its undergraduate 14566 paperpdf
DESCRIPTION
okkTRANSCRIPT
BAB I
PENDAHULUAN
1.1 Latar Belakang
Dewasa ini permintaan minyak bumi semakin meningkat sehingga
berbagai perusahaan minyak berupaya meningkatkan hasil produksinya. Salah
satunya adalah PT. Pertamina EP Region Jawa Area Cepu yang merupakan
perusahaan di bidang eksplorasi dan eksploitasi minyak dan gas bumi.
Wilayah PT. Pertamina EP terbagi atas dua Distrik yaitu Distrik I meliputi
wilayah Kawengan dan Wonocolo dan Distrik II yang meliputi wilayah
Ledok, Nglobo, Banyuasin, dan Semanggi. Pada tiap Distrik terdapat sistem
penampungan produksi. Sistem penampungan merupakan suatu sistem yang
berkaitan dengan kegiatan menampung gross oil yang telah dieksploitasi.
Gross oil yang telah dipompa pertama kali dialirkan ke tempat penampungan
sementara yaitu Stasiun Pengumpul (SP) kemudian dialirkan lagi ke Stasiun
Pengumpul Utama (SPU) sebelum dialirkan ke Pusat Penampungan Produksi
(PPP) Menggung yang terletak di kecamatan Cepu.
Pusat Penampungan Produksi (PPP) merupakan tangki penyimpanan
minyak akhir di kawasan Cepu sebelum dibawa ke kilang minyak. Sifat crude
oil yang mudah terbakar memerlukan perhatian dan biaya yang tinggi pada
tangki karena bila terjadi kegagalan akan menyebabkan hilang atau
berkurangnya kapasitas pemuatan minyak dan dapat membahayakan
keselamatan umum serta merusak lingkungan. Oleh karena itu tangki-tangki
tersebut diperlukan pemeliharaan untuk menjamin berlangsungnya suatu
operasi sehingga kegagalan seperti kebocoran akibat korosi dan design yang
tidak sesuai dapat diminimalkan. Korosi merupakan proses alam yang tidak
dapat dicegah tetapi dengan teknologi anti korosi dapat dikendalikan sehingga
kerugian yang timbul akibat korosi dapat dikurangi (Bushman,1994).
Tangki penyimpanan PPP mempunyai resiko tinggi jika terjadi
kebocoran karena terdapat 6 buah dengan ketinggian rata-rata 11meter serta
lokasi yang dekat dengan penduduk sehingga mengakibatkan kebakaran dan
kerusakan lingkungan dimana bahan yang disimpan mudah menyala dan
bertekanan. Hal ini pernah terjadi kebakaran di tangki SPU dengan ukuran
yang lebih kecil dari tangki PPP pada tahun 2008 yang terletak di Ledok,
Distrik II. Dalam kejadian tersebut tidak ada korban luka maupun korban jiwa
tetapi kerugian diperkirakan lebih dari dua juta dolar Amerika, penduduk
sekitar lokasi harus dievakuasi, dan sekolah-sekolah di wilayah tersebut
ditutup selama dua hari. Oleh karena itu perlu adanya program inspeksi pada
tangki penyimpanan minyak tersebut sesuai dengan tingkat resikonya.
Penentuan kegiatan inspeksi yang tepat akan dapat mendukung
kelancaran proses produksi dan dapat menurunkan resiko dari potensi bahaya
pada tangki penyimpanan. PT. Pertamina EP sudah melakukan salah satu
upaya untuk mencegah suatu kegagalan dari tangki penyimpanan tersebut.
Namun upaya yang dilakukan oleh devisi HSE khususnya tim inspeksi belum
menyertakan analisa resiko dan hanya menggunakan perkiraan dalam
penentuan kegiatan inspeksinya. Sehingga tingkat resiko yang dimiliki tangki
tersebut tidak diketahui, yang berguna untuk rencana inspeksi.
Berdasarkan uraian di atas maka perlu dilakukan sebuah kajian
terhadap perencanaan aktifitas inspeksi pada tangki penyimpanan crude oil
dengan menggunakan metode RBI (Risk Based Inspection) dimana jika
diterapkan dapat berfungsi untuk memprediksi terjadinya kegagalan. RBI
adalah suatu metode dengan menggunakan analisis resiko peralatan sebagai
dasar untuk memprioritaskan perencanaan manajemen program inspeksi.
Metode ini memberikan kemampuan untuk mengalokasikan sumber daya
inspeksi dan perawatan yang lebih untuk peralatan yang berisiko tinggi dan
penghematan pemakaian sumber daya tersebut untuk peralatan dengan resiko
rendah. Sehingga dengan metode tersebut bisa dibuat program inspeksi
berdasarkan tingkat resiko yang terjadi pada tangki penyimpanan PPP
Menggung. Metode ini pernah dilakukan oleh Azwar Manaf dengan obyek
pipeline dan Nida Akmaliati dengan obyek ammonia storage tank. Sebelum
memasuki metode RBI dilakukan identifikasi bahaya pada system
penampungan dengan menggunakan FMEA yang sesuai untuk single-point
failure seperti pada PPP. Metode ini mampu mengidentifikasi setiap
komponen untuk mengetahui model kegagalan serta efeknya yang kemudian
dirangking komponen mana yang paling besar kegagalannya untuk dilakukan
analisa menggunakan RBI.
1.2 Rumusan Masalah
1. Bagaimana tingkat resiko (risk level) pada crude oil storage tank dengan
menggunakan metode RBI.
2. Berapakah nilai resiko pada crude oil storage tank.
3. Bagaimana perencanaan inspeksi pada crude oil storage tank.
1.3 Tujuan Penelitian
1. Mengidentifikasi tingkat resiko pada crude oil storage tank dengan metode
RBI.
2. Mengidentifikasi nilai resiko dari crude oil storage tank.
3. Melakukan perencanaan inspeksi yang harus dilakukan berdasarkan tingkat
resiko dan metode RBI.
1.4 Manfaat Penelitian
1. Meningkatkan pemahaman penulis terhadap storage tank sehingga dapat
mengetahui potensi bahaya dan frekuensi (waktu) dalam melakukan
inspeksi sebagai upaya preventif.
2. Sebagai bahan masukan bagi perusahaan untuk menentukan prioritas
pelaksanaan inspeksi sebagai sarana untuk meminimalkan dampak
kegagalan, sekaligus berfungsi untuk penghematan waktu, biaya dan tenaga
dalam melakukan aktifitas inspeksi.
1.5 Ruang Lingkup
1. Peralatan yang di analisa berupa Storage Tank yang merupakan peralatan
statis.
2. Berpedoman pada Code API RBI Recommended Practice 581
3. Berpedoman pada Code API RBI Recommended Practice 653
4. Penelitian yang di lakukan merupakan Crude Oil Storage Tank T-936 di
PPP Menggung PT. Pertamina EP.
BAB II
TINJAUAN PUSTAKA
2.1 Penelitian Sebelumnya
1. Azwar Manaf
Telah ada penelitian sebelumnya yang dilakukan oleh Azwar
Manaf, lulusan Universitas Indonesia pada tahun 2006. Pada
penelitiannya diambil sample bahan pipa diameter 24 inchi yang
sampelnya diambil dari potongan pipeline yang telah diuji dengan
menggunakan metoda Risk Based Inspection (RBI) ternyata pipa tersebut
termasuk ke dalam kelompok pipeline dengan beberapa segmen ranking
paling kritis diantara pipa-pipa lainnya. Maka disimpulkan metode
inspeksinya adalah pengujian ultrasonik dan uji visual dengan selang
waktu setiap 12 bulan.
2. Nida Akmaliati
Mahasiswa lulusan ITS tahun 2007 ini juga menggunakan metode
RBI dalam penelitian rencana jadwal inspeksi untuk ammonia storage
tank. Hasil dari penelitiannya tersebut disimpulkan bahwa menurut
metode RBI program inspeksi yang harus dilakukan adalah 3 tahun
sekali.
Dari kedua penelitian tersebut menghasilkan rencana inspeksi yang
berbeda sesuai dengan peralatan dan materialnya. Untuk penelitian ini
mengambil obyek storage tank yang menyimpan crude oil.
2.2 Tinjauan Risk Based Inspection (RBI)
Risk Based Inspection (API 581,2002) adalah suatu perencanaan
inspeksi yang berbasis pada analisis resiko peralatan. Analisis resiko
dibutuhkan untuk mengidentifikasi skenario kecelakaan yang disebabkan oleh
kegagalan peralatan, mekanisme penurunan kualitas (degradation) suatu
material /peralatan, peluang terjadinya likelihood of failure (LoF) yang
berpotensi menurunkan kinerja peralatan, menilai konsekuensi consequence of
failure (CoF) yang mungkin timbul, menetapkan resiko dan menyusun
tingkatan serta kategori resiko (risk ranking and categorization).
Penerapan Risk Based Inspection secara benar dan konsisten telah
terbukti mampu meningkatkan safety peralatan pabrik yang pada akhirnya
meningkatkan keandalan peralatan pabrik dengan cara meminimalkan resiko
Menurut API Recommended Practice 580, Risk Based Inspection
adalah Risk Assessment dan manajemen proses yang terfokus pada kegagalan
peralatan karena kerusakan material. Dengan RBI, dapat dibuat inspection
program berdasarkan risk yang terjadi. Risk Based Inspection (RBI) adalah
metode untuk menentukan rencana inspeksi (equipment mana saja yang perlu di
inspeksi, kapan diinspeksi, dan metode inspeksi apa yang sesuai) berdasarkan
resiko kegagalan suatu peralatan.
Definisi RBI menurut API 581 adalah suatu metode untuk
menggunakan risiko sebagai dasar memeringkatkan dan mengelola aktifitas-
aktifitas di dalam sebuah program inspeksi. Metode RBI menyediakan dasar
untuk mengelola resiko dengan menyediakan informasi pengambilan keputusan
atas frekuensi inspeksi, tingkat kedetilan, dan tipe metode NDT (Non
Destructive Test) yang di pakai. RBI memberikan kemampuan untuk
mengalokasikan sumber daya inspeksi dan perawatan yang lebih besar untuk
peralatan yang berisiko tinggi dan penghematan pemakaian sumber daya
tersebut untuk peralatan dengan risiko rendah.
Konsep RBI API 581 mempertimbangkan risiko yang bersumber dari
hal-hal sebagai berikut :
1. Resiko terhadap personel di dalam lokasi pabrik (on-site risk to
employee)
2. Resiko terhadap masyarakat di sekitar lokasi pabrik (off-site risk to
community)
3. Resiko finansial (business interruption risk)
4. Resiko kerusakan lingkungan (environmental damage risk)
Jenis resiko tersebut dalam konsep RBI API 581 di kombinasikan ke
dalam faktor-faktor yang menghasilkan keputusan mengenai kapan, di bagian
mana dari peralatan dan bagaimana inspeksi di lakukan. Manfaat pelaksanaan
RBI yaitu tercapainya program inspeksi yang lebih terarah sehingga menambah
waktu operasi peralatan (berkurangnya waktu unplanned shutdown akibat
kegagalan peralatan) dan secara jangka panjang meningkatkan efisiensi
perusahaan.
