faris adhi wicaksana, bismillah sempro, barokallah (repaired)
DESCRIPTION
aluminium foamTRANSCRIPT
PENGARUH VARIASI TEMPERATUR PELEBURAN TERHADAP
DENSITAS DAN KEKUATAN TEKAN ALUMINIUM (6061) FOAM
MAKALAH SEMINAR PROPOSAL
KONSENTRASI TEKNIKPRODUKSI
Diajukan untuk memenuhi persyaratan
memperoleh gelar Sarjana Teknik
Disusun oleh :
FARIS ADHI WICAKSANA
NIM. 105060200111003-62
KEMENTERIAN PENDIDIKAN DAN KEBUDAYAANUNIVERSITAS BRAWIJAYA
FAKULTAS TEKNIKJURUSAN MESIN
MALANG2015
1
2
LEMBAR PERSETUJUAN
PENGARUH VARIASI TEMPERATUR PELEBURAN TERHADAP
DENSITAS DAN KEKUATAN TEKAN ALUMINIUM (6061)FOAM
SEMINAR PROPOSAL
KONSENTRASI TEKNIK PRODUKSI
Diajukan untuk memenuhi persyaratanmemperoleh gelar Sarjana Teknik
Disusun oleh
FARIS ADHI WICAKSANANIM. 105060200111003 – 62
Telah diperiksa dan disetujui oleh :
Dosen Pembimbing I Dosen Pembimbing II
Dr.Eng Yudy Surya Irawan, ST., M.Eng Ir.Tjuk Oerbandono,MSc.CSE. NIP. 19750710 199903 1 004 NIP. 19670923 199303 1 002
3
BAB I
PENDAHULUAN
1.1 Latar Belakang
Pada saat ini kebutuhan akan barang ataupun produk semakin meningkat,
kualitas dari suatu produk juga ditingkatkan agar memenuhi permintaan pasar
yang semakin beraneka ragam. Kebutuhan yang beragam ini mengakibatkan
semakin ketatnya persaingan antar produsen dalam menghasilkan produknya,
khususnya dalam bidang perindustrian.
Salah satu material yang saat ini banyak digunakan untuk bahan baku
dalam permesinan adalah aluminium. Sifatnya tahan terhadap korosi dan ringan
menjadi alasan sebagai bahan baku dibandingkan dengan besi atau logam – logam
yang lain. Selain itu aluminium dapat dipadukan dengan logam lain dan
menghasilkan sifat yang lebih baik.
Namun seiring bertambahnya kebutuhan akan penggunaan logam dalam
hal khusus, akhirnya memaksa untuk memodifikasi material tersebut, salah
satunya adalah metal foam atau logam busa. Logam busa adalah material yang
memiliki pori di setiap bagian logamnya. Salah satu logam yang sering digunakan
adalah aluminium foam. Aluminium foam adalah material hasil rekayasa yang
ringan (1/5 kali berataluminiumpadat), memiliki kekuatan (strength) dan
kekakuan (stiffness) yang tinggi, karakteristik khusus dari material ini adalah
mempunyai kemampuan menyerap energi (dump energy) yang tinggi dari
berbagai arah pembebanan.(Agustian:2013).
Contoh aplikasi penggunaan aluminium foam ialah pada crashbox.
Biasanya dipakai pada kendaraan seperti mobil untuk menyerap energi akibat
suatu tabrakan. Saat mengalami tabrakan, maka crashbox akan hancur atau rusak
disepanjang bagian untuk menyerap energi mekanik. Sehingga dapat mengurangi
resiko kerusakan pada kendaraan apabila mengalami suatu tabrakan.
Dalam pembuatan aluminium foam terdapat berbagai macam metode salah
satunnya proses pembuatan melalui jalur cair (melt process) dengan menggunakan
metode penambahan blowing agent merupakan proses yang sederhana dan murah
jika dibandingkan dengan proses-proses lainnya. Blowing agent atau foaming
4
agent adalah suatu zat kimia yang digunakan untuk menghasilkan gelembung gas
melalui proses pembusaan (foaming) untuk membuat suatu struktur pori pada
berbagai material. Titanium hidryde(TiH2) dan zircomiumhidryde (ZrH2) adalah
salah satu jenis zat kimia yang sering dipakai sebagai blowing agent. Akan tetapi
zat kimia tersebut masih sulit didapatkan dipasaran dan harganya pun terlalu
mahal. (Agustian:2013)
Irawan, Akhyari, Oerbandono, (2015)meneliti pengaruh penambahan
CaCO3sebagai blowing agent terhadap porositas dan kekuatan tekan spesifik pada
aluminium foam. Hasil dari penelitian menunjukan bahwa zat CaCO3 dapat
digunakan sebagai blowing agent. Porositas yang dihasilkanpada setiap prosentase
berat CaCO3 yaitu 5,69% pada 0 %, 64,94% pada 1%, 62,61% pada 3% dan
61,24% pada 5%.. Selain itu kekuatan tekan spesifik dari aluminium foam yang
dihasilkan semakin meningkat. Dengan demikian CaCO3 dapat digunakan sebagai
pengganti TiH2dan ZrH2.
Aboraia, et al. (2011) dalam penelitiannya yang berjudul Production of
Aluminium Foam and The Effect of Calcium Carbonate as a Foaming Agent.
Dalam penelitian ini yang divariasikan yaitu kepadatan dan prosentase pemberian
kalsium karbonat (CaCO3). Material yang digunakan sebagai bahan baku
aluminium murni (99,86% Al) dan serbuk kalsium karbonat dengan kemurnian
99%. Hasil dari penelitian ini menjelaskan bahwa kalsium karbonat dapat menjadi
foaming agent yang efisien untuk memproduksi aluminium foam jenis sel tertutup
dengan sifat mekanik yang dapat diterima. Densitas terendah diperoleh pada
penambahan CaCO3 sekitar 4%.Penyerapan energi meningkat seiring dengan
peningkatan kepadatan relatif.
Alizadeh et al. (2011) meneliti sifat kekakuatan tekan dan perilaku
penyerapan energy dari Al-Al2O3 foam komposit dengan menggunakan teknik
space-holder. Penguji memvariasikan fraksi volume Al2O3 dari 0%-10% dan
variasi porositas 50%, 60% dan 70%. Dari penelitian tersebut menunjukkan sifat
tekan dan perilaku penyerapan energi tergantung pada fraksi volume Al2O3 dan
porositas. Penambahan fraksi volume Al2O3 sampai 2% dapat meningkatkan
kapasitas penyerapan tegangan dan energi. Namun penambahan fraksi volume

5
Al2O3 2% - 10% menyebabkan penurunan tegangan tekan dan kapasitas
penyerapan energi.
