jurusan teknik mesin fakultas teknik universitas ... · tegangan geser maksimum dalam ujian adalah...
TRANSCRIPT
ANALISA KEKUATAN MEKANIK DAN STRUKTUR METALOGRAFI
PADA METODE BRAZING ANTARA ALUMINIUM DAN BESI DENGAN
MENGGUNAKAN FILLER ALUSOL.
PUBLIKASI ILMIAH
Disusun Sebagai Syarat Untuk Menyelesaikan Program Studi Strata Satu
Pada Jurusan Teknik Mesin Fakultas Teknik Universitas Muhammadiyah
Surakarta
Disususun Oleh :
ENDRIANSYAH ZULFIKRI
NIM : D 200 120 117
JURUSAN TEKNIK MESIN FAKULTAS TEKNIK
UNIVERSITAS MUHAMMADIYAH SURAKARTA
2017
1
2

1
ANALISA KEKUATAN MEKANIK DAN STRUKUR METALOGRAFI
PADA METODE BRAZING ANTARA ALUMINIUM DAN BESI DENGAN
MENGGUNAKAN FILLER ALUSOL
Endriansyah Zulfikri, Agus Dwi Anggono
Teknik Mesin Universitas Muhammadiyah Surakarta
Jl. A Yani Tromol Pos I Pabelan Kartasura
e-mail: [email protected]
Abstrak
Dalam industri otomotif, bahan bergabung menjadi proses penting. Salah satu metode
bergabung adalah mematri. Itu digunakan untuk dua bahan bersama yang memiliki sifat yang
berbeda. Ada banyak dificulties untuk sifat yang berbeda bersama bahan karena kemampuan las
yang berbeda. Dalam penelitian ini, tujuannya adalah menyambungkan aluminium dan baja karbon
dengan menggunakan metode mematri. Bahan yang digunakan dalam penelitian ini adalah
aluminium tebal 2mm dan baja karbon tebal 1,6 mm. Mematri akan conducte dengan
menggunakan aluminium filler yang memiliki nama comercial sebagai alusol. ASME IX
digunakan untuk memproduksi spesimen dan ASTM E8 digunakan untuk uji tarik dari bahan asli
tanpa bergabung. Uji kekerasan mikro dilakukan dengan menggunakan AWS D8.9-97 standart.
ASTM E407-07 terpilih standar untuk fotografi makro dan mikro. uji tarik logam dasar aluminium
disampaikan tegangan tarik rata-rata 112,53 ketegangan N / mm2 dan rata-rata 3,58%. Tegangan
geser maksimum dalam ujian adalah 41,74 N / mm2 dan ketegangan dari 8,5%. uji microhardness
Vickers dari spesimen ditunjukkan kekerasan tertinggi adalah pada baja karbon sementara
kekerasan terendah pada HAZ (Heat Affected Zone) aluminium. Foto makro alusol ditunjukkan
posisi alusol, aluminium dan baja karbon dalam warna yang berbeda. struktur mikro aluminium di
HAZ itu ditampilkan berubah dimana ukuran butir meningkat. Sementara di baja karbon, perlit
gandum memiliki meningkat juga di HAZ. Untuk pengisi alusol, itu struktur mikro berubah
menjadi lebih kecil dari sebelum proses mematri.
Kata Kunci : Brazing, aluminium, baja karbon, filler alusol, HAZ.
Abstracts
In automotive industries, joining materials have been a important process. One of the
joining method was brazing. It was used to joint two materials which have different properties.
There were many dificulties to joint different properties of materials due to the different weld
ability. In this research, the aim is to joint aluminium and carbon steel by using brazing method.
The material used in this research was 2 mm thick of aluminium and 1.6 mm thick of carbon steel.
Brazing will be conducte by using aluminium filler which has comercial name as alusol. ASME IX
was used to manufacture the specimen and ASTM E8 was used for tensile test of original material
without joining. The micro hardness test was carried out by using AWS D8.9-97 standart. ASTM
E407-07 was selected standard for macro and micro photograph. Tensile test of base metal of
aluminium was delivered average tensile stress of 112.53 N/mm2 and average strain of 3.58%. The
maximum shear stress in the test was 41.74 N/mm2 and strain of 8.5%. Vickers microhardness test
of the specimen was shown the highest hardness was on the carbon steel while the lowest hardness

2
was on HAZ (Heat Affected Zone) of aluminium. The macro photo of alusol was shown the
position of alusol, aluminium and carbon steel in different color. Micro structure of aluminium in
HAZ was shown changed which the grain size has increased. While in the carbon steel, perlit
grain has increase as well in HAZ. For the alusol filler, it was micro structure changed become
smaller than before brazing process.
Keywords : Brazing, aluminium, carbon steel, alusol filler, HAZ.
1. PENDAHULUAN
1.1 Latar Belakang Masalah
Pengelasan merupakan suatu proses penyambungan logam di mana
logam menjadi satu akibat panas dengan atau tanpa pengaruh tekanan. Pada saat
ini teknik pengelasan banyak dipergunakan untuk penyambungan material-
material pada kontruksi bangunan dan otomotif. Proses pengelasan banyak
dipergunakan pada kontruksi bangunan dan otomotif dikarenakan pada proses
pengelasan sangat memudahkan penyambungan sehingga menjadi ringan dan
proses pembuatannya menjadi lebih sederhana, sehingga biaya keseluruhan yang
dikeluarkan menjadi lebih murah. Penyambungan terdiri dari berbagai macam
cara salah satunya adalah brazing. Brazing adalah penyambungan dua buah
material logam atau lebih, baik itu logam sejenis maupun tidak sejenis dengan
menggunakan bahan tambah (filler) yang titik jenuhnya lebih rendah dibanding
dengan titik cair logam yang akan disambung dengan menggunakan temperature
yang rendah, pada proses brazing ini biasanya menggunakan api yang berasal dari
karbid acetylene atau gas propana. Proses brazing mencakup suhu 3500C-1190
0C /
8800F-2175
0F. Proses brazing merupakan teknologi las yang banyak digunakan
dalam industri untuk penyambungan material yang berbentuk pipa, lembaran atau
pelat. Proses penyambungan brazing banyak digunakan karena mudah dan cepat
sehingga cocok untuk produksi tunggal ataupun massal. Pada pengelasan brazing
ini biaya yang di keluarkan sangat murah sehingga dapat meminimalisir modal
untuk membuat suatu produk. Alat yang digunakan untuk proses brazing ini
sangatlah sederhana tidak sulit untuk didapatkan dan juga sangat mudah untuk
perawatannya.
