik agar mesin CNC nya lebih diperhatikan dan diperbaiki karena
hanya 1 mesin yang bisa kami operasikan, dengan keadaan tersebut kami tidak
maksimal dalam melaksanakan praktek.
DAFTAR PUSTAKA
Jurusan Teknik Mesin.2011. Course Note CNC. Politeknik Negeri Padang.
Internet