jurnal tentang judul kamu
DESCRIPTION
polsriTRANSCRIPT
Jurnal tentang judul kamu
preparasi dan karakterisasi kertas dengan berbasis camgkang
tekim , lab departemen tambang dan energi, lab paristasn
pada rumusan masalaha akan mucul
Komposisi kertas yang optimal
Kelemahan dari penelitian semuanya
komponen , dan tentang kertas juga
sekarung beras 60 kg
Latar belakang
Bagaimana preparasa, arakterisasi, apengaruh dan aplikasi,
A. Kualitas Bahan baku
Pada proses pembuatan pulp digunakan bahan baku chip yang berasal dari kayu.
Kualitas chip yang digunakan dalam proses pembuatan pulp merupakan factor yang sangat
penting baik dalam proses pengoperasian di pabrik maupun kualitas chip yang dihasilkan.
Oleh karena itu perlu diketahui factor-faktor yang mempengaruhi kualitas chip pada produksi
pulp. Faktor-faktor yang mempengaruhi proses pembuatan pulp dibagi menjadi tiga kategori,
yaitu:
Chip Quality
Kualitas chip yang digunakan dalam pulping adalah factor yang sangat penting
dalam kualitas akhir pulp. Faktor-faktor kualitas chip yang perlu diperhatikan adalah:
Wood Related Variable
Meliputi sifat-sifat kayu seperti spesies, densitas dan decay (kerusakan)
- Wood spesies
Chip-chip softwood menghasilkan pulp yang lebih kuat dari pada hardwood karena fiber-
fibernya lebih panjang dan lebih fleksibel daripada hardwood. Softwood umumnya
menghasilkan yield yang lebih rendah daripada hardwood bila dimasak dibawah kondisi
biasanya.
- Wood Density
Density kayu adalah factor ekonomi yang penting dalam pulping. Dengan suatu kayu yang
padat (denser wood) akan membuat lebih banyak dalm volume digester dam ini akan
meningkatkan produksi pulp.
Kualitas pulp maupun kertas juga dipengaruhi oleh densitas kayu yang digunakan. Serat yang
didapat dari kayu dengan densitas rendahakian menghasilkan serat yang fleksibel serta kertas
yang berkekuatan baik.
- Wood Decay
Pembusukan kayu disebabkan oleh mikroorganisme seperti fungi, bakteri, ragi dan lin-lain.
Pembnusukan terjdi pada saat tanaman masih ditanam maupun dstronge chip (tempat
penyimpanan chip)
Process Related Variable
- Chip Size
Ketebalan chip sangat penting dalam proses pulping, ketika cairan pemasak akan menembus
chip pada semua sisi. Jika chip tebal, cairan pemasak tidak akan menembus secara sempurna
kepusat chip sehingga pusat chip tidak masak.
- Chip Bulk Density
Merupakan parameter yang penting pada saat pengisian digester. Hal ini menentukan jumlah
pulp yang dapat masuk dan dinyatakan dalam kg/m3. Chip Bulk Density dipengaruhi oleh
wood density dan chip size.
- Chip moisture
Mempunyai pengaruh terhadap pulp yield, kappa number, dan kualitas pulp. Jika moisture
terlalu rendah, maka akan mempersulit dalam menghasilkan chip. Dengan mengetahui
moisture content chip dapat dihitung wood input yang masuk kedalam digester, supaya
terjaga konsentrasi liquor dan alakali secara konstan. Mouisrue level sebaiknya dalam range
40%-50%.
- Bark (kulitkayu) dan kontaminasi lainnya
Bark merupakan komponen yang tidak diinginkan dalam produksi pulp karena bark berisi 20-
30% selulosa dan 20-30% ekstrkktif dan selebihnya lignin. Bark sendiri akan menaikkan
konsumsi alkalidan mengurangi kekuatan pulp. Kandungan ekstraktif yang tinggi
menyebabkan masalah di evaporator dan pitch pada pulp machine.
White Liqour Properties
White Liqour merupakan bahaan kimia pemasak dengan metode sulfat (kraft
cycle) dalam bentuk aqueous solution, dimana kandungannya terdiri dari NaOH, Na2S,
Na2SO4, Na2CO3). White Liquor digunakan untuk mengurangi kandungan lignin dalam
digester dan juga untuk ekstraksi selulosa. Digester yang digunakan adalah digester continue.
Cooking Control Variable
Variabel-variabel yang digunakan untuk mengontrol cooking adalah:
- Waktu dan Temperatur
Reaksi delignifikasi bergantung paada temperature. Kenaikan temperature yang kecil
mempunyai pengaruh besar terhadap reaksi delignifikasi seperti kenaikan 10˚C dari 160˚C -
170˚C akan menyebabkan dua kali delignifikasi.
- Alkali Charge
Efektivitas normal alakali charge memiliki nilai antara 10%-18% Na2O dalam drywood
tergantung dari jenis kayu, kondisi pemasakan, dan derajat delignifikasi yang dibuttuhkan.
Kelebihan alkali dapat menyebabkan kenaikan angka delignifikasi, dan mengurangi yield ‘’as
the mount of dissolved hemicellulosa increase’’.
- Liqour to Wood Ratio
Rasio liquor :wood (rasio normal3:1 atau 5:1), kelebihan black liquor yang berasal dari
digester ke chip untuk menaikkan rasio liquorwood.
Produk
Pulp
Pulp mempunyai arti bubur, dalam hal ini adalah bubur kayu. Pulp merupakan bahan
baku setengah jadi untuk membuat kertas yang berasal dari seerat(selulosa dan hemiselulosa).
2.2 Proses ProduksiProses pembuatan pulp di dilakukan secara kimia dengan menggunakan metode
kraft. Metode ini menggunakan cairan pemasak White liquor (lindi putih) yan menggunakan
NaOH dan Na2S. Adapun pembuatan pulp ini dimulai dari pembuatan bahan baku untuk
mengubah kayu gelondongan menjadi Chip, pemasakan Chip di gester menjadi pulp,
pencucian dan pemutihan pulp, pengeringan dan pembentukan lembaran pulp, serta
penyimpanan.
Untuk proses pembuatan pulp diperlukan bahan-bahan kimia yang diproduksi
oleh di Chemical plant. Chemical plant terdiri dari lima unit yaitu Chlorine diokside plant,
sulfur diokside plant yang di produksi Chlorine Diokside dari NaCl, Oksigen plant yang
memproduksi oksigen dari udara, Brine Treatment plant dan Chlor Alkali plant yang
memproduksi Chlorine dan Caustie dari NaCl.
A. Proses pembuatan pulp
Proses pembuatan pulp dimulai dari pemisahan bahan baku di unit wood
prepation (W/P) dimana bahan baku dari kayu yang di potong-potong menjadi kayu
gelondongan yang ditampung di suatu lapangan luas, selanjutnya dilakukan pengelupasan
kulit kayu (debarking) oleh alat yang dinamakan Drum Barker yaitu suatu bejana selider
berukuran panjang 28,5 m. Dan berdiameter 5,5 m yang berputar dengan kecepatan rata-rata
5,8 rpm.
Kayu yang telah dikelupas kemudian di cacah menjadi Chip dengan ukuran
standar (Chip Standard) menggunakan Chipper. Selanjutnya Chip tersebut memasuki
vibrating screen yang bertujuan untuk memisahkan Chip-chip yang berukuran standar dengan
yang tidak memenuhi ukuran standar berdasarkan klafisikasi chip tersebut. Klafisikasi yang
dimaksud adalah sebagai berikut:
Chip Standard (accept chip)
- Panjang : 10-25mm
- Lebar : 10-25mm
- Tebal : 5-8mm
Lebih besar dari standard (over size)
Lebih kecil dari standard (fine size)
Debu (dust)
B. Pengolahan bahan baku
Pemasakan (Cooking)
Pemasakan dilakukan pada digester jenis Cooking CompactTM. Digester ini terdiri
dari top separator dan screen section yang berkerja dengan metoda cocurrent (searah) dan
terdapat juga zona washing yang dilakukan secara counter current, metoda pemasakkanya
cendrung pada suhu yang lebih rendah tetapi dengan pamasakan yang cendrung lebih lama.
Chips yang berasal dari chip yard diumpankan kedalam chip buffer yang terdapat
pada ujung belt conveyor. Kemudian chip masuk melalui bagian atas IMPBIN dan diukur
laju alir chipnya menggunakan chipmeter. IMPBIN merupakan vessel yang memiliki tekanan
sama dengan tekanan atmosfer serta mamiliki fungsi presteaming sekaligus fungsi
impregnasi.
Campuran white liquor dan black yang diekstrak dari tranfer circulation dan atau
dari bagian screen digester dimasukan kebagian atas IMPBIN melalui centralpipe. Sebelum
chip bercampur dengan liquor, temperature chip terlebih dahulu dinaikan smpai mencpai
suhu 100oC dan dengan penambahan liquor yang akan meningkatan proses deaerasi chip.
Pencucian dan penyaringan (washing and screening)
1. Deknoting
Setelah tahap pemasakan, sebagian besar pulp masih mengandung knot (mata
kayu) yang tidak masak. Kandungan tersebut harus dipisahkan, dari pulp pada tahap awal
dari proses.
Pemishan knot tilakukan dalam tiga tahap untuk pemisahan yang efisien. Dengan
tujuan untuk mengurangi kandungan serat sekecil mungkin terbawa pada pemishan tahap
ketiga (reject dari coarse screen)
2. Screening
Screening dilakukan dalam tiga tahap yaitu:
a. Primary screening
b. Secondary screening
c. Teriary screening
Pada primary screening sebagian besar shive adalah reject, tetapi dalam
pemisahan masih banyak serat yang terikut. Agar tidak banyak fiberatau serat yang terbuang,
maka reject dari tahap pertama (primary sereening) disaring lagi pada tahap kedua
(secondary sereening).
Reject dari tahap kedua ini akan disaring lagi pada tahap ketiga (tertiary
screening) sebelum dikeluarkan dari sistem melalui reject press ini adalah untuk mengurangi
bahan kimia (chemical loss) dan mempermudah penanganan reject. Accept dari tahap kedua
dan tahap ketiga ini akan di kembalikan lagi ke inlet dari tahap sbelumnya (cascade).
Bersama-sama shive pasir juga terbawa oleh aliran reject screen dan dibawa ke reject press,
karena dalam pengoprasian sebagian besar pasir terbawa aliran accept bersama filtrate. Untuk
mencegah penumpukan pasir didalam system yang menyebabkan kerusakan pada alat, maka
pasir dipisahkan dari filtrate pada sand separator.
3. Brown stock washing
Plup yang dihembus (blown) dari digester, masih bercampur dengan sebagian
cairan pemasak yang mengandung sisa bahan kimia pemasak dan juga lignin yang terlarut
dalam kayu. Kotoran-kotoran yang terlarut dalam pulp tersebut dicuci di brown stock yang
dilakukan secara berlawanan arah (counter current), dimana air panas hanya digunakan
sebagai pncuci pada tahap akhir dri rantai pencucin.

Selepas dari blow tank dan screening room, pencucian brown stock telah
mengalami dua tahapan, tahapan pertama di hi-heat washing zone dan digester continous dan
kemudian didalam presure diffuser. Tahap ketiga atau tahap terakhir dari pencucian brown
stock adalah dewatering press sebelum O2 reaktor.
Pada dewatering press, pulp di press untuk mencapai konsentrasi sekitar 10%
setelah itu pulp diencerkan dengan filtrat dari first oxigen press pada screw dilution sehingga
konsentrasinya menjadi 12%. Alkali yang digunakan untuk delignifikasi ditambahkan
bersama dengan cairan pengencer.
Filtrat yang meninggalkan dewatering press masih mengandung sebagian besar
fiber yang harus dipisahkan. Pemisahan tersebut dilakukan dalam liquor screen, dari sana
filtrat yang bersih di salurkan ke pressure diffuser, dan serat. Yang lebih dipisahkan akan
dikembalikan ke accumulator tank bersama-sama dengan filtrat lainya.
O2 Delignification
Proses oksigen dilignifikasi merupakan proses pre-blcaching yang berguna untuk
mengurangi kandungan lignin dari pulp coklat (yang belum mengalami proses pemutihan).
Setelah mengalami proses oksigen dilignifikasi maka bilangan kappa berkurang ±14. Adapun
fungsi oksigen delignifikasi adalah untuk menghemat bahan-bahan kimia yang mahal di
tahap pemutihan dan dlam waktu yang bersmaan dapat menurunkan dampak terhadap
lingkungan.
Proses oksigen dilignifikasi berlangsung pada medium konsentrasi dengan
tempertur dan tekanan tinggi, sedangkan bahan kimia yang dipakai adalah oksigen dan
Alkali, dipakai salah satu NaOH atau while liquar oksidasi. Sebelum masuk ke reactor, pulp
dipanaskan terlebih dahulu dengan menambahkan steam sampai 100oC.
Delignifikasi berlangsung didalam aliran ke atas reactor, dimana waktu yang
dibutuhkan (retention time) menurut waktu yang dirancang adalah satu jam. Untuk mencegah
waktu singkat didalam reactor yang disebabkan chanelling, yang menyebabkan pendeknya
retention time, maka aliran yang merata dan stabil di dalam reactor sangat diperlukan, yang
dapat dicapai dengan menjaga konsentrasi pulp sekitar 10%
Bleaching
Proses pemutihan di PT Lontar papyrus terdiri dari 2 line, dimana line 1 yang
terdiri dari tahap CD-EOP-DI-D2 masih menggunakan proses konvensional atau proses non
EFC (Elementary chlorine free) yaitu proses pemutihan dengan menggunakan senyawa
chlor (Cl2), sedangkan untuk line 2 tahapan yang digunakan adalah D0-EOP-DI yang
merupakan proses EFC yang menggunakan khlorin dalam bentuk senyawa lain yaitu
khlordioksida sehingga dapat menurunkan tingkat pencemaran.
Proses pemutihan pada line 1 memiliki urutan-urutan yang terdiri dari tahapan
berikut:
1. Tahap pemutihan (C+D), yaitu menggunakan Cl2 dan ClO2 yang berfungsi untuk mengikat
kandungan lingnin dan pulp.
2. Tahap ekstraksi (EOP), yaitu menggunakan NaOH, O2, H2O2 yang berfungsi untuk mengikat
zat-zat orgnik dan kandungan lignin dalam pulp serta mempertahankan ikatan sellulosa.
3. Tahap pemutihan kembali (D1 dan D2), yaitu menggunakan ClO2 yang berfungsi untuk
mengikat kandungan lignin dalam pulp.
Sedangkan pada line 2 memiliki tahapan sebagai berikut:
1. Tahap pemutihan D0, yaitu menggunakan ClO2 yang berfungsi untuk mengikat kandungan
lignin dan pulp.
2. Tahap extraksi (EOP), yaitu menggunakan NaOH, O2, HO2 yang berfungsi untuk mengikat
zat-zat organik dan kandungan lignin dalam pulp serta mempertahankan ikatan sellulosa.
3. Tahap pemutihan kembali (D1), yaitu menggunakan ClO2 yang berfungsi untuk mengikat
kandungan lignin dalam pulp.
C. Pembentukan lembaran pulp
Pulp yang telah diputihkan selanjutnya dikirim ke unit pulp machine (M/C)
yang mengenai masalah penyediaan pulp sheet (lembaran) dengan proses kerja sebagai
berikut:
1. Screening , merupakan tahap penyaringan dan membentuk serat yang lebih homogen tanpa
ada pengontor yang halus maupun kasar.
2. Dewatering, merupakan tahap pengurangan kadar air yang terdiri dari dua tahap yaitu DWP
dan HDP.
3. Drying, merupakan tahap pengeringan lembaran pulp dengan menggunakan steam atau uap
panas.
4. Pulp cutting dan Bale Handling merupakan tahap akhir proses pulp machine disini dilakukan
pemotongan dan pengemasan.
Tahap penyaringan (Sereening)
Screeing plant merupakan proses bleaching dan Dwatering machine yang
berfungsi sebagai penyaring kotoran-kotoran yang ada pada bubur serat (fiber). Stock yang
dihasilkan di screening plant disuplay ke Dwatering machine untuk di proses menjadi
lembaran pulp yang merupakan produk utama dari PT. LPPPI.
Bahan yang melalui proses pemutihan di bleaching di pompakan ke HDT dengan
konsistensi 10%. Selanjutnya bahan tersebut diencerkan dengan air pengencer dari filtrate
chest pada bagian dasar HDT menjadi 5%. Stock yang ada di HDT dipompakan ke stock
chest, setelah diencerkan menjadi 4% kemudian dilakukan penyaringan yang terdiri dari
protection screen atau combitrap. Pressure screen atau fine screen, penyaringan pada centry
cleaner, penyaringan pada satomi dan proses screening ini diakhiri dengan pengentakan pulp
yang bertujuan untuk meningkatkan konsistensi.
Tahap pengurangan kadar Air (Dewatering)
Dewatering plant adalah proses pengurangan kadar air dari bubur serat serta
proses pembuatan lembaran pulp . pulp cair diencerkan hingga konsentrasinya mencapai 1,2-
1,8% kemudian disemprotkan menggunakan headbox. Dari headbox disalurkan dengan
tekanan ke foarming board “DWP” untuk pembentukan foemesi lembaran pulp. Pada DWP
(Double Wire Press) terjadi proses pengurangan kadar air dengan menggunakan dua
lembaran kawat mesh (bottom dan top wire) dengan lebar 7,4 meter yang saling menekan dan
berputar berlawanan arah.
Kadar air yang berkurang pada proses pengeringan ini mencapai 30-35%. Proses
selanjutnya berlangsung di Heavy Duty Press (HDP 1 dan 2), dimana pengurangan air
dilakukan dengan cara penekanan dengan Main Press Roll dan artinya diserap oleh felt pada
bagian atas dan bawah HDP 1 sehingga akan terjadi lagi pengurangan kadar air sampai
dengan 20% pada akhir proses HDP 2, dan formasi lembaran pun semakin sempurna.
Tahap pengeringan akhir (Drying)
Proses pengeringan pulp dengan menggunakan udara panas yang di hembuskan
ke permukaan bagian atas dan bawah pulp, dimana Drying cabinet disini terdiri dari menara
kipas (fan section) dan tiap bagian mempunyai kipas sirkulasi (circulation fan), pipa yang
berisi uap pemanas (steam heated coil) dan blowbox, sehingga akan terjadi lagi pengurangan
kadar air sampai dengan 35-40%.
Tahap pemotongan (pulp cutting dan bale Handling)
Pulp yang keluar dari dryer kemudian masuk ke bagian cutter lay boy untuk
dipotong sesuai dengan ukuan standar yaitu 616 mm x 840 mm, kemudian ditampung
didalam lay boy untuk disusun menjadi Bale (pengepakan) di unit bale handling.
Ada babrapa urutan proses bale handling antara lain:
1. Scale, yaitu alat untuk menimbang pulp dalam 1 bale (250 AD Kg)
2. Balling press, yaitu alat untuk mengpres pulp dalam 1bale dari tinggi semula 80 cm menjadi
45-50 cm
3. Wrapper, yaitu alat untuk memberikan pembungkus
4. Tying, yaitu pengikat setelah bale pulp dibungkus. Tali pengikatnya adalah kawat diameter 2
mm
5. Stenciller, yaitu alat untuk membuat merk
6. Folder, yaitu alat untuk membungkus pulp
7. Stacker, yaitu alat untuk menumpuk bale pulp menjadi 4 bale
8. Unityer, yaitu alat untuk mengikat 8 bale pulp dengan kawat diameter 3 mm
Penyimpanan (Warehouse) dan Distribusi
Setelah pulp dijadikan dalam satu unit (8 bale), kemudian diangkat dengan
menggunakan forkilift untuk disimpan di gedung produksi (warehouse), untuk siap
dipanaskan.
Untuk menangani penyimpanan produk baik untuk pulp, tissue maupun produk
Chemical memiliki beberapa gudang baik gudang terbuka maupun gudang tertutup yang
dikelola dengan rapi dan penanganan yang cepat.
2.3 Pengolahan LimbahA. Limbah Cair
Pengolahan limbah cair dalam usaha mengatasi pencemaran terhadap lingkungan
berdasarkan kep 51/MENLH/10/1995 tentang buku Mutu limbah cair bagi Limbah Industri
dan keputusan Gubernur Jambi No: Kep.83 tahun 1996 tentang buku mutu lingkungan daerah
untuk Wilayah Propinsi Jambi.
Pengolahan dampak yang sudah berjalan, yaitu system IPAL dengan:
1. Primary treatment : bar screen,equalization tank, primary clarifier A & B, buffer and
distribution tank,colling tower.
2. Secondary treatment : aerated lagoon, secondary clarifier A & B
3. Sludge treatment and removal : thickner clafirier,sudge stiragetannk, belt filter prees
4. Pembuatan kolam ikan dan kebun percontohan sebagai control biologi.
Program pengelolahan Limbah cair yang telah dikembangkan :
1. Penambahan system IPAL dari kapasitas 50.000 m3/hari menjadi 75.000 m3/hari dengan
system “biological treatment”.
2. Perbaikan penampungan limbah untuk mengantisipasi keadaan darurat (emergency pond)
berkapasitas 12.000 m3 dengan lantai yang dikonkrit.
3. Pengontrolan rembesan air lindi kulit kayu ke lingkungan masyarakat dengan jalan
pemasangan pompa yang mengalirkan leachate tersebut ke pusat pengelolahan limbah cair.
4. Western natural lagoon berfungsi untuk pengolahan alami air limbah terolah tersebut
sebelum di alirkan kesungai
5. Eastern natural lagoon berfunsi untuk penampungan dan memonitor kualitas air hujan yang
berasal dari parit-parit hujan dalam pabrik.Aktivitas lain yang dikerjakan. Pengawasan rutin
terhadap limbah cair terolah dilaksanakan setiap hari dan dipantau lagi oleh pemerintah
propinsi jambi setiap tiga bilan sekali terhadap total buangan limbah cair terolah termasuk
juga di hulu dan hilir sungai.
B. Limbah Padat
Penanganan limbah padat di lingkungan internal PT. LPPPI telah dilaksanakan
secara sistematis dan terarah sesuai dengan komitmen yang telah dinyatakan oleh pimpinan
tertinggi perusahan.
Pengelolahan limbah padat yang telah dikembangkan dan sekaligus memberikan
nijai ekonomis tinggi adalah :
1. Penanganan dengan system penggunaan kembali (reused)
Potongan kayu dan kulit kayu digunakan sebagai bahan bakar di multifuel boiler,
sedangkan limbah padat dari hasil penyaringan akhir pembuatan pulp dijadikan lembaran
pulp kelas rendah yang digunakan sebagai bahan baku pembuatan tisuue.Sementara llimbah
padat berupa pasir bekas dapat digunakan sebagai bahan pembuatan batako yang dipakai
dalam lingkungan internal pabrik.demikian juga slude cake dari unitpengelolahan limbah cair
telah di jadikan uji coba sebagai pupuk kompos di HTI dan saat ini di laksanakan percobaan
secara insentif dari manfaat kompos tersebut.