3
1.2 Tujuan
1. Mengetahui hasil kekuatan tarik raw material pada aluminium tebal 2
mm.
2. Mengetahui hasil kekuatan uji tarik geser pada hasil spesimen dengan
metode brazing.
3. Mengetahui hasil kekerasan pada hasil penyambungan dengan metode
brazingmenggunakan sambungan simple lap joint.
4. Mengetahui struktur mikro dari penyambungan brazing antara aluminium
dan besi dengan menggunakan filler alusol.
1.3 Batasan Masalah
1 Teknik yang digunakan adalah proses mematri (brazing).
2. Jenis sambungan yang digunakan adalah sambungan lap joint.
3. Pembersihan material dengan cara diamplas dianggap konstan.
4. Penekanan filler dianggap konstan.
5. Temperatur dianggap sama.
5.1 Tinjauan Pustaka
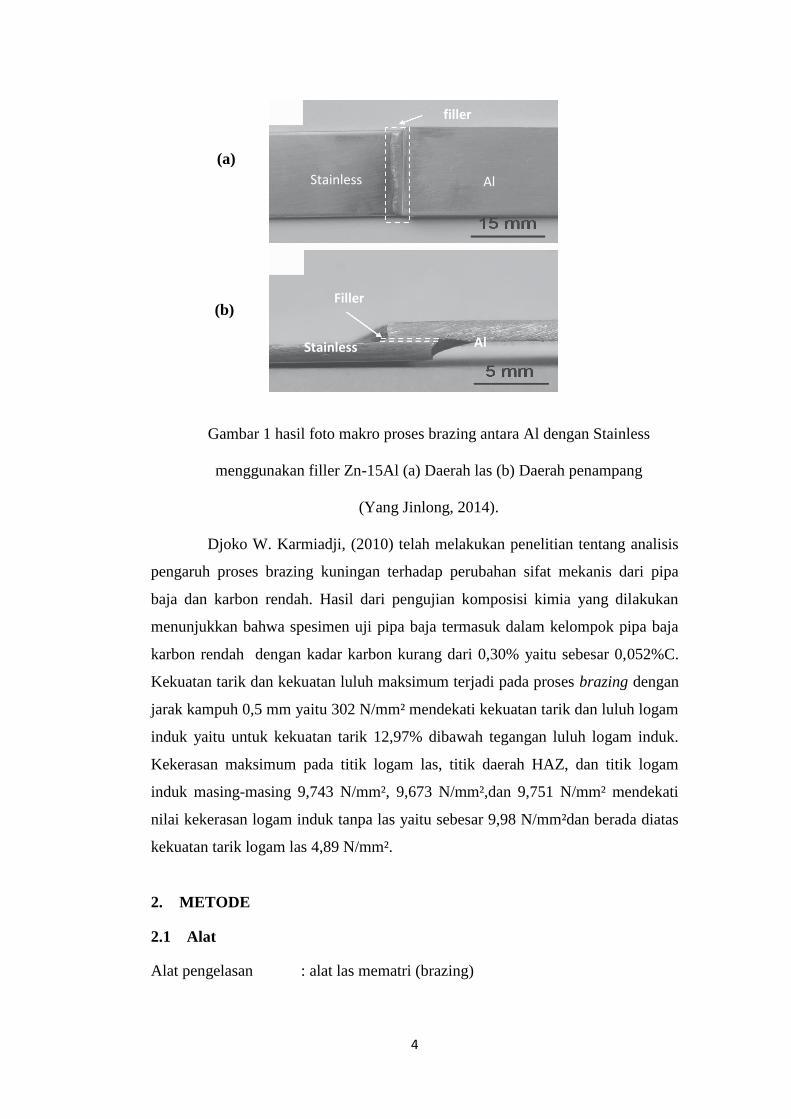
Yang jinlong, (2014) telah melakukan penelitian mengenai brazing tipe
Al 6061 dengan satainless steel 304 menggunakan flame brazing dengan
perbaikan CsF-RBF-Alf menggunakan filler Zn-Al. Hasil penelitian menunjukkan
bahwa penyebaran wilayah di stainlees logam filler telah memperbaiki dengan
penambahan fluks RbF ke CsF-AlF. Fase Zn terlihat antara sambungan brazing
dan senyawa intermetalik (IMC) sekitar 1,76 sampai 6,45 µm dengan peningkatan
dari logam filler yang digunakan. Filler yang digunakan dalam penelitian ini
adalah Zn-2Al, Zn-5Al, Zn-15Al, Zn-22Al, Zn-25Al. Dalam Proses brazing
menghasilkan kekuatan sambungan berdasarkan filler. Kekuatan geser maksimum
pada penelitian ini menunjukkan hingga 131 Mpa yaitu pada filler Zn-15Al.
4
(a)
(b)
Gambar 1 hasil foto makro proses brazing antara Al dengan Stainless
menggunakan filler Zn-15Al (a) Daerah las (b) Daerah penampang
(Yang Jinlong, 2014).