Fischer (2013) meneliti pengaruh temperature tuang dan temperatur
cetakan terhadap mikrostruktur dan kekuatantekan pada open-pore aluminium
foam dengan menggunakan metode investment-cast. Penelitian ini menggunakan
bahan baku A356. Pada penelitian ini terdapat dua variasi temperature yaitu suhu
rendah pada 7000C untuk cetakan dan 6900C untuk temperatur tuang, dan suhu
tinggi pada 7500C untuk cetakan dan 7400C untuk temperature tuang. Penelitian
tersebut membandingkan dua open-porealuminium foam 10 ppi dan 15 ppi.
Hasilnya temperatur pengecorandan cetakan mempengaruhi strut diameter dan
juga kekuatan tekan dari aluminium foam. Hal ini dipengaruhi kandungan Si yang
terdapat pada A356 yang mengalami perubahan volume partikel. Selain itu
meningkatnya temperatur membuat kemampuan alir coran meningkat.
Penelitian ini bertujuan untuk mengetahui pengaruh temperatur peleburan
pada proses pembuatan alumunium foam. Dalam penelitian temperatur peleburan
divariasikan, CaCO3 digunakan sebagai blowing agent dan Al2O3 sebagai penstabil
gelembung gas. Dan akan diuji densitas dan kekuatan tekannya untuk mengetahui
perbedaan disetiap variasinya.
1.2 Rumusan Masalah
Berdasar latang belakang, permasalah yang akan akan diatasi dalam
penelitian skripsi kali ini adalah bagaimana pengaruh temperatur peleburan
terhadap densitas dan kekuatan tekan aluminium(6061) foam.
1.3 Batasan Masalah
Dalam memberikan hasil pembahasan yang lebih terarah maka perlu
adanya batasan masalah yang meliputi :
1. Menggunakan bahan baku aluminium paduan tipe 6061.
2. Proses pembuatan aluminium foam dengan melalui jalur cair (melt
process) dengan penambahan blowing agent.
3. Variasi temperatur peleburan 700°C, 750°C, 800°C.
6
4. Blowing agent yang digunakan adalah serbuk CaCO3dengan fraksi
berat 3%
5. Komposisi aluminium foam : Al6061 95.5%,CaCO3 3% dan Al2O3
1,5% .
1.4 Tujuan Penelitian
Dari rumusan masalah diatas, maka didapat tujuan dari penilitian ini
adalah untuk mengetahui pengaruh temeperatur peleburan terhadap densitas dan
kekuatan tekan aluminium (6061) foam.
1.5 Manfaat Penelitian
Dengan adanya penelitian ini diharapkan dapat memberi manfaat sebagai
berikut:
1. Dapat mengetahui pengaruh temperatur peleburan pada aluminium foam
sehingga diharapkan dapat meningkatkan kualitas produksi aluminium
foam dalam bidang perindustrian.
2. Mengembangkan sifat mekanikdari material agar memperoleh aluminium
foam yang memiliki kekuatan lebih baik dengan berat yang lebih ringan.
3. Dapat digunakan sebagai referensi tambahan dalam pengembangan lebih
lanjut.
7
BAB II
TINJAUAN PUSTAKA
2.1 Penelitian Sebelumnya
Irawan, Akhyari, Oerbandono, (2015) meneliti pengaruh penambahan
CaCO3 sebagai blowing agent terhadap porositas dan kekuatan tekan spesifik pada
aluminium foam. Hasil dari penelitian menunjukan bahwa zat CaCO3 dapat
digunakan sebagai blowing agent.Porositas yang dihasilkan pada setiap prosentase
berat CaCO3 yaitu 5,69% pada 0 %, 64,94% pada 1%, 62,61% pada 3% dan
61,24% pada 5%.. Selain itu kekuatan tekan spesifik dari aluminium foam yang
dihasilkan semakin meningkat.Dengan demikian CaCO3 dapat digunakan sebagai
pengganti TiH2 dan ZrH2.
Aboraia, et al. (2011) dalam penelitiannya yang berjudul Production of
Aluminium Foam and The Effect of Calcium Carbonate as a Foaming Agent.
Dalam penelitian ini yang divariasikan yaitu kepadatan dan prosentase pemberian
kalsium karbonat (CaCO3). Material yang digunakan sebagai bahan baku
aluminium murni (99,86% Al) dan serbuk kalsium karbonat dengan kemurnian
99%. Hasil dari penelitian ini menjelaskan bahwa kalsium karbonat dapat menjadi
foaming agent yang efisien untuk memproduksi aluminium foam jenis sel tertutup
dengan sifat mekanik yang dapat diterima. Densitas terendah diperoleh pada
penambahan CaCO3 sekitar 4%. Penyerapan energi meningkat seiring dengan
peningkatan kepadatan relatif.
Alizadeh et al. (2011) meneliti sifat kekakuatan tekan dan perilaku
penyerapan energy dari Al-Al2O3 foam komposit dengan menggunakan teknik
space-holder. Penguji memvariasikan fraksi volume Al2O3 dari 0%-10% dan
variasi porositas 50%, 60% dan 70%. Dari penelitian tersebut menunjukkan sifat
tekan dan perilaku penyerapan energi tergantung pada fraksi volume Al2O3 dan
porositas. Penambahan fraksi volume Al2O3 sampai 2% dapat meningkatkan
kapasitas penyerapan tegangan dan energi. Namun penambahan fraksi volume
Al2O3 2% - 10% menyebabkan penurunan tegangan tekan dan kapasitas
penyerapan energi.
Fischer (2013) meneliti pengaruh temperature tuang dan temperatur
cetakan terhadap mikrostruktur dan kekuatan tekan pada open-pore aluminium
8
foam dengan menggunakan metode investment-cast. Penelitian ini menggunakan
bahan baku A356. Pada penelitian ini terdapat dua variasi temperature yaitu suhu
rendah pada 7000C untuk cetakan dan 6900C untuk temperatur tuang, dan suhu
tinggi pada 7500C untuk cetakan dan 7400C untuk temperature tuang. Penelitian
tersebut membandingkan dua open-porealuminium foam 10 ppi dan 15 ppi.
Hasilnya temperatur pengecorandan cetakan mempengaruhi strut diameter dan
juga kekuatan tekan dari aluminium foam. Hal ini dipengaruhi kandungan Si yang
terdapat pada A356 yang mengalami perubahan volume partikel.Selain itu
meningkatnya temperatur membuat kemampuan alir coran meningkat.