Namun demikian ada hal-hal yang berkontribusi terhadap risiko suatu
peralatan yang tidak dapat dikurangi oleh aktifitas inspeksi. Faktor-faktor
tersebut paling tidak meliputi hal-hal berikut (API 581,2002):
1. Kesalahan manusia
2. Bencana alam
3. Peristiwa eksternal (misal, tumbukan dengan benda jatuh)
4. Efek sekunder dari unit yang berdekatan
5. Tindakan yang disengaja seperti sabotase
6. Keterbatasan yang di miliki oleh metode inspeksi itu sendiri
7. Kesalahan desain
8. Mekanisme kerusakan yang tidak diketahui
Metode RBI API 581 mendefinisikan empat konsekuensi kegagalan
yaitu konsekuensi kebakaran (flammable consequence), konsekuensi racun
(toxic consequence), konsekuensi lingkungan (environmental risk), dan
konsekuensi financial (business interruption consequence)
Dokumen API 581 secara spesifik ditujukan untuk aplikasi RBI di
industri hidrokarbon dan kimia. Metode RBI API 581 juga membatasi peralatan
yang masuk ke dalam jangkauan RBI API P 580 pada peralatan-peralatan
bertekanan dan tidak bergerak atau komponen bertekanan dan tidak bergerak
dari sebuah rotating equipment. Selengkapnya peralatan yang termasuk ke
dalam jangkauan RBI adalah sebagai berikut :
1. Bejana tekan : semua peralatan yang mewadahi tekanan
2. perpipaan proses: pipa dan komponen pipa
3. Tangki penyimpanan: atmospheric dan pressurized
4. Rotating Equipment: komponen bertekanan
5. Boiler dan Heater: komponen bertekanan
6. Penukar kalor
7. Pressure Relief Devices
2.2.1 Keuntungan RBI
1. Merupakan suatu alat yang memiliki kekuatan untuk mengatur
banyak elemen penting dari proses plant
2. Membantu mengatur untuk mereview keselamatan dan integrated
cost
3. RBI secara sistematika mengurangi kemungkinan kegagalan dengan
membuat pengawasan sumber daya dengan lebih baik
4. RBI adalah suatu alat untuk memperbaiki keadaan dari plant
2.3 Failure Mode Effect and Analysis (FMEA)
FMEA adalah sekumpulan aktivitas yang di harapkan dapat mengenali
dan mengevaluasi potential failure dari sebuah produk atau proses dan
dampaknya. Selain itu juga diharapkan mampu mengidentifikasi tindakan yang
dapat mengeliminasi atau mengurangi kemungkinan terjadinya potential
failure. Tujuan umum dari FMEA (Modarres,1999) adalah sebagai berikut :
1. Mengidentifikasi failure mode dan meringkatkan sesuai dengan
effect pada product performance, selanjutnya menetapkan
prioritas sistem untuk perbaikan
2. Mengidentifikasi design actions untuk mengeliminasi potensi
failure mode atau mengurangi occurance pada masing-masing
kegagalan
3. Sebagai dokumen yang melatar belakangi perubahan design
produk dengan melengkapi ragam reference untuk analisis,
mengevaluasi perubahan design dan mengembangkan
perbaikan design
FMEA ini memiliki kegunaan, diantaranya :
1. Ketika di perlukan tindakan preventive atau pencegahan
sebelum masalah terjadi
2. Ketika ingin mengetahui atau mendata alat deteksi yang ada
jika terjadi kegagalan
3. Pemakaian proses baru
4. Perubahan atau penggantian komponen peralatan
5. Pemindahan komponen atau proses kearah baru
2.3.1 Risk Priority Number (RPN)
RPN merupakan perkalian matematis dari keseriusan efek
(severity), kemungkinan terjadi cause akan menimbulkan kegagalan
yang berhubungan dengan efek (occurance) dan kemampuan untuk
mendeteksi kegagalan sebelum terjadi pelanggaran (detection). Dalam
bentuk persamaan (Modarres,1999) :
RPN = Severity rating X Frequence rating X Probability of detection
rating
2.3.2 Severity
Severity menunjukkan nilai keseriusan masalah yang timbul
pada proses setempat, proses selanjutnya dan end user, adapun nilai-
nilai yang menggambarkan severity bisa diinterprestasikan sebagai
berikut :
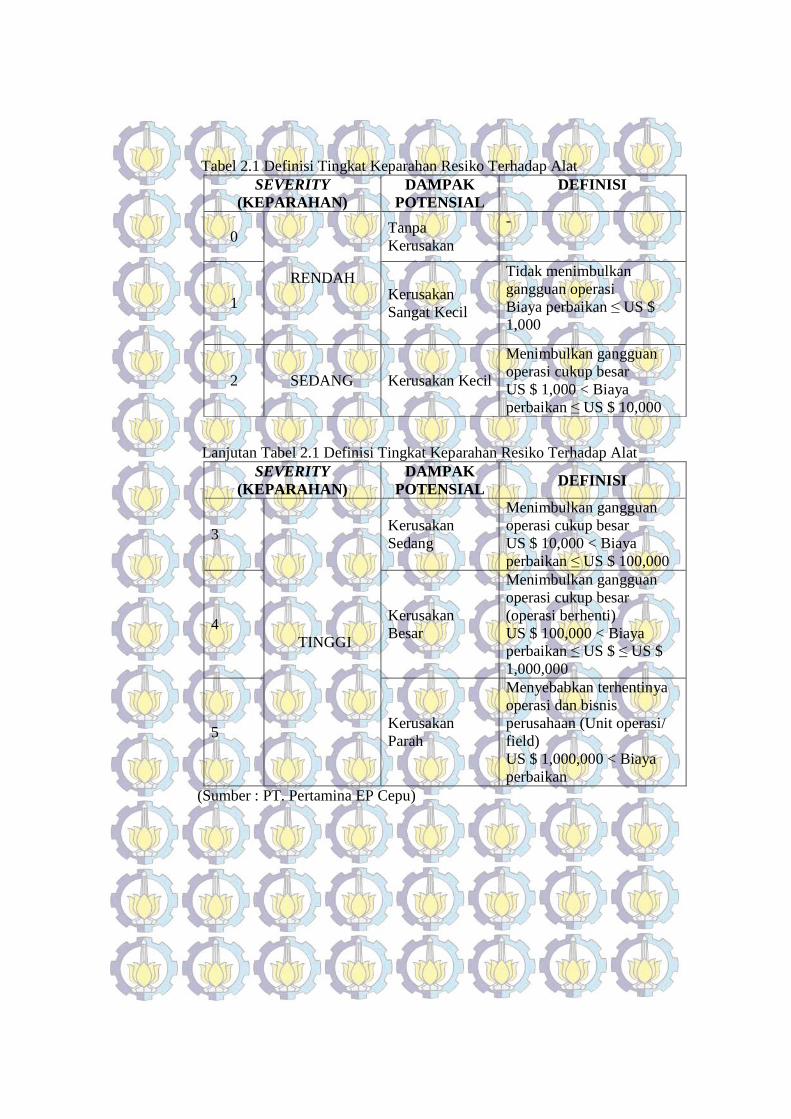
Tabel 2.1 Definisi Tingkat Keparahan Resiko Terhadap Alat SEVERITY
(KEPARAHAN) DAMPAK
POTENSIAL DEFINISI
0
RENDAH
Tanpa Kerusakan
-
1 Kerusakan Sangat Kecil
Tidak menimbulkan gangguan operasi Biaya perbaikan ≤ US $ 1,000
2 SEDANG Kerusakan Kecil
Menimbulkan gangguan operasi cukup besar US $ 1,000 < Biaya perbaikan ≤ US $ 10,000
Lanjutan Tabel 2.1 Definisi Tingkat Keparahan Resiko Terhadap Alat SEVERITY
(KEPARAHAN) DAMPAK
POTENSIAL DEFINISI
3
TINGGI
Kerusakan Sedang
Menimbulkan gangguan operasi cukup besar US $ 10,000 < Biaya perbaikan ≤ US $ 100,000
4 Kerusakan Besar
Menimbulkan gangguan operasi cukup besar (operasi berhenti) US $ 100,000 < Biaya perbaikan ≤ US $ ≤ US $ 1,000,000
5 Kerusakan Parah
Menyebabkan terhentinya operasi dan bisnis perusahaan (Unit operasi/ field) US $ 1,000,000 < Biaya perbaikan
(Sumber : PT. Pertamina EP Cepu)
SEVERITY (KEPARAHAN)
DAMPAK POTENSIAL
POTENSI
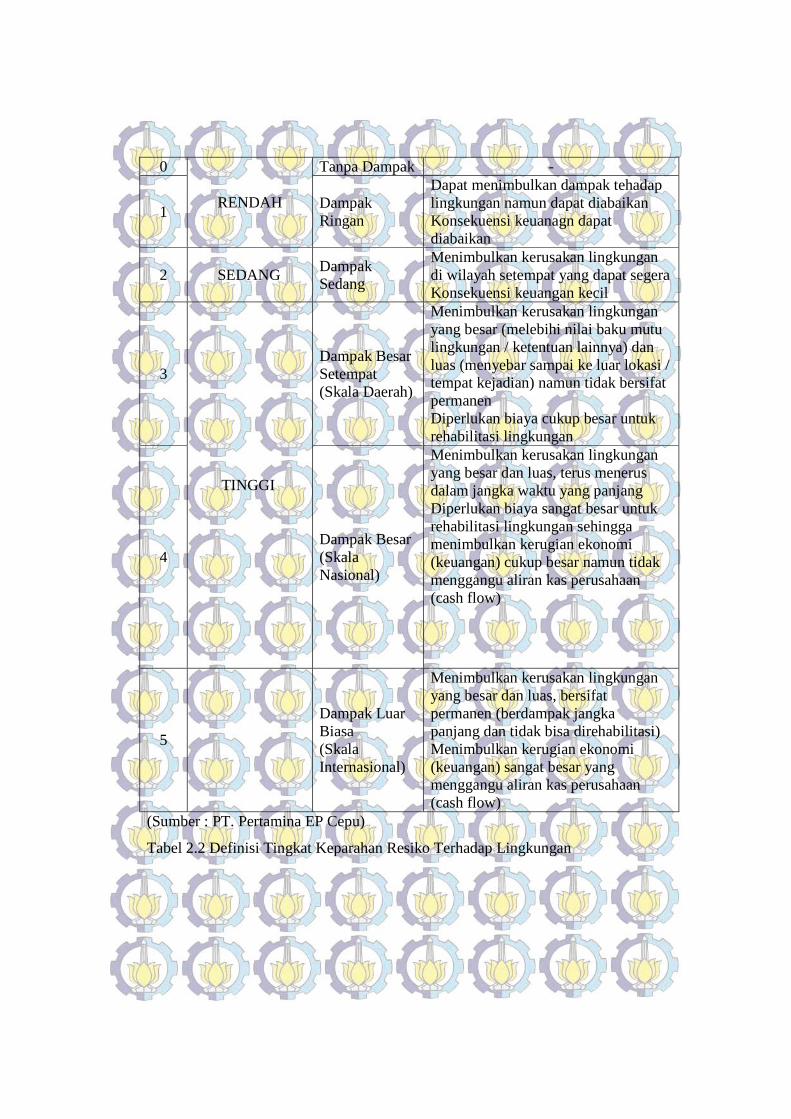
(Sumber : PT. Pertamina EP Cepu)
Tabel 2.2 Definisi Tingkat Keparahan Resiko Terhadap Lingkungan
0
RENDAH
Tanpa Dampak -
1 Dampak Ringan
Dapat menimbulkan dampak tehadap lingkungan namun dapat diabaikan Konsekuensi keuanagn dapat diabaikan
2 SEDANG Dampak Sedang
Menimbulkan kerusakan lingkungan di wilayah setempat yang dapat segera Konsekuensi keuangan kecil
3
TINGGI
Dampak Besar Setempat (Skala Daerah)
Menimbulkan kerusakan lingkungan yang besar (melebihi nilai baku mutu lingkungan / ketentuan lainnya) dan luas (menyebar sampai ke luar lokasi / tempat kejadian) namun tidak bersifat permanen Diperlukan biaya cukup besar untuk rehabilitasi lingkungan
4 Dampak Besar (Skala Nasional)
Menimbulkan kerusakan lingkungan yang besar dan luas, terus menerus dalam jangka waktu yang panjang Diperlukan biaya sangat besar untuk rehabilitasi lingkungan sehingga menimbulkan kerugian ekonomi (keuangan) cukup besar namun tidak menggangu aliran kas perusahaan (cash flow)
5
Dampak Luar Biasa (Skala Internasional)
Menimbulkan kerusakan lingkungan yang besar dan luas, bersifat permanen (berdampak jangka panjang dan tidak bisa direhabilitasi) Menimbulkan kerugian ekonomi (keuangan) sangat besar yang menggangu aliran kas perusahaan (cash flow)
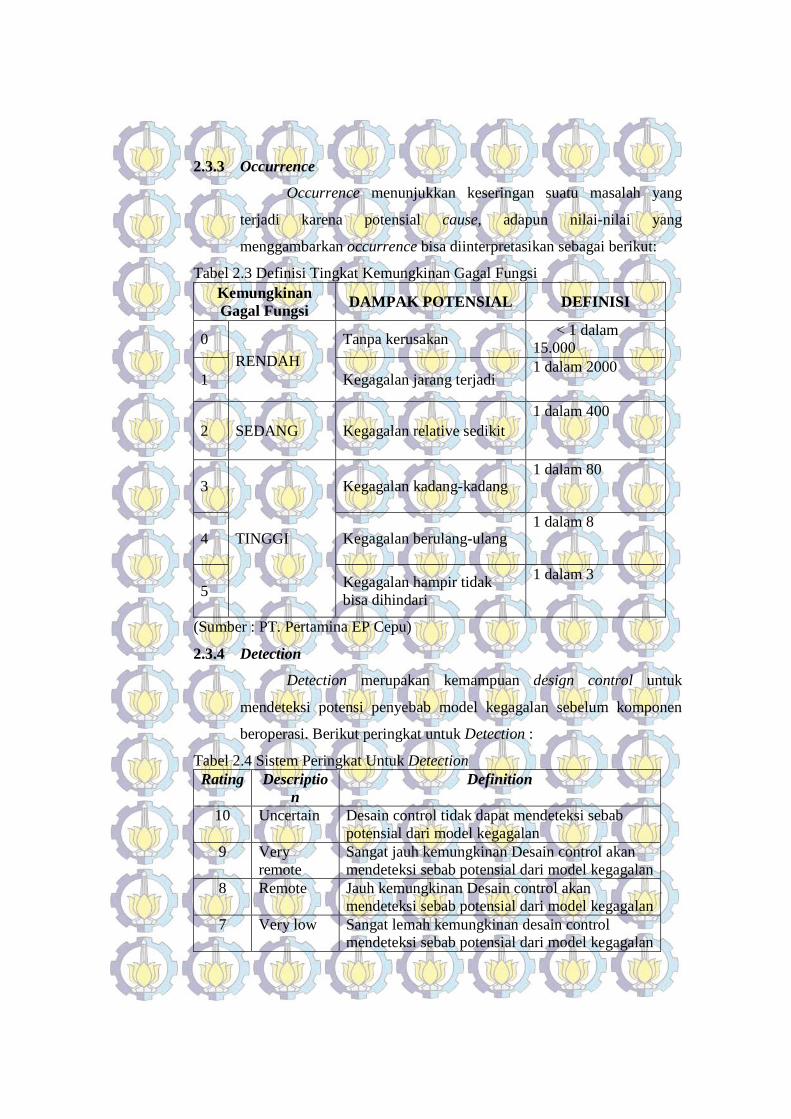
2.3.3 Occurrence
Occurrence menunjukkan keseringan suatu masalah yang
terjadi karena potensial cause, adapun nilai-nilai yang