2. Penanganan sistem landfill
Perlakuan limbahpadat lain yang berasal darisisa produksi seperti dregs, sceer
reject,ash,dan lumpur garam dilakukan dengan system penimbunandan system khusus untuk
menghindari terjadinya pencemaran terhadap lingkungan.
3. TPA (tempat pembuangan akhir) untuk limbah domestic
Limbah yang berasal darikantor dan rumah tangga dilakukan penimbunan pada
lokasi tertentuyang berlokasi jauh dari air masyarakat dengan ketinggian terlalu pula. Setelah
dua mingggulimbah tersebut di timbun dengan tanah setempat dengan ketebalan 15-20 cm.
4. Penanganan dengan system pembakaran
Limbah padat domestic seperti kayu palet bekas pembersihan oli bekas,bamboo,
kain lapdan serbuk gergaji bekas pembersihan oli dan grease dilakukan pembakaran secara
terus menerus sesuai dengan jadwal yang telah ditetapkan. Sisa abu pembakaran di timbun di
landfill.
5. Limbah padat yang dapat dijual
Limbah padat lainnya melalui proses penyrlrksi seperti drum bekas,besi, pipa-
pipa, batrei bekas, ban bekas dan lain-lain dapat di jual kembali dengan di tanganni oleh seksi
material.
C. Limbah Gas
Dalam usaha penanganan terjadi pencemaran udara oleh limbah gas yang di
hasilkan dari kegiatan yang berlangsung,PT.LPPPI telah melakukan pengontrolan dan
pemantauan secara berkelanjutan dan terus-menerus dengan melakukan perbaikan-perbaikan,
modifikasi dan penambahan alat-alat untuk mencapai baku mutu emisi buang yang telah
ditetapkan oleh pemerintah.
Usaha yang dilaksanakan adalah :
1. Optimatis efisiensi penangkapan debu oleh EP (elektostatic precipitator)dengan perawatan
secara cermat
2. Melakukan penambahan system scrubber di smelt dissolving tank.
3. Penambahan sistem scrubber pada stack cemical making
4. Melakukan perawatan EP scrubber sesuai dengan intruksi kerja
5. Membakar NCG di lime kiln
Aktifitas lin yang dikerjakan :
Pemantauan secara rutin terhadap gas emisi dalam lingkungan pabrik serta
pemantauan udara ambiet pada area dalam dan luar lingkungan pabrik.
Limbah bahan berbahaya dan beracun (B3)
Izin resmi dari bapedal melalui keputusan kepala bipedal nomor :
012/BAPEDAL/02/1999 tentang pemberian ijin penyimpanan limbah bahan berbahaya dan
beracun (Limbah B3) kepada PT.LPPPI dan gudang penyimpanan tersebut di rancang sesuai
dengan kep.No.01/BAPEDAL/09/1995 dengan tata cara dan persyaratan teknis
penyimpannan dan pengumpulan limbah B3. Symbol dan label limbah B3 di atur dalam
Kep.No.05/BAPEDAL/09/1995.
BAB III
PENUTUP
3.1 Kesimpulan
Bahan baku pembuatan pulp terdiri dari bahan baku primer dan sekunder. Bahan baku
primer, yaitu berupa kayu dan bukankayu. Sedangkan bahan baku sekunder yaitu berupa
komposisi kimia dari kayu, misalnya selulosa, hemiselulosa, lignin dan zat ekstrsktif.
Kualitas chip yang digunakan dalam proses pembuatan pulp merupakan faktor yang sangat
penting dalam pengoperasian di pabrik maupun kualitas chip yng dihasilkan.
Adapun proses pembuatan pulp yaitu, pemasakan, pencucian dan penyaringan, O2
delignifikasi, bleaching.
Dalam proses pembuatan pulp terdapat zat yang berpotensi mencemari lingkungan,
diantaranya adalah limbah cair, limbah gas dan limbah padat.
3.2 Saran
Dalam proses pembuatan pulp harus diperhatikan mengenai bahan baku, proses pembuatan
serta dampak dari proses tersebut. Dalam proses pembuatan pulp ini manghasilkan limbah
berupa limbah cair, limbah gas dan limbah padat. Diantar limbah tersebut terdapat limbah
yang dapat dimanfaatkan dan juga terdapat limbah yang merugikan.
DAFTAR PUSTAKA
Test Method 1 OFF 3. Visskositas Pullp dengan Metode CED.QP/TM/1-10.PT.LPPI
SCAN-C 15:99.Revised 2000.SCANDINAVIAN Pulp and Paper and Board Testing
Commite.
Tappi T230 Om-94
Tappi T254 Cm-85
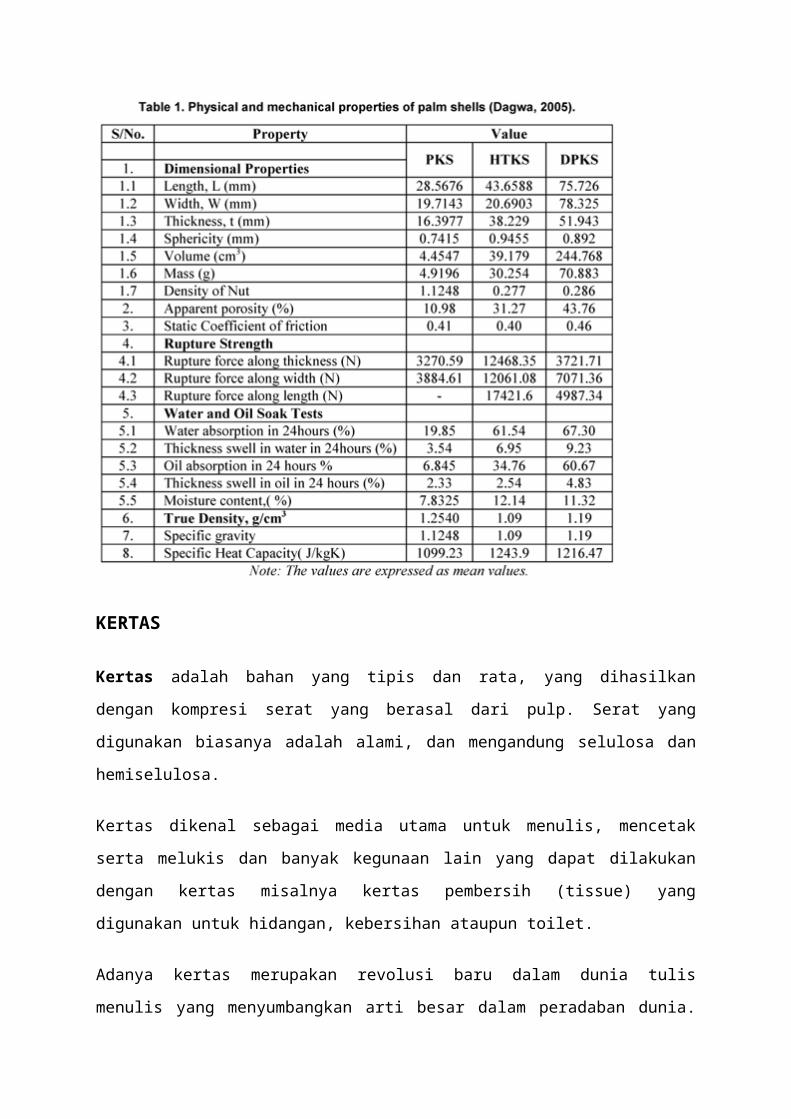
KERTAS
Kertas adalah bahan yang tipis dan rata, yang dihasilkan dengan kompresi serat yang berasal
dari pulp. Serat yang digunakan biasanya adalah alami, dan mengandung selulosa dan
hemiselulosa.
Kertas dikenal sebagai media utama untuk menulis, mencetak serta melukis dan banyak
kegunaan lain yang dapat dilakukan dengan kertas misalnya kertas pembersih (tissue) yang
digunakan untuk hidangan, kebersihan ataupun toilet.
Adanya kertas merupakan revolusi baru dalam dunia tulis menulis yang menyumbangkan arti
besar dalam peradaban dunia. Sebelum ditemukan kertas, bangsa-bangsa dahulu
menggunakan tablet dari tanah lempung yang dibakar. Hal ini bisa dijumpai dari peradaban
bangsa Sumeria, Prasasti dari batu, kayu, bambu, kulit atau tulang binatang, sutra, bahkan
daun lontar yang dirangkai seperti dijumpai pada naskah naskah Nusantara beberapa abad
lampau.
SEJARAH
Peradaban Mesir Kuno menyumbangkan papirus sebagai media tulis menulis. Penggunaan
papirus sebagai media tulis menulis ini digunakan pada peradaban Mesir Kuno pada masa
wangsa firaun kemudian menyebar ke seluruh Timur Tengah sampai Romawi di Laut Tengah
dan menyebar ke seantero Eropa, meskipun penggunaan papirus masih dirasakan sangat
mahal. Dari kata papirus (papyrus) itulah dikenal sebagai paper dalam bahasa Inggris, papier
dalam bahasa Belanda, bahasa Jerman, bahasa Perancis misalnya atau papel dalam bahasa
Spanyol yang berarti kertas.
Tercatat dalam sejarah adalah peradaban Cina yang menyumbangkan kertas bagi Dunia.
Adalah Tsai Lun yang menemukan kertas dari bahan bambu yang mudah didapat di seantero
China pada tahun 101 Masehi. Penemuan ini akhirnya menyebar ke Jepang dan Korea seiring
menyebarnya bangsa-bangsa China ke timur dan berkembangnya peradaban di kawasan itu
meskipun pada awalnya cara pembuatan kertas merupakan hal yang sangat rahasia.
Pada akhirnya, teknik pembuatan kertas tersebut jatuh ketangan orang-orang Arab pada masa
Abbasiyah terutama setelah kalahnya pasukan Dinasti Tang dalam Pertempuran Sungai Talas
pada tahun 751Baghdad maupun Samarkand dan kota-kota industri lainnya, kemudian
menyebar ke Italia dan India lalu Eropa khususnya setelah Perang Salib dan jatuhnya
Grenada dari bangsa Moor ke tangan orang-orang Spanyol Masehi dimana para tawanan-
tawanan perang mengajarkan cara pembuatan kertas kepada orang-orang Arab sehingga pada
zaman Abbasiyah, muncullah pusat-pusat industri kertas baik di serta ke seluruh dunia.
PEMBUATAN KERTAS
Di tahun 1799, seorang Prancis bernama Nicholas Louis Robert menemukan proses untuk
membuat lembaran-lembaran kertas dalam satu wire screen yang bergerak, dengan melalui
perbaikan-perbaikan alat ini kini dikenal sebagai mesin Fourdrinier. Penemuan mesin silinder
oleh John Dickinson di tahun 1809 telah menyebabkan meningkatnya penggunaan mesin
Fourdrinier dalam pembuatan kertas-kertas tipis. Tahun 1826, steam cylinder untuk pertama
kalinya digunakan dalam pengeringan dan pada tahun 1927 Amerika Serikat mulai
menggunakan mesin Fourdrinier.
Peningkatan produksi oleh mesin Fourdrinier dan mesin silinder telah menyebabkan
meningkatnya kebutuhan bahan baku kain bekas yang makin lama makin berkurang. Tahun
1814, Friedrich Gottlob Keller menemukan proses mekanik pembuatan pulp dari kayu, tapi
kualitas kertas yang dihasilkan masih rendah. Sekitar tahun 1853-1854, Charles Watt dan
Hugh Burgess mengembangkan pembuatan kertas dengan menggunakan proses soda. Tahun
1857, seorang kimiawan dari Amerika bernama Benjamin Chew Tilghman mendapatkan
British Patent untuk proses sulfit. Pulp yang dihasilkan dari proses sulfit ini bagus dan siap
diputihkan. Proses kraft dihasilkan dari eksperimen dasar oleh Carl Dahl pada tahun 1884 di
Danzig. Proses ini biasa disebut proses sulfat, karena Na2SO4 digunakan sebagai make-up
kimia untuk sisa larutan pemasak.
KERTAS LONTAR
Pada masa dahulu, media yang dipakai untuk kegiatan tulis-menulis di Jawa adalah daun
lontar (Borasus flabellifer) atau daun nipah (Nipa fruticans WURMB). Setelah muncul Kertas
Jawa atau Kertas DaluwangJawa, Madura dan Bali, dan dikawasan ini banyak dijumpai
naskah-naskah kuno yang menggunakan daun lontar sebagai alat tulis. Kualitas naskah yang
dihasilkan berbeda-beda tergantung pada mutu bahan, cara pengerjaan dan perawatannya.
serta kertas impor, penggunaan kertas ini ternyata tidak serta merta punah dan masih
dijumpai di beberapa tempat hingga Abad ke-20 di
Mengenai jenis daun lontar yang digunakan sebagai bahan tulis, seorang sejarahwan Belanda,
Van Der Molen menunjuk pada pendapat seorang ahli sejarah, Rumpius bahwa ada tiga jenis
daun lontar yakni Lontarus domestica, Lontarus silvestris dan Lontarus silvestris altera.
Lontarus domestica lebih banyak dipergunakan karena daunnya lebih lunak. Alat yang
digunakan adalah sejenis pisau yang ditorehkan (pisau pangot dalam bahasa Sunda) atau
kalam (pena) yang dicelupkan dengan tinta yang hitam pekat serta warnanya tidak luntur.
Sementara menurut Friederich, seorang pembantu Museum KBG dimasa Hindia Belanda
(kini Museum Nasional, Jakarta) yang dianggap seorang ahli tulisan kuno, huruf yang
digunakan adalah huruf Kawi dengan jenis Kawi-Kwadraat (aksara Kawi tegak) dan Kawi
curcief (aksara Kawi yang condong) seperti naskah yang ditemukan di lereng Gunung
Merbabu di Kedu, Jawa Tengah. Sebagai catatan, beebrapa sejarahwan juga mengklasifikasi
bahwa huruf Bali merupakan varian dari huruf Kawi seperti, huruf Sunda Kuno dan beberapa
variannya, yang juga dikatakan oleh seorang sejarahwan Belanda, Brandes.

PROSES PEMBUATAN KERTAS
Proses pembuatan kertas merupakan suatu proses pengolahan bubur serat ditambah dengan
zat-zat penolong (filler) untuk menambah kekuatan kertas, menjadi lembaran-lembaran kertas
yang diproses pada suatu alat yang disebut mesin kertas (paper machine).
Secara garis besarnya proses pembuatan kertas terdiri dari tiga tahapan:
1. Stock preparation (proses persiapan bahan baku). Pada bagian ini, bahan baku berupa
bubur kertas (pulp) dicampur dengan bahan penolong (filler) dan air sebelum masuk
ke mesin kertas (paper machine)
2. Forming (proses pembentukan). Proses ini sudah berada pada paper machine, dimana
bahan baku dari stock preparation dibentuk menjadi lembaran kertas dengan cara
menyebarkan bubur kertas secara merata pada paper machine.
3. Proses pembuangan air. Kertas yang telah dibentuk kemudian dikeringkan (kadar air
kira-kira 5%) sehingga menjadi lembaran kertas. Proses ini berada pada paper
machineKertas yang sering kita gunakan itu biasanya terbuat dari kayu yang diolah
dengan teknologi modern sehingga sampai ketangan kita. Untuk lebih mengenal
kertas yang kita gunakan mari kita pelajari proses pembuatan kertas.
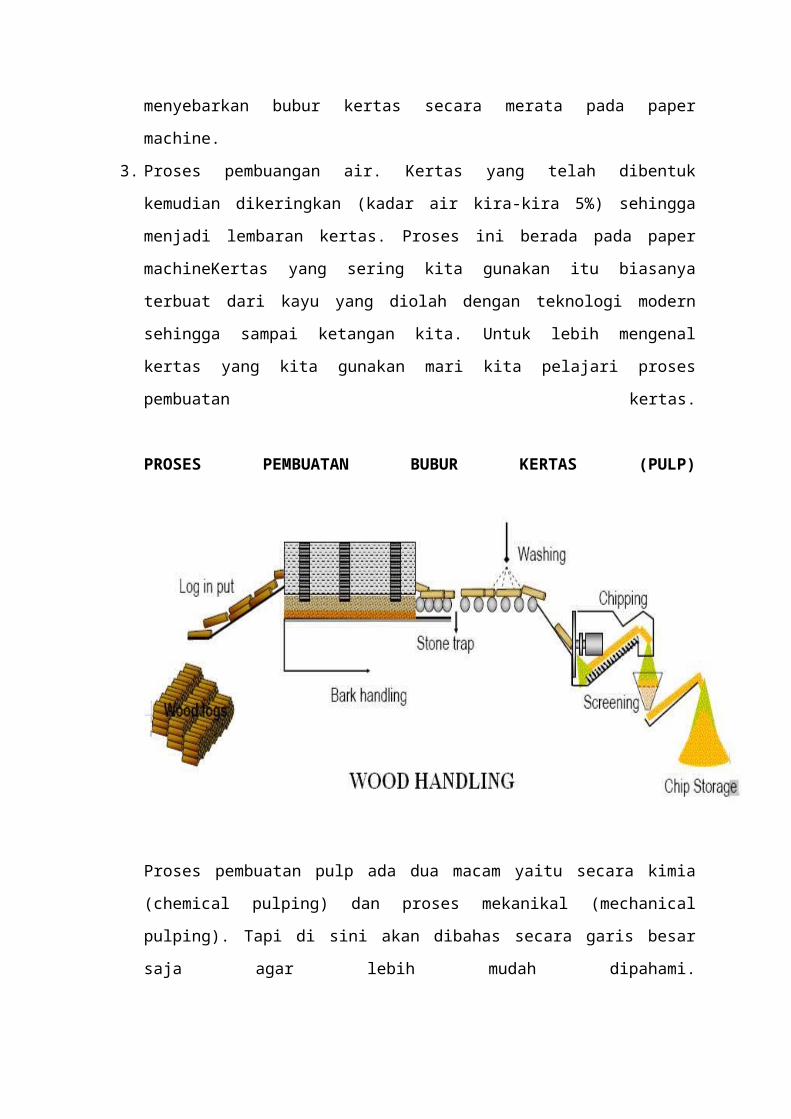
PROSES PEMBUATAN BUBUR KERTAS (PULP)
Proses pembuatan pulp ada dua macam yaitu secara kimia (chemical pulping) dan
proses mekanikal (mechanical pulping). Tapi di sini akan dibahas secara garis besar
saja agar lebih mudah dipahami.
Kertas yang sering kita gunakan itu terbuat umumnya terbuat dari kayu atau lebih
tepatnya dari serat kayu dicampur dengan bahan-bahan kimia sebagai pengisi dan
penguat kertas. Kayu yang digunakan di Indonesia umumnya jenis Akasia. Kayu jenis
ini berserat pendek sehingga kertas menjadi rapuh. Di mesin pembuat kertas (paper
machine), serat kayu ini dicampur dengan kayu yang berserat panjang contohnya
pohon pinus.
Proses pembuatan pulp dimulai dari penyediaan bahan baku, dengan cara mengambil
dari hutan tanam industri kemudian disimpan dengan tujuan untuk pelapukan dan
persediaan bahan baku. Kayu yang siap diolah ini disebut dengan Log. Kemudian log
di kupas kulitnya dengan alat yang berbentuk drum disebut Drum barker.
Setelah itu log melewati stone trap (alat yang berbentuk silinder berfungsi untuk
membuang batu yang menempel pada log), setelah itu log dicuci.
Log yang sudah bersih ini kemudian di iris menjadi potongan-potongan kecil yang di
sebut dengan chip. Chip kemudian dikirim ke penyaringan utama untuk memisahkan
chip yang bisa dipakai (ukuran standar 25x25x10mm) dengan yang tidak. Chip yang
standar disimpan ditempat penampungan.
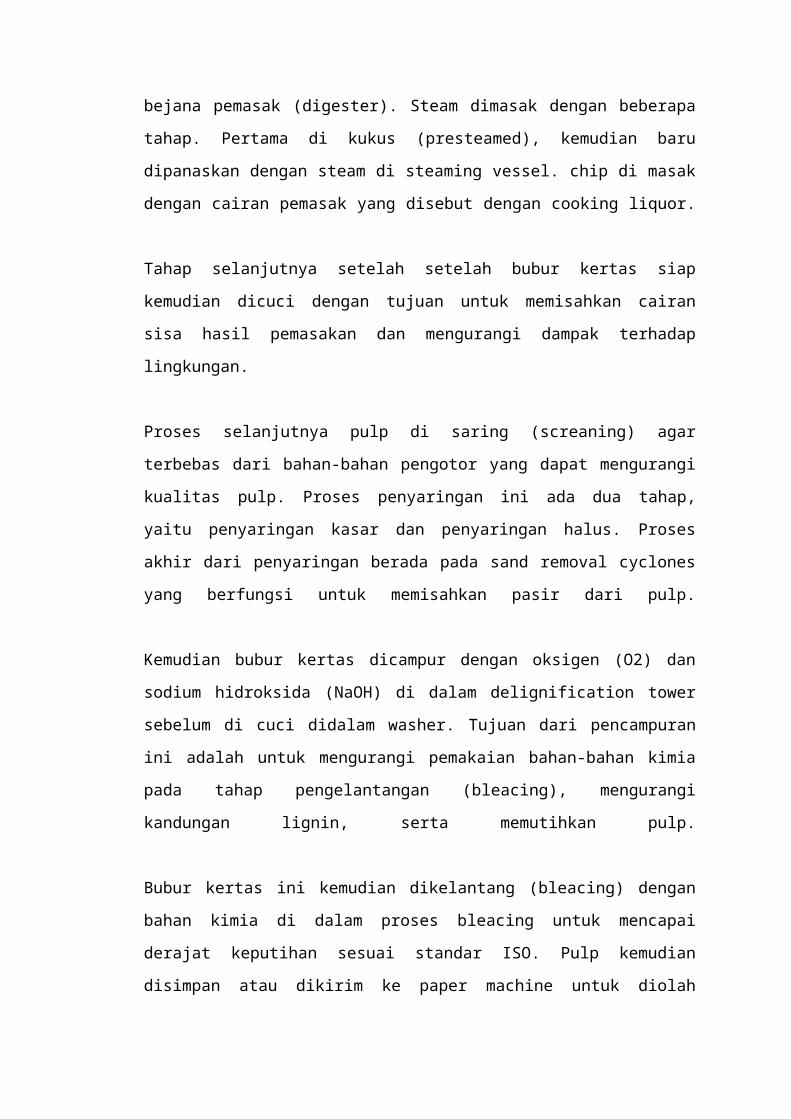
Dari tempat penampungan chip dibawa dengan konveyor ke bejana pemasak
(digester). Steam dimasak dengan beberapa tahap. Pertama di kukus (presteamed),
kemudian baru dipanaskan dengan steam di steaming vessel. chip di masak dengan
cairan pemasak yang disebut dengan cooking liquor.
Tahap selanjutnya setelah setelah bubur kertas siap kemudian dicuci dengan tujuan
untuk memisahkan cairan sisa hasil pemasakan dan mengurangi dampak terhadap
lingkungan.
Proses selanjutnya pulp di saring (screaning) agar terbebas dari bahan-bahan pengotor
yang dapat mengurangi kualitas pulp. Proses penyaringan ini ada dua tahap, yaitu
penyaringan kasar dan penyaringan halus. Proses akhir dari penyaringan berada pada
sand removal cyclones yang berfungsi untuk memisahkan pasir dari pulp.
Kemudian bubur kertas dicampur dengan oksigen (O2) dan sodium hidroksida
(NaOH) di dalam delignification tower sebelum di cuci didalam washer. Tujuan dari
pencampuran ini adalah untuk mengurangi pemakaian bahan-bahan kimia pada tahap
pengelantangan (bleacing), mengurangi kandungan lignin, serta memutihkan pulp.
Bubur kertas ini kemudian dikelantang (bleacing) dengan bahan kimia di dalam
proses bleacing untuk mencapai derajat keputihan sesuai standar ISO. Pulp kemudian
disimpan atau dikirim ke paper machine untuk diolah menjadi kertas.
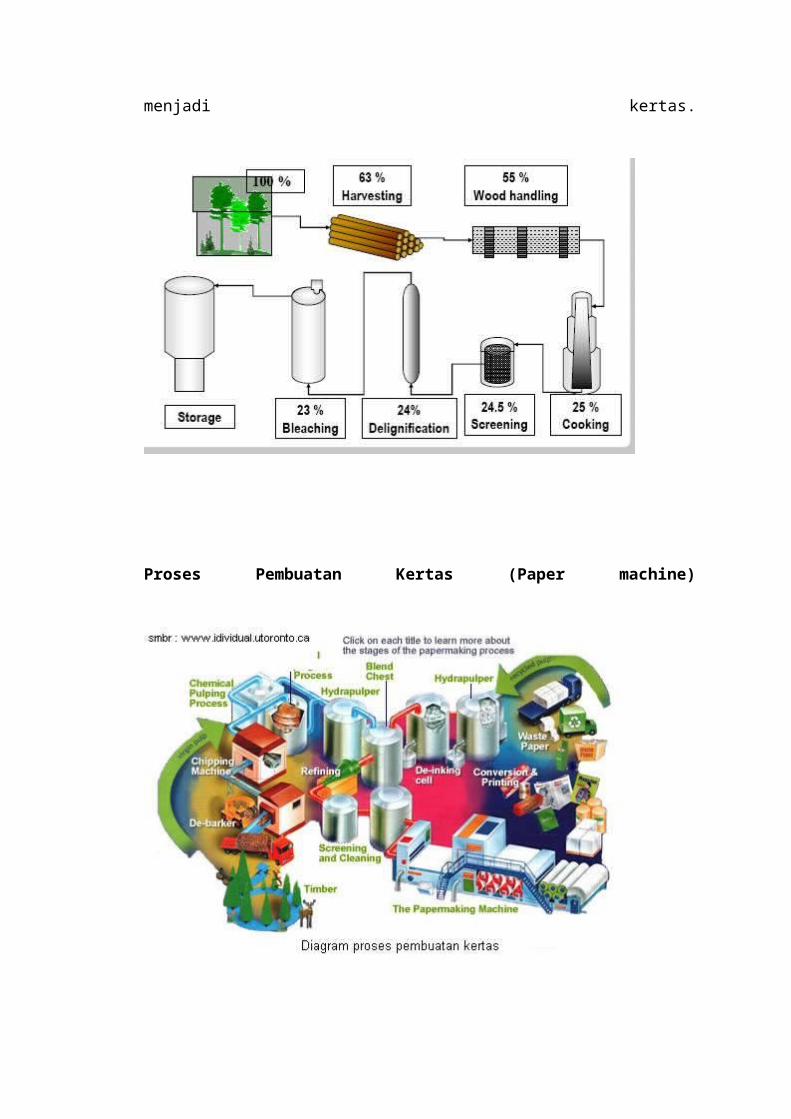
Proses Pembuatan Kertas (Paper machine)
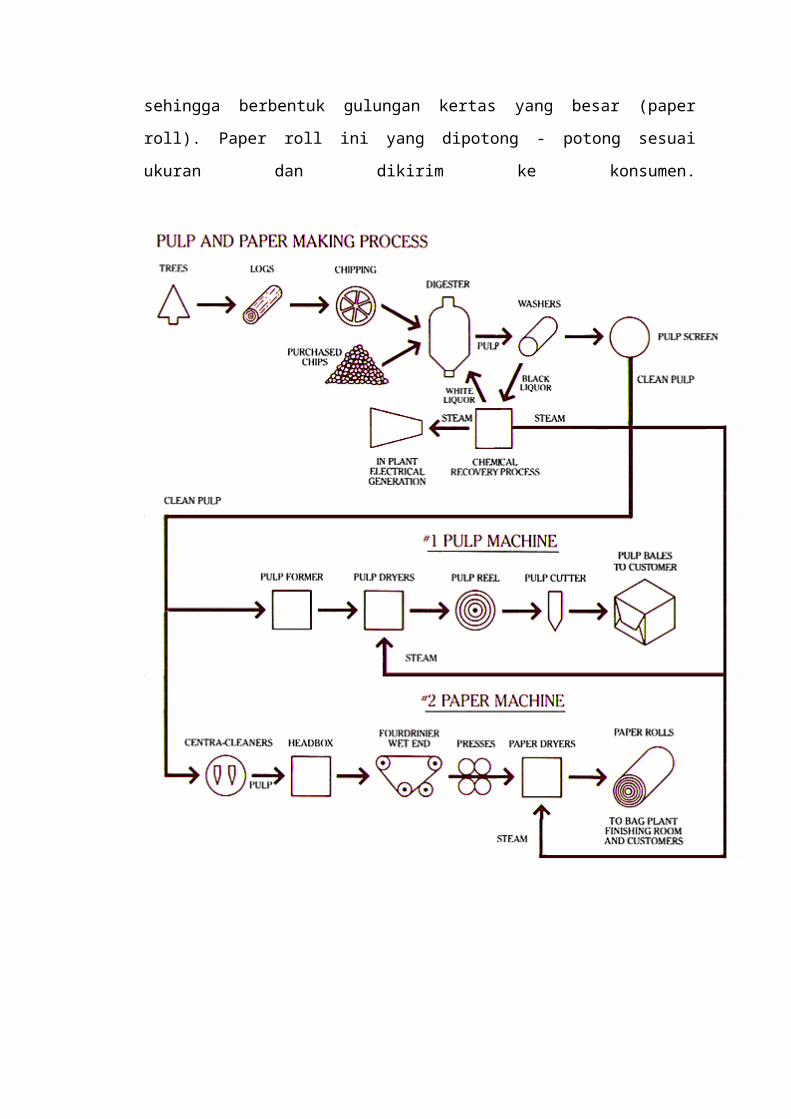
Sebelum masuk keareal paper machine pulp diolah dulu pada bagian stock
preparation. bagian ini berfung si untuk meramu bahan baku seperti: menambahkan
pewarna untuk kertas (dye), menambahkan zat retensi, menambahkan filler (untuk
mengisi pori - pori diantara serat kayu), dlln. Bahan yang keluar dari bagian ini di
sebut stock 9campuran pulp, bahan kimia dan air)
Dari stock preparation sebelum masuk ke headbox dibersihkan dulu dengan alat yang
disebut cleaner. Dari cleaner stock masuk ke headbox. headbox berfungsi untuk
membentuk lembaran kertas (membentuk formasi) diatas fourdinier table.
Fourdinier berfungsi untuk membuang air yang berada dalam stock (dewatering).
Hasil yang keluar disebut dengan web (kertas basah). Kadar padatnya sekitar 20 %.
Press part berfungsi untuk membuang air dari web sehingga kadar padatnya mencapai
50 %. Hasilnya masuk ke bagaian pengering (dryer). Cara kerja press part ini adalah.
Kertas masuk diantara dua roll yang berputar. Satu roll bagian atas di beri tekanan
sehingga air keluar dari web. Bagian ini dapat menghemat energi, karena kerja dryer
tidak terlalu berat (air sudah dibuang 30 %).
Dryer berfungsi untuk mengeringkan web sehingga kadar airnya mencapai 6 %.
Hasilnya digulung di pop reel sehingga berbentuk gulungan kertas yang besar (paper
roll). Paper roll ini yang dipotong - potong sesuai ukuran dan dikirim ke konsumen.
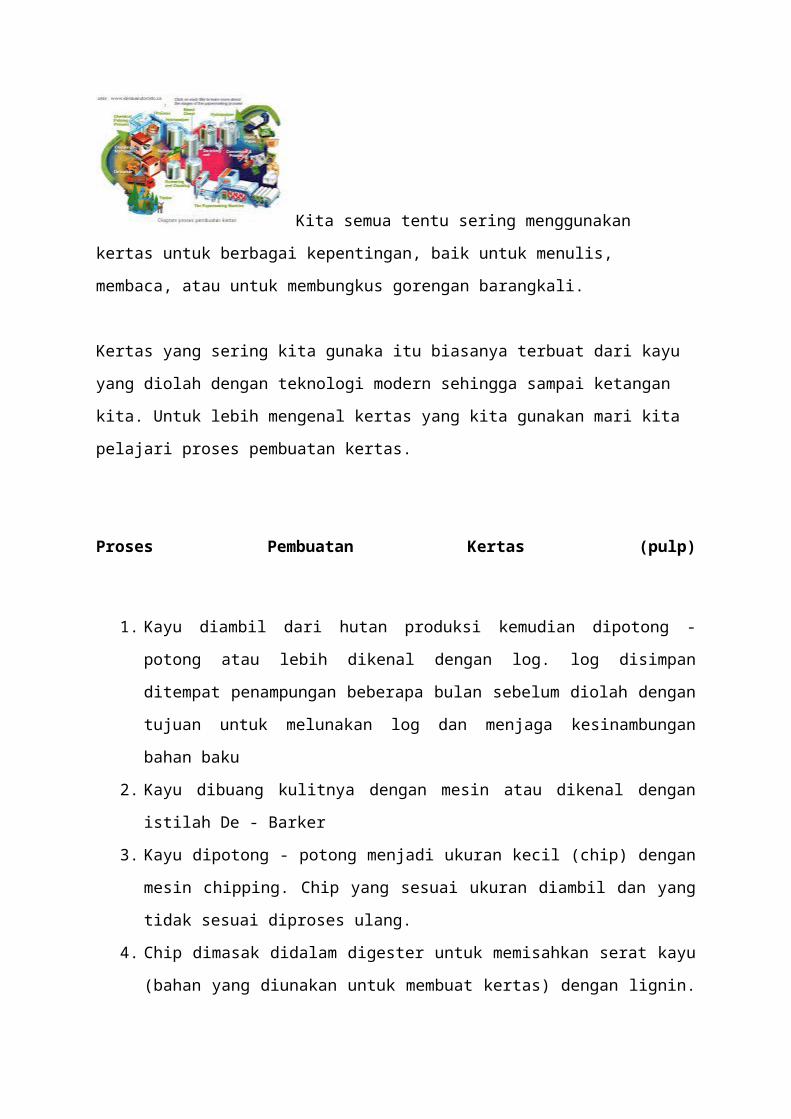
Kita semua tentu sering menggunakan kertas untuk berbagai
kepentingan, baik untuk menulis, membaca, atau untuk membungkus gorengan barangkali.
Kertas yang sering kita gunaka itu biasanya terbuat dari kayu yang diolah dengan teknologi
modern sehingga sampai ketangan kita. Untuk lebih mengenal kertas yang kita gunakan mari
kita pelajari proses pembuatan kertas.
Proses Pembuatan Kertas (pulp)
1. Kayu diambil dari hutan produksi kemudian dipotong - potong atau lebih dikenal
dengan log. log disimpan ditempat penampungan beberapa bulan sebelum diolah
dengan tujuan untuk melunakan log dan menjaga kesinambungan bahan baku
2. Kayu dibuang kulitnya dengan mesin atau dikenal dengan istilah De - Barker
3. Kayu dipotong - potong menjadi ukuran kecil (chip) dengan mesin chipping. Chip
yang sesuai ukuran diambil dan yang tidak sesuai diproses ulang.
4. Chip dimasak didalam digester untuk memisahkan serat kayu (bahan yang diunakan
untuk membuat kertas) dengan lignin. proses pemasakan ini ada dua macam yaitu
Chemical Pulping Process dan Mechanical pulping Process. Hasil dari digester ini
disebut pulp (bubur kertas). Pulp ini yang diolah menjadi kertas pada mesin kertas
(paper machine).
Proses Pembuatan Kertas (Paper machine)
Sebelum masuk keareal paper machine pulp diolah dulu pada bagian stock preparation.
bagian ini berfung si untuk meramu bahan baku seperti: menambahkan pewarna untuk kertas
(dye), menambahkan zat retensi, menambahkan filler (untuk mengisi pori - pori diantara serat
kayu), dlln. Bahan yang keluar dari bagian ini di sebut stock 9campuran pulp, bahan kimia
dan air)
Dari stock preparation sebelum masuk ke headbox dibersihkan
dulu dengan alat yang disebut cleaner. Dari cleaner stock masuk ke headbox. headbox
berfungsi untuk membentuk lembaran kertas (membentuk formasi) diatas fourdinier table.
Fourdinier berfungsi untuk membuang air yang berada dalam stock (dewatering). Hasil yang
keluar disebut dengan web (kertas basah). Kadar padatnya sekitar 20 %.
Press part berfungsi untuk membuang air dari web sehingga kadar padatnya mencapai 50 %.
Hasilnya masuk ke bagaian pengering (dryer). Cara kerja press part ini adalah. Kertas masuk
diantara dua roll yang berputar. Satu roll bagian atas di beri tekanan sehingga air keluar dari
web. Bagian ini dapat menghemat energi, karena kerja dryer tidak terlalu berat (air sudah
dibuang 30 %).
Dryer berfungsi untuk mengeringkan web sehingga kadar airnya mencapai 6 %. Hasilnya
digulung di pop reel sehingga berbentuk gulungan kertas yang besar (paper roll). Paper roll
ini yang dipotong - potong sesuai ukuran dan dikirim ke konsumen.
Saat ini, sampai 97% kertas dunia dan board diproduksi
dari pulp kayu, dan 85% pulp kayu ini berasal dari cemara, firs, dan pinuskonifer dan
tumbuhan berdaun jarum lainnya Dinding kayu dari kayukayu lunak yang lebih banyak
digunakan dalam produksi pulp memiliki 4045% berat sellulosa, 1525% berat hemiselulosa
dan 2630% berat lignin. Maksud dari proses produksi pulp adalah memisahkan serat kayu
tanpa merusaknya sehingga dapat dibuat menjadi lembaran kertas. Komponen lignin dalam
kayu harus dilunakkan dan dilarutkan ka dalam fiber kayu itu sendiri. Produksi pulp secara
komersial meiliki metode pelunakkan lignin dengan cara memanfaatkan perbedaan sifat fisik
dan kimia antara selulosa dengan lignin untuk memperoleh fiber. Pelunakkannya terjadi
sampai memiliki derajat lebih besar atau lebih kecil pada berbagai langkah yang dilakukan
selama proses.
Pulp yang mempertahankan sebagian besar lignin yang mengandung seratserat
kaku tidak akan dapat dijadikan kertas yang kuat. Dalam hal ini, warna dan kekuatan kertas
tersebut akan berkurang dengan cepat. Hal ini dapat diperbaiki dengan mengambil sebagian
besar atau keseluruhan dari lignin yang akan diproses dengan menggunakan larutan berbagai
zat kimia. Pulp seperti ini dikenal dengan nama pulp kimia. Sedangkan proses pelunakan
lignin yang lain yaitu dengan memberi tekanan pada kayu pada batu asah grindstone akan
memproduksi pulp mekanik. Pada proses ini, panas dihasilkan untuk mengurangi gesekan
antara komponen dalam kayu sehingga fiber terpisah dari lignin dengan sedikit kerusakan.
Selain pulp mekanik dan pulp kimia ada lagi jenis pulp yang lain yang diklasifikasikan
berdasarkan proses pembuatannya yaitu pulp semikimia dan pulp kimiamekanik.
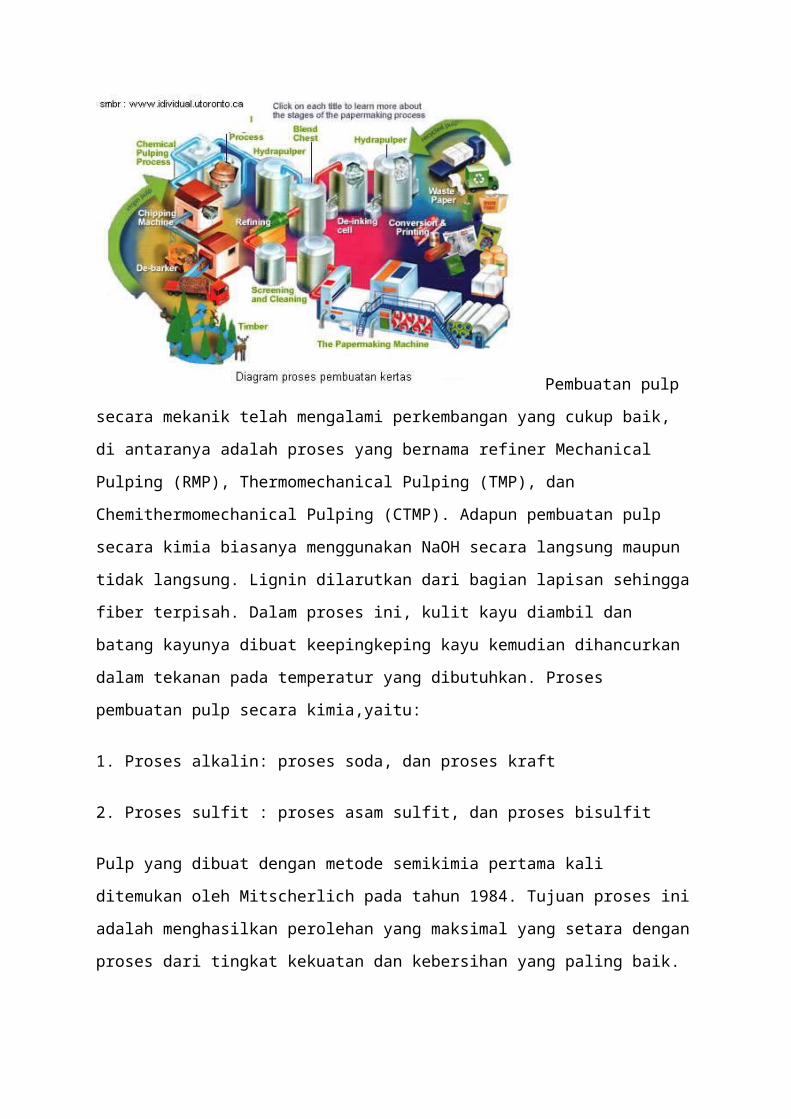
Pembuatan pulp secara
mekanik telah mengalami perkembangan yang cukup baik, di antaranya adalah proses yang
bernama refiner Mechanical Pulping (RMP), Thermomechanical Pulping (TMP), dan
Chemithermomechanical Pulping (CTMP). Adapun pembuatan pulp secara kimia biasanya
menggunakan NaOH secara langsung maupun tidak langsung. Lignin dilarutkan dari bagian
lapisan sehingga fiber terpisah. Dalam proses ini, kulit kayu diambil dan batang kayunya
dibuat keepingkeping kayu kemudian dihancurkan dalam tekanan pada temperatur yang
dibutuhkan. Proses pembuatan pulp secara kimia,yaitu:
1. Proses alkalin: proses soda, dan proses kraft
2. Proses sulfit : proses asam sulfit, dan proses bisulfit
Pulp yang dibuat dengan metode semikimia pertama kali ditemukan oleh Mitscherlich pada
tahun 1984. Tujuan proses ini adalah menghasilkan perolehan yang maksimal yang setara
dengan proses dari tingkat kekuatan dan kebersihan yang paling baik.
Adapun tahap-tahap yang dilakukan dalam proses ini adalah:
1. Menggunakan larutan kimia untuk menghancurkan dan mencerna kayu. Larutan kimia
yang biasa digunakan adalah NaOH, Na2CO3, Na2SO4. Dalam proses ini, sebagian
besar hemiselulosa harus sudah tercerna
1. Menghancurkan bahan secara mekanik, Salah satu proses terkenal pembuatan pulp
secara semikimia adalah proses Neutral Sulfite Semichemical (NSCC). Proses
pencernaan kayu merupakan proses yang memiliki arti yang sangat penting. Proses ini
diatur sedemikian rupa dengan kondisi terbaik mulai dari temperature, tekanan, dan
larutan kimia.
Tujuan utama dari pencernaan ini adalah:
1. Menghasilkan pulp masak yang baik, yang bebas dari bagian bebas selulosa dan
hemiselulosa
2. Mencapai hasil maksimum dari perolehan hasil dengan kualitas yang baik.
3. Menjamin persediaan pulp yang konstan Setelah mengalami proses penghancuran,
selanjutnya pulp akan mengalami proses penggelantangan. Warna pulp sangat
bergantung pada jenis kayu asal, cara proses, dan komponen tambahan yang terdapat
dalam kayu. Selulosa dan hemiselulosa sudah berwarna putih dan tidak berkontribusi
pada warna pulp, sedangkan lignin sangat berperan besar dalam memberikan warna
pada pulp.
Pada dasarnya, terdapat dua tipe penggelantangan yang biasa dilakukan pada pulp. Kedua
metode ini adalah:
1. Memodifikasi secara kimia senyawa kromoforic pada kayu dengan menggunakan
reaksi oksidasi atau oksidasi
2. Menyempurnakan proses delignifikasi dan membuang beberapa senyawa karbohidrat
lain Proses bleaching pada produksi pulp secara kimia dan mekanik berbeda.
Proses Pembuatan kertas Pulp akan dilewatkan pada berbagai unit proses dan operasi, diolah
secara kimia maupun mekanik, ditambahkan berbagai zat additive kemudian masuk ke dalam
mesing pembuat kertas khusus.
Beating dan pemurnian adalah proses awal yang digunakan untuk memperbaiki kekuatan dan
sifat fisik dari kertas yang diinginkan, dan untuk mempengaruhi tingkah laku kertas selama
berada dalam tahap proses pembentukan lembaran dan pengeringan tujuan proses ini adalah
juga untuk menambah luas permukaan fiber dan pelarutan. Selain itu, proses ini juga dapat
menambah fleksibilitas fiber sehingga bahan fiber menjadi relative mudah untuk dideformasi
plastic dalam mesin kertas. Kualitas keluaran unit beater ini bergantung pada kualitas
penghancurannya. Fiber untuk kertas biasanya keras dan elastic dan biasanya fiber akan
berubah menjadi lunak jika dimasukkan ke dalam mesin kertas tanpe melalui proses beating
ini.
Sizing adalah proses untuk menjadikan bahan fiber menjadi kertas dan lebih tahan rusak dari
berbagai cairan, khususnya air. Damar adalah bahan terbanyak yang digunakan sebagai zat
pembantu proses ini, selain itu, dapat digunakan juga bahan seperti pati, lem, kasein, resin
sintetis, dan turunanturunan selulosa lainnya. Behan-bahan ini ditambahkan secara langsung
ke dalam beater beater yang sedang memproses fiber, atau ditambahkan saat fiber sudah
menjadi lembaran kertas kering untuk membuat permukaan tahan cairan.
Beberapa proses yang terkenal dalam proses pembuatan kertas, yaitu:
1. Fourdrinier Mesin Fourdrinier pertama kali ditemukan pada tahun 1804 oleh Henry
dan Sealy
Fourdrinier. Pada proses ini, kertas dibuat dengan mengendapkan suspensi fiber yang sangat
larut dari suspense cairan pembawanya. Hampir 95% air dibuang pada proses ini. Saat itu,
masing-masing fiber akan bersilangan satu sama lain secara acak.
1. Silinder Mesin silinder atau dikenal dengan proses mesin tong pertama kali
dikembangkan oleh John Dickinson dari Inggris pada tahun 1809. Manfaat mesin ini
adalah dalam manufaktur kertas dus, yaitu sejumlah unit silinder dapat disusun
sehingga lapisan fiber dari setiap silinder dapat diendapkan dan seluruh lembaran itu
dapat dikombinasikan untuk membuat dus. Ketebalan diatur dan dibatasi dengan
jumlah silinder yang digunakan.
2. Twin wire Metode ini digunakan untuk membuat kertas dan kertas dus. Kertas
dibentuk di antara dua penyaring. Dan air dikeluarkan dari bahan dengan
memodifikasi tekanan dan bahkan sampai tercapai keadaan vakum.
3. Pemerasan dan pengeringan Setelah meninggalkan mesin pembuat kertas di atas,
kertas yang berupa lembaran yang masih mengandung 7590% air diumpankan kepada
unit untuk diperas kemudian dikeringkan dengan rol pemanas dengan steam sampai
tersisa kelembaban sebesar 410%.
Sifat Fisik kertas:
1. Direksi kertas. Arah (direksi) kertas menentukan beberapa sifat fisik kertas yang lain.
Arah ini
2. bergantung pada orientasi urat fiber selam dalam proses pembuatan
3. Basis Massa Basis Massa adalah ukuran massa dalam gram per meter kuadrat. Sifat
fisik ini
4. ditentukan oleh standar TAPPI T 410.
5. Ketebalan Maksud ketebalan di sini adalah ketebalan satu lembar kertas yang diukur
dalam kondisi spesifik TAPPI T 410 dan biasanya dinyatakan dalam mikron
6. Kuat tarik Kuat tarik adalah gaya per lebar unit lembaran kertas yang dibutuhkan
untuk
7. menghasilkan kerusakan pada kertas tersebut pada kondisi spesifik
8. Bidang potong Bidang potong ini dinyatakan dalam persentasi elongasi per lebar.
Bidang potong akan memiliki nilai terbesar dalam arah silang.
9. Bursting Strength Bursting Strength adalah tekanan hidrostatik yang dibutuhkan
untuk memutuskan bahan saat berada dalam kondisi spesifik.
10. Tearing Strength Tearing Strength adalah gaya ratarata
11. yang dibutuhkan untuk menyobek sebuah lembaran kertas dalam kondisi spesifik
12. Tingkat kekakuan Kekakuan yang dimaksud adalah tahanan ikatan yang diukur oleh
gaya yang dibuthkan untuk memberikan pembelokan. Tingkat kekakuan bervariasi
bergantung pada ketebalan kertas.
13. Daya tahan lipat Daya tahan lipat merupakan jumlah lipatan maksimum yang masih
dapat ditahan kertas sampai terjadinya kerusakan berdasarkan kondisi spesifik TAPPI
T 410
Macammacam produk kertas Secara garis besar, kertas dibagi menjadi 2 kategori, yaitu
1. kertas asli yang biasanya dibuat dari kertas tergelantang, dan digunakan untuk
menulis, sebagai buku besar, buku dan cover.
2. Kertas kasar (coarst), dibuat dari kertas tak tergelantang (tidak mengalami proses
bleaching dari pulp kayu lunak dan biasanya digunakan untuk kemasan makanan.
Macammacam tipe kertas:
1. Kertas kraft Biasanya digunakan untuk tas, karton berombak, juga untuk kemasan
makanan
2. Kertas tergelantang Biasanya digunakan untuk dibuat tas kecil, amplop, kertas lilin,
label, dan bahan laminating
3. Kertas Greaseproof Biasanya digunakan untuk fatty foods
4. Kertas Glassine Merupakan kertas yang tahan minyak.Biasanya digunakan untuk tas,
kotak dan kemasan makanan berminyak
5. Perkamen sayur Kertas ini tidak beracun dan memiliki kekuatan tahan basah dan
minyak. Biasanya digunakan untuk kemasan makanan basah dan berminyak
6. Kertas tissue Kertas ini memiliki sifat lembut, dan semitransparan.
7. Dalam proses pembuatan kertas, benang-benang selulosa dipisahkan terlebih dahulu
hingga menjadi bubur kertas. Berikut ini langkah-langkahnya;
8. 1. Kayu dirajang menjadi serpih sebesar kotak korek api, kemudian dimasukkan ke
dalam tangki raksasa yang disebut pencerna.
9. Di dalam alat ini kayu diberi tekanan dan panas. Beberapa jam kemudian kayu
berubah menjadi bahan lunak seperti kapas. Inilah yang disebut bubur kertas atau
pulp.
10.
11. Jalinan selulosa yang padat menjadi kertas.
12. 2. Setelah keluar dari pencerna, bubur kertas dicampur air. Bubur dengan kadar air
90% ini kemudian dilewatkan pada mesin yang disebut kotak kepala.
13. 3. Kotak kepala membentangkan bubur kertas yang berair itu di atas sebuah ayakan
bergerak yang disebut kawat. Sewaktu gilingan menekan bubur kertas ke kawat,
sekitar 98% airnya terperas keluar.
14. 4. Serangkaian gilingan lain kemudian mengeluarkan hampir seluruh sisa air dari
kertas yang mengering itu. Kini hanya tinggal sedikit sekali molekul air yang ada.
15. 5. Kertas yang baru saja terbentuk dilewatkan pada silinder tambahan yang
dipanaskan dari dalam. Nah silinder ini akan mengeluarkan air lagi dari kertas yang
berjalan.
16. 6. Serat selulosa kini telah menjadi jalinan yang saling terkait. Gelendong besar yang
disebut penggulung mengumpulkan kertas menjadi gulungan raksasa.
17. Gulungan ini kemudian dipotong menjadi gulungan-gulungan kecil atau lembaran dan
dikirim ke luar dari pabrik.
Pengujian Kekuatan Tarik berdasarkan SII 043-81 (Saenah, 2002)
Alat pengukur kekuatan tarik terdiri atas 4 bagian utama yaitu celah penjepit pulp, motor
penggerak, bagian bergerak penarik pulp, dan pembaca skala. Langkah-langkah uji kekuatan
pulp adalah sebagai berikut:
1. Alat yang terdiri dari bagian bergerak yang berfungsi sebagai bahan penarik pulp dan
bagian statis disiapkan pada posisi masing-masing, lalu motor penggerak dihidupkan.
Bagian penarik dikunci dengan pengait agar tidak bergerak.
2. Pulp yang diukur dipotong 10 x 5 cm lalu direntangkan diantara kedua celah penjepit
di bagian statis dan bagian penarik. Sekrup pada masing penjepit dirapatkan.
3. Penjepit dilepas sehingga bagian penarik mulai bergerak menarik pulp, skala yang
terbaca pada bagian penarik tepat saat pulp terputus akubat tarikan yang menunjukkan
nilai kekuatan tarik pulp.
Setelah proses pengujian dilakukan, diperoleh angka-angka yang berasal dari pembacaan alat.
Selanjutnya angka tersebut di masukkan ke dalam rumus guna mengetahui kekuatan tarik
kertasnya. Berikut rumusnya:
Kuat tarik (N/m) = Pembacaan alat (N) / lebar sampel (m)
Pengujian Kekuatan Sobek SII 0435-81 (Saenah, 2002)
Nama alat yang digunakan adalah elmendorf Tearing Tester yang terdiri dari 4 bagian utama
yaitu celah penjepit pulp, pisau pengiris, bandul penyobek, dan skala penunjuk. Langkah-
langkah uji kekuatan sobek pulp adalah sebagai berikut:
1. Pulp yang akan diuji terlebih dahulu dipotong dengan ukuran 10 cm x 5 cm sebanyak
dua lembar.
2. Kedua lembar pulp dipasang pada celah, lalu celah dirapatkan dengan memutar
sekrup agar lembaran pulp tidak bergerak akibat perlakuan mekanis.
3. Bandul penyobek dipasang pada penyangganya dan siap diayunkan, sementara jarum
penunjuk skala pengukuran dipasang pada angka nol.
4. Pisau pengiris pulp disiapkan pada posisinya, lalu kedua lembaran pulp diiris dengan
satu gerakan cepat, kemudian pisau dikembalikan pada posisi semula.
5. Penyangga bandul penyobek dilepas sehingga bandul berayun satu kali dan segera
ditangkap untuk menghasilkan ayunan berikutnya. Bandul hanya boleh berayun satu
kali saja untuk menghindari berubahnya posisi jarum penunjuk skala yang terbuka
pada ayunan pertama.
6. 16 7. BAB II 8. TINJAUAN PUSTAKA 9. 2.1. Kertas 10. 2.1.1. Pengertian Kertas 11. Kertas adalah barang yang berwujud lembaran-lembaran tipis. Yang dihasilkan dengan
kompresi serat yang berasal dari pulp yang telah mengalami pengerjaan pengeringan, ditambah beberapa bahan tambahan yang saling menempel dan saling menjalin, serat yang digunakan biasanya berupa serat alam yang mengandung selulosa dan hemiselulosa.
12. Kertas dibuat untuk memenuhi kebutuhan hidup yang sangat beragam.Kertas dikenal sebagai media utama untuk menulis, mencetak serta melukis dan banyak kegunaan lain yang dapat dilakukan dengan kertas misalnya kertas pembersih (tissue) yang digunakan untuk hidangan, kebersihan ataupun toilet.
13. Secara umum kertas dibedakan menjadi dua golongan, yaitu kertas budaya dan kertas industri. Yang termasuk kertas budaya adalah kertas-kertas cetak dan kertas tulis, diantaranya adalah kertas kitab, buku, Koran dan kertas amplop. Sedangkan yang termasuk kertas industri adalah kertas kantong kertas minyak, pembungkus buah-buahan, kertas bangunan, kertas isolasi elektris, karton dan pembungkus sayur-sayuran.
14. Adanya kertas merupakan revolusi baru dalam dunia tulis menulis yang menyumbangkan arti besar dalam peradaban dunia. Sebelum ditemukan kertas, bangsa-bangsa dahulu menggunakan tablet dari tanah lempung yang dibakar. Hal ini bisa dijumpai dari peradaban bangsa Sumeria, Prasasti dari batu, kayu, bambu, kulit
15. Universitas Sumatera Utara 17

16. atau tulang binatang, sutra, bahkan daun lontar yang dirangkai seperti dijumpai pada naskah-naskah Nusantara beberapa abad lampau.
17. 2.1.2 Proses Pembuatan Kertas 18. Proses pembuatan kertas dapat dilakukan dengan mengubah bahan baku serat menjadi
pulp, dan kertas. Urutan proses pembuatannya adalah : Persiapan bahan baku, pembuatan pulp (secara kimia, semikimia, dan mekanik), pemutihan (bleaching), pengambilan kembali bahan kimia, pengeringan pulp dan pembuatan kertas. Proses yang membutuhkan energi paling tinggi adalah proses pembuatan pulp dan proses pengeringan kertas (Kasdim, 2008).
19. Proses pembuatan kertas melalui dua tahap pengolahan. Tahap pertama yaitu pengolahan barang setengah jadi, yakni proses sejak dari penghancuran kayu hingga menjadi bubur kayu (pulp). Tahap kedua adalah pembuatan barang jadi yakni proses pengolahan bubur kayu (pulp) menjadi kertas siap pakai (Kasdim,2008).
20. 2.2.3 Pengertian Pulp 21. Pulp adalah hasil pemisahan serat dari bahan baku berserat (kayu maupun non kayu)
melalui berbagai proses pembuatannya ( mekanis, semikimia, kimia). Pulp terdiri dari serat - serat (selulosa dan hemiselulosa) sebagai bahan baku kertas. Proses pembuatan pulp di antaranya dilakukan dengan proses mekanis, kimia, dan semikimia.
22. Prinsip pembuatan pulp secara mekanis yakni dengan pengikisan dengan menggunakan alat seperti gerinda. Proses mekanis yang biasa dikenal di antaranya PGW (Pine Groundwood), SGW (Semi Groundwood). Proses semi kimia merupakan kombinasi antara mekanis dan kimia. Yang termasuk ke dalam proses ini di antaranya CTMP (Chemi Thermo Mechanical Pulping) dengan memanfaatkan suhu untuk mendegradasi lignin sehingga diperoleh pulp yang memiliki rendemen yang lebih rendah dengan kualitas yang lebih baik daripada pulp dengan proses mekanis.
23. Proses pembuatan pulp dengan proses kimia dikenal dengan sebutan proses kraft. Disebut kraft karena pulp yang dihasilkan dari proses ini memiliki kekuatan lebih tinggi daripada proses mekanis dan semikimia, akan tetapi rendemen yang dihasilkan lebih kecil di antara keduanya karena komponen yang terdegradasi lebih banyak (lignin, ekstraktif, dan mineral) (Sugesty, 1998).
24. Universitas Sumatera Utara 18
25.26. 2.1.4 Metode Pembuatan Pulp 27.28. Pulping adalah proses pemisahan serat selulosa dari bahan pencampur (lignin &
pentosan), pelepasan bentuk bulk menjadi serat atau kumpulan serat kumpulan serat.Lignin harus dihilangkan karena dapat membuat kertas mengalami degradasi kertas.
29. Metode pembuatan pulp ada dua macam yaitu metode kimia (chemical pulping) dan metode mekanikal (mechanical pulping). Tapi di sini akan dibahas secara garis besar saja agar lebih mudah dipahami. Proses pembuatan pulp ada 3 jenis :
30. 1. Metode mekanis (groundwood) 31. - pemisahan serat secara mekanis
32. - kekuatan dan derajat putih kertas tidak diutamakan
33. - cocok untuk kertas koran, tisu
34. - konversi 95 % 35.36. 2. Metode kimia 37. - pemisahan selulosa dengan bahan kimia bahan pemisah :
38. a. basa (proses soda & proses kraft)
39. b. asam (proses sulfit, proses magnetik, proses netral sulfit) 40.41. · dasar pemilihan proses : 42. - bahan baku yang digunakan sifat pulp
43. - kekuatan dan derajat putih kertas diutamakan
44. - cocok untuk kertas tulis (HVS)
45. - konversi 65-85 % 46.47. 3. Metode semi kimia 48. - Metode campuran antara kimia-pelunakan dengan larutan sulfit ,sulfat atau soda &
mekanis untuk pemisahan serat
49. - jenis metode : metode soda dingin dan metode chemi groundwood
50. - konversi : 85 ––95 % 51.52. Universitas Sumatera Utara 19
53.54. 2.1.5 Macam-macam tipe kertas menurut Rebri Atnam adalah sebagai berikut: 55.56. 1. Kertas kraft, biasanya digunakan untuk tas, karton berombak, juga untuk kemasan
makanan
57. 2. Kertas Greaseproof , biasanya digunakan untuk fatty foods
58. 3. Kertas tergelantang, biasanya digunakan untuk dibuat tas kecil, amplop, kertas lilin, label, dan bahan laminating
59. 4. Perkamen sayur Kertas ini tidak beracun dan memiliki kekuatan tahan basah dan minyak. Biasanya digunakan untuk kemasan makanan basah dan berminyak
60. 5. Kertas tissue Kertas ini memiliki sifat lembut, dan semitransparan
61. 6. Kertas Glassine merupakan kertas yang tahan minyak.Biasanya digunakan untuk tas, kotak dan kemasan makanan berminyak.
62.63. Dalam penelitian ini kertas yang diperoleh yaitu jenis kertas kraft, dan adapun penjelasan
tentang kertas kraft dapat dilihat dibawah ini : 64. 2.1.5.1 Kertas Kraft 65. Kertas Kraft adalah salah satu bahan yang digunakan untuk pembuatan jenis Amplop
gelembung. Kraft kertas adalah digunakan untuk membuat Amplop karena kekuatan tarik tinggi sebagai dibandingkan dengan kertas biasa. Karena kekuatan tarik tinggi dapat menahan dengan di bawah beban yang besar sehingga memungkinkan untuk pak barang-barang berat di dalamnya. Warna Kertas kraft adalah tergantung pada pengolahan, warna Putih diperoleh oleh pemutihan dan warna coklat diperoleh dengan proses Un-pemutihan. Para bahan baku adalah digunakan untuk membuat kertas Kraft biasanya kayu lunak, dengan melakukan prosedur yang panjang pengolahan kayu lunak ini diubah menjadi kertas Kraft berguna. Kertas kraft memiliki sifat fisik seperti ketahanan sobek yang beragam, elastisitas yang baik.
66. Kertas kraft, arti harfiahnya adalah kertas kuat, mempunyai 3 kegunaan utama: 67. - Kertas bungkus (wrapping) seperti untuk bungkus kertas plano, kertas bungkus nasi dll.
68. - Kantong (bag/sack) seperti kantong belanja atau “shopping bag”, 69.70. Universitas Sumatera Utara 20
71.72. - Karung (shipping sack) seperti karung atau kantong semen, dan Berbagai fungsi
“converting”. 73.74. Gramatur berkisar antara 50-134 gsm. Pulp kertas yang dipakai bisa melalui proses
pemutihan atau “bleaching” atau tidak. Bila tidak diputihkan maka berwarna coklat. 75. (Rebry Atnam, 2007) 76. 2.1.6 Kualitas Kertas 77.78. Jenis kertas yang dipasarkan umumnya terbagi menjadi 3 (tiga) bagian utama, yaitu : 79. 1. Kertas berdasarkan jenis serat, kertas jenis ini terbagi menjadi 2 (dua) yaitu : 80. a. Kertas mengandung kayu, dengan ciri-ciri : 81.82. – Tidak tahan disimpan lama 83. – Mudah berubah warna jika terkena matahari contoh : koran, HHI 84. b. Kertas bebas kayu, dengan ciri-ciri : – terdiri dari serat kimia – tahan disimpan lama
contoh : HVS, HVO 85.86. 2. Kertas berdasarkan pekerjaan akhir (Finishing), yaitu : 87. a. Kertas coated, dengan ciri-ciri : 88.89. - Terdiri dari kertas dasae dan lapisan kapur dengan bahan perekat 90. - Permukaannya halus dan mengkilap (gloss) 91. - Daya serap terhadap minyak lemah contoh : art paper, kunsdruk b. kertas uncoated,
dengan ciri-ciri : 92. - Tidak diberi lapisan kapur 93. - Permukaan kertas kasar tapi bisa juga dihaluskan 94. b. Daya serap terhadap minyak kuat contoh : koran,HHI, HVS, HVO 3. kertas
berdasarkan penggunaannya, yaitu :
95. a. Kertas cetak, seperti HVO, koran, art paper
96. b. Kertas tulis, seperti HVS, kertas gambar
97. c. Kertas bungkus, seperti cassing, kertas sampul, kertas Samson
98. d. Kertas khusus, seperti kertas uang, kertas sigaret, kertas tisue. 99.100. Universitas Sumatera Utara 21
101. 3. Kertas berdasarkan permukaannya : 102. a. Kertas yang permukaannya kasar yaitu : kertas roti, kertas daur ulang, kertas
merang, kertas krep, dan lain-lain
103. b. Kertas yang permukaannya licin : kertas film, art paper, kertas minyak, dan lain-lain.
104.105. (Http://arisudaryatno.blogspot.com/Pengertian Kertas) 106. 2.1.7 Kertas Industri 107.108. Kertas industri merupakan kelompok jenis kertas yang berhubungan dengan
proses produksi di berbagai industri, baik yang dipergunakan sebagai salah satu bahan baku pada proses produksi atau digunakan sebagai bahan pendukung proses di industri, misalnya untuk keperluan pengemasan produk. Jenis kertas yang termasuk kedalam kelompok ini diantaranya adalah kertas lainer yang digunakan sebagai pelapis pada karton gelompang; kertas medium sebagai bagian bergelombang pada karton gelombang; kertas pembungkus (wrapping paper), kertas kantong semen (sack kraft paper), karton dupleks bersalut (coated duplex board), kertas payung atau samson kraft, berbagai jenis kertas tisu, dan masih banyak lagi yang lainnya.
109. 2.1.8 Kertas Budaya 110.111. Kertas budaya adalah jenis-jenis kertas yang berhubungan dengan pelaksanaan
kebudayaan manusia, misalnya untuk keperluan tulis dan cetak. Adakalanya kelompok
jenis kertas ini dikenal dengan nama kertas tulis-cetak (printing and writing papers).
Kertas-kertas yang termasuk ke dalam kelompok ini diantaranya adalah kertas HVS atau
kertas tulis, kertas HVO atau kertas cetak, kertas koran, kertas fotokopi, kertas duplicator,
kertas majalah, kertas bible atau kertas corona, kertas buku tulis sekolah, kulit buku tulid,
kertas ijazah dan masih banyak lagi. Kelompok jenis kertas ini pada dasarnya
dipergunakan untuk berbagai urusan tulis-menulis dan percetakan dalam rangka
penyimpanan informasi (arsip) atau penyebaran informasi.