2.2 Metal Foam
2.2.1 Definisi Metal Foam
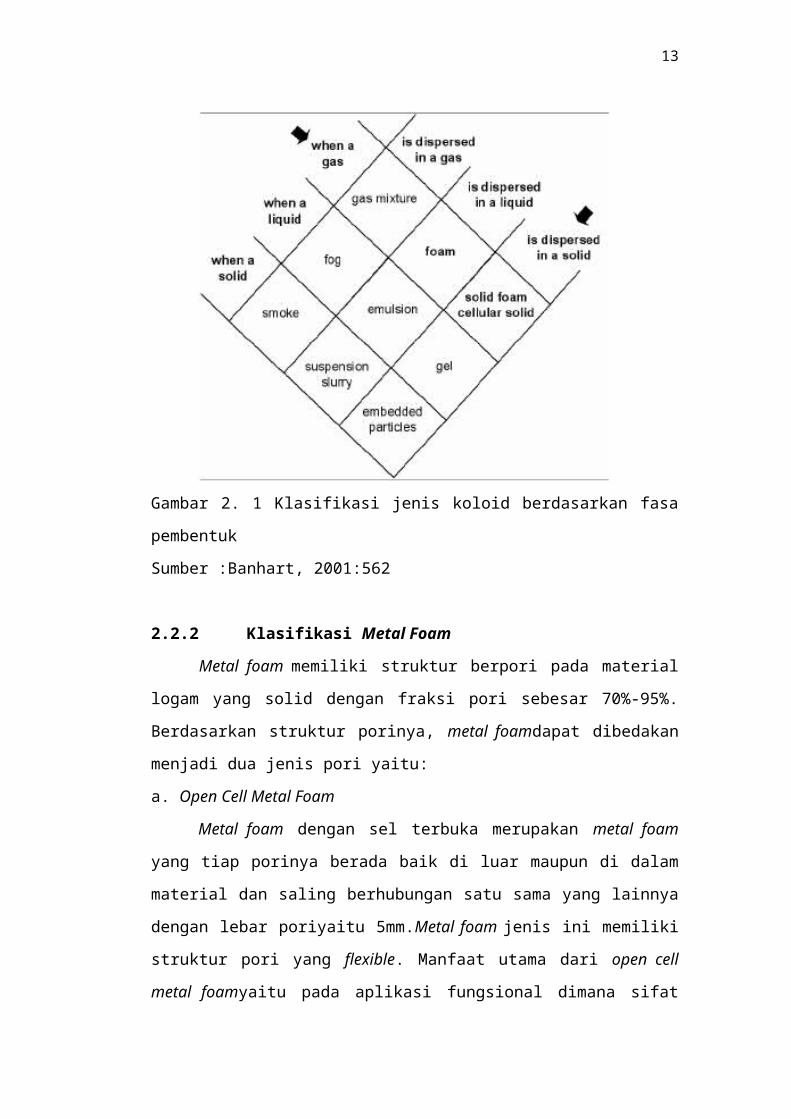
Istilah solid foam (busa padat) dapat dijelaskan melalui gambar 2.1.
Gambar tersebut memperlihatkan jenis-jenis koloid yang dapat terbentuk melalui
dua fasa. Dari gambar ini, maka solid foam didefinisikan sebagai material yang
terbentuk dari fasa gas yang terdispersi dalam fasa solid.Solid foam seringkali
juga disebut dengan cellular foam. Hal ini dikarenakan, fasa gas yang terdispersi
dalam solid membentuk konstruksi ber-sel sehingga disebut dengancellular foam.
Ketika solid foam berasal dari material logam (metal), maka dinamakan dengan
metallic foam. Metal foam dibedakan dari logam berpori (porous metal)melalui
nilai densitas yang lebih kecil, dan jumlah % fasa gas sebesar 30-98 %vol.
(Matijasevic, 2006, 2)
9
Gambar 2. 1 Klasifikasi jenis koloid berdasarkan fasa pembentuk
Sumber :Banhart, 2001:562
2.2.2 Klasifikasi Metal Foam
Metal foam memiliki struktur berpori pada material logam yang solid
dengan fraksi pori sebesar 70%-95%. Berdasarkan struktur porinya, metal
foamdapat dibedakan menjadi dua jenis pori yaitu:
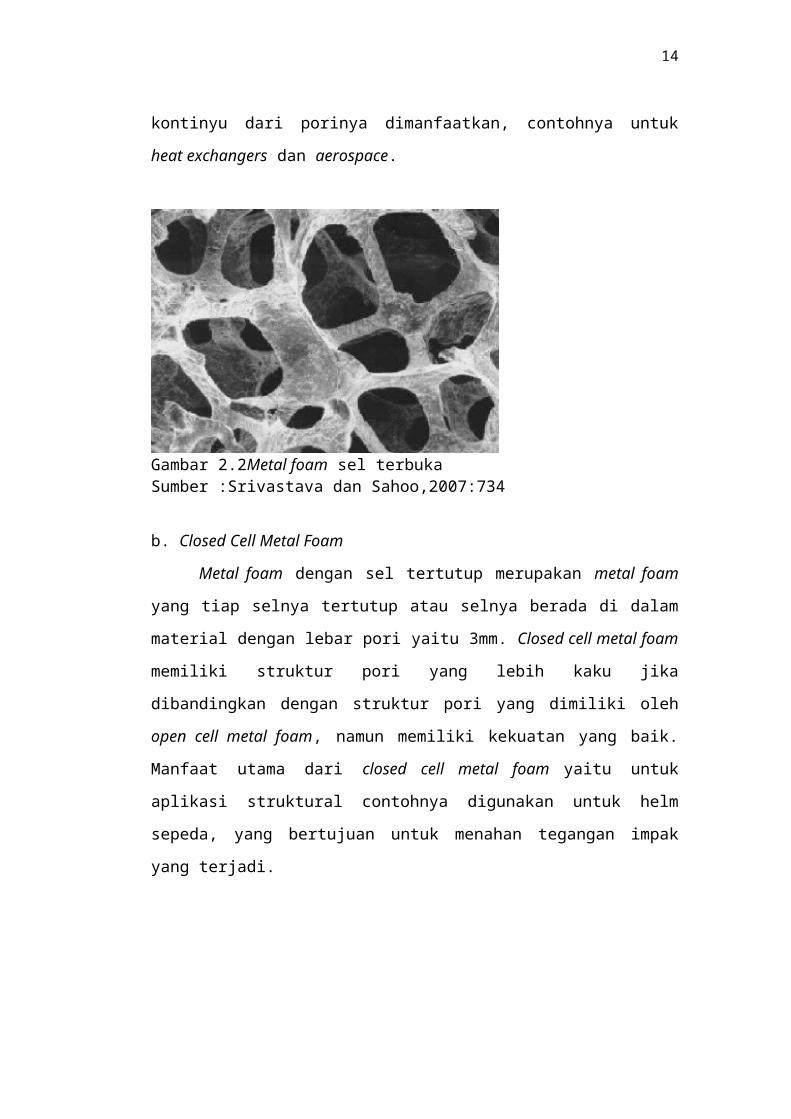
a. Open Cell Metal Foam
Metal foam dengan sel terbuka merupakan metal foam yang tiap porinya
berada baik di luar maupun di dalam material dan saling berhubungan satu sama
yang lainnya dengan lebar poriyaitu 5mm.Metal foam jenis ini memiliki struktur
pori yang flexible. Manfaat utama dari open cell metal foamyaitu pada aplikasi
fungsional dimana sifat kontinyu dari porinya dimanfaatkan, contohnya untuk
heat exchangers dan aerospace.