menggambarkan occurrence bisa diinterpretasikan sebagai berikut:
Tabel 2.3 Definisi Tingkat Kemungkinan Gagal Fungsi Kemungkinan Gagal Fungsi
DAMPAK POTENSIAL DEFINISI
0
RENDAH
Tanpa kerusakan < 1 dalam 15.000
1 Kegagalan jarang terjadi 1 dalam 2000
2 SEDANG Kegagalan relative sedikit 1 dalam 400
3
TINGGI
Kegagalan kadang-kadang 1 dalam 80
4 Kegagalan berulang-ulang 1 dalam 8
5 Kegagalan hampir tidak bisa dihindari
1 dalam 3
(Sumber : PT. Pertamina EP Cepu)
2.3.4 Detection
Detection merupakan kemampuan design control untuk
mendeteksi potensi penyebab model kegagalan sebelum komponen
beroperasi. Berikut peringkat untuk Detection :
Tabel 2.4 Sistem Peringkat Untuk Detection Rating Descriptio
n Definition
10 Uncertain Desain control tidak dapat mendeteksi sebab potensial dari model kegagalan
9 Very remote
Sangat jauh kemungkinan Desain control akan mendeteksi sebab potensial dari model kegagalan
8 Remote Jauh kemungkinan Desain control akan mendeteksi sebab potensial dari model kegagalan
7 Very low Sangat lemah kemungkinan desain control mendeteksi sebab potensial dari model kegagalan
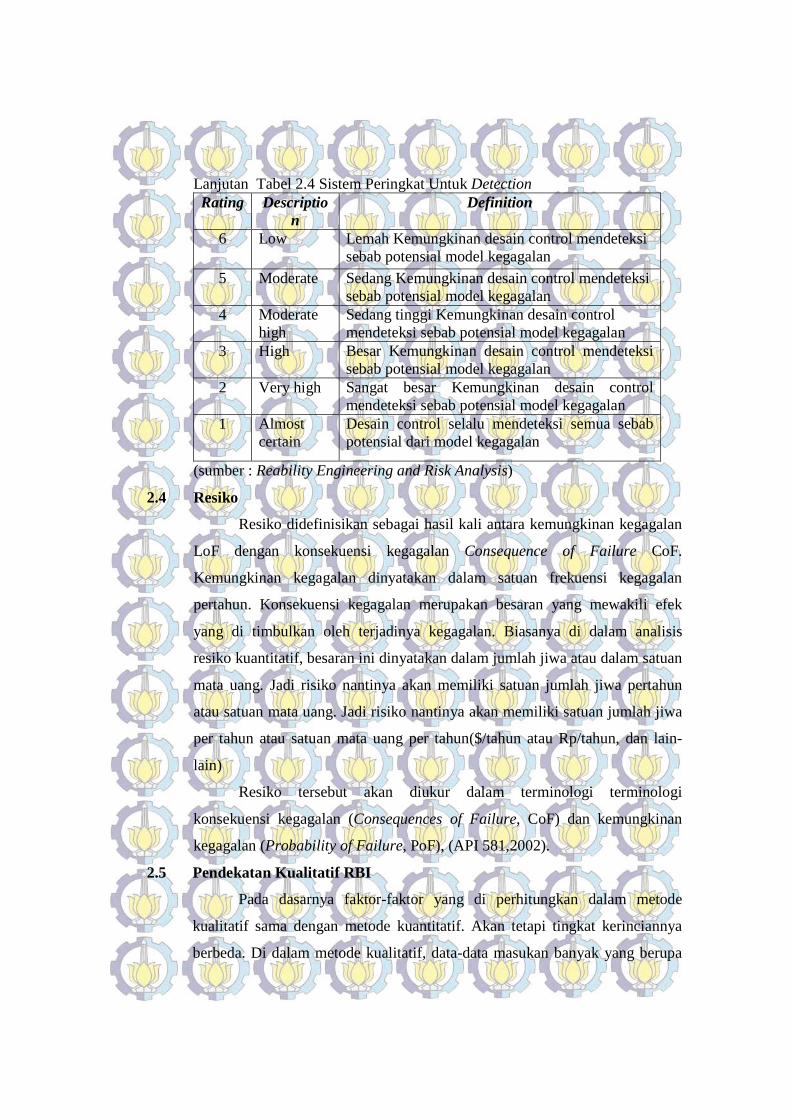
Lanjutan Tabel 2.4 Sistem Peringkat Untuk Detection Rating Descriptio
n Definition
6 Low Lemah Kemungkinan desain control mendeteksi sebab potensial model kegagalan
5 Moderate Sedang Kemungkinan desain control mendeteksi sebab potensial model kegagalan
4 Moderate high
Sedang tinggi Kemungkinan desain control mendeteksi sebab potensial model kegagalan
3 High Besar Kemungkinan desain control mendeteksi sebab potensial model kegagalan
2 Very high Sangat besar Kemungkinan desain control mendeteksi sebab potensial model kegagalan
1 Almost certain
Desain control selalu mendeteksi semua sebab potensial dari model kegagalan
(sumber : Reability Engineering and Risk Analysis)
2.4 Resiko
Resiko didefinisikan sebagai hasil kali antara kemungkinan kegagalan
LoF dengan konsekuensi kegagalan Consequence of Failure CoF.
Kemungkinan kegagalan dinyatakan dalam satuan frekuensi kegagalan
pertahun. Konsekuensi kegagalan merupakan besaran yang mewakili efek
yang di timbulkan oleh terjadinya kegagalan. Biasanya di dalam analisis
resiko kuantitatif, besaran ini dinyatakan dalam jumlah jiwa atau dalam satuan
mata uang. Jadi risiko nantinya akan memiliki satuan jumlah jiwa pertahun
atau satuan mata uang. Jadi risiko nantinya akan memiliki satuan jumlah jiwa
per tahun atau satuan mata uang per tahun($/tahun atau Rp/tahun, dan lain-
lain)
Resiko tersebut akan diukur dalam terminologi terminologi
konsekuensi kegagalan (Consequences of Failure, CoF) dan kemungkinan
kegagalan (Probability of Failure, PoF), (API 581,2002).
2.5 Pendekatan Kualitatif RBI
Pada dasarnya faktor-faktor yang di perhitungkan dalam metode
kualitatif sama dengan metode kuantitatif. Akan tetapi tingkat kerinciannya
berbeda. Di dalam metode kualitatif, data-data masukan banyak yang berupa
data kualitatif hasil penilaian (judgement). Pada API 581 di dalam Appendix A
untuk memudahkan pelaksanaannya terdapat buku kerja yang berbentuk
kuisioner. Kuisioner ini berisi jawaban “Ya” dan “Tidak” atau berupa pilihan
berganda. Masing-masing jawaban akan memiliki nilai dan nilai ini nantinya
di jumlahkan untuk memperoleh nilai total. Nilai total ini akan dikonversi
menjadi kategori LoF dan CoF.
2.5.1 Likelihood
Faktor-faktor yang di perhitungkan dalam penentuan kategori
kemungkinan antara lain (API 581,2002) :
1. Faktor Peralatan (Equipment Factor, EF)
2. Faktor Kerusakan (Damage Factor, DF)
3. Faktor Inspeksi (Inspection Factor, IF)
4. Faktor Kondisi (Condition Factor, CCF)
5. Faktor Proses (Process Factor, PF)
6. Faktor Desain Mekanikal (Mechanical Design Factor, MDF)
2.5.2 Consequence
Jenis konsekuensi yang di perhitungkan ada dua (API 581,2002)
yaitu konsekuensi kebakaran dan konsekuensi kesehatan (sama dengan
konsekuensi racun). Faktor-faktor yang diperhitungkan dalam
penentuan Kategori Konsekuensi kebakaran antara lain :
1. Faktor Kimia (Chemical Factor, CF)
2. Faktor Banyaknya fluida (Quantity Factor, QF)
3. Faktor Penyalaan sendiri (Autoignition Factor, AF)
4. Faktor Kredit (Credit Factor, CF)
Faktor-faktor yang di perhitungkan dalam penentuan Kategori
Konsekuensi Kesehatan antara lain:
1. Faktor Banyaknya Racun (Toxic Quantity Factor, TQF)
2. Faktor Dispersibilitas (Dispersibility Factor, DIF)
3. Faktor Kredit (Credit factor, CRF)
4. Faktor Populasi (Population Factor, PPF)
Evaluasi faktor-faktor di atas dilakukan menggunakan kuisioner.
Jawaban kuisioner akan menentukan besarnya skor total. Skor total
tersebut akan dikonversi menjadi kategori.
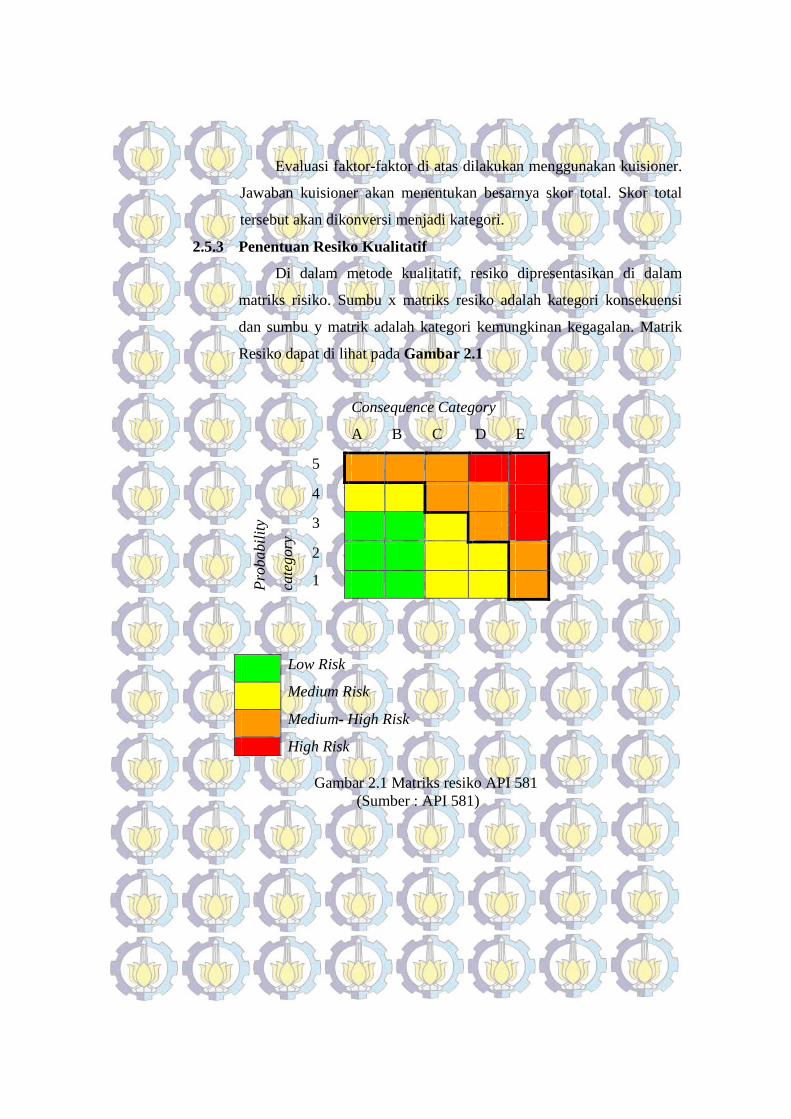
2.5.3 Penentuan Resiko Kualitatif
Di dalam metode kualitatif, resiko dipresentasikan di dalam
matriks risiko. Sumbu x matriks resiko adalah kategori konsekuensi
dan sumbu y matrik adalah kategori kemungkinan kegagalan. Matrik
Resiko dapat di lihat pada Gambar 2.1
Consequence Category
A B C D E
Pro
ba
bilit
y
cate
gor
y
5
4
3
2
1
Low Risk
Medium Risk
Medium- High Risk
High Risk
Gambar 2.1 Matriks resiko API 581 (Sumber : API 581)
2.6 Pendekatan Kuantitatif RBI
2.6.1 Tinjauan Consequence
Adalah suatu akibat dari suatu kejadian yang biasanya
diekspresikan sebagai kerugian dari suatu kejadian atau suatu resiko.
Dalam penelitian, consequence biasanya diekspresikan dengan biaya
kerugian yang dialami dalam suatu periode waktu dari suatu kejadian
atau suatu resiko.
Analisa CoF dilakukan perkasus secara terpisah, misal kasus
kebocoran yang menyebabkan kebakaran dipisahkan dengan kasus
kebocoran yang tidak menyebabkan kebakaran. CoF dapat dihitung
dari:
a. Keselamatan: potential loss of life (PLL), yaitu jumlah
personel/pekerja yang meninggal apabila terjadi kegagalan.
b. Ekonomi: jumlah uang yang hilang akibat berhentinya produksi,
kerusakan alat, atau pembangunan kembali sarana yang rusak.
c. Lingkungan: massa atau volume yang keluar ke lingkungan atau
dinyatakan dalam jumlah uang yang dikeluarkan untuk pembersihan
polutan dan kompensasi yang lainnya.
Langkah-langkah perhitungan Konsekuensi Kegagalan meliputi :
1. Memilih Representative Fluid dan sifat-sifatnya
2. Memilih ukuran lubang kebocoran
3. Memperkirakan jumlah total fluida yang bias terlepas apabila
terjadi kebocoran
4. Memperkirakan laju aliran kebocoran
5. Menentukan tipe kebocoran
6. Memilih fasa akhir fluida sesudah terlepas akibat kebocoran
7. Menentukan konsekuensi kebocoran
2.6.1.1 Pemilihan Representative fluid dan sifatnya
Kebanyakan aliran di dalam pabrik kimia bukan
merupakan fluida murni tetapi berupa campuran. Pemilihan
representative fluid dilakukan karena tidak semua fluida di
ketahui persamaan areal konsekuensinya. Untuk campuran,
representative fluid berdasarkan kedekatan Normal Boiling
Point (NBP) dan Molecular Weight antara campuran tersebut
dengan representative fluid. Kriteria kedua adalah kedekatan
massa jenis. Apabila tidak diketahui, sifat campuran,
Propertymix, dapat di hitung dengan persamaan,
PropertyMix = 11 propertyx •∑
Apabila salah satu atau lebih komponen campuran
merupakan zat yang tidak beracun atau tidak dapat terbakar
seperti steam, zat tersebut harus dikecualikan pada saat
peerhitungan sifat campuran
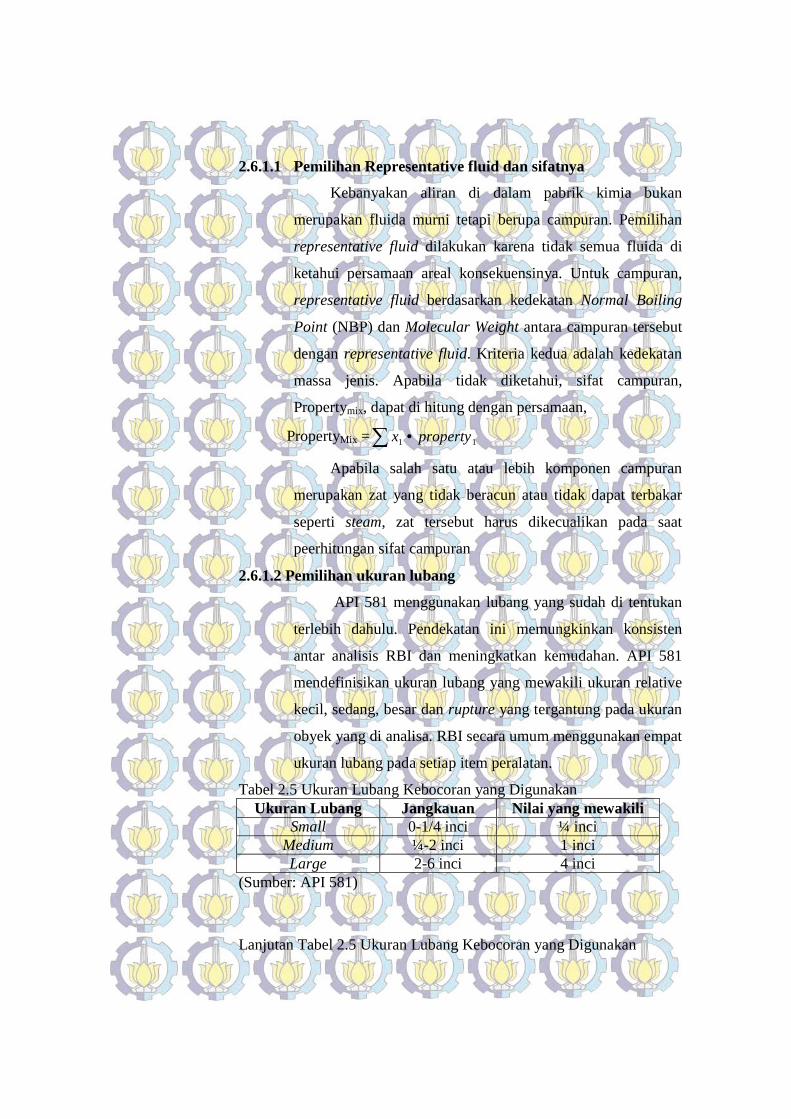
2.6.1.2 Pemilihan ukuran lubang
API 581 menggunakan lubang yang sudah di tentukan
terlebih dahulu. Pendekatan ini memungkinkan konsisten
antar analisis RBI dan meningkatkan kemudahan. API 581
mendefinisikan ukuran lubang yang mewakili ukuran relative
kecil, sedang, besar dan rupture yang tergantung pada ukuran
obyek yang di analisa. RBI secara umum menggunakan empat
ukuran lubang pada setiap item peralatan.
Tabel 2.5 Ukuran Lubang Kebocoran yang Digunakan Ukuran Lubang Jangkauan Nilai yang mewakili
Small 0-1/4 inci ¼ inci Medium ¼-2 inci 1 inci Large 2-6 inci 4 inci
(Sumber: API 581)
Lanjutan Tabel 2.5 Ukuran Lubang Kebocoran yang Digunakan
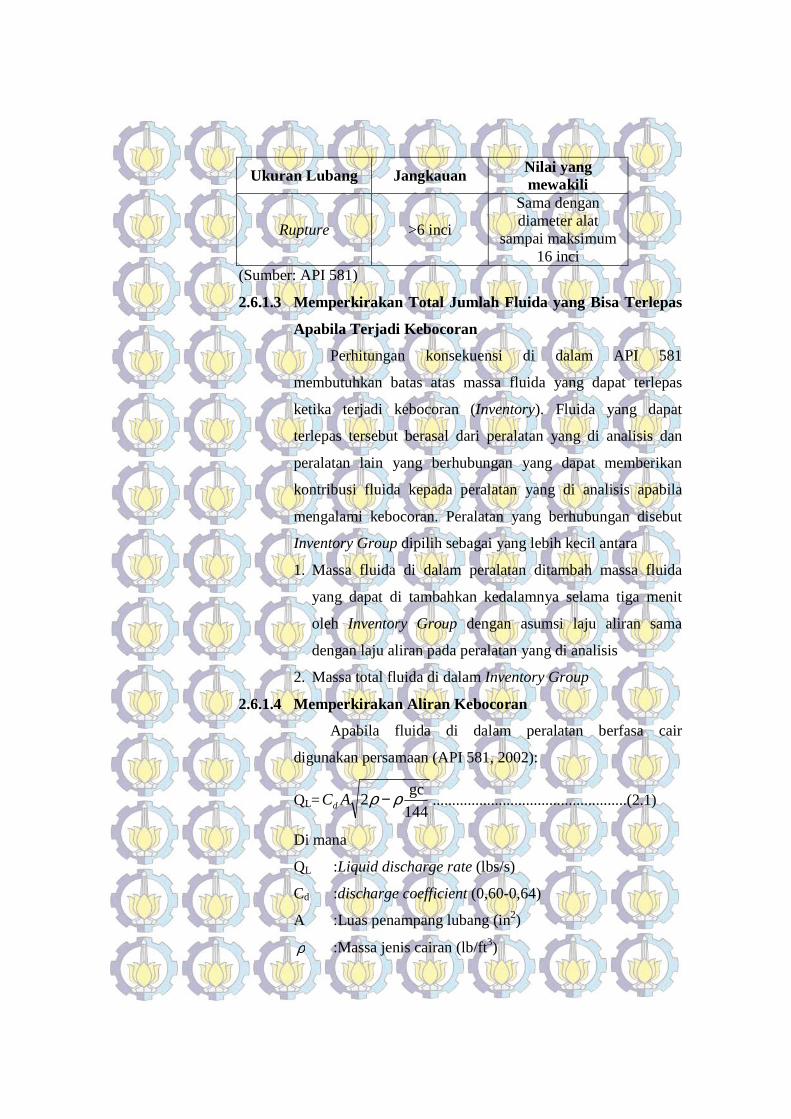
Ukuran Lubang Jangkauan Nilai yang mewakili
Rupture >6 inci
Sama dengan diameter alat
sampai maksimum 16 inci
(Sumber: API 581)
2.6.1.3 Memperkirakan Total Jumlah Fluida yang Bisa Terlepas
Apabila Terjadi Kebocoran
Perhitungan konsekuensi di dalam API 581
membutuhkan batas atas massa fluida yang dapat terlepas
ketika terjadi kebocoran (Inventory). Fluida yang dapat
terlepas tersebut berasal dari peralatan yang di analisis dan
peralatan lain yang berhubungan yang dapat memberikan
kontribusi fluida kepada peralatan yang di analisis apabila
mengalami kebocoran. Peralatan yang berhubungan disebut
Inventory Group dipilih sebagai yang lebih kecil antara
1. Massa fluida di dalam peralatan ditambah massa fluida
yang dapat di tambahkan kedalamnya selama tiga menit
oleh Inventory Group dengan asumsi laju aliran sama
dengan laju aliran pada peralatan yang di analisis
2. Massa total fluida di dalam Inventory Group
2.6.1.4 Memperkirakan Aliran Kebocoran
Apabila fluida di dalam peralatan berfasa cair
digunakan persamaan (API 581, 2002):
QL=144
gc2 ρρ −ACd ..................................................(2.1)
Di mana
QL :Liquid discharge rate (lbs/s)
Cd :discharge coefficient (0,60-0,64)
A :Luas penampang lubang (in2)
ρ :Massa jenis cairan (lb/ft3)
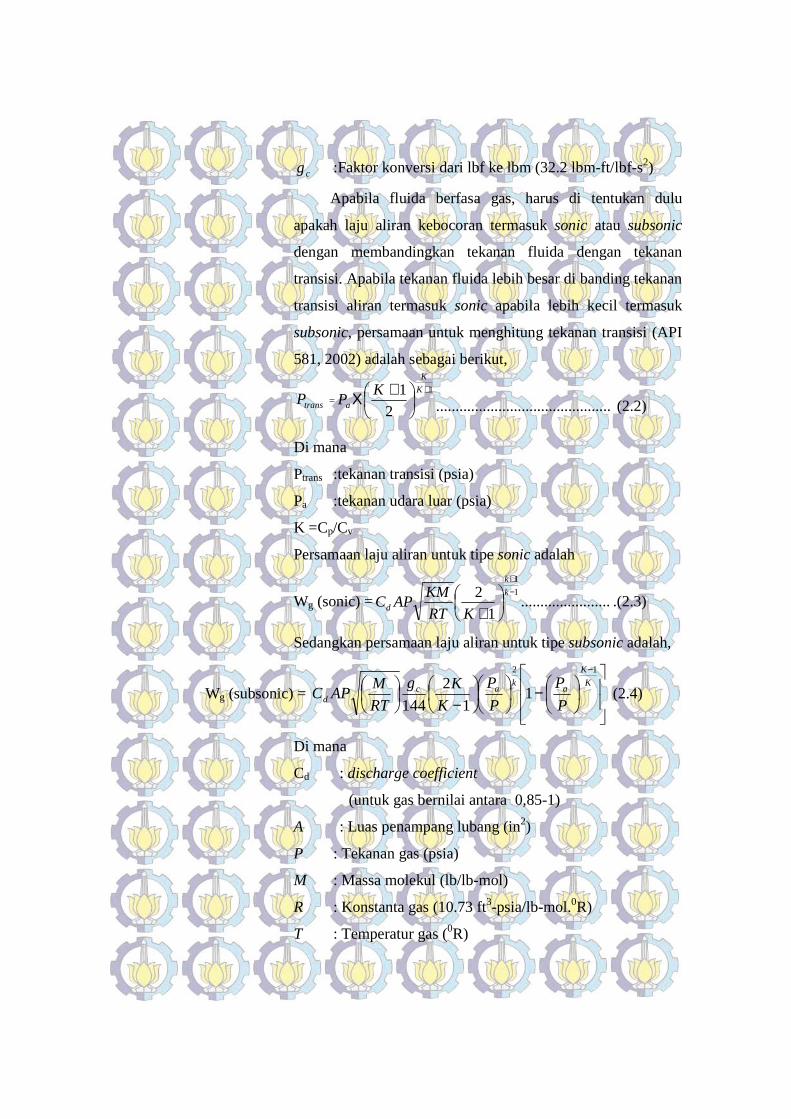
cg :Faktor konversi dari lbf ke lbm (32.2 lbm-ft/lbf-s2)
Apabila fluida berfasa gas, harus di tentukan dulu
apakah laju aliran kebocoran termasuk sonic atau subsonic
dengan membandingkan tekanan fluida dengan tekanan
transisi. Apabila tekanan fluida lebih besar di banding tekanan
transisi aliran termasuk sonic apabila lebih kecil termasuk
subsonic, persamaan untuk menghitung tekanan transisi (API
581, 2002) adalah sebagai berikut,
transP =1
2
1 +
+ΧK
K
a
KP ............................................. (2.2)
Di mana
Ptrans :tekanan transisi (psia)
Pa :tekanan udara luar (psia)
K =Cp/Cv
Persamaan laju aliran untuk tipe sonic adalah
Wg (sonic) =1
1
1
2 −+
+k
k
d KRT
KMAPC ....................... .(2.3)
Sedangkan persamaan laju aliran untuk tipe subsonic adalah,
Wg (subsonic) =
−
−
−
K
K
ak
acd P
P
P
P
K
Kg
RT
MAPC
12
11
2
144 (2.4)
Di mana
Cd : discharge coefficient
(untuk gas bernilai antara 0,85-1)
A : Luas penampang lubang (in2)
P : Tekanan gas (psia)
M : Massa molekul (lb/lb-mol)
R : Konstanta gas (10.73 ft3-psia/lb-mol.0R)
T : Temperatur gas (0R)
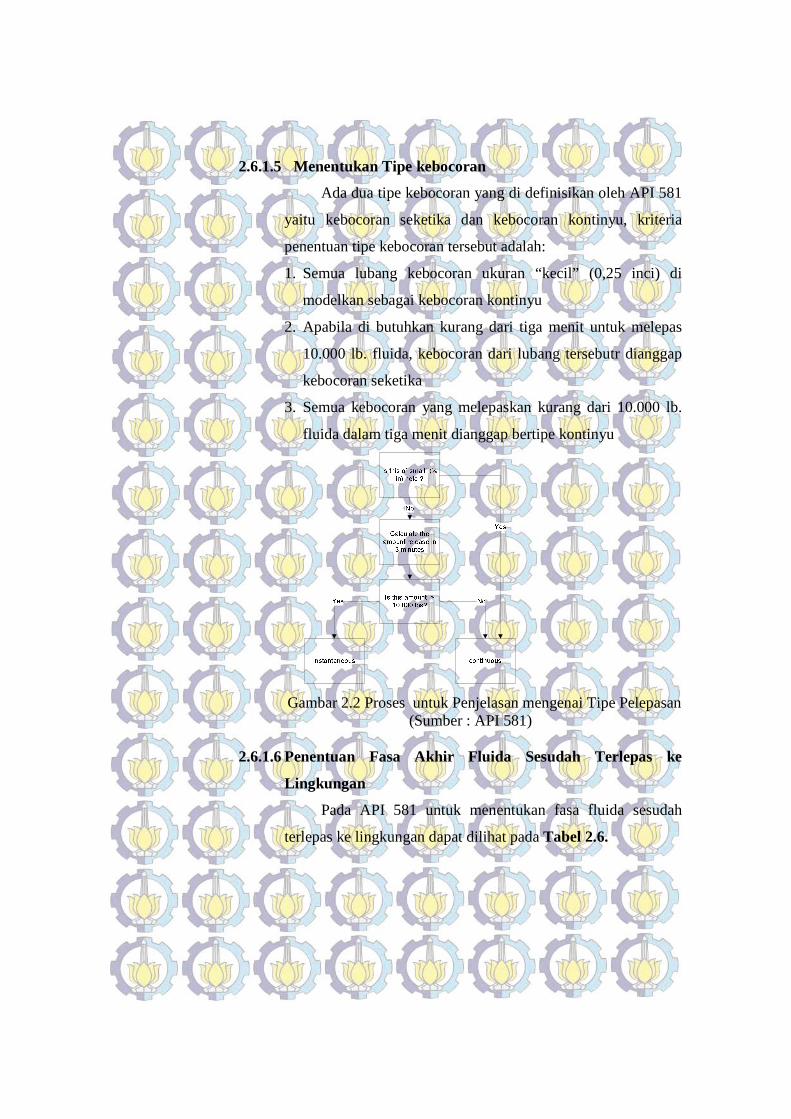
2.6.1.5 Menentukan Tipe kebocoran
Ada dua tipe kebocoran yang di definisikan oleh API 581
yaitu kebocoran seketika dan kebocoran kontinyu, kriteria
penentuan tipe kebocoran tersebut adalah:
1. Semua lubang kebocoran ukuran “kecil” (0,25 inci) di
modelkan sebagai kebocoran kontinyu
2. Apabila di butuhkan kurang dari tiga menit untuk melepas
10.000 lb. fluida, kebocoran dari lubang tersebutr dianggap
kebocoran seketika
3. Semua kebocoran yang melepaskan kurang dari 10.000 lb.
fluida dalam tiga menit dianggap bertipe kontinyu
Gambar 2.2 Proses untuk Penjelasan mengenai Tipe Pelepasan (Sumber : API 581)
2.6.1.6 Penentuan Fasa Akhir Fluida Sesudah Terlepas ke
Lingkungan
Pada API 581 untuk menentukan fasa fluida sesudah
terlepas ke lingkungan dapat dilihat pada Tabel 2.6.
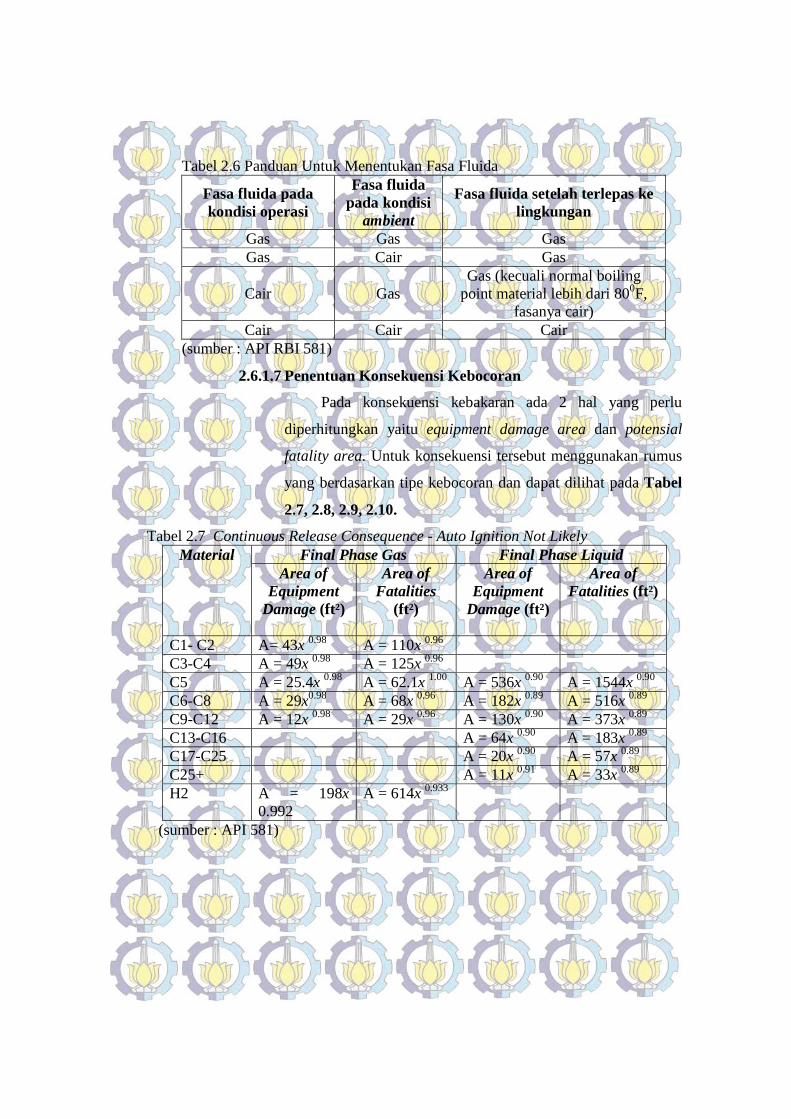
Tabel 2.6 Panduan Untuk Menentukan Fasa Fluida
(sumber : API RBI 581)
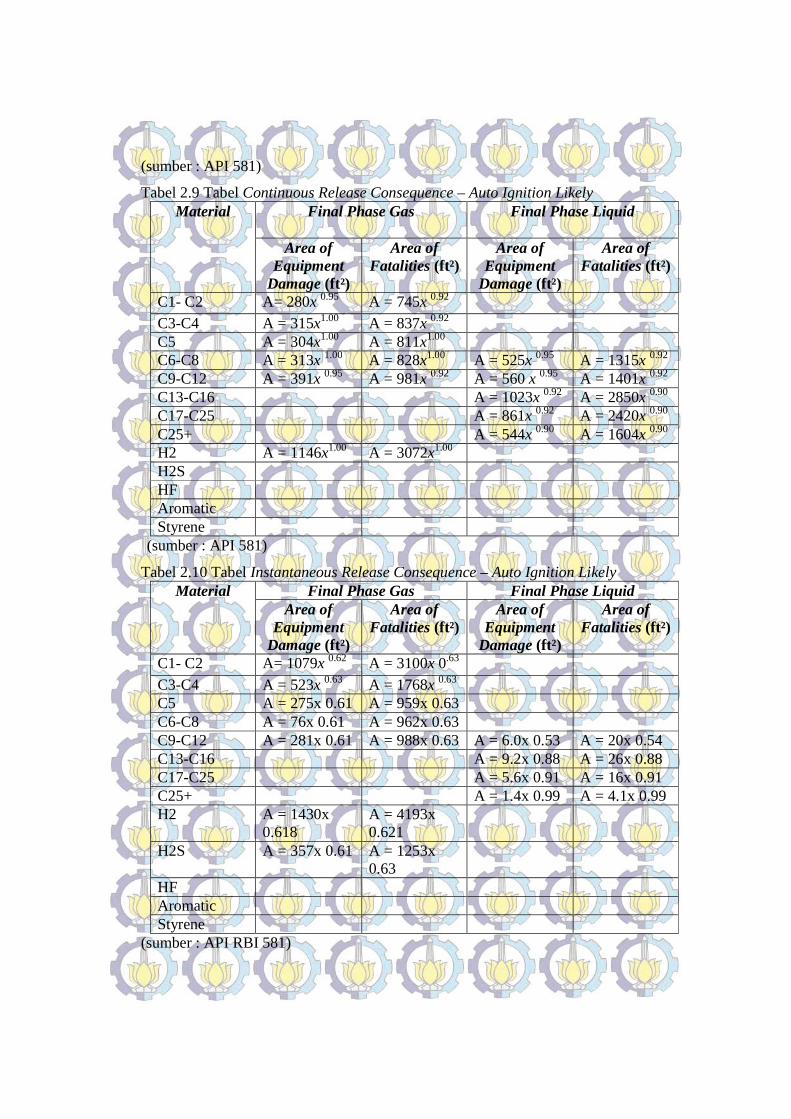
2.6.1.7 Penentuan Konsekuensi Kebocoran
Pada konsekuensi kebakaran ada 2 hal yang perlu
diperhitungkan yaitu equipment damage area dan potensial
fatality area. Untuk konsekuensi tersebut menggunakan rumus
yang berdasarkan tipe kebocoran dan dapat dilihat pada Tabel
2.7, 2.8, 2.9, 2.10.
Tabel 2.7 Continuous Release Consequence - Auto Ignition Not Likely Material
Final Phase Gas Final Phase Liquid
Area of Equipment
Damage (ft²)
Area of Fatalities
(ft²)
Area of Equipment
Damage (ft²)
Area of Fatalities (ft²)
C1- C2 A= 43x 0.98 A = 110x 0.96 C3-C4 A = 49x 0.98 A = 125x 0.96 C5 A = 25.4x 0.98 A = 62.1x 1.00 A = 536x 0.90 A = 1544x 0.90 C6-C8 A = 29x0.98 A = 68x 0.96 A = 182x 0.89 A = 516x 0.89 C9-C12 A = 12x 0.98 A = 29x 0.96 A = 130x 0.90 A = 373x 0.89 C13-C16 A = 64x 0.90 A = 183x 0.89 C17-C25 A = 20x 0.90 A = 57x 0.89 C25+ A = 11x 0.91 A = 33x 0.89 H2 A = 198x
0.992 A = 614x 0.933
(sumber : API 581)
Fasa fluida pada kondisi operasi
Fasa fluida pada kondisi
ambient
Fasa fluida setelah terlepas ke lingkungan
Gas Gas Gas Gas Cair Gas
Cair Gas Gas (kecuali normal boiling
point material lebih dari 800F, fasanya cair)
Cair Cair Cair
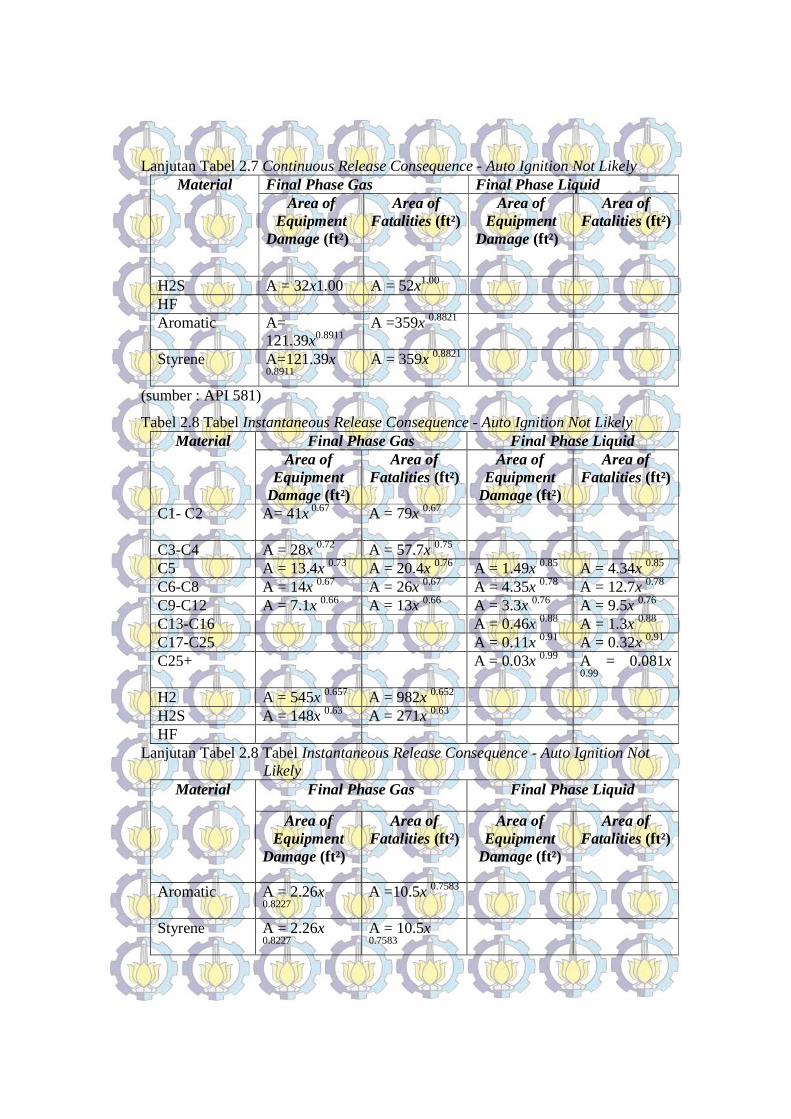
Lanjutan Tabel 2.7 Continuous Release Consequence - Auto Ignition Not Likely Material
Final Phase Gas Final Phase Liquid
Area of Equipment
Damage (ft²)
Area of Fatalities (ft²)
Area of Equipment
Damage (ft²)
Area of Fatalities (ft²)
H2S A = 32x1.00 A = 52x1.00 HF Aromatic A=
121.39x0.8911 A =359x 0.8821
Styrene A=121.39x 0.8911
A = 359x 0.8821
(sumber : API 581)
Tabel 2.8 Tabel Instantaneous Release Consequence - Auto Ignition Not Likely Material
Final Phase Gas Final Phase Liquid
Area of Equipment
Damage (ft²)
Area of Fatalities (ft²)
Area of Equipment
Damage (ft²)
Area of Fatalities (ft²)
C1- C2 A= 41x 0.67
A = 79x 0.67
C3-C4 A = 28x 0.72 A = 57.7x 0.75 C5 A = 13.4x 0.73 A = 20.4x 0.76 A = 1.49x 0.85 A = 4.34x 0.85 C6-C8 A = 14x 0.67 A = 26x 0.67 A = 4.35x 0.78 A = 12.7x 0.78 C9-C12 A = 7.1x 0.66 A = 13x 0.66 A = 3.3x 0.76 A = 9.5x 0.76 C13-C16 A = 0.46x 0.88 A = 1.3x 0.88 C17-C25 A = 0.11x 0.91 A = 0.32x 0.91 C25+ A = 0.03x 0.99 A = 0.081x
0.99 H2 A = 545x 0.657 A = 982x 0.652 H2S A = 148x 0.63 A = 271x 0.63 HF
Lanjutan Tabel 2.8 Tabel Instantaneous Release Consequence - Auto Ignition Not Likely
Material Final Phase Gas Final Phase Liquid
Area of Equipment
Damage (ft²)
Area of Fatalities (ft²)
Area of Equipment
Damage (ft²)
Area of Fatalities (ft²)
Aromatic A = 2.26x 0.8227
A =10.5x 0.7583
Styrene A = 2.26x 0.8227
A = 10.5x 0.7583
(sumber : API 581)
Tabel 2.9 Tabel Continuous Release Consequence – Auto Ignition Likely Material
Final Phase Gas
Final Phase Liquid
Area of Equipment
Damage (ft²)
Area of Fatalities (ft²)
Area of Equipment
Damage (ft²)
Area of Fatalities (ft²)
C1- C2 A= 280x 0.95 A = 745x 0.92 C3-C4 A = 315x1.00 A = 837x 0.92 C5 A = 304x1.00 A = 811x1.00 C6-C8 A = 313x 1.00 A = 828x1.00 A = 525x 0.95 A = 1315x 0.92 C9-C12 A = 391x 0.95 A = 981x 0.92 A = 560 x 0.95 A = 1401x 0.92 C13-C16 A = 1023x 0.92 A = 2850x 0.90 C17-C25 A = 861x 0.92 A = 2420x 0.90 C25+ A = 544x 0.90 A = 1604x 0.90 H2 A = 1146x1.00 A = 3072x1.00 H2S HF Aromatic Styrene
(sumber : API 581)
Tabel 2.10 Tabel Instantaneous Release Consequence – Auto Ignition Likely Material
Final Phase Gas Final Phase Liquid
Area of Equipment
Damage (ft²)
Area of Fatalities (ft²)
Area of Equipment
Damage (ft²)
Area of Fatalities (ft²)
C1- C2 A= 1079x 0.62 A = 3100x 0.63 C3-C4 A = 523x 0.63 A = 1768x 0.63 C5 A = 275x 0.61 A = 959x 0.63 C6-C8 A = 76x 0.61 A = 962x 0.63 C9-C12 A = 281x 0.61 A = 988x 0.63 A = 6.0x 0.53 A = 20x 0.54 C13-C16 A = 9.2x 0.88 A = 26x 0.88 C17-C25 A = 5.6x 0.91 A = 16x 0.91 C25+ A = 1.4x 0.99 A = 4.1x 0.99 H2 A = 1430x
0.618 A = 4193x 0.621
H2S A = 357x 0.61 A = 1253x 0.63
HF Aromatic Styrene
(sumber : API RBI 581)
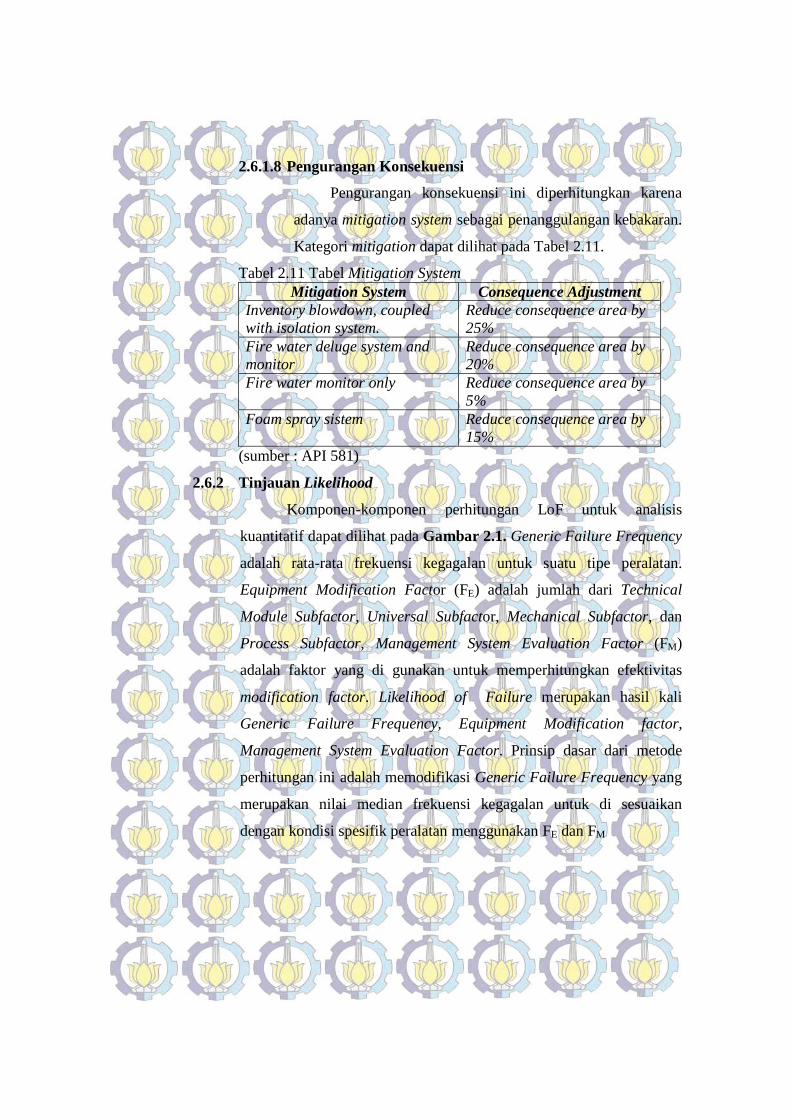
2.6.1.8 Pengurangan Konsekuensi
Pengurangan konsekuensi ini diperhitungkan karena
adanya mitigation system sebagai penanggulangan kebakaran.
Kategori mitigation dapat dilihat pada Tabel 2.11.
Tabel 2.11 Tabel Mitigation System Mitigation System Consequence Adjustment
Inventory blowdown, coupled with isolation system.
Reduce consequence area by 25%
Fire water deluge system and monitor
Reduce consequence area by 20%
Fire water monitor only Reduce consequence area by 5%
Foam spray sistem Reduce consequence area by 15%
(sumber : API 581)
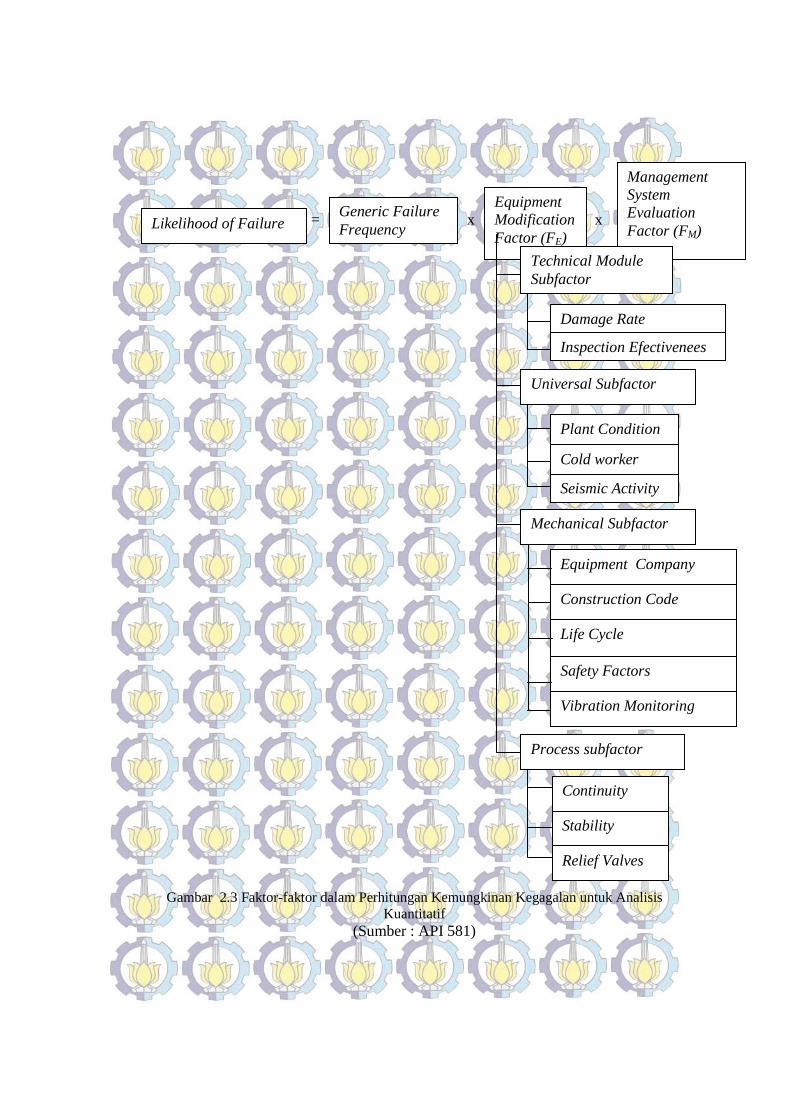
2.6.2 Tinjauan Likelihood
Komponen-komponen perhitungan LoF untuk analisis
kuantitatif dapat dilihat pada Gambar 2.1. Generic Failure Frequency
adalah rata-rata frekuensi kegagalan untuk suatu tipe peralatan.
Equipment Modification Factor (FE) adalah jumlah dari Technical
Module Subfactor, Universal Subfactor, Mechanical Subfactor, dan
Process Subfactor, Management System Evaluation Factor (FM)
adalah faktor yang di gunakan untuk memperhitungkan efektivitas
modification factor. Likelihood of Failure merupakan hasil kali
Generic Failure Frequency, Equipment Modification factor,
Management System Evaluation Factor. Prinsip dasar dari metode
perhitungan ini adalah memodifikasi Generic Failure Frequency yang
merupakan nilai median frekuensi kegagalan untuk di sesuaikan
dengan kondisi spesifik peralatan menggunakan FE dan FM
= = X x x X x x
Gambar 2.3 Faktor-faktor dalam Perhitungan Kemungkinan Kegagalan untuk Analisis Kuantitatif
(Sumber : API 581)
Management System Evaluation Factor (FM)
Equipment Modification Factor (FE)
Generic Failure Frequency Likelihood of Failure
Technical Module Subfactor
Damage Rate
Inspection Efectivenees
Universal Subfactor
Plant Condition
Cold worker
Seismic Activity
Mechanical Subfactor
Equipment Company
Construction Code
Life Cycle
Safety Factors
Vibration Monitoring
Process subfactor
Continuity
Stability
Relief Valves
2.6.2.1 Generic Failure Frequency
Meskipun suatu peralatan belum mengalami kegagalan,
dari pengalaman diketahui bahwa kemungkinan kegagalannya
lebih dari nol karena di mungkinkan peralatan tersebut
beroperasi belum cukup lama untuk mengalami kegagalan.
Langkah pertama untuk memperkirakan besarnya
kemungkinan kegagalan ini adalah melihat kelompok yang
lebih besar untuk memperoleh perkiraan yang baik mengenai
besarnya kemungkinan kegagalan. Kelompok yang besar
tersebut misalnya peralatan yang sama dalam satu jenis
industri. Kemungkinan kegagalan yang diperoleh dari
kelompok yang lebih besar ini di sebut Generic Failure
Frequency.
2.6.2.2 Equipment Modification Factor
Equipment Modification Factor (FE) merupakan
penjumlahan dari empat subfaktor seperti terlihat pada
gambar 2.1. Faktor ini digunakan untuk memodifikasi
generic failure frequency sesuai dengan kondisi operasi
peralatan yang dianalisis.
1. Technical Module Subfactor
Technical Module Subfactor (TMSF) merupakan
komponen yang memperhitungkan laju dan tingkat
kerusakan peralatan. TMSF merupakan perbandingan
antara generic failure frequency dengan failure frequency
yang ditimbulkan oleh mekanisme kerusakan yang
bersangkutan. Faktor ini dihitung di dalam technical
module. Komponen ini memiliki kontribusi paling besar
terhadap FE. Perhitungan komponen ini di lakukan
menggunakan technical module yang terdapat pada API
581.
2. Universal Subfactor
Universal Subfactor digunakan untuk
memperhitungkan pengaruh kondisi plant, aktifitas
seismic, dan musim dingin terhadap resiko. Kondisi plant
meliputi penampilan plant secara umum (pemeliharaan
secara umum, perbaikan sementara, pengelupasan cat dan
lain-lain), efektifitas program perawatan, serta sejumlah
mana lay-out dan konstruksi plant memfasilitasi perawatan
aktivitas seismic dinilai berdasarkan pengelompokan zona
seismic menurut ANSI A58.1, 1982
3. Mechanical Subfactor
Komponen ini di gunakan untuk memperhitungkan
pengaruh desain dan fabrikasi peralatan terhadap risiko.
Ada tiga faktor yang di nilai yaitu kompleksitas,
pemenuhan code dan life cycle peralatan . Kompleksitas
meliputi kompleksitas peralatan dan perpipaan Life cycle
adalah perbandingan lama operasi dan umur desain
4. Process Subfactor
Komponen ini menilai pengaruh kontinyuitas proses,
stabilitas proses dan kondisi relief valve. Kontinuitas
proses di ukur berdasarkan frekuensi pemadaman pabrik
rata-rata pertahun untuk tiga tahun terakhir baik
pemadaman terencana maupun tidak terencana. Kondisi
relief valves dinilai dengan mempertimbangkan faktor
perawatan, fouling, dan korosi.
2.6.2.3 Management System Evaluation Factor
Management System Evaluation Factor digunakan
untuk memodifikasi Generic Failure Frequency sesuai
dengan efektifitas Process Safety Management plant yang
bersangkutan. Faktor-faktor yang di pertimbangkan dalam
evaluasi meliputi :
1. Kepemimpinan dan administrasi
2. Process safety information
3. Process Hazard Analysis
4. Manajemen perubahan
5. Prosedur operasi
6. Safety Work Practices
7. Pelatihan
8. Mechanical Integrity
9. Pre-Startup safety review
10. Tanggap Darurat (Emergency response)
11. Penyelidikan kecelakaan
12. Kontraktor
13. Management System Assessment
RBI memanfaatkan kuisioner untuk melakukan evaluasi
ini. Kuisioner tersebut ada di Appendix D API 581.
2.6.3 Penentuan Resiko Kuantitatif
Di dalam analisis kuantitatif, hasil perhitungan LoF berupa
frekuensi kegagalan yang memiliki satuan tahun. Hasil perhitungan
CoF untuk analisis kuantitatif bisa berupa luas area dengan satuan ft2
untuk konsekuensi kebakaran dan konsekuensi racun atau dalam mata
uang untuk konsekuensi finansial. Risiko dinyatakan sebagai hasil kali
antara CoF dan LoF sehingga risiko bisa memiliki satuan ft2/tahun atau
$/tahun (API 581).
2.7 Mekanisme Kerusakan
Terdapat banyak alasan, mengapa harus dilakukan inspeksi pada bejana
tekan , akan tetapi yang paling utama adalah untuk meyakinkan bahwa proses
berjalan masih dalam keadaan aman. Setiap storage tank mempunyai
karakteristik yang khas mengenai mekanisme kerusakan karena pengaruh dari
material konstruksinya. Program inspeksi yang di- lakukan setidaknya harus
dapat mendeteksi mekanisme kerusakan yang terjadi dengan tepat. Beberapa
mekanisme kerusakan yang biasanya dialami oleh bejana tekan adalah
1. Korosi
Mekanisme kerusakan korosi merupakan mekanisme yang paling
umum yang sering terjadi pada pengoperasian bejana tekan mekanisme
korosi dapat terjadi karena adanya ikatan kimia antara oksigen dan atom
logam sehingga membentuk lapisan logam oksida . Faktor yang dapat
memicu terjadinya korosi material, salah satunya adalah lingkungan
kerja atau kondisi proses dari peralatan. Kondisi proses yang terdiri dari
kombinasi fluida cair dan gas dapat mempercepat terjadinya korosi.
Beberapa cara yang dapat dilakukan untuk menghindari terjadinya
korosi pada bejana tekan adalah dengan memperhatikan pemilihan
bahan atau material konstruksi dan perubahan kondisi proses. Inspeksi
yang dapat di lakukan salah satunya adalah tes ketebalan (Ultrasonic
test wall thickness). Beberapa lokasi dari bejana tekan yang rentan
terkena mekanisme korosi adalah bagian atau tempat bertemunya fluida
gas dan cair, daerah uap dan daerah yang di lewati fluida kerja dengan
kecepatan tinggi. Selain proses inspeksi menggunakan test ketebalan,
inspeksi secara visual menggunakan partikel magnet dan cairan dye
penetrant juga dapat dilakukan untuk mendeteksi terjadinya korosi pada
bejana tekan
2. Erosi
Mekanisme erosi merupakan salah satu mekanisme kerusakan yang
dapat mendegradasi material konstruksi dari suatu peralatan.
Mekanisme kerusakan erosi biasanya terjadi pada bagian yang di lewati
fluida dengan kecepatan tinggi
3. Retak lelah (Fatique Cracking)
Pada umumnya mekanisme kerusakan ini terjadi pada bejana tekan
yang beroperasi dengan menggunakan prinsip rotasi, inspeksi tanpa
merusak (Non Destructive Test) pada umumnya dapat di pakai untuk
mengetahui seberapa panjang dan dalam keretakan yang telah terjadi
4. SCC (Stress Corrosion Craking)
Mekanisme kerusakan jenis ini biasanya terlihat sekali pada
kondisi operasi dengan fluida kerja senyawa klorida dan senyawa
sodium
5. Mulur
Mekanisme kerusakan jenis ini biasanya terjadi pada bejana tekan
yang mempunyai kondisi operasi pada temperatur tinggi. Mekanisme
mulur menyebabkan terjadinya deformasi plastis yang permanent
walaupun tegangan yang terjadi pada bejana tekan telah dihilangkan
mekanisme yang dipakai untuk mendeteksi mekanisme mulur dan
dimensi pada saat desain visual, yaitu membandingkan dimensi setelah
mulur dan dimensi pada saat desain.
6. HTHA (High Temperature Hydrogen Attack)
HTHA pada umumnya terjadi pada baja karbon dan baja paduan
rendah dengan kondisi kerja tekanan dan temperatur tinggi
2.8 Kegiatan PT Pertamina EP Region Jawa Area Cepu
Kegiatan yang dilakukan oleh PT Pertamina EP Region Jawa Area Cepu
ini ada 2 yaitu :
1. Eksplorasi
Kegiatan eksplorasi di PT Pertamina EP Region Jawa Area Cepu meliputi
kegiatan :
- Survey Geologi
- Survey Seismik
- Pemboran Eksplorasi
Seluruh kegiatan eksplorasi ini bertujuan untuk mencari cadangan baru
minyak bumi.
2. Eksploitasi
Kegiatan eksploitasi/pengembangan yaitu kegiatan pemboran eksploitasi
di lapangan-lapangan produksi yang sudah ada dan di lahan-lahan
pengembangan sumur-sumur eksplorasi. Kegiatan itu meliputi:
Pemboran Pengembangan
- Reopening
- KUPL (Kerja Ulang Pindah Lapisan)
- Stimulasi
- Reparasi
- Produksi
Lapangan Produksi dan Fasilitas Produksi PT Pertamina EP
Region Jawa Area Cepu mengelola 2 lapangan produksi masing-masing, yaitu
:
Distrik I Kawengan
Terletak 22 km sebelah timur laut Cepu yang merupakan bagian dari
Propinsi Jawa Timur, merupakan antiklin memanjang dari barat laut ke
tenggara dengan panjang 15 km dan lebar 1 km. Lapangan ini dikembangkan
sejak tahun 1926 dengan jumlah sumur yang telah dibor sebanyak 154 sumur
terdiri dari 125 sumur menghasilkan minyak dan 12 sumur kosong (dry hole)
dengan produksi puncak sebesar 2300 m3/hari dicapai pada tahun 1983
dan1953. Kedalaman pemboran antara 413m-2350 m. Sampai dengan saat ini
jumlah sumur yang berproduksi berjumlah 45 buah dengan produksi minyak
rata-rata selama tahun 2007 sebanyak 1108 bopd. Distrik ini meliputi
Lapangan Kawengan dan Wonocolo di Kabupaten bojonegoro dan Tuban.
Fasilitas produksi terdapat pada distrik I Kawengan sebagai berikut:
- 7 SP (Kapasitas total 2252,5 m3)
- 1 SPU (Kapasitas 6900 m3)
Distrik II Nglobo/Semanggi-Ledok
Distrik ini terletak di Propinsi Jawa Tengah dan telah dikembangkan
sejak tahun 1896. Lapangan produksi Distrik II Ledok/Nglobo terdiri dari
beberapa lapangan, yaitu:
a. Lapangan produksi Ledok terletak ±11 km sebelah barat Cepu, merupakan
antiklin sepanjang 2,5 km dan lebar 1,25 km, dikembangkan sejak tahun
1896. Puncak produksi dicapai pada tahun 1928 sebesar 715 m2/hari.
Jumlah sumur produktif saat ini sebanyak 30 sumur, dengan produksi
minyak rata-rata selama tahun 2007 sebanyak 253 bopd.
b. Lapangan produksi Nglobo terletak ±28 km sebelah barat Cepu, merupakan
antiklin sepanjang 1,5 km, dikembangkan sejak tahun 1903, jumlah sumur
produktif saat ini sebanyak 14 sumur, dengan produksi minyak rata-rata
selama tahun 2007 sebanyak 127 bopd.
c. Lapangan produksi Semanggi terletak ±35 km sebelah barat cepu, melalui
Nglobo, dengan luas ±2,5 x 0,5 km2. Lapangan produksi ini dikembangkan
sejak tahun 1900. Jumlah sumur produktif saat ini sebanyak 7 sumur,
dengan produksi minyak rata-rata selama tahun 2007 sebanyak 260 bopd.
d. Lapangan Banyuasin terletak ±40 km sebelah barat Cepu dengan luas ±2,5
x 0,5 km2. Lapangan produksi ini dikembangkan sejak tahun 1988. Jumlah
sumur produktif saat ini sebanyak 1 sumur, dengan produksi minyak rata-
rata selama tahun 2007 sebanyak 13 bopd.
Fasilitas produksi yang terdapat pada distrik II Nglobo dan Ledok
sebagai berikut:
Nglobo/Semanggi:
- 3 SP (kapasitas total 438 m3)
- 1 SPU (kapasitas 3220 m3)
Ledok
- 1 SP (kapasitas total 123 m3)
- 1 SPU (kapasitas 2430 m3)
Kapasitas yang terdapat pada Pusat Pengumpul Produksi (PPP)
Menggung adalah 30.100 m3.
2.8.1 Teori Mengenai Minyak Bumi
Minyak mentah (minyak bumi) atau crude oil adalah istilah untuk
minyak yang belum mengalami pemrosesan. Minyak bumi merupakan
bahan bakar fosil yang berarti minyak bumi terbentuk secara alami dari
pengendapan tumbuh-tumbuhan dan hewan-hewan (plankton) yang mati
dalam lautan purba antara 10 juta dan 600 juta tahun yang lalu. Setelah
organisme-organisme tesebut mati, mereka meresap ke dalam pasir dan
mengendap di dasar laut.
Selama bertahun-tahun, organism tersebut mengendap dalam
lapisan sedimentary. Dalam lapisan ini, terdapat sedikit atau tidak ada
sama sekali oksigen sehingga mikroorganisme menghancurkan endapan
ini menjadi senyawa yang kaya akan carbon sehingga terbentuk lapisan
organic. Materi organic yang tercampur dengan sedimen membentuk
serpihan halus (fine-grained shale) atau source rock. Karena lapisan-
lapisan sedimentary terus terbentuk, materi organic mengalami desakan
dan pemanasan yang tinggi pada source rock. Panas dan tekanan ini
mengubah materi organic menjadi crude oil dan gas alam. Crude oil ini
mengalir dari source rock dan berkumpul dalam lapisan batu kapur dan
batu pasir yang disebut reservoir rock.
Pergerakan lapisan bumi menyebabkan crude oil dan gas alam
terjebak dalam reservoir rock diantara lapisan-lapisan impermeable rock
atau cap rock seperti granit atau marbel. Pergerakan lapisan bumi ini
dapat berupa:
1. Folding, yakni pergerakan tekanan secara horizontal kea rah dalam
dan menggerakkan lapisan batuan ke arah atas membentuk tekukan
(fold) atau inticline.
2. Faulting, retaknya lapisan batuan dimana salah satu sisi bergerak ke
atas atau ke bawah.
3. Pinching out, fenomena dimana lapisan impermeable rock tertekan
ke arah atas menuju reservoir rock.
2.8.2 Karakteristik Minyak Bumi

Minyak bumi bervariasi dalam hal warnanya, dari yang jernih
hingga yang berwarna hitam (tar-black) dan bervariasi dalam hal
kekentalannya, dari yang cairan hingga yang hampir padat.
Minyak bumi mengandung senyawa hidrokarbon yakni senyawa
yang terdiri atas hidrohidrogen dan carbon yang dapat terbentuk dengan
berbagai variasi panjang dan struktur molekul, dari yang bentuk
molekulnya berupa rantai lurus, rantai bercabang, hingga yang
berbentuk cincin. Terdapat dua hal yang menyebabkan hidrokarbon
menjadi senyawa yang sangat berguna bagi suatu reaksi kimia,
diantaranya.
1. Kandungan energy dalam hidrokarbon sangat besar. Banyak bahan
bakar yang berasal dari hidrokarbon seperti gasoline, lilin paraffin,
minyak tanah, dll.
2. Hidrokarbon dapat terbentuk dalam berbagai bentuk. Hidrokarbon
yang paling sederhana adalah metana (CH4), yang merupakan gas
yang lebih ringan dari udara. Hidrokarbon dengan panjang rantai
lebih dari lima berfasa cair, sementara hidrokarbon dengan rantai
yang sangat panjang berfasa padat seperti lilin atau tar.
Gidrokarbon juga dapat dibuat secara sintetik seperti karet
(rubber), nylon, dan plastik.
Hidrokarbon yang terdapat di alam sangat bermacam-macam
secara kimianya sehingga hidrokarbon diklasifikasi ke dalam beberapa
jenis yakni sebagai berikut.
1. Paraffin
Paraffin memiliki cirri-ciri sebagai berikut:
a. Rumus kimia: CnH2n+2
b. Molekulnya berbenruk rantai lurus atau rantai bercabang
c. Dapat berupa gas atau cairan pada temperature ruang
tergantung pada molekulnya
d. Contoh paraffin: metana, etana, propane, butane, isobutana,
pentane, dan heksana
2. Aromatic
Cirri-ciri aromatic antara lain:
a. Rumus kimia: C6H5-Y, dimana Y adalah panjang rantai molekul
yang berhubungan dengan cincin benzene
b. Strukturnya berbentuk cincin yang dapat berjumlah satu atau
lebih
c. Cincin terdiri atas enam atom karbon dengan ikatan tunggal
dan ganda yang berubah-ubah diantara atom-atom karbon
d. Contohnya: benzene dan naptalin
3. Naptalena atau sikloalkana
Ciri-cirinya adalah sebagai berikut:
a. Rumus kimia: C6H2n
b. Strukturnya berbentuk cincin dengan satu atau lebih cincin
c. Ikatan antara atom-atom karbonnya berupa ikatan tunggal
d. Berfasa cair pada temperature ruang
e. Contohnya: sikloheksana dan metal siklopentana
Hidrokarbon lainnya antara lain:
1. Alkena
Ciri-ciri alkena antara lain:
a. Rumus kimia: CnH2n
b. Molekulnya ada yang berbentuk lurus dan ada yang bercabang
serta memiliki sebuah ikatan ganda antara dua buah karbon
c. Dapat berbentuk cair atau gas
d. Contohnya: etilena, butane, dan isobutana
2. Diena atau Alkynes
Cirri-ciri Diena atau Alkynes antara lain:
a. Rumus kimia: CnH2n-2
b. Molekulnya dapat berupa rantai lurus dan bercabang dan
memiliki dua buah ikatan ganda pada susunan atom-atom
karbonnya
c. Dapat berupa cairan atau gas
d. Contohnya: acetilena dan butadiene
2.8.3 Sistem Penampungan
System penampungan merupakan suatu system yang berkaitan
dengan kegiatan menampung gross minyak yang telah dieksploitasi.
Gross minyak yang telah terpompa pertama kali dialirkan ke tempat
penampungan sementara yang disebut Stasiun Pengumpul (SP).
Kemudian dari SP, gross minyak dialirkan ke tempat penampungan
akhir yang disebut Stasiun Pengumpul Utama (SPU) sebelum dialirkan
ke Pusat Penampungan Produksi Menggung (PPP Menggung) yang
terletak di kecamatan Cepu. Dalam satu lokasi tedapat enam tangki
penyimpanan crude oil. P&ID dapat dilihat pada Lampiran 1.
2.8.4 Crude Oil Tank T-936
Tangki T-936 merupakan tangki yang terdiri dari lima tingkat plat
dengan kapasitas 2200 m3. Tangki ini berfungsi sebagai tempat
penampungan produksi yang berasal dari SPU serta koperasi yang
dikelola oleh masyarakat dengan cara tradisional. Sebelum crude oil
disimpan dalam tangki, crude oil mengalami pemisahan dengan gas
menggunakan scrubber di lokasi SP sehingga hanya sebagian kecil gas
yang ikut tersimpan dalam tangki.
Inspeksi tangki yang terakhir dilakukan pada tahun 2009 oleh
pihak ketiga yaitu Biro Klasifikasi Indonesia dengan hasil rekomendasi
sebagai berikut :
1. Agar dilakukan perbaikan dan tindakan yang sesuai prosedur, dengan
menitik beratkan pada NCR (Temuan) yang bersifat critical dan
major.
2. Agar dilakukan inspeksi rutin, sesuai dengan standar API 653 (5
tahun).
3. Agar dilakukan pencatatan hasil inspeksi rutin dan perbaikan (apabila
ada) ke dalam log book, untuk mendukung hasil inspeksi berikutnya.
4. Agar dijadwalkan segera cleaning tangki, untuk melihat kondisi /
keadaan dari pelat dasar tangki. (sesuai dengan API 653, untuk
Interval inspection bagaimanapun tidak boleh lebih dari 20 tahun)
BAB III
METODE PENELITIAN
Dalam penelitian ini diperlukan proses penelitian yang terstruktur, sehingga
diperlukan langkah-langkah yang sistematis dalam pelaksanaannya sehingga nantinya
dapat dipahami secara sistematis, dengan mengacu kaidah-kaidah metode penelitian.
Tempat penelitian dilakukan di lapangan (field research). Teknik penelitian adalah
penelitian survey (survey research).
3.1 Identifikasi Masalah
Tahap ini dilakukan untuk mengetahui sistem yang telah berjalan dan
masalah-masalah yang timbul pada obyek penelitian dengan mengidentifikasi
potensi bahaya pada fasilitas yang dimiliki PT. Pertamina EP. Identifikasi
kondisi awal tersebut akan digunakan untuk merumuskan masalah dengan
melakukan studi pustaka dan studi lapangan.
3.2 Studi Pustaka
Studi kepustakaan diperlukan sebagai acuan referensi untuk
mendalami permasalahan yang akan diteliti di PT Pertamina EP Region Jawa
Area Cepu, terutama yang berhubungan dengan teori Risk assessment,
kerusakan material dan Risk Based Inspection
3.3 Studi Lapangan
Studi lapangan dilakukan dalam rangka untuk mengetahui kondisi
sistem/ obyek yang akan dijadikan bahan penelitian di perusahaan.Studi ini
penting dilakukan agar peneliti dapat dengan jelas mengetahui gambaran
proses kerja dari sistem yang diamati serta proses produksi secara
keseluruhan, sehingga akan dapat memudahkan peneliti dalam penyusunan
laporan.
3.4 Penerapan Tujuan
Pada tahapan penerapan tujuan ini merupakan hasil dari studi pustaka
dan lapangan. Dengan mengetahui masalah dan dasar-dasar teori maka dapat
ditetapkan tujuan yaitu menganalisa resiko sebagai dasar perencanaan
inspeksi dengan menggunakan metode RBI. Dengan demikian semua data
yang akan diolah memiliki dasar referensi yang pasti.
3.5 Tahap Pengumpulan Data
Pada tahap ini dilakukan pengumpulan data sehubungan dengan
penelitian yang akan dilakukan. Untuk penelitian ini memerlukan data P&ID
Tangki PPP Menggung, data kondisi tangki, dan data laporan inspeksi T-963
yang pernah dilakukan.
3.6 Tahap identifikasi bahaya
Melakukan FMEA (Failure Mode and Effect Analysis) untuk
mengembangkan mekanisme kegagalan dan mengetahui tingkat resiko pada
storage tank. Penggunaan metode FMEA ini dikarenakan FMEA adalah salah
satu teknik yang banyak digunakan untuk melakukan analisa kualitatif
terhadap kehandalan suatu sistim.
3.7 Tahap Metode Kualitatif RBI
Tingkat resiko merupakan hasil analisa kualitatif RBI untuk
mengetahui seberapa tinggi resiko yang dihasilkan oleh peralatan yang
dianalisa. Dengan melakukan tinjauan dari likelihood dan consequencenya
kemudian diplotkan dalam risk matriks. Dari risk matriks ini maka
ditunjukkan tingkat resiko dari peralatan untuk kemudian dilakukan analisa
kuantitaif RBI.
3.8 Tahap Metode Kuantitatif RBI
Nilai resiko merupakan hasil analisa kuantitatif RBI untuk mengetahui
seberapa besar resiko yang ditimbulkan oleh peralatan dan dinyatakan dalam
satuan luas per tahun. Dengan melakukan perhitungan dari likelihood dan
consequencenya. Dimana untuk likelihood dilakukan perhitungan generic
failure frequency, equipment modification factor (EMF), dan management
evaluation factor. Dan untuk consequensenya dengan menetapkan ukuran
lubang, penjelasan tipe pelepasan, evaluasi respon tanda kebocoran,
menghitung rate of release, equipment damage area dan potential fatality
area, serta penyesuaian untuk sistem mitigasi kemudian dilakukan penilaian
resiko.
3.9 Perencanaan Jadwal Inspeksi
Output atau hasil akhir dari metode RBI adalah berupa hasil
perhitungan resiko yang sudah diurutkan berdasarkan prioritas resiko yang
dinyatakan sebagai pendekatan kuantitatif yang kemudian dapat dijadikan
sebagai dasar perencanaan jadwal inspeksi. Dengan adanya perencanaan
jadwal inspeksi yang rutin, dapat mencegah terjadinya kegagalan proses pada
sebuah sistem.
3.10 Kesimpulan dan Saran
Langkah terakhir dari penelitian ini yaitu membuat kesimpulan
mengenai hasil penelitian dan membut saran sebagai tindak lanjut dari hasil
penelitian. Pada tahap kesimpulan dapat menyimpulkan hasil penelitian yang
berusaha menjawab tujuan dari penelitian yang dilakukan dan memberikan
saran untuk mencegah dan mengendalikan terjadinya kegagalan produksi atau
kerusakan komponen pada storage tank.
Diagram yang menggambarkan secara sistematika yang berurutan menurut
pelaksanaan penelitian dapat dilihat sebagai berikut.
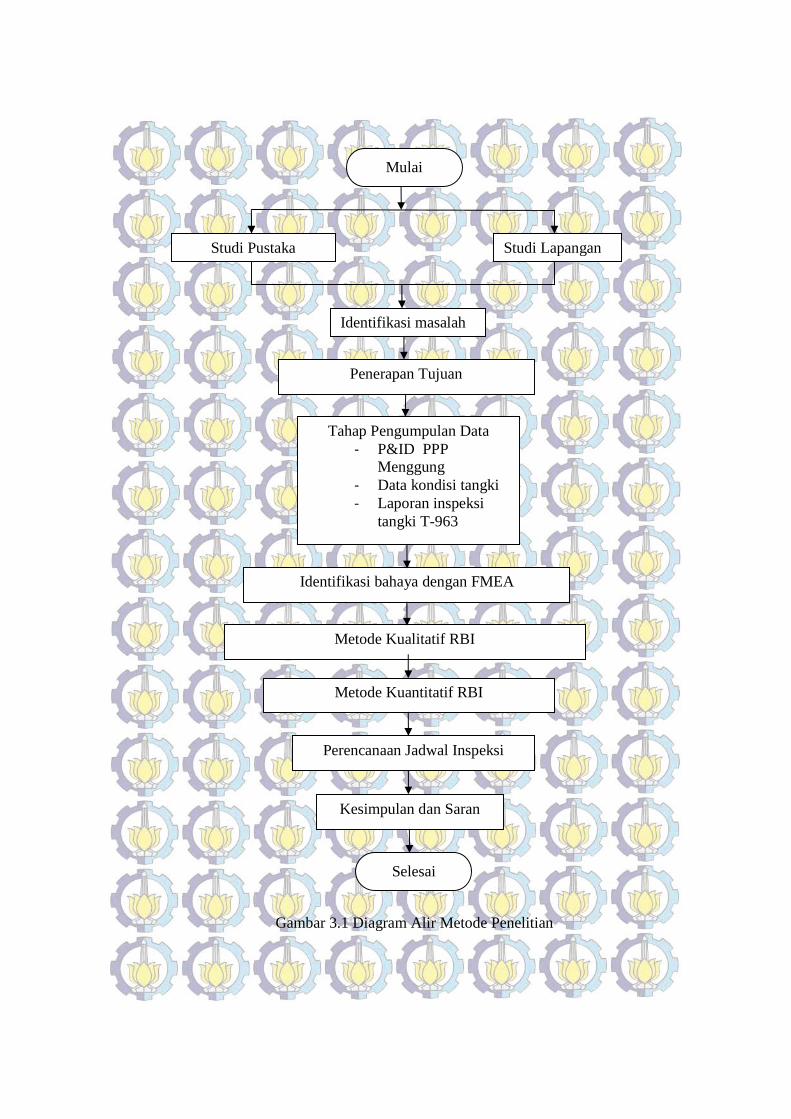
Gambar 3.1 Diagram Alir Metode Penelitian
Studi Lapangan
Tahap Pengumpulan Data - P&ID PPP
Menggung - Data kondisi tangki - Laporan inspeksi
tangki T-963
Metode Kualitatif RBI
Perencanaan Jadwal Inspeksi
Kesimpulan dan Saran
Studi Pustaka
Penerapan Tujuan
Identifikasi bahaya dengan FMEA
Metode Kuantitatif RBI
Mulai
Selesai
Identifikasi masalah