Djoko W. Karmiadji, (2010) telah melakukan penelitian tentang analisis
pengaruh proses brazing kuningan terhadap perubahan sifat mekanis dari pipa
baja dan karbon rendah. Hasil dari pengujian komposisi kimia yang dilakukan
menunjukkan bahwa spesimen uji pipa baja termasuk dalam kelompok pipa baja
karbon rendah dengan kadar karbon kurang dari 0,30% yaitu sebesar 0,052%C.
Kekuatan tarik dan kekuatan luluh maksimum terjadi pada proses brazing dengan
jarak kampuh 0,5 mm yaitu 302 N/mm² mendekati kekuatan tarik dan luluh logam
induk yaitu untuk kekuatan tarik 12,97% dibawah tegangan luluh logam induk.
Kekerasan maksimum pada titik logam las, titik daerah HAZ, dan titik logam
induk masing-masing 9,743 N/mm², 9,673 N/mm²,dan 9,751 N/mm² mendekati
nilai kekerasan logam induk tanpa las yaitu sebesar 9,98 N/mm²dan berada diatas
kekuatan tarik logam las 4,89 N/mm².
2. METODE
2.1 Alat
Alat pengelasan : alat las mematri (brazing)
filler
Al Stainless
Filler
Al Stainless
5
Alat bantu : alat ukur, mesin potong, sarung tangan, amplas, korek api,
kain bludru, autosol cetakan kaca, resin katalis.
Alat pengujian : alat uji tarik geser, alat uji kekerasan, alat uji mikosop
makro, mikrosop mikro.
2.2 Bahan
Bahan penelitian : material pelat aluminium, besi, dan filler alusol.
2.3 Tempat Penelitian
Tempat penelitian : Laboratorium Material Teknik Mesin Universitas Sebelas
Maret, Laboratorium Teknik Mesin Universitas
Muhammadiyah Surakarta, LKP Inlastek Surakarta.
2.4 Langkah Pengujian
Penelitian dilakukan dengan menggunakan penyambungan metode brazing
dengan tipe sambungan simple lap joint. Spesimen disambung dengan
menggunakan bahan pengisi atau filler alusol.
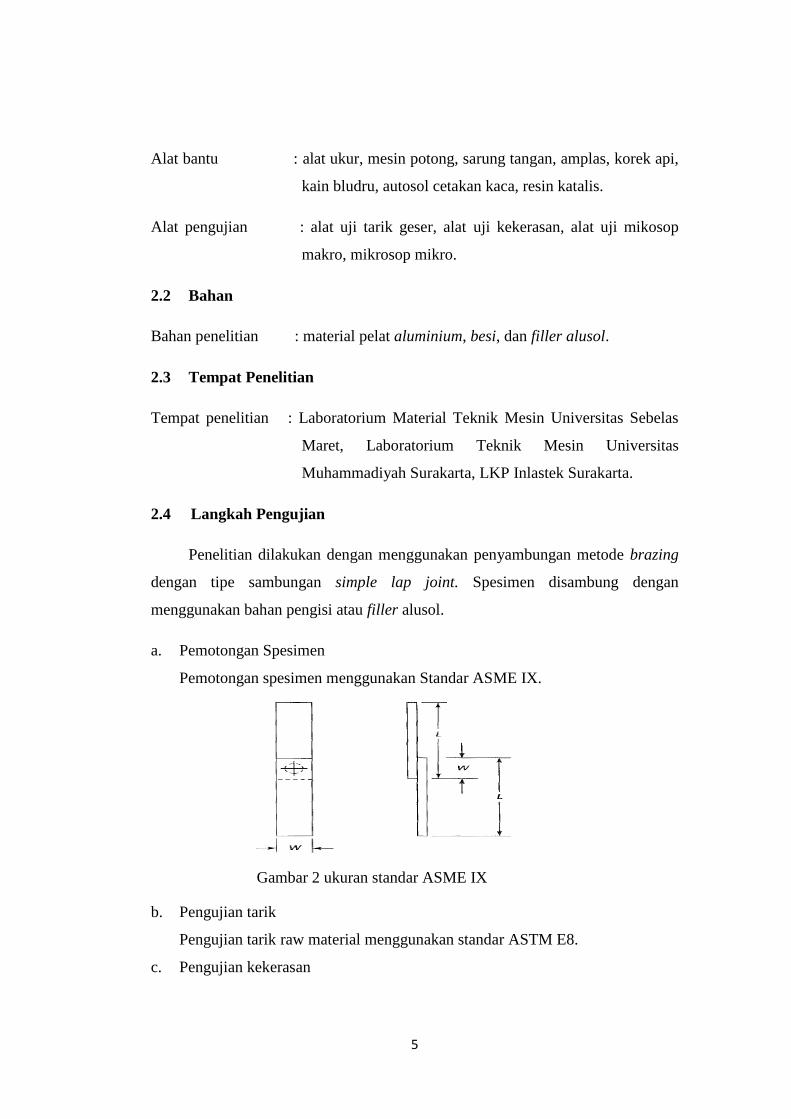
a. Pemotongan Spesimen
Pemotongan spesimen menggunakan Standar ASME IX.
Gambar 2 ukuran standar ASME IX
b. Pengujian tarik
Pengujian tarik raw material menggunakan standar ASTM E8.
c. Pengujian kekerasan
6
Pengujian kekerasan menggunakan pengujian vickers microhardnes yang
mengacu pada standar AWS D8.9-97.
d. Pengujian metalografi
Pengujian metalografi bertujuan untuk mengamati struktur makro dan mikro
menggunakan mikroskop.
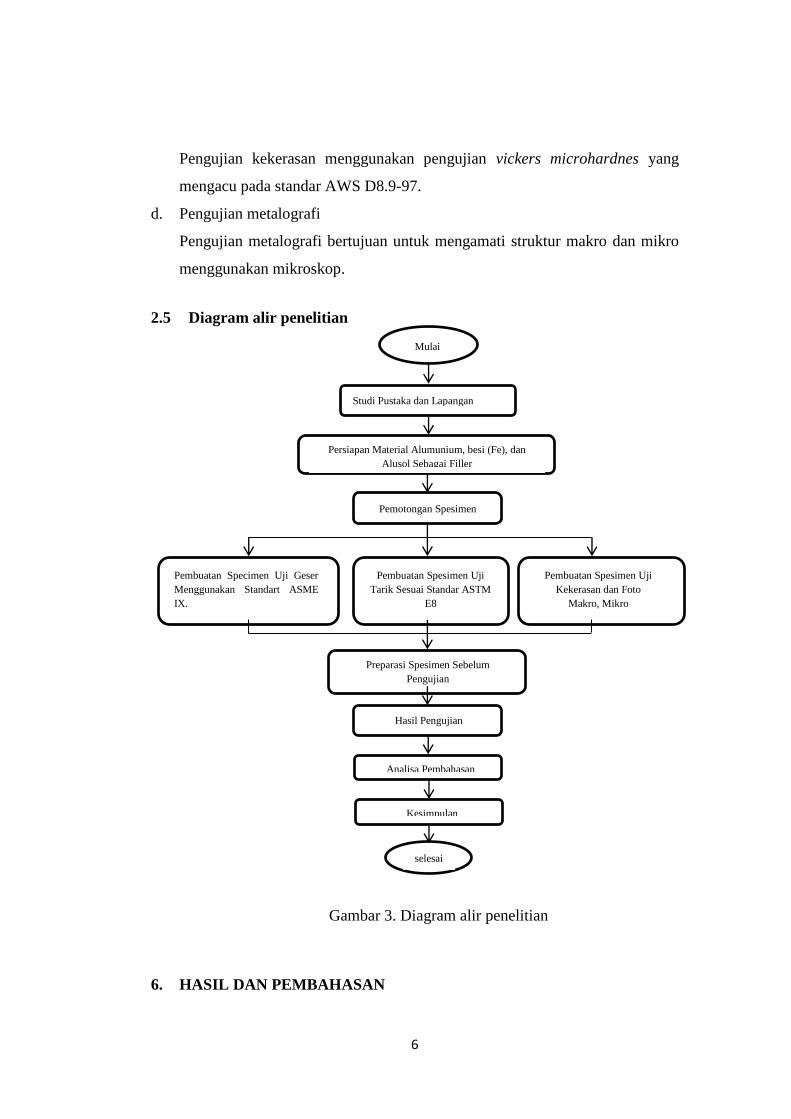
2.5 Diagram alir penelitian
Gambar 3. Diagram alir penelitian
6. HASIL DAN PEMBAHASAN
Mulai
Studi Pustaka dan Lapangan
Persiapan Material Alumunium, besi (Fe), dan
Alusol Sebagai Filler
Pemotongan Spesimen
Pembuatan Specimen Uji Geser
Menggunakan Standart ASME
IX.
Pembuatan Spesimen Uji
Tarik Sesuai Standar ASTM
E8
Pembuatan Spesimen Uji
Kekerasan dan Foto
Makro, Mikro
Preparasi Spesimen Sebelum
Pengujian
Hasil Pengujian
Analisa Pembahasan
Kesimpulan
selesai
7
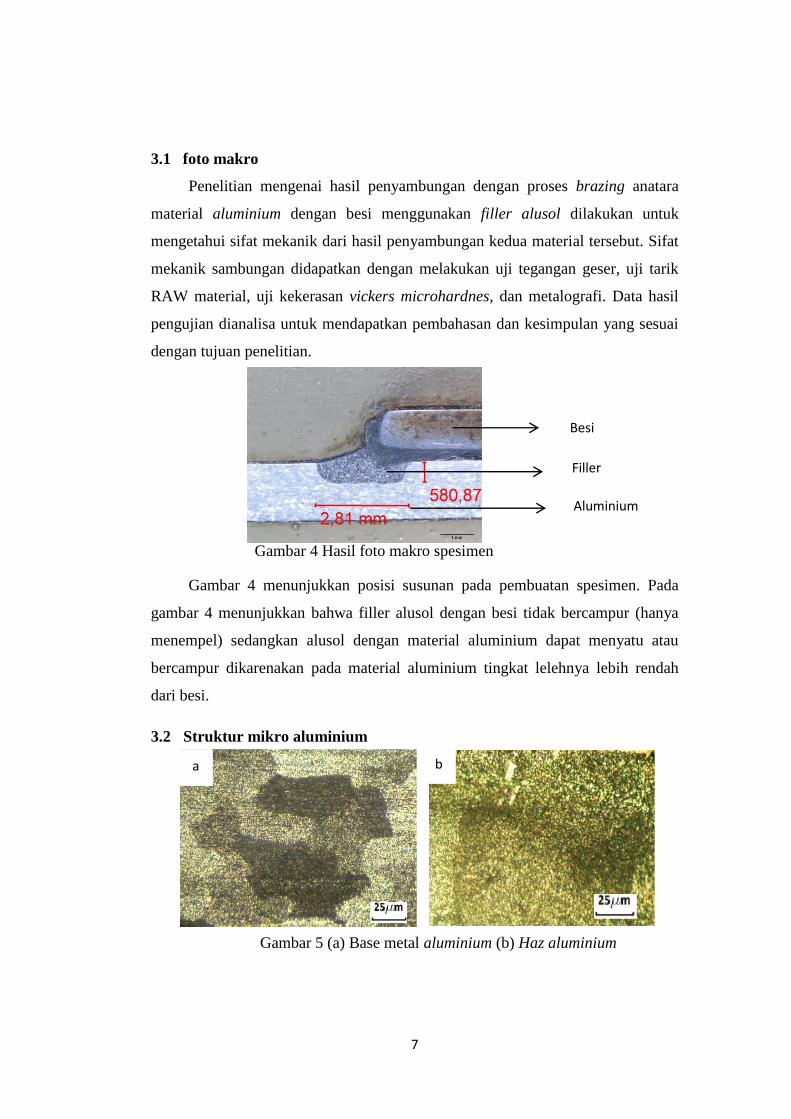
3.1 foto makro
Penelitian mengenai hasil penyambungan dengan proses brazing anatara
material aluminium dengan besi menggunakan filler alusol dilakukan untuk
mengetahui sifat mekanik dari hasil penyambungan kedua material tersebut. Sifat
mekanik sambungan didapatkan dengan melakukan uji tegangan geser, uji tarik
RAW material, uji kekerasan vickers microhardnes, dan metalografi. Data hasil
pengujian dianalisa untuk mendapatkan pembahasan dan kesimpulan yang sesuai
dengan tujuan penelitian.
Gambar 4 Hasil foto makro spesimen
Gambar 4 menunjukkan posisi susunan pada pembuatan spesimen. Pada
gambar 4 menunjukkan bahwa filler alusol dengan besi tidak bercampur (hanya
menempel) sedangkan alusol dengan material aluminium dapat menyatu atau
bercampur dikarenakan pada material aluminium tingkat lelehnya lebih rendah
dari besi.
3.2 Struktur mikro aluminium
Gambar 5 (a) Base metal aluminium (b) Haz aluminium
Besi
Filler
Aluminium
a b

8
0
20
40
60
80
100
120
0,5 1 1,5 2 2,5 3 3,5 4
Taga
nga
n(N
/mm
2 )
Spesimen 1
Spesimen 2
Spesimen 3
Gambar 5 menjelaskan bahwa antara base metal alumunium dengan daerah
HAZ alumunium mengalami perubahan butiran. Hasil perlakuan panas yang
diteruskan dengan pendinginan suhu ruangan yang lambat membuat butiran
berubah menjadi lebih besar pada daerah haz. Dimana butiran pada daerah base
metal lebih kecil dari pada butiran yang terlihat pada daerah HAZ. Perubahan
butir itu terjadi karena daerah HAZ terpengaruh panas yang mengakibatkan
struktur pada alumunium daerah HAZ mengalami perubahan. Daerah HAZ
adalah daearah yang mengalami siklus termal tetapi tidak mengalami deformasi
plastis. Pada daerah ini juga terjadi perubahan struktur mikro. Daerah HAZ akan
terjadi perubahan ukuran butir (grain size) dimana perubahan ukurannya
tergantung dari karakteristik material, suhu, lama pemanasan, dan laju
pendinginan. Daerah HAZ material. Pembesaran butir ini akibat pengaruh
material alumnium heat-treatable yang mengalami over aging (Ir. Winarto,
2008).
3.3 Uji tarik raw material aluminium
Gambar 6 Grafik uji tarik pada raw material alumunium ketebalan 2 mm
Regangan %
9
0
20
40
60
80
100
120
0,5 1 1,5 2 2,5 3 3,5 4
Tega
nga
n (
N/m
m2 )
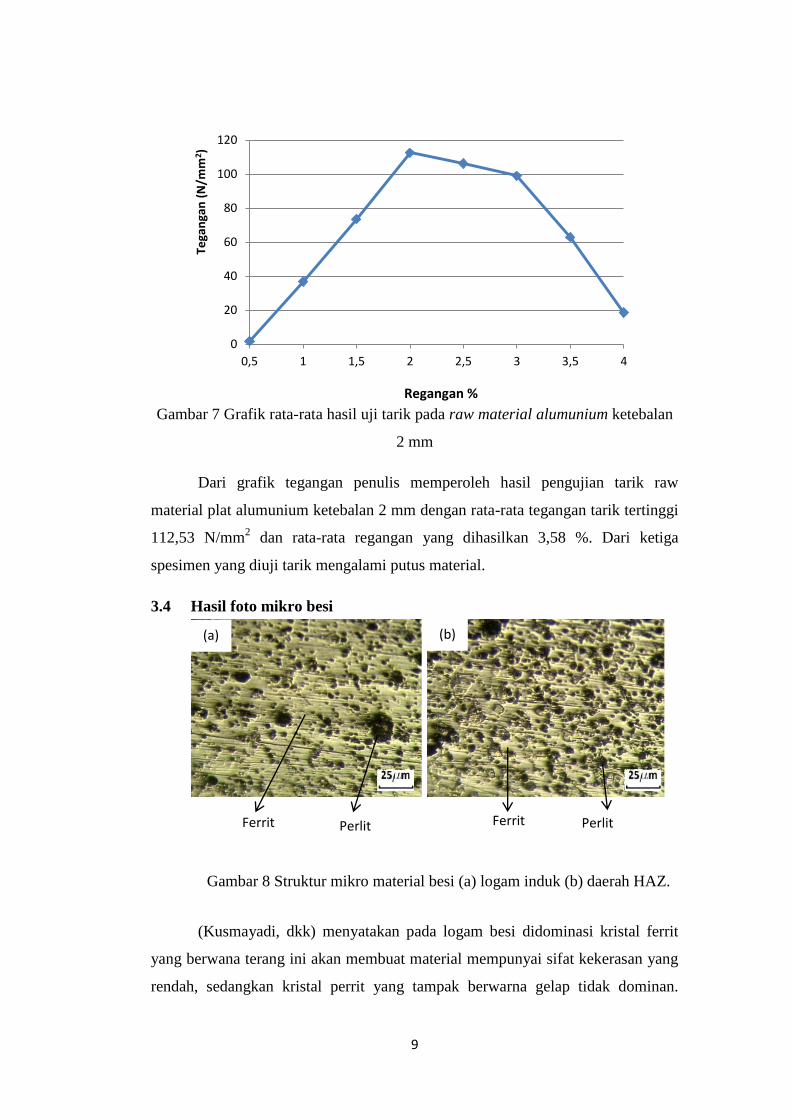
Gambar 7 Grafik rata-rata hasil uji tarik pada raw material alumunium ketebalan
2 mm
Dari grafik tegangan penulis memperoleh hasil pengujian tarik raw
material plat alumunium ketebalan 2 mm dengan rata-rata tegangan tarik tertinggi
112,53 N/mm2 dan rata-rata regangan yang dihasilkan 3,58 %. Dari ketiga
spesimen yang diuji tarik mengalami putus material.
3.4 Hasil foto mikro besi
Gambar 8 Struktur mikro material besi (a) logam induk (b) daerah HAZ.
(Kusmayadi, dkk) menyatakan pada logam besi didominasi kristal ferrit
yang berwana terang ini akan membuat material mempunyai sifat kekerasan yang
rendah, sedangkan kristal perrit yang tampak berwarna gelap tidak dominan.
Regangan %
(a) (b)
Ferrit Perlit Ferrit Perlit

10
Struktur pengujian mikro dilakukan pada logam induk dan daerah HAZ pada
material besi, dimana pada hasil pengujiannya pada gambar 8. Struktur mikro
pada gambar 8 didominasi butir-butir ferit yang berwarna terang, sedangkan fasa
perlit lebih sedikit (berwarna gelap). Butir ferrit cenderung lebih halus sedangkan
butir perlit lebih kasar. Butir perlit cenderung lebih keras karena mengandung
karbon, sedangkan butir ferrit cenderung lebih lunak. Pada gambar 8 dengan jelas
menunjukkan perubahan butiran pada daerah haz yaitu butiran perlit pada daerah
HAZ mengalami perubahan menjadi lebih kecil dari logam induk. Pada gambar
struktur mikro 4.5 nampak dengan jelas tidak terjadi perubahan struktur ferrit dan
perlit ke struktur martensite maupun bainite karena pengaruh perubahan
temperatur dan proses pendinginan proses brazing tidak merubah struktur pada
daerah HAZ. Pendinginan dengan udara atau biasa disebut normalizing tidak
terbentuk martensit, strukturnya pada permukaan berupa perlit dengan matriks
ferrit. Struktur perlit merupakan campuran dari ferrit dan sementit yang berlapis
lapis. Pada perbesaran 1000x dibawah mikroskop optik, butiran yang terbentuk
berupa perlit yang halus atau biasa disebut fine perlite. Perlit berwarna hitam
sedangkan matriksnya, ferrit berwarna terang (Bayu Adjie Septianto dkk, 2013).
Pengaruh pendinginan menerus terhadap struktur mikro yang terbentuk dapat
dilihat gambar 9.
Gambar 9 Diagram continous cooling transformation (Sefnath.blogspot.co.id)

11
0
10
20
30
40
50
0,7 1,5 2,3 3,1 3,9 4,7 5,5 6,2 7 7,8 8,6 9,4 10,2
Spesimen 1
Spesimen 2
Spesimen 3
3.5 Foto mikro alusol
Gambar 10 Mikrostruktur alusol sebagai filler (a) sebelum dipanaskan
pembesaran 250X (b) setelah dipanaskan pembesaran 100X
Jika dihubungkan dengan sifat mekanik maka terjadinya perubahan
mikrostruktur dari kondisi awal sampai perlakuan panas pada alusol tersebut
ternyata nilai kekerasannya mengalami kenaikan yang signifikan. Perlakuan panas
hingga mencairnya alusol dan melalui pendinginan sehingga struktur butir pada
alusol berubah. Dapat dilihat pada gambar 10 butiran aluminium (terang) yang
terlihat pada base metal mempunyai bentuk kasar dan memanjang sedangkan pada
alusol yang telah dipanaskan bahwa butiran memiliki bentuk lebih halus dan
berbentuk bulat.
3.6 Hasil pengujian geser sambungan brazing
Gambar 11 Grafik uji geser pada sambungan brazing plat aluminium tebal 2 mm
dengan plat besi tebal 1,6 mm.
(a) (b)
Tega
nga
n (
N/m
m2)
Regangan %
12
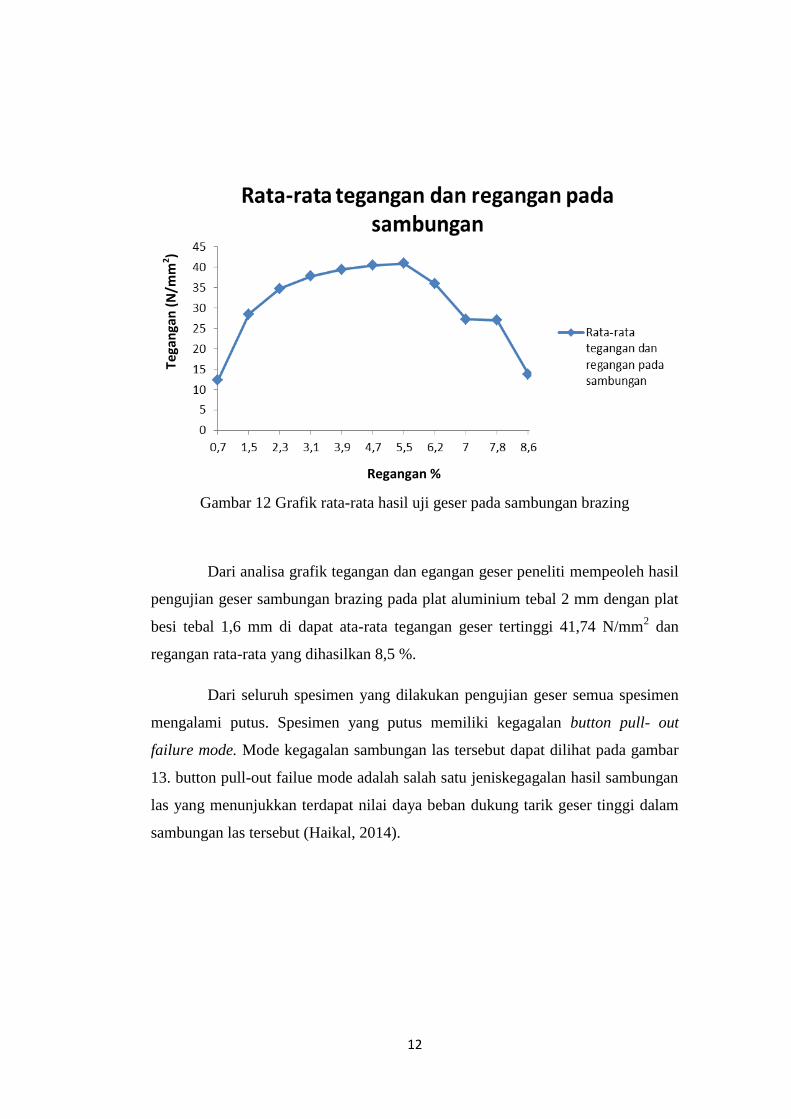
Gambar 12 Grafik rata-rata hasil uji geser pada sambungan brazing
Dari analisa grafik tegangan dan egangan geser peneliti mempeoleh hasil
pengujian geser sambungan brazing pada plat aluminium tebal 2 mm dengan plat
besi tebal 1,6 mm di dapat ata-rata tegangan geser tertinggi 41,74 N/mm2 dan
regangan rata-rata yang dihasilkan 8,5 %.
Dari seluruh spesimen yang dilakukan pengujian geser semua spesimen
mengalami putus. Spesimen yang putus memiliki kegagalan button pull- out
failure mode. Mode kegagalan sambungan las tersebut dapat dilihat pada gambar
13. button pull-out failue mode adalah salah satu jeniskegagalan hasil sambungan
las yang menunjukkan terdapat nilai daya beban dukung tarik geser tinggi dalam
sambungan las tersebut (Haikal, 2014).
Tega
nga
n (
N/m
m2)
Regangan %
13
0
20
40
60
80
100
120
140
160
180
200
aluminium besi filler
base metal
daerah haz
Gambar 13 Mode patahan sambungan las jenis button pull-out failure
mode
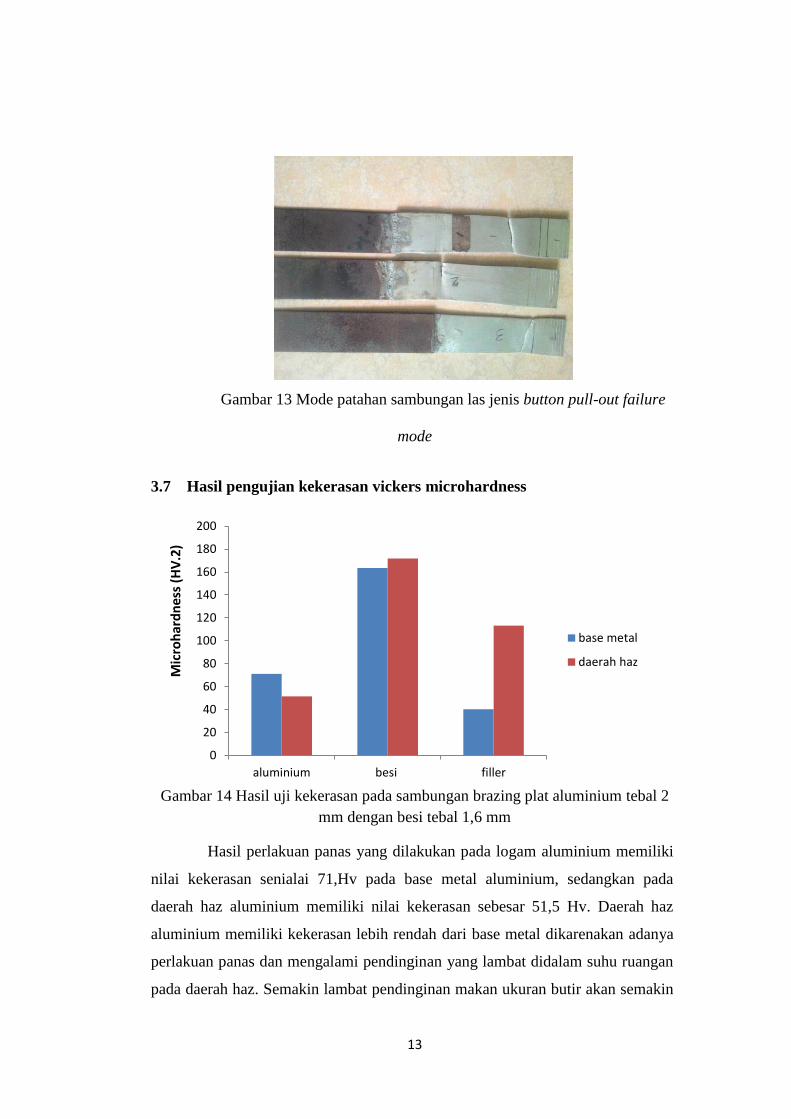
3.7 Hasil pengujian kekerasan vickers microhardness
Gambar 14 Hasil uji kekerasan pada sambungan brazing plat aluminium tebal 2
mm dengan besi tebal 1,6 mm
Hasil perlakuan panas yang dilakukan pada logam aluminium memiliki
nilai kekerasan senialai 71,Hv pada base metal aluminium, sedangkan pada
daerah haz aluminium memiliki nilai kekerasan sebesar 51,5 Hv. Daerah haz
aluminium memiliki kekerasan lebih rendah dari base metal dikarenakan adanya
perlakuan panas dan mengalami pendinginan yang lambat didalam suhu ruangan
pada daerah haz. Semakin lambat pendinginan makan ukuran butir akan semakin
Mic
roh
ard
ne
ss (
HV
.2)
14
besar (Nuraini, 1996). Perubahan struktur mikro dapat dilihat pada gambar 5
dimana logam butiran pada daerah haz mengalami perubahan lebih besar dari
base metal. Fenomena pembesaran dan pengecilan butir ini akan mempengaruhi
kekuatan mekanik pada material tersebut. Semakin besar ukuran butir maka akan
menurunkan kekerasan dan kekuatan tariknya (Rajakumar dan Balasubramanian,
2012).
Gambar 14 menunjukkan hasil uji kekerasan pada sambungan brazing
plat aluminium dengan besi menggunakan filler autosol. Gambar 14 menunjukkan
logam base metal besi memiliki nilai kekerasan 163,5 Hv, sedangkan pada daerah
haz besi memiliki nilai kekerasan 171,8 Hv. Daerah haz besi mengalami
perubahan kekerasan dikarenakan pada daerah besi mengalami perlakuan panas
yang dapat merubah mikrostruktur pada logam besi. Perubahan mikrostruktur
yang terjadi pada daerah haz logam besi dapat dilihat pada gambar 8 yang
menunjukan bahwa daerah haz logam besi mengalami perubahan ukuran butiran
perlit dan ferrit menjadi lebih kecil. Ferrit dan perlit yang bentuk butirannya lebih
besar nilai kekerasannya rendah (Subeki, 2011). Maka dari itu nilai kekerasan
pada daerah haz besi mengalami kenaikan kekerasannya dikarenakan butiran
perlit dan ferrit pada daerah haz mengecil.
Nilai kekerasan yang didapatkan pada filler alusol sebelum diperlakukan
panas sebesar 40,2 Hv sedangkan filler alusol setelah dipanaskan hingga mencair
dan kembali mengeras memiliki nilai kekerasan sebesar 113,15 Hv. Kekerasan
filler alusol terdapat perubahan yang sangat signifikan karena filler alusol setelah
dipanaskan terdapat perubahan butir yang terjadi pada gambar 9. Logam filler
setelah dipanaskan butir aluminium mengalami perubahan menjadi sangat halus
sehingga nilai kekerasan menjadi meningkat.
4. Kesimpulan
Berdasarkan hasil penelitian dan analisa data dapat diambil beberapa kesimpulan
antara lain:
15
1. Kekuatan tarik raw material plat aluminium tebal 2 mm memiliki
tegangan tarik tertinggi 112,53 N/mm2 dan memiliki regangan tertinngi
sebesar 3,58%.
2. Kekuatan geser pada sambungan brazing antar plat aluminium tebal 2
mm dan besi tebal1,6 mm dengan filler alusol memiliki tegangan tarik
tertinggi sebesar 41,74 N/mm2
dan regangan tertinggin memiliki nilai
sebesar 8,5%.
3. Struktur mikro pada sambungan brazing plat aluminium tebal 2 mm
dengan besi tebal 1,6 mm mengalami perubahan besaran struktur. Daerah
HAZ mengalami pembesaran butiran pada material aluminium akibat
pengaruh panas. Sedangkan pada material besi mengalami pengecilan
butir pada daerah HAZ karena diakibatkan oleh pengaruh panas.
4. Hasil pengujian kekerasan pada sambungan brazing aluminium tebal 2
mm dengan besi tebal 1,6 mm menggunakan filler alusol mendapatkan
kekerasan tertinggi dimiliki oleh daerah HAZ besi yaitu sebesar 171,8
Hv, sedangkan kekerasan terendah dimiliki oleh daearah HAZ
aluminium yaitu sebesar 51,5 Hv.
DAFTAR PUSTAKA
ANSI/AWS/SAE/D8.9-97 An American National Standart, 1997. Recomended
Practices for Test Methods for Evaluating The Resistance Spot Welding
Behavior of Automotive Sheet Steel Materials, American Welding Society,
Miami, p 33-37.
ASME BPVC IX, 2010, Boiler & pressure vessel code section IX, welding and
brazing qualification, New York.
ASTM/E8,1990, Standart Tes Methods for Tension Testing of Methalic Materials,
American Society for Testing Methods, West Conshocken,p 1-4.
By C. W. Tan, dkk. 2014. Microstructural Characteristics And Mechanical
Properties Of Fiber Laser Welded-Brazed Mg Alloy-Stainless Steel Joint.
16
Jurnal Welding 399 (October 2014). Harbin Instituteof Technology, Harbin,
China. University of Waterloo, Waterloo N2L 3G1, Canada.
Elin Nuraeni, dkk. 1996. Pengaruh Suhu Dan Media Pendingin Terhadap
Perubahan Kekerasan Dan Struktur Mikro Pada Perlakuan Panas ALMG2.
Prosiding Pertemuan dan Presentasi Ilmiah, (23-25 April 1996) Yogyakarta:
PEBN-BATAN, komplek Puspitek Serpong Tangerang.
Mardiana, dan Djoko W. Karmiadji. 2010. Analisis Pengaruh Proses Brazing
Kuningan Terhadap Perubahan Sifat Mekanis Dari Pipa Baja Karbon
Rendah, Forum Teknik Volume 33 Nomor 3 (September 2010), Jurusan
Teknik Mesin, Politeknik Negeri Sriwijaya, Bukit Besar,Palembang.
Jurusan Teknik Mesin, Universitas Pancasila Srengseng Sawah, Jakarta
Selatan.
V. F. Khorunov and O. M. Sabadash, E. O. 2013. Brazing of Aluminium and
Aluminium to Steel, Woodhead Publishing, Paton Electric Welding Institute,
Ukraine.
Wiryosumarto dan Harsono1996. Teknologi Pengelasan Logam. Jakarta: Pradnya
Paramita.
Yang Jinlong, dkk. 2014. Development of Novel CsF- RbF-Al3 Flux for Brazing
Aluminium tp Stainless Steel With Zn-Al Filler Metal, JournalMaterials and
Design 64 (2014), Nanjing University of Astronautics, Nanjing 210016,
China.