10
Gambar 2.2Metal foam sel terbukaSumber :Srivastava dan Sahoo,2007:734
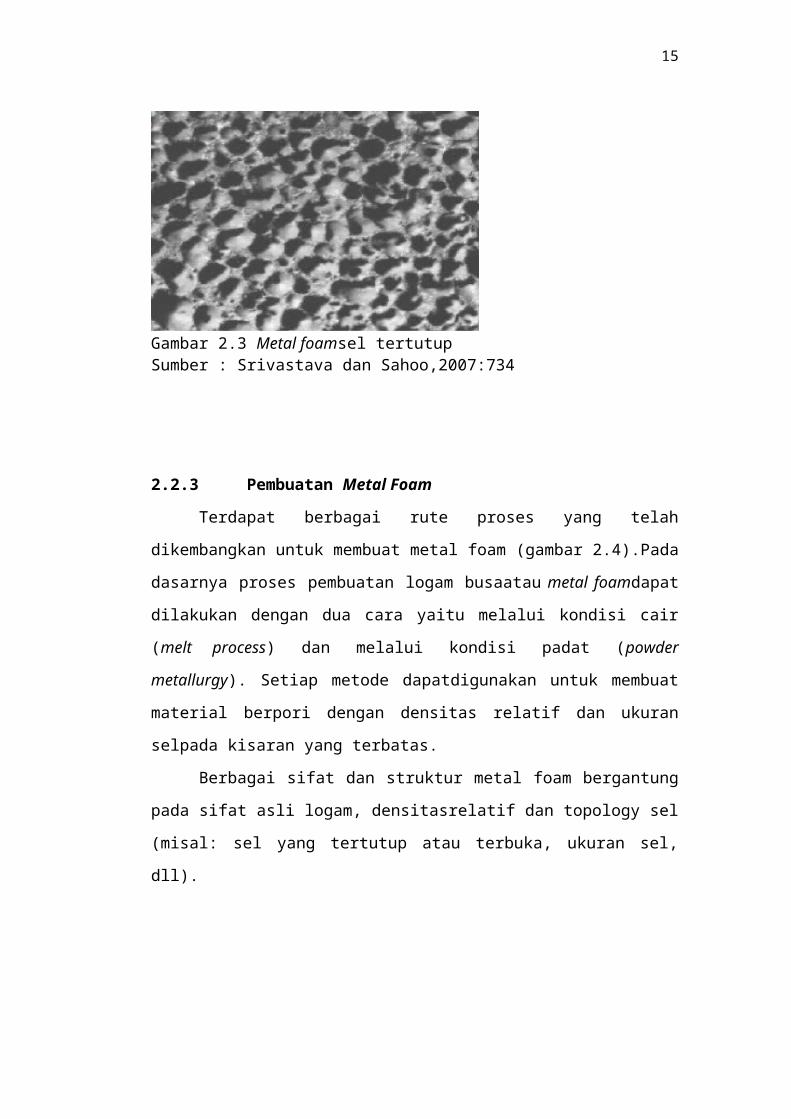
b. Closed Cell Metal Foam
Metal foam dengan sel tertutup merupakan metal foam yang tiap selnya
tertutup atau selnya berada di dalam material dengan lebar pori yaitu 3mm. Closed
cell metal foam memiliki struktur pori yang lebih kaku jika dibandingkan dengan
struktur pori yang dimiliki oleh open cell metal foam, namun memiliki kekuatan
yang baik. Manfaat utama dari closed cell metal foam yaitu untuk aplikasi
struktural contohnya digunakan untuk helm sepeda, yang bertujuan untuk
menahan tegangan impak yang terjadi.
Gambar 2.3 Metal foamsel tertutupSumber : Srivastava dan Sahoo,2007:734
11
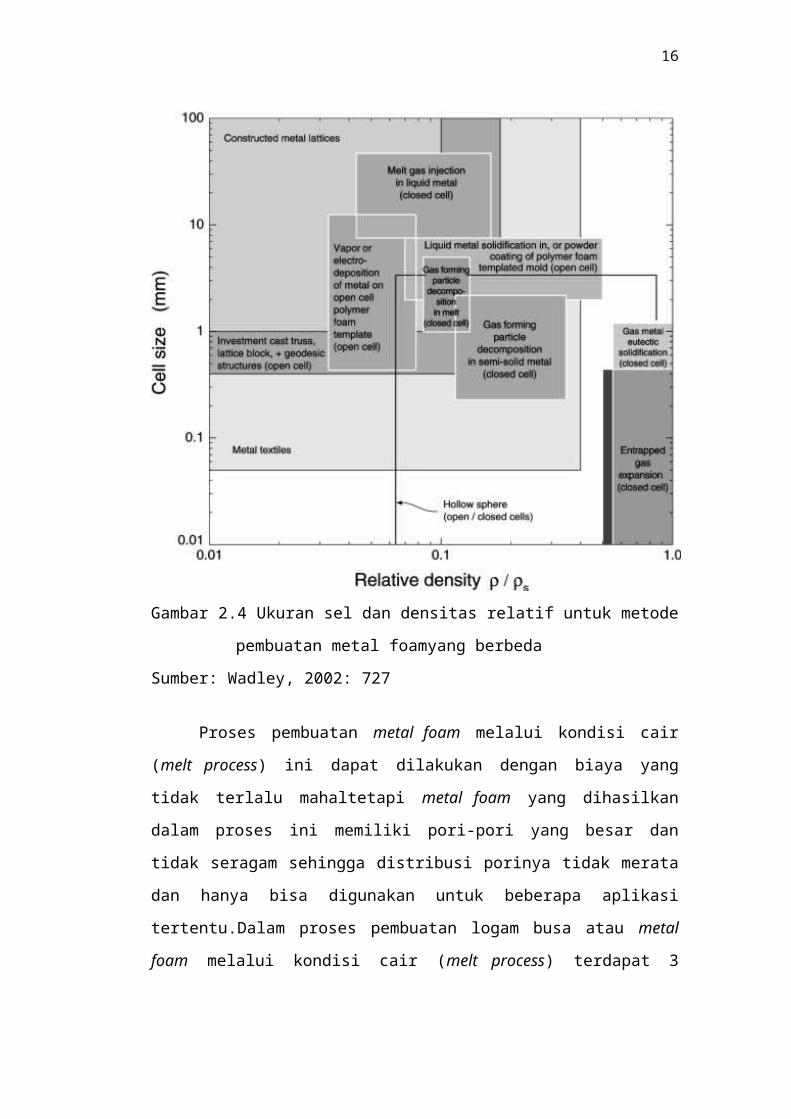
2.2.3 Pembuatan Metal Foam
Terdapat berbagai rute proses yang telah dikembangkan untuk membuat
metal foam (gambar 2.4).Pada dasarnya proses pembuatan logam busaatau metal
foamdapat dilakukan dengan dua cara yaitu melalui kondisi cair (melt process)
dan melalui kondisi padat (powder metallurgy). Setiap metode dapatdigunakan
untuk membuat material berpori dengan densitas relatif dan ukuran selpada
kisaran yang terbatas.
Berbagai sifat dan struktur metal foam bergantung pada sifat asli logam,
densitasrelatif dan topology sel (misal: sel yang tertutup atau terbuka, ukuran sel,
dll).
Gambar 2.4 Ukuran sel dan densitas relatif untuk metode pembuatan metal
foamyang berbeda
Sumber: Wadley, 2002: 727
12
Proses pembuatan metal foam melalui kondisi cair (melt process) ini dapat
dilakukan dengan biaya yang tidak terlalu mahaltetapi metal foam yang dihasilkan
dalam proses ini memiliki pori-pori yang besar dan tidak seragam sehingga
distribusi porinya tidak merata dan hanya bisa digunakan untuk beberapa aplikasi
tertentu.Dalam proses pembuatan logam busa atau metal foam melalui kondisi cair
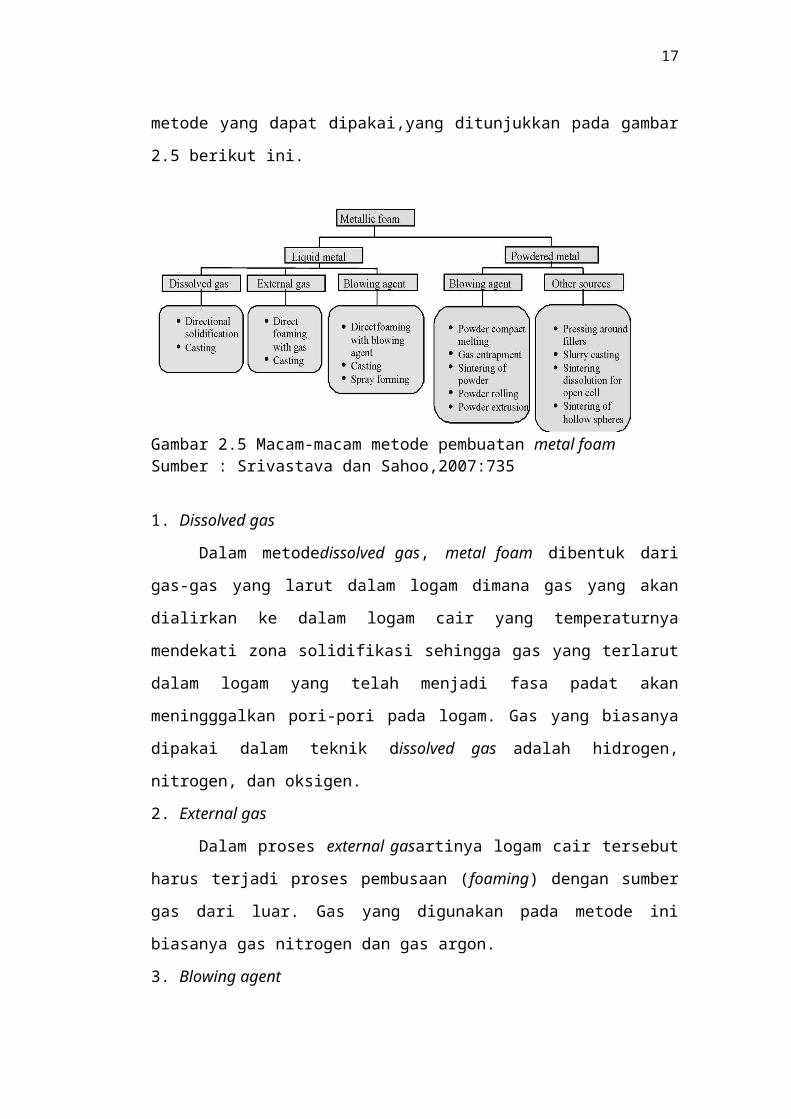
(melt process) terdapat 3 metode yang dapat dipakai,yang ditunjukkan pada
gambar 2.5 berikut ini.
Gambar 2.5 Macam-macam metode pembuatan metal foamSumber : Srivastava dan Sahoo,2007:735
1. Dissolved gas
Dalam metodedissolved gas, metal foam dibentuk dari gas-gas yang larut
dalam logam dimana gas yang akan dialirkan ke dalam logam cair yang
temperaturnya mendekati zona solidifikasi sehingga gas yang terlarut dalam
logam yang telah menjadi fasa padat akan meningggalkan pori-pori pada logam.
Gas yang biasanya dipakai dalam teknik dissolved gas adalah hidrogen, nitrogen,
dan oksigen.
2. External gas
Dalam proses external gasartinya logam cair tersebut harus terjadi proses
pembusaan (foaming) dengan sumber gas dari luar. Gas yang digunakan pada
metode ini biasanya gas nitrogen dan gas argon.
3. Blowing agent
Pada metode ini, proses terbentuknya busa (foam) berasal dari adanya
gelembung gas yang dihasilkan dari dekomposisi termal senyawa kimia. Senyawa
13
kimia yang biasanya digunakan untuk pembuatan aluminium foam dengan metode
penambahan blowing agent adalah serbuk titanium hidrida (TiH2), serbuk
zirconium hidrida(ZrH2),serbuk magnesium karbonat(MgCO3) dan serbuk kalsium
karbonat (CaCO3).
Pada pembentukan metal foam melalui kondisi padat (powder metallurgy)
melibatkan serangkaian proses metalurgi serbuk yang terdiri dari proses
pencampuran, kompaksi, dan sintering. Pada metode ini memiliki beberapa
kelebihan dibandingkan dengan metode melt process diantaranya yaitu dapat
mengontrol bentuk pori, ukuran pori dan distribusi porositas.
2.2.4 Pembuatan Metal Foam melalui Kondisi Cair (Melt Process)
Dalam keadaan tertentu logam cair dapat dibuat menjadi foamdengan cara
menciptakan gelembung gas dalam logam cair. Secara sederhana proses
pembuatan metal foam melalui kondisimelt process yaitu dengan meleburkan
material aluminium dan atau paduannya (alloy) hingga mencair secara sempurna,
setelah itu proses pemberian gas ke dalam aluminium cair, gas yang berada dalam
aluminium cair akan terjebak atau terperangkap dan ikut tersolidifikasi sehingga
terbentuk struktur berpori. Terdapat beberapa carayang biasa digunakan untuk
membuat metal foamdengan melt process, yaitu:
A. Pembuatan Aluminium Foam dengan Injeksi Gas (Cymat/MetComb)
Pertama kali metode ini dikembangkan untuk membuat aluminium foam
oleh perusahaan Hydro Aluminium di Norwegia dan Cymat Aluminium
Corporation di Kanada dengan sebutan SAF atau Stabilized Aluminium Foam.
Untuk menaikkanviskositascairan aluminium dan untuk menstabilkan gelembung
gas yang berada di dalam aluminiumcair biasanya digunakan partikel atau serbuk
penguat seperti silicon-carbide(SiC),aluminium-oxide(Al2O3)atau magnesium-
oxide(Mg2O3)sehingga kecenderungan naiknya gelembung gas ke permukaan
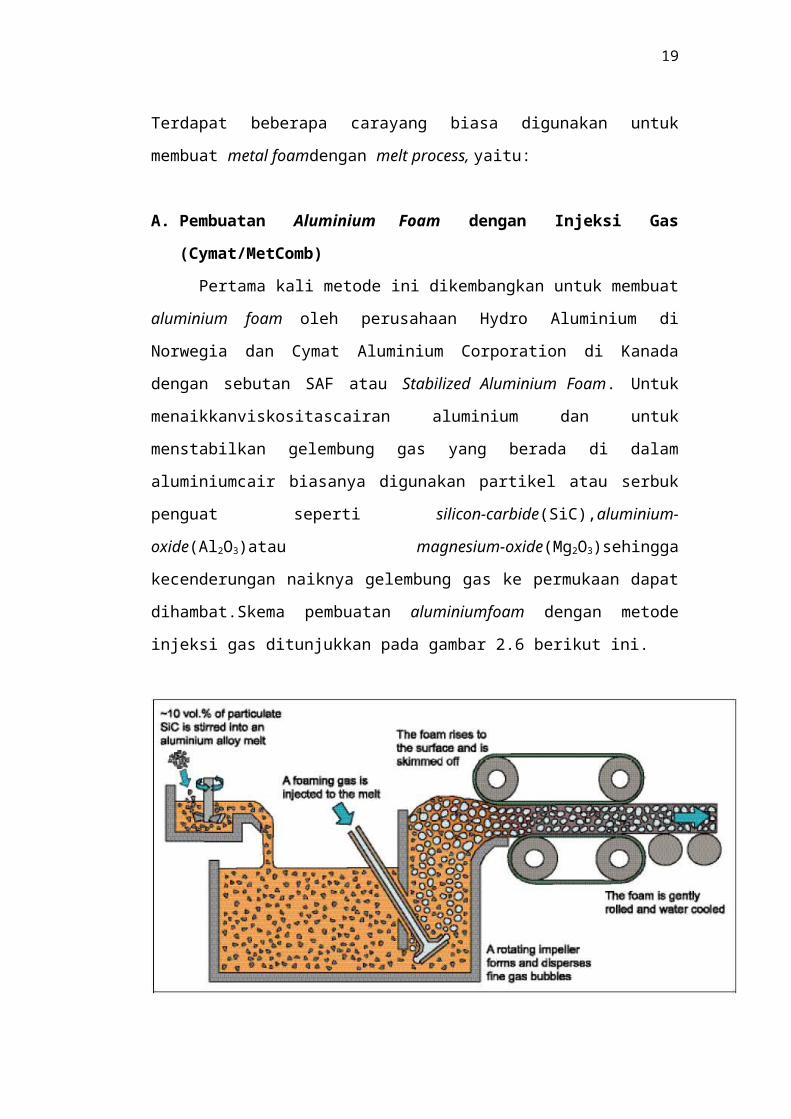
dapat dihambat.Skema pembuatan aluminiumfoam dengan metode injeksi gas
ditunjukkan pada gambar 2.6 berikut ini.
14
Gambar 2.6 Skema pembuatan aluminiumfoam dengan metode injeksi gasSumber : Helmi, 2003
Pada metode ini, tahappertama dimulai dari proses meleburkan(melting)
aluminiumdan atau paduannya, setelah melebur secara sempurna, salah satu dari
partikel penguat yang disebutkan di atas dimasukan ke dalam aluminium cairdan
diaduk secara merata, pencampuran ini juga bisa disebut sebagai MMC (metal
matrix composite). Namun dengan menggunakan cara ini, untuk memperoleh
distribusi partikel yang merata di dalam aluminium cair sangat sulit sehingga
biasanya digunakan aluminium yang sudah dipadukan sebelumnya.
Tahap yangkedua yaitu dengan menyuntikkan atau meniupkan gas
(sepertigas nitrogen, argon atau oksigen) ke dalam aluminium cairdengan
menggunakan rotating impeller atau vibrating nozzleang telah dirancang
khusus,tujuannya untuk menciptakan gelembung gas yang baik di dalam
aluminium cairdan mendistribusikannya secara merata. Campuran kental yang
dihasilkan dari gelembung gas dan aluminium cairakannaikke bagian atas
kemudian akan mengalami pembekuan. Busa relatif stabil karena adanya partikel
keramik yang berada pada aluminium cair.Busa cair yang naikkeatas permukaan
ini, kemudian dapat ditarik keluar dengan menggunakan conveyor dan dibiarkan
mengalami solidifikasi dan mengeras.
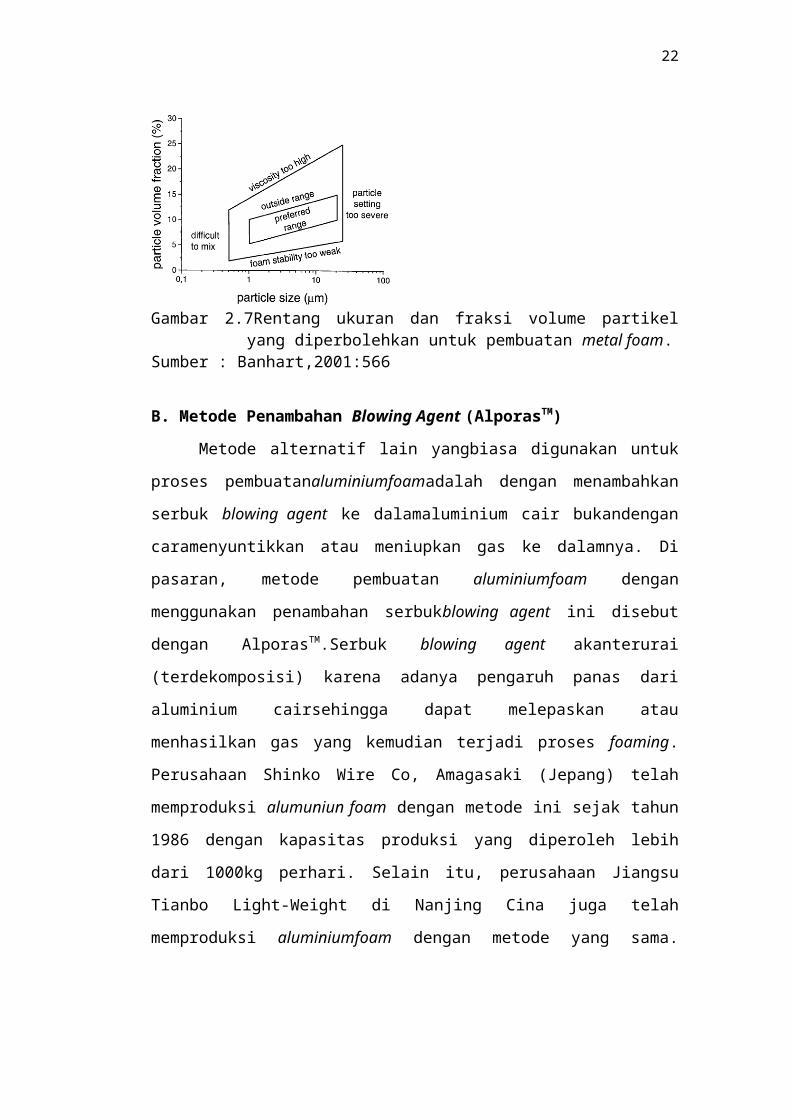
Fraksi berat dari partikel blowing agent yang digunakan adalah 10%-20%
dengan ukuran partikel rata-rata 5-20mikron. Apabila ukuran partikel penguat
15
terlalu kecil atau terlalu besar maka akanmemunculkan masalah pada kemampuan
pencampuran, viskositas dari aluminium cair dan kestabilan foam yang terbentuk.
Oleh karena itu ukuran dan fraksi volume partikel blowing agent harus berada
pada rentang yang telah diperbolehkan sebagaimana yang ditunjukkan pada
gambar 2.7.
Partikel dengan ukuran lebih kecil dari 1μm sulit untuk dicampur, dan
pada partikel dengan ukuran lebih besar dari 20μm menyebabkan pengendapan
partikel yang berat. Fraksi volume yang rendah tidak dapat menstabilkan foam,
sedangkan fraksi volume partikel yang tinggi membuatviskositas tinggi namun
menyebabkankesulitan dalam injeksi gas. Metode ini telah banyak digunakan
untukproses pembusaan (foaming) pada material aluminium dan
paduannya.Aluminiumfoam yang dihasilkan melalui metode ini mempunyai nilai
prosentase porositas 80%-98%, sedangkan densitas yang dihasilkan diantara
0,069gr/cm3-0,54gr/cm3, ukuran rata-rata pori yang yang dihasilkan antara 3mm-
25mm dan ketebalan aluminium foam yang bisa dihasilkan mulai dari 50-85μm
(Kennedy,1996).
Gambar 2.7Rentang ukuran dan fraksi volume partikel yang diperbolehkan untuk pembuatan metal foam.
Sumber : Banhart,2001:566
B. Metode Penambahan Blowing Agent (AlporasTM)
Metode alternatif lain yangbiasa digunakan untuk proses
pembuatanaluminiumfoamadalah dengan menambahkan serbuk blowing agent ke
dalamaluminium cair bukandengan caramenyuntikkan atau meniupkan gas ke
dalamnya. Di pasaran, metode pembuatan aluminiumfoam dengan menggunakan
16
penambahan serbukblowing agent ini disebut dengan AlporasTM.Serbuk blowing
agent akanterurai (terdekomposisi) karena adanya pengaruh panas dari aluminium
cairsehingga dapat melepaskan atau menhasilkan gas yang kemudian terjadi
proses foaming. Perusahaan Shinko Wire Co, Amagasaki (Jepang) telah
memproduksi alumuniun foam dengan metode ini sejak tahun 1986 dengan
kapasitas produksi yang diperoleh lebih dari 1000kg perhari. Selain itu,
perusahaan Jiangsu Tianbo Light-Weight di Nanjing Cina juga telah memproduksi
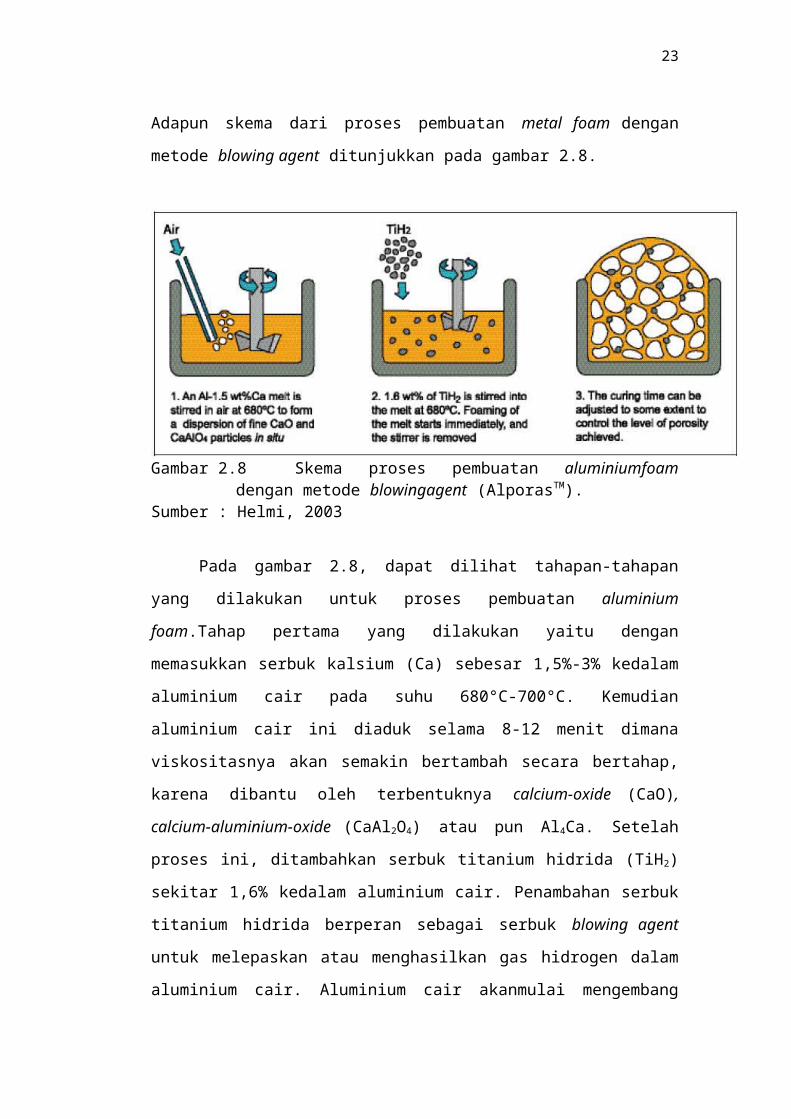
aluminiumfoam dengan metode yang sama. Adapun skema dari proses pembuatan
metal foam dengan metode blowing agent ditunjukkan pada gambar 2.8.
Gambar 2.8 Skema proses pembuatan aluminiumfoam dengan metode blowingagent (AlporasTM).
Sumber : Helmi, 2003
Pada gambar 2.8, dapat dilihat tahapan-tahapan yang dilakukan untuk
proses pembuatan aluminium foam.Tahap pertama yang dilakukan yaitu dengan
memasukkan serbuk kalsium (Ca) sebesar 1,5%-3% kedalam aluminium cair pada
suhu 680°C-700°C. Kemudian aluminium cair ini diaduk selama 8-12 menit
dimana viskositasnya akan semakin bertambah secara bertahap, karena dibantu
oleh terbentuknya calcium-oxide (CaO), calcium-aluminium-oxide (CaAl2O4) atau
pun Al4Ca. Setelah proses ini, ditambahkan serbuk titanium hidrida (TiH2) sekitar
1,6% kedalam aluminium cair. Penambahan serbuk titanium hidrida berperan
sebagai serbuk blowing agent untuk melepaskan atau menghasilkan gas hidrogen
dalam aluminium cair. Aluminium cair akanmulai mengembang secara perlahan-
17
lahandan akan mengisi seluruh bejana. Proses foaming berlangsung pada tekanan
yang konstan. Seluruh proses ini dapat menyita waktu sekitar 15 menit untuk
kapasitas bejana sebesar 0,6m3. Setelah bejana dingin dibawah temperatur leleh,
maka busa cair akan berubah menjadi solid aluminum foam, dan kemudian
dikeluarkan dari cetakan untuk proses selanjutnya.Rata-rata pori yang dihasilkan
dari aluminiumfoam yang dibuat dengan metode ini yaitu 2-10mm dan densitas
yangdihasilkan berkisar diantara 0,18-0,24g/cm3 setelah proses pemotongan dari
blok aluminiumfoam.
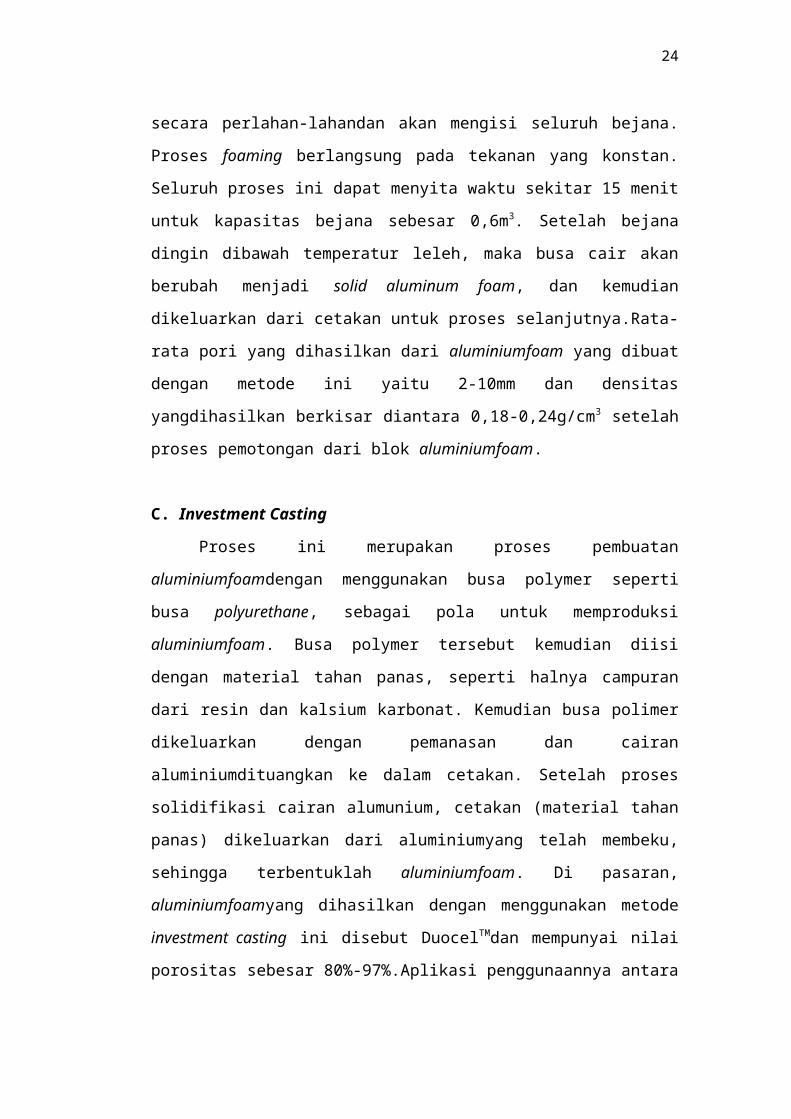
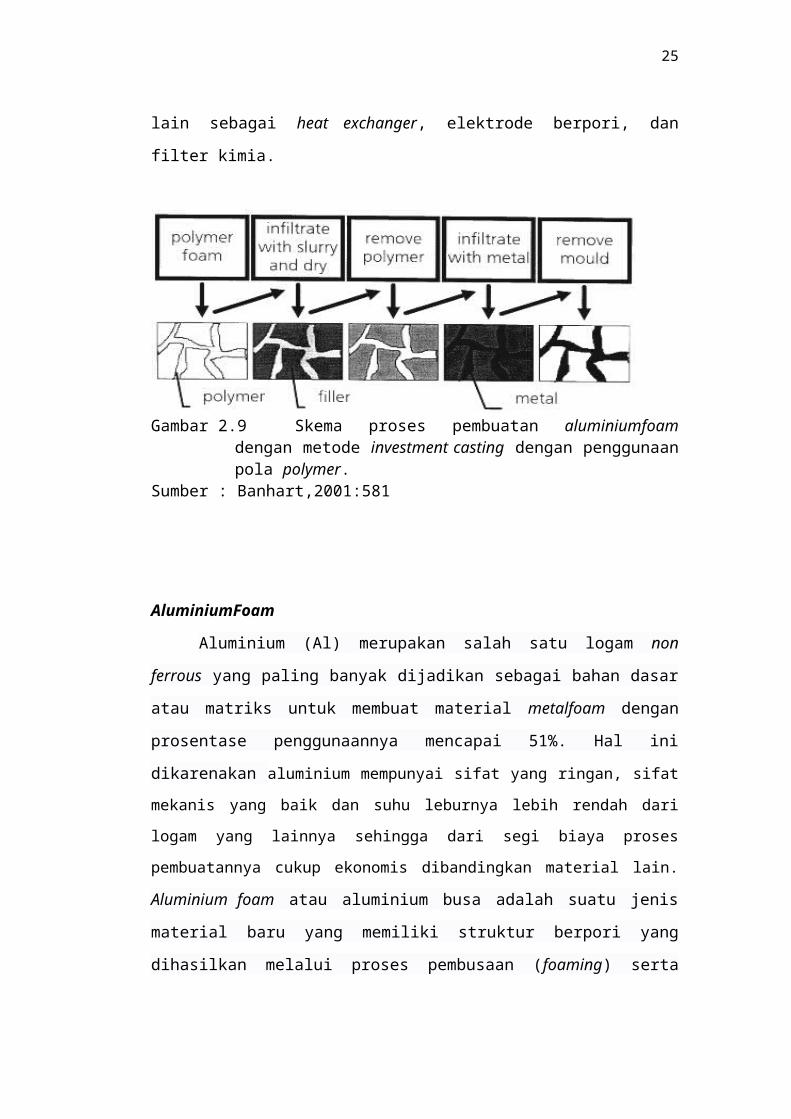
C. Investment Casting
Proses ini merupakan proses pembuatan aluminiumfoamