kelompok 12 - poros engkol motor
TRANSCRIPT
Pemilihan Material Dan Proses | 2013
1
TUGAS PEMILIHAN MATERIAL DAN PROSES
(POROS ENGKOL MOTOR)
Oleh :
Nama : Trio Rizki M. (103030018) Cecep Rahmat (103030022) Rio Suryo L. (103030051) Tanggal : 23 Mei 2013
Dosen : Dr. Ir. H. Dedi Lazuardi, DEA
JURUSAN TEKNIK MESIN
FAKULTAS TEKNIK UNIVERSITAS PASUNDAN
BANDUNG 2013
Pemilihan Material Dan Proses | 2013
2
BAB I
PENDAHULUAN
1.1 Latar Belakang
Seiring kemajuan teknologi dan ilmu pengetahuan diikuti dengan semakin banyaknya
alat transportasi pribadi maupun masal, salah satu dari alat transportasi adalah sepeda motor
yang memiliki dua fungsi yaitu transportasi yang sifatnya pribadi dan umum. Poros engkol
merupakan salah satu komponen pada engine yang berfungsi untuk mengubah gerak
vertikal/horizontal dari piston menjadi gerak rotasi (putaran) yang akan dimanfaatkan untuk
menggerakan sistem transmisi pada sebuah kendaraan bermotor.
1.2 Identifikasi Masalah
Perancangan pada poros engkol diharapkan dapat memilih karakteristik material yang
tepat sesuai dengan kebutuhan. Pemilihan material serta proses manufaktur dari suatu
komponen memiliki peranan yang cukup besar terhadap kualitas suatu komponen, serta perlu
mengetahui penyebab dari kegagalan komponen pada poros engkol akibat pemilihan material
dan pemilihan proses manufaktur yang sering mengakibatkan poros engkol itu berumur pedek
(singkat).
1.3 Tujuan
Tujuan dari pengamatan ini adalah :
1. Mengetahui jenis material yang memadai untuk poros engkol.
2. Mengetahui proses manufaktur pembuatan poros engkol.
3. Dapat memilih material yang sesuai dan proses manufaktur yang tepat untuk
pembuatan poros engkol serta meminimalisir kegagalan akibat pemilihan material dan
proses manufaktur.
4. Dapat menganalisa gaya-gaya yang terjadi pada gerak poros engkol.
1.4 Pembatasan Masalah
Untuk mencegah melebarnya permasalahan yang dibahas dibatasi hanya untuk :
1. Mengetahui jenis material poros engkol.
2. Mengetahui jenis proses manufaktur pada pembuatan poros engkol.
3. Mengetahui sifat-sifat yang harus dimiliki poros engkol.
Pemilihan Material Dan Proses | 2013
3
BAB II
DASAR TEORI
2.1 Poros Engkol
Poros engkol (crankshaft/kruk as) adalah sebuah bagian pada mesin yang mengubah
gerak vertikal/horizontal dari piston menjadi gerak rotasi (putaran). Untuk mengubahnya,
sebuah crankshaft membutuhkan pena engkol (crankpin), sebuah bearing tambahan yang
diletakkan di ujung batang penggerak pada setiap silndernya.
Konstruksi poros engkol biasanya terbuat dari besi cor nodular karena besi cor nodular
memiliki sifat mekanik yang baik, pembuatan komponen ini biasanya dilakukan dengan
pengecoran kemudian dilanjutkan dengan heat treatment
2.2 Mengenal Dasar Proses Manufaktur
Dasar Teknik Pembentukan
Teknik pembentukan logam merupakan proses yang dilakukan dengan cara
memberikan perubahan bentuk pada benda kerja. Perubahan bentuk ini dapat dilakukan
dengan cara memberikan gaya luar sehingga terjadi deformasi plastis. Aplikasi pembentukan
logam ini dapat dilihat pada beberapa contohnya seperti pengerolan (rolling), pembengkokan
(bending), tempa (forging), ekstrusi (extruding), penarikan kawat (wire drawing), penarikan
dalam (deep drawing), dan lain-lain. Tahapan yang dilakukan dalam proses pembentukan
untuk suatu konstruksi ini meliputi:
1. Mendesain alat sesuai dengan fungsi dan kegunaannya.
2. Menganalisa konstruksi material terhadap pembebanan
3. Memilih material yang sesuai dengan kebutuhan.
4. Memilih material alternatif.
5. Menentukan metode perakitan
6. Membuat gambar kerja konstruksi alat
7. Merancang proses pembuatan poros engkol dengan proses manufaktur
8. Proses pemesinan akhir
9. Uji coba konstruksi
10. Finishing
Pemilihan Material Dan Proses | 2013
4
2.3 Pemilihan Bahan
Penentuan bahan yang tepat untuk kegunaan tertentu pada dasarnya merupakan
gabungan dari berbagai sifat, lingkungan dan cara penggunaan sampai di mana sifat bahan
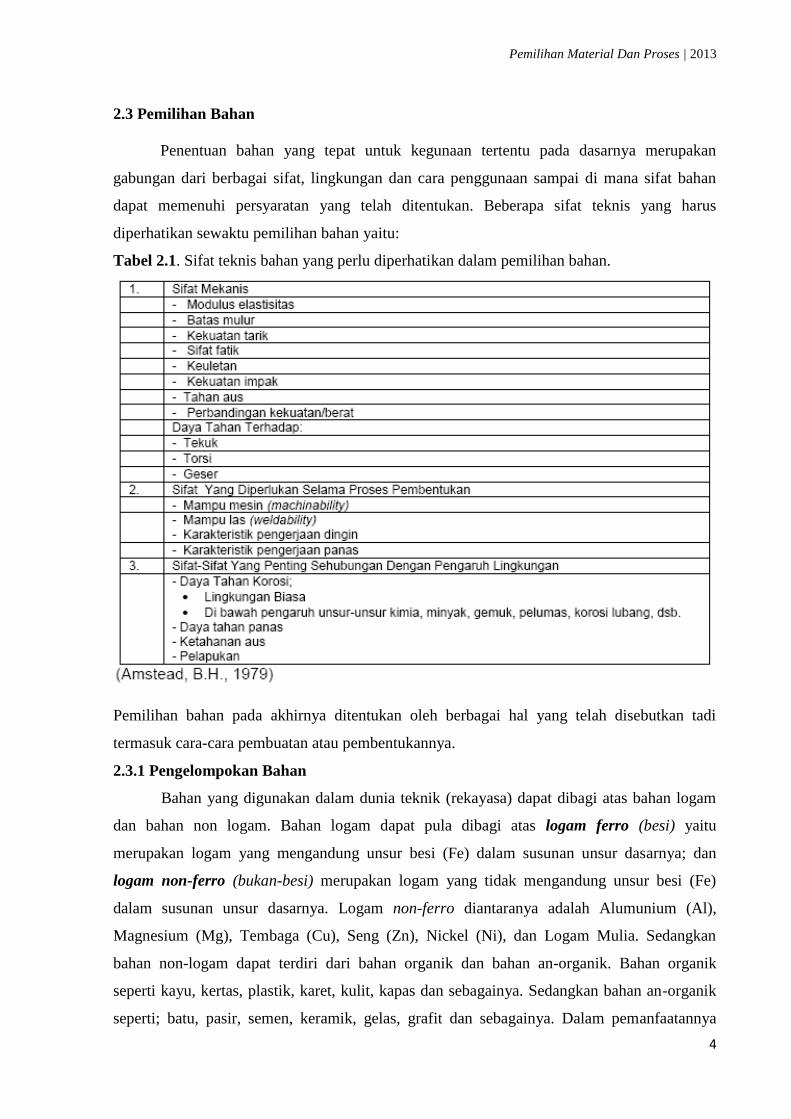
dapat memenuhi persyaratan yang telah ditentukan. Beberapa sifat teknis yang harus
diperhatikan sewaktu pemilihan bahan yaitu:
Tabel 2.1. Sifat teknis bahan yang perlu diperhatikan dalam pemilihan bahan.
Pemilihan bahan pada akhirnya ditentukan oleh berbagai hal yang telah disebutkan tadi
termasuk cara-cara pembuatan atau pembentukannya.
2.3.1 Pengelompokan Bahan
Bahan yang digunakan dalam dunia teknik (rekayasa) dapat dibagi atas bahan logam
dan bahan non logam. Bahan logam dapat pula dibagi atas logam ferro (besi) yaitu
merupakan logam yang mengandung unsur besi (Fe) dalam susunan unsur dasarnya; dan
logam non-ferro (bukan-besi) merupakan logam yang tidak mengandung unsur besi (Fe)
dalam susunan unsur dasarnya. Logam non-ferro diantaranya adalah Alumunium (Al),
Magnesium (Mg), Tembaga (Cu), Seng (Zn), Nickel (Ni), dan Logam Mulia. Sedangkan
bahan non-logam dapat terdiri dari bahan organik dan bahan an-organik. Bahan organik
seperti kayu, kertas, plastik, karet, kulit, kapas dan sebagainya. Sedangkan bahan an-organik
seperti; batu, pasir, semen, keramik, gelas, grafit dan sebagainya. Dalam pemanfaatannya
Pemilihan Material Dan Proses | 2013
5
kedua kelompok besar bahan ini banyak digunakan di dunia teknik (rekayasa), karena
pemilihan sifatnya yang sesuai dengan kebutuhan tertentu.
2.4. Beberapa Aspek Penting Dalam Ilmu Bahan
2.4.1. Paduan
Paduan adalah proses pencampuran dua logam atau lebih, untuk memperoleh sifat-
sifat yang lebih baik dari bahan hasil paduan. Dengan memadukan dua bahan atau lebih maka
dimungkinkan didapat logam paduan yang kuat. Tembaga dan timah adalah logam lemah,
sedangkan perunggu; paduan dari tembaga dan timah adalah bahan yang kuat. Begitu juga
paduan aluminium dengan tembaga akan menghasilkan paduan duralumin yang relatif lebih
kuat. Besi murni adalah bahan yang empuk, sedangkan zat arang adalah rapuh, sedangkan
paduan antara besi murni dengan zat arang (karbon) disebut baja. Baja adalah bahan logam
yang sangat keras dan liat.
2.4.2. Perlakuan Panas (heat treatment)
Perlakuan panas juga merupakan aspek penting dari ilmu bahan. Dengan perlakuan
panas, akan didapatkan sifat-sifat yang lebih baik dari bahan. Contohnya dengan memanaskan
baja dengan cepat sekitar 800oC dan kemudian mendinginkannya dalam minyak atau air, baja
akan menjadi lebih. Istilah lain dari pengolahan panas ini disebut juga dengan “menyepuh
panas”. Pengolahan panas lain adalah antara lain memurnikan, menkarbonkan, menitrasikan
dan memijarkan.
2.4.3. Penguatan
Penguatan atau pengokohan adalah cara ketiga untuk memperoleh sifat-sifat yang
lebih baik. Pengokohan terjadi pada tiap perubahan bentuk dalam keadaan dingin. Contoh-
contoh bentuk perubahan bentuk dalam keadaan dingin adalah menempa dingin, mencanai
dingin dan menarik dingin.
2.4.4. Ditempa
Proses pembuatan dari bahan baku hingga menjadi jadi produk yang dapat dijual di
pasaran dapat berlangsung dengan menggunakan palu-tempa atau dengan menggunakan
canai. Produk yang dihasilkan disebut dengan logam tempa dan logam canai. Logam yang
ditempa dan logam yang dicanai disebut juga logam remas. Logam yang ditempa masuk ke
pasaran dalam bentuk benda tempa dan logam yang dicanai antara lain dalam bentuk pelat,
batang, profil dan pipa.
2.4.5. Dituang
Pemilihan Material Dan Proses | 2013
6
Proses penuangan adalah proses memasukan logam cair ke dalam cetakan tertentu.
Berbagai produk akhir yang bentuk akhirnya sedemikian rumit, maka proses pembuatannya
lebih baik dengan proses penuangan. Proses penuangan banyak kita jumpai pada pembuatan
bak verseneling engine mobil, piston, dan berbagai produk akhir yang bentuknya sangat
rumit.
2.5. Logam Besi (Ferro) dan Bukan Besi (Non-Ferro)
2.5.1. Logam Besi (Ferro, Fe)
Bahan logam ferro mengandung karbon antara 0 sampai 4,5%, dan dibagi atas tiga
golongan yaitu:
a. Besi dengan kadar karbon; 0 sampai 0,008%
b. Baja dengan kadar karbon; 0,008% sampai 2,0%
c. Besi cor dengan kadar karbon; 2,0 sampai 4,5%
Di dalam besi kandungan karbon dan unsur paduan sangat rendah, karena itu besi tidak
dapat dikeraskan dengan cara pendinginan celup (quencing). Besi yang digunakan dalam
industri ada tiga jenis yaitu besi tempa, besi ingot dan besi tuang.
Kedua jenis besi ini adalah jenis besi dengan kadar karbon yang sangat rendah yang
diproses dengan cara khusus untuk penggunaan tertentu. Besi tempa adalah besi yang
mengandung terak silikat antara 2% sampai 4%. Komposisinya terdiri dari 99% besi murni,
sifatnya dapat ditempa, liat, dan tidak dapat dituang.
Gambar 2.1 Logam ferro (Fe) yang berbentuk batangan
yang telah dipadu dengan unsur lain
Besi tempa antara lain dapat digunakan untuk membuat rantai jangkar, kait keran dan
landasan kerja pelat, sedangkan besi ingot adalah besi murni. Besi tuang merupakan
campuran besi dan karbon. Kadar karbon sekitar 4 %, sifatnya rapuh tidak dapat ditempa, baik
untuk dituang, liat dalam pemadatan, lemah dalam tegangan. Digunakan untuk membuat alas
mesin, meja perata, badan ragum, bagian-bagian mesin bubut, blok silinder dan cincin torak.
Pemilihan Material Dan Proses | 2013
7
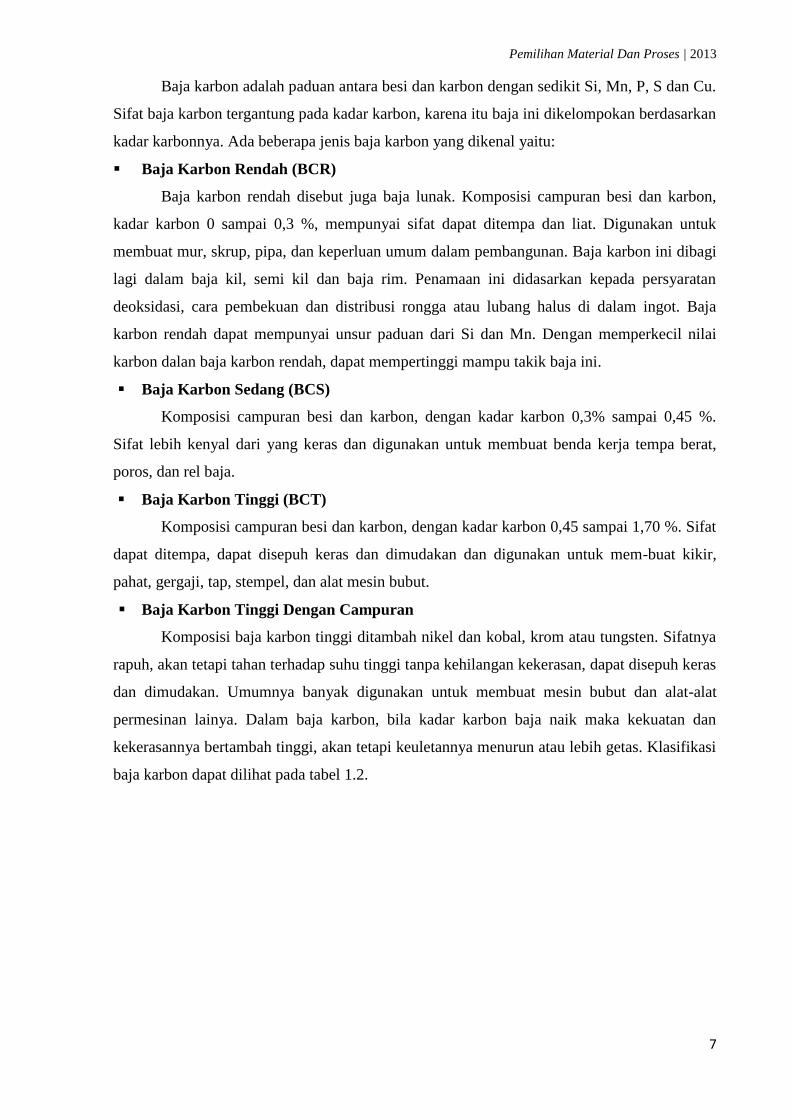
Baja karbon adalah paduan antara besi dan karbon dengan sedikit Si, Mn, P, S dan Cu.
Sifat baja karbon tergantung pada kadar karbon, karena itu baja ini dikelompokan berdasarkan
kadar karbonnya. Ada beberapa jenis baja karbon yang dikenal yaitu:
Baja Karbon Rendah (BCR)
Baja karbon rendah disebut juga baja lunak. Komposisi campuran besi dan karbon,
kadar karbon 0 sampai 0,3 %, mempunyai sifat dapat ditempa dan liat. Digunakan untuk
membuat mur, skrup, pipa, dan keperluan umum dalam pembangunan. Baja karbon ini dibagi
lagi dalam baja kil, semi kil dan baja rim. Penamaan ini didasarkan kepada persyaratan
deoksidasi, cara pembekuan dan distribusi rongga atau lubang halus di dalam ingot. Baja
karbon rendah dapat mempunyai unsur paduan dari Si dan Mn. Dengan memperkecil nilai
karbon dalan baja karbon rendah, dapat mempertinggi mampu takik baja ini.
Baja Karbon Sedang (BCS)
Komposisi campuran besi dan karbon, dengan kadar karbon 0,3% sampai 0,45 %.
Sifat lebih kenyal dari yang keras dan digunakan untuk membuat benda kerja tempa berat,
poros, dan rel baja.
Baja Karbon Tinggi (BCT)
Komposisi campuran besi dan karbon, dengan kadar karbon 0,45 sampai 1,70 %. Sifat
dapat ditempa, dapat disepuh keras dan dimudakan dan digunakan untuk mem-buat kikir,
pahat, gergaji, tap, stempel, dan alat mesin bubut.
Baja Karbon Tinggi Dengan Campuran
Komposisi baja karbon tinggi ditambah nikel dan kobal, krom atau tungsten. Sifatnya
rapuh, akan tetapi tahan terhadap suhu tinggi tanpa kehilangan kekerasan, dapat disepuh keras
dan dimudakan. Umumnya banyak digunakan untuk membuat mesin bubut dan alat-alat
permesinan lainya. Dalam baja karbon, bila kadar karbon baja naik maka kekuatan dan
kekerasannya bertambah tinggi, akan tetapi keuletannya menurun atau lebih getas. Klasifikasi
baja karbon dapat dilihat pada tabel 1.2.
Pemilihan Material Dan Proses | 2013
8
Tabel 2.2 Klasifikasi Baja Karbon
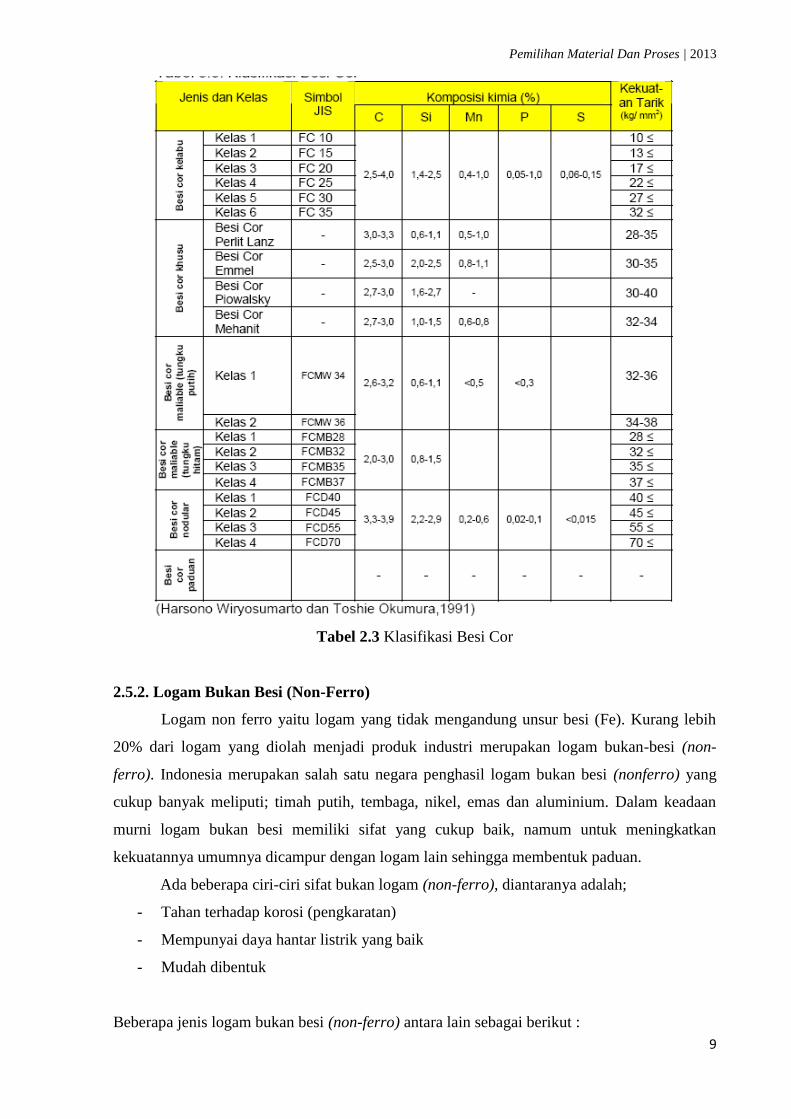
Besi cor adalah paduan besi karbon dengan kadar karbon (C) lebih dari 2%, dan masih
ada unsur lain seperti Si, Mn, P, S dan sebagainya. Di samping itu dalam penggunaan tertentu
masih ditambah lagi dengan Ni, Cr, dan Mo. Kekuatan besi cor pada umumnya lebih rendah
dari pada kekuatan baja cor, tetapi dalam beberapa besi tertentu kekuatannya menyamai baja
cor.
Pemilihan Material Dan Proses | 2013
9
Tabel 2.3 Klasifikasi Besi Cor
2.5.2. Logam Bukan Besi (Non-Ferro)
Logam non ferro yaitu logam yang tidak mengandung unsur besi (Fe). Kurang lebih
20% dari logam yang diolah menjadi produk industri merupakan logam bukan-besi (non-
ferro). Indonesia merupakan salah satu negara penghasil logam bukan besi (nonferro) yang
cukup banyak meliputi; timah putih, tembaga, nikel, emas dan aluminium. Dalam keadaan
murni logam bukan besi memiliki sifat yang cukup baik, namum untuk meningkatkan
kekuatannya umumnya dicampur dengan logam lain sehingga membentuk paduan.
Ada beberapa ciri-ciri sifat bukan logam (non-ferro), diantaranya adalah;
- Tahan terhadap korosi (pengkaratan)
- Mempunyai daya hantar listrik yang baik
- Mudah dibentuk
Beberapa jenis logam bukan besi (non-ferro) antara lain sebagai berikut :
Pemilihan Material Dan Proses | 2013
10
Tembaga (Cu)
Tembaga adalah suatu unsur kimia dalam tabel periodic memiliki lambang Cu dan
nomor atom 29. Lambangnya berasal dari bahasa Latin Cuprum. Tembaga merupakan
konduktor panas dan listrik yang baik. Selain itu unsur ini memiliki korosi yang lambat sekali.
Aluminium (Al)
Aluminium adalah unsur kimia yang mempunyai simbol Al dan nomor atom 13.
Aluminium dijumpai terutamanya dalam bijih bauksit dan terkenal karena daya tahannya
terhadap pengoksidasian (tahan karat) dan lebih ringan. Aluminium digunakan dalam banyak
industri untuk menghasilkan bermacam-macam bentuk produk industri otomotif, rumah
tangga, elektronik, pesawat terbang, perkapalan, kareta api dan sebagainya. Logam aluminium
juga dipakai secara luas dalam bidang kimia, listrik, bangunan dan alat-alat penyimpanan.
Timbal (Pb)
Timbal adalah suatu unsur kimia dalam tabel periodik yang memiliki lambang Pb dan
nomor atom 82. Lambangnya diambil dari bahasa latin Plumbum. Unsur ini beracun dan efek
dari racun ini antara lain; dapat menurunkan daya ingat pada otak manusia.
Timah (Sn)
Timah adalah sebuah unsur kimia dalam tabel periodik yang memiliki simbol Sn
(bahasa Latin: stannum) dan nomor atom 50. Unsur ini merupakan logam miskin keperakan,
dapat ditempa ("malleable"), ditemukan dalam banyak aloy, dan digunakan untuk melapisi
logam lainnya untuk mencegah karat. Timah diperoleh terutama dari mineral cassiterite yang
terbentuk sebagai oksida.
2.6 PROSES PEMESINAN
Proses ini termasuk kedalam proses pembentukan material (logam) dengan
mekanisme dasarnya membuang sebagian material untuk menghasilkan dimensi yang
diinginkan.
2.6.1 Proses Bubut ( Turning )
Pada proses bubut yang melakukan gerak potong adalah benda kerja
sedangkan gerak makan adalah pahat.
Contoh proses bubut : Bubut silindrik (Turning), Bubut muka (Facing), Bubut alur
(Grooving), Bubut tirus, pemotongan (Cut Off), meluaskan lubang (Boring), Bubut bentuk
(Forming), Bubut silindrik dengan penumpu (Box Turning), Bubut inti (Trepanning).
2.6.2 Proses Sekrap (Shaping/Palning )

Pemilihan Material Dan Proses | 2013
11
Pada proses sekrap meja (panning) yang melakukan gerak potong adalah benda
kerja, gerak makan adalah pahat. Contoh proses sekrap adalah sekrap (shaping), sekrap
meja (planning), sekrap alur (sloting).
2.6.3 Proses gurdi ( Drilling )
Pahat gurdi mempunyai dua mata potong dan melakukan gerak potong karena
diputar poros utama mesin gurdi. Contoh proses gurdi : gurdi (Drilling), perluasan ujung
lubang (Counter Boring), penyerongan ujung lubang (Counter Sinking),
perluasan/penghalusan lubang (Reaming), gurdi lubang dalam (Gun Drilling).
2.6.4 Proses Grinding
Proses grinding digunakan untuk proses terakhir dimana benda kerja hasil dari
pembubutan sebenarnya tidak rata benar, sedangkan pada benda kerja ada yang memerlukan
kerataan yang baik oleh karena itu dilakukan proses grinding. Tapi tidak semua permukaan
benda kerja memerlukan proses grinding, hanya bagian tertentu saja yang memerlukan proses
grinding.
2.7 Mesin Perkakas Yang Digunakan
Yang termasuk dalam mesin perkakas diantaranya adalah mesin bubut, mesin
sekrap, mesin freis, mesin gerinda dan mesin gergaji.
2.7.1 Mesin Bubut
Mesin bubut mencakup segala mesin perkakas yang memproduksi bentuk silindris.
Jenis yang paling tua dan paling umum adalah pembubut (lathe) yang melepas bahan dengan
memutar benda kerja terhadap pemotong mata tunggal.
Gambar 2.2 Mesin Bubut
Jenis Mesin Bubut
Pemilihan Material Dan Proses | 2013
12
A. Pembubut Kecepatan
1. Pengerjaan kayu
2. Pemusingan logam
3. Pemolesan
F. Pembubut Turet
1. Horisontal : a. Jenis ram
b. Jenis sadel
2. Vertikal : a. Stasiun tunggal
b. Stasiun banyak B. Pembubut Mesin
1. Penggerak puli kerucut bertingkat.
2. Penggerak roda gigi tangan
3. Penggerak kecepatan variabel
G. Pembubut Otomatis
H. Mesin Ulir Otomatis
1. Spindel tunggal
2. Spindel banyak
C. Pembubut Bangku
D. Pembubut ruang perkakas
E. Pembubut kegunaan khusus I. Freis Pengebor Vertikal
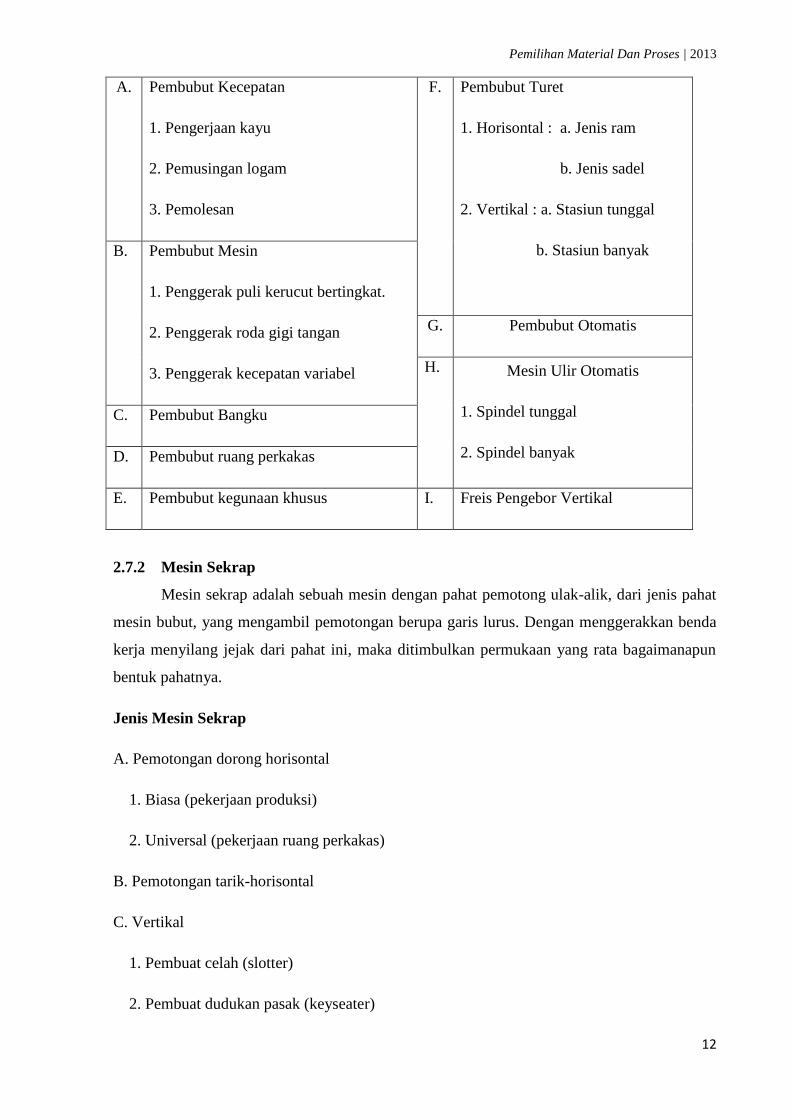
2.7.2 Mesin Sekrap
Mesin sekrap adalah sebuah mesin dengan pahat pemotong ulak-alik, dari jenis pahat
mesin bubut, yang mengambil pemotongan berupa garis lurus. Dengan menggerakkan benda
kerja menyilang jejak dari pahat ini, maka ditimbulkan permukaan yang rata bagaimanapun
bentuk pahatnya.
Jenis Mesin Sekrap
A. Pemotongan dorong horisontal
1. Biasa (pekerjaan produksi)
2. Universal (pekerjaan ruang perkakas)
B. Pemotongan tarik-horisontal
C. Vertikal
1. Pembuat celah (slotter)
2. Pembuat dudukan pasak (keyseater)

Pemilihan Material Dan Proses | 2013
13
D. Kegunaan khusus, misalnya untuk memotong roda gigi
2.7.3 Mesin Freis
Mesin freis adalah mesin yang paling mampu melakukan banyak tugas dari segala
mesin perkakas. Permukaan yang datar maupun berlekuk dapat dimesin dengan penyelesaian
dan ketelitian istimewa. Pemotongan sudut, celah, roda gigi, dan ceruk dapat dilakukan
dengan menggunakan berbagai pemotong.
Gambar 2.3 Mesin Sekrap
Dalam mesin pada umumnya terdapat tiga kemungkinan gerakan meja yaitu
longitudinal, menyilang, dan vertikal, tetapi pada beberapa meja juga dimiliki gerakan putar.
Mesin freis dibuat dalam jenis dan ukuran yang sangat beraneka ragam. Penggeraknya
mungkin sabuk puli kerucut atau motor tersendiri. Hantaran benda kerja mungkin dilakukan
dengan tangan baik secara mekanis atau sistem hidrolis. Terdapat juga berbagai kemungkinan
gerakan meja.
Jenis Mesin Freis
A. Jenis tiang dan lutut
1. Freis tangan
2. Mesin freis datar
3. Mesin freis vertikal
D. Mesin pusat pemesinan
E. Jenis khusus
1. Mesin meja putar
2. Mesin freis planet
3. Mesin profil B. Mesin freis penyerut

Pemilihan Material Dan Proses | 2013
14
C. Jenis landasan tetap
1. Mesin freis simpleks
2. Mesin freis dupleks
3. Mesin freis tripleks
4. Mesin duplikat
5. Mesin freis pantograf.
Pemilihan Material Dan Proses | 2013
15
BAB III
PEMILIHAN MATERIAL
Pemilihan Material
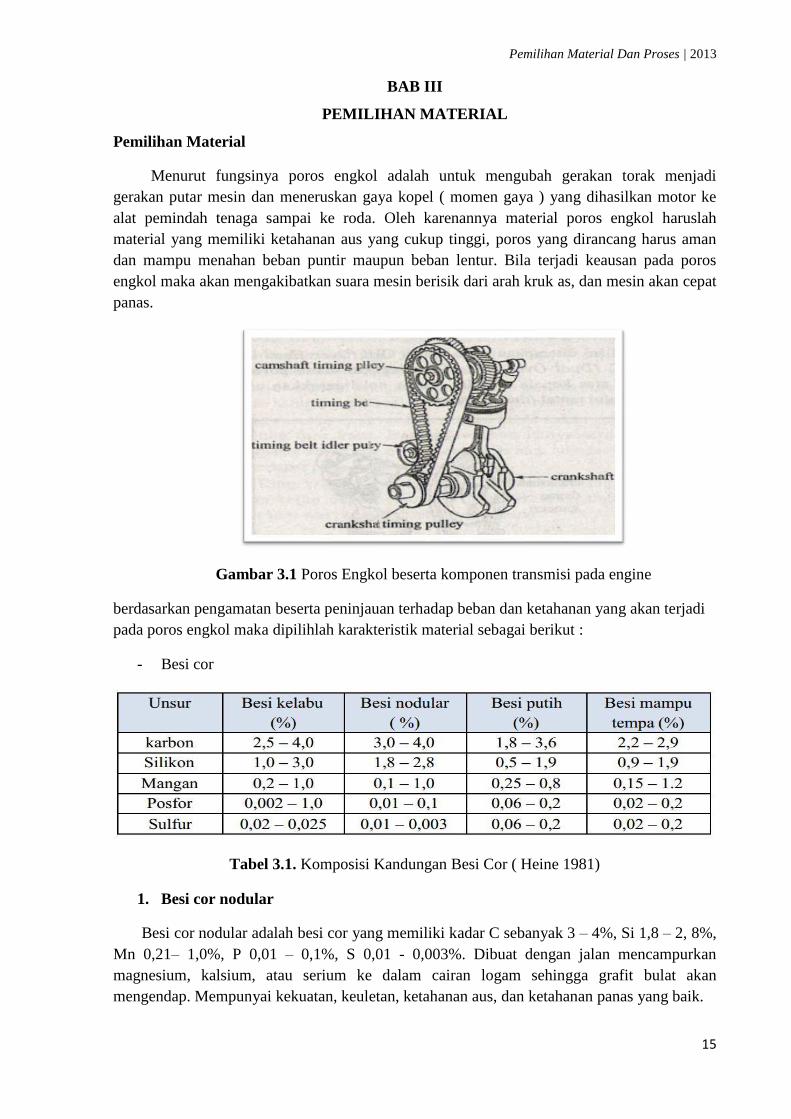
Menurut fungsinya poros engkol adalah untuk mengubah gerakan torak menjadi
gerakan putar mesin dan meneruskan gaya kopel ( momen gaya ) yang dihasilkan motor ke
alat pemindah tenaga sampai ke roda. Oleh karenannya material poros engkol haruslah
material yang memiliki ketahanan aus yang cukup tinggi, poros yang dirancang harus aman
dan mampu menahan beban puntir maupun beban lentur. Bila terjadi keausan pada poros
engkol maka akan mengakibatkan suara mesin berisik dari arah kruk as, dan mesin akan cepat
panas.
Gambar 3.1 Poros Engkol beserta komponen transmisi pada engine
berdasarkan pengamatan beserta peninjauan terhadap beban dan ketahanan yang akan terjadi
pada poros engkol maka dipilihlah karakteristik material sebagai berikut :
- Besi cor
Tabel 3.1. Komposisi Kandungan Besi Cor ( Heine 1981)
1. Besi cor nodular
Besi cor nodular adalah besi cor yang memiliki kadar C sebanyak 3 – 4%, Si 1,8 – 2, 8%,
Mn 0,21– 1,0%, P 0,01 – 0,1%, S 0,01 - 0,003%. Dibuat dengan jalan mencampurkan
magnesium, kalsium, atau serium ke dalam cairan logam sehingga grafit bulat akan
mengendap. Mempunyai kekuatan, keuletan, ketahanan aus, dan ketahanan panas yang baik.

Pemilihan Material Dan Proses | 2013
16
2. Baja paduan
Paduan ini memiliki kelebihan dibanding dengan besi cor nodular, karena penembahan
unsur nikel ada perubahan yang signifikan terhadap sifat mekanik, koefesiensi gesek yang
meningkat, struktur mikro yang semakin baik, kekuatan tarik yang meningkat sebesar 34,6%
dan kekeresannya meningkat sampai 26,2%, tetapi harga baja paduan lebih mahal dibanding
besi cor nodular.

Pemilihan Material Dan Proses | 2013
17
BAB IV
PROSES PEMBUATAN POROS ENGKOL
Poros engkol terbuat dari baja karbon, proses pembuatan melalui pengecoran Dan
pemesinan. Bagian poros engkol antara lain:
Pena engkol (Crank pin), yaitu bagian yang berhubungan dengan batang piston,
terdapat dua tipe pena engkol yaitu tipe terpisah untuk motor satu silinder dan tipe
menyatu untuk motor multi silinder. Pada pena engkol tipe terpisah antara pena engkol
dengan batang piston dipasang bearing tipe jarum (needle bearing), sedangan pada
pena engkol tipe menyatu menggunakan metal (insert type bearing).
Jurnal (crank journal), yaitu bagian yang berhubungan dengan bak engkol (crank
case). Pada tipe pena engkol terpisah crank journal ditumpu oleh bearing (ball
bearing), sedangkan tipe pena engkol menyatu ditumpu dengan metal (insert type
bearing).
Bobot balance (counterbalance weight), merupakan bagian yang berfungsi untuk
menyeimbangkan fluktuasi gaya yang yang bekerja pada poros engkol, selama poros
engkol putaran atau mesin hidup.
Crank Journal ditopang oleh bantalan poros engkol (crankshaft bearing) pada
crankcase dan poros engkol berputar pada journal. Masing-masing crank journal
mempunyai crank arm, atau arm dan crankpin letaknya dibagian ujung armnya.
Crankpin terpasang pada crankshaft tidak satu garis (offset) dengan porosnya. Counter
balance weight dipasangkan seperti pada gambar untuk menjamin keseimbangan
putaran yang ditimbulkan selama mesin beroperasi. Poros engkol dilengkapi lubang
oli untuk menyalurkan oli pelumasan pada crank journal, bantalan batang torak, pena
torak dan lain-lain.

Pemilihan Material Dan Proses | 2013
18
DIAGRAM ALIR :
Material awal poros sebelum diproses yaitu berbentuk solid silinder. Untuk selanjutnya
diproses sesuai dengan gambar produk.
Gambar material awal
Pemilihan Material
MULAI
Proses 1
Proses 2 (finishing)
SELESAI
1. Penghalusan permukaan
2. Balanching test 3. Heat Treatment
1. Proses CNC bubut 2. Proses pengecoran
Pemilihan Material Dan Proses | 2013
19
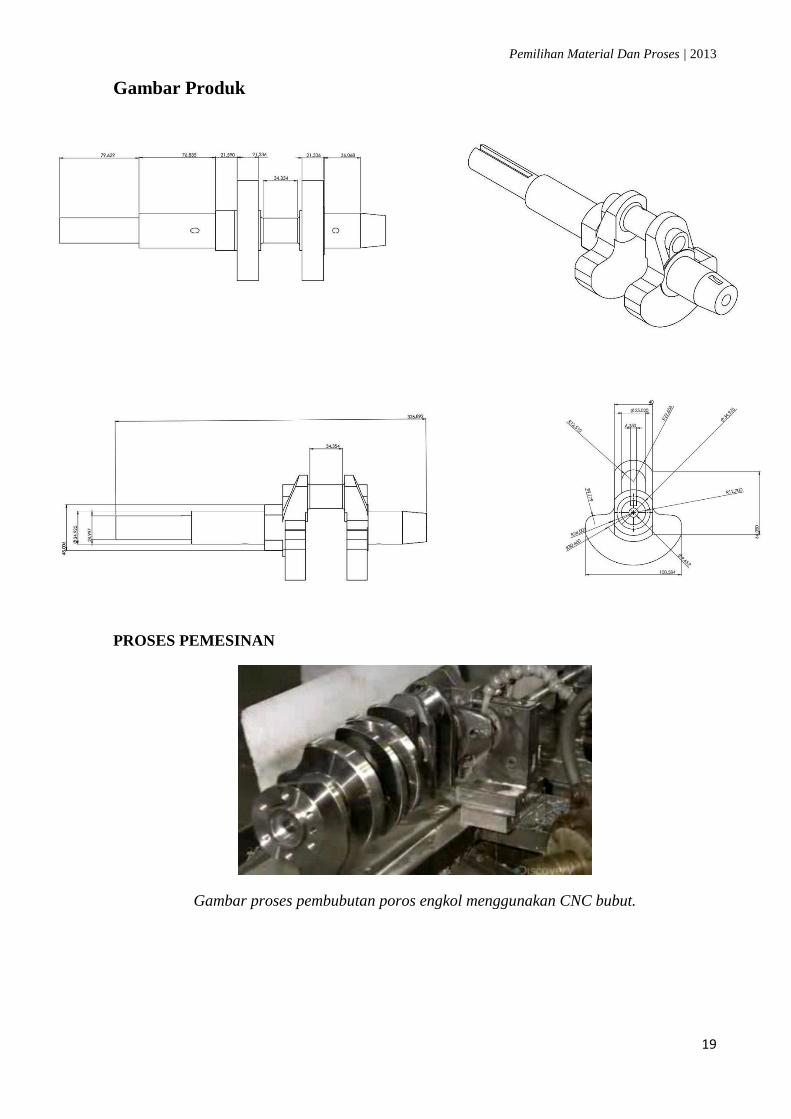
Gambar Produk
PROSES PEMESINAN
Gambar proses pembubutan poros engkol menggunakan CNC bubut.

Pemilihan Material Dan Proses | 2013
20
Urutan Proses CNC bubut :
a.Facing
b.Threading
c.Pembubutan memanjang dan tirus
d.Grouving Milling
e.Milling Circle Pocket
f.Milling kontur dalam
g.Milling kontur luar
h.Milling busur lingkaran
Proses Pengecoran Pipih Poros Engkol
Gambar pipih poros engkol
Material yang digunakan adalah Besi cor nodular yang memiliki sifat mekanis yang
baik dan mendekati sifat mekanis dan sifat fisik baja, seperti kekuatan tarik, regangan,
kemampuan terhadap proses perlakuan panas, mampu meredam suara. Proses ini dilakukan
untuk membuat bagian pipih poros engkol, yang nantinya akan diassembling dengan poros
dimana sebelumnya poros telah dibuat melalui proses CNC bubut. Proses assembling yang
dilakukan adalah tempering dengan menggunakan suaian paksa. Dan proses pemesinan untuk
penyempurnaan komponen seperti grinding (menghaluskan permukaan) serta membentuk
fillet dibagian tertentu.
Pemilihan Material Dan Proses | 2013
21
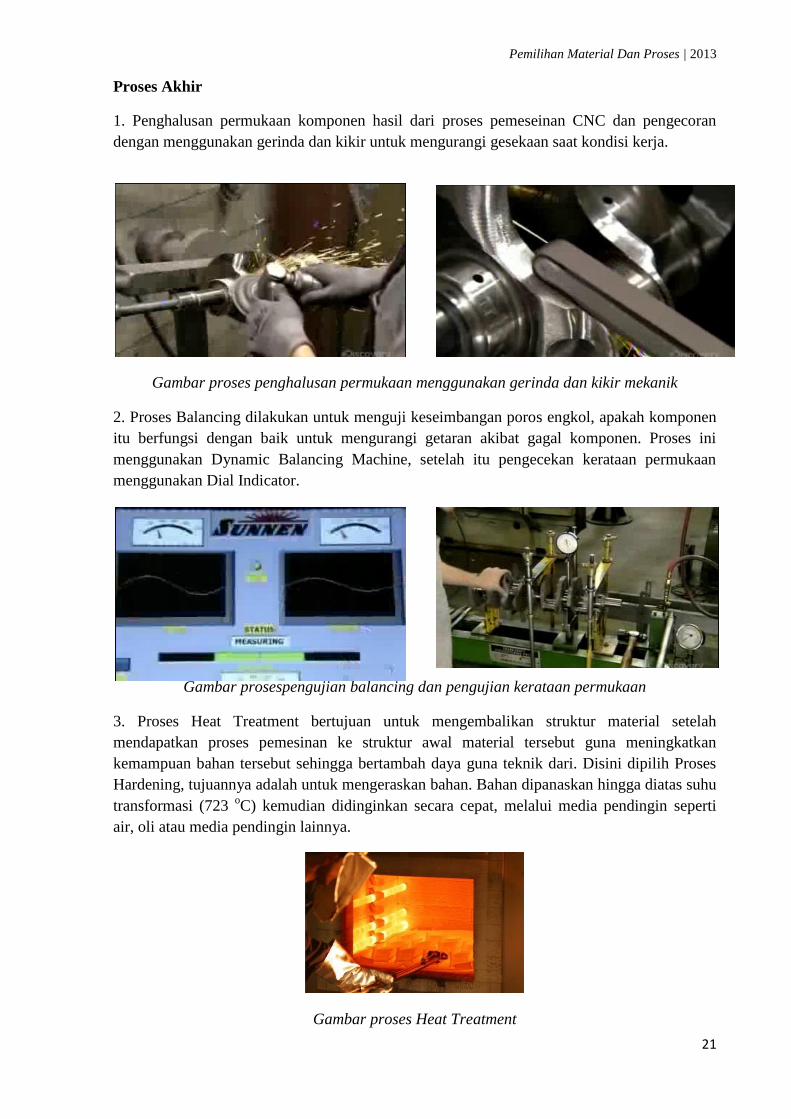
Proses Akhir
1. Penghalusan permukaan komponen hasil dari proses pemeseinan CNC dan pengecoran
dengan menggunakan gerinda dan kikir untuk mengurangi gesekaan saat kondisi kerja.
Gambar proses penghalusan permukaan menggunakan gerinda dan kikir mekanik
2. Proses Balancing dilakukan untuk menguji keseimbangan poros engkol, apakah komponen
itu berfungsi dengan baik untuk mengurangi getaran akibat gagal komponen. Proses ini
menggunakan Dynamic Balancing Machine, setelah itu pengecekan kerataan permukaan
menggunakan Dial Indicator.
Gambar prosespengujian balancing dan pengujian kerataan permukaan
3. Proses Heat Treatment bertujuan untuk mengembalikan struktur material setelah
mendapatkan proses pemesinan ke struktur awal material tersebut guna meningkatkan
kemampuan bahan tersebut sehingga bertambah daya guna teknik dari. Disini dipilih Proses
Hardening, tujuannya adalah untuk mengeraskan bahan. Bahan dipanaskan hingga diatas suhu
transformasi (723 oC) kemudian didinginkan secara cepat, melalui media pendingin seperti
air, oli atau media pendingin lainnya.
Gambar proses Heat Treatment
Pemilihan Material Dan Proses | 2013
22
BAB V
KESIMPULAN
Dari pembahasan diatas maka dapat ditarik kesimpulan :
1. Poros engkol yang baik harus memiliki sifat mekanik yang harus dipenuhi :
- Memiliki ketahanan aus
- Material yang memiliki sifat keuletan yang tinggi
- Mampun menopang beban pada poros engkol
- Tahan terhadap temperatur yang tinggi dalam proses kerja poros engkol
2. Bahan yang dipilih untuk pembuatan poros engkol setelah membandingkan kedua
material di atas adalah besi cor nodular dan baja karbon sedang dengan
mempertimbangankan kekuatan dan harga.
3. Mampu menahan beban puntir maupun beban lentur.
4. Poros engkol terdapat 2 jenis yaitu poros engkol tunggal dan poros engkol ganda. Dari
macam segi pemasangan ada 2, yaitu poros engkol terpisah dan poros engkol menyatu.
Pemilihan Material Dan Proses | 2013
23
DAFTAR PUSTAKA
http://blog.ub.ac.id/muhammadkhairul/category/uncategorized/PerlakuanPanas&Perm
ukaan–HeatTreatment
http://hapli.wordpress.com/forum-ferro/
http://eprints.umm.ac.id/id/eprint/9102
http://belajar-otomotif-1.blogspot.com/2012/07/batang-penggerak-poros-engkol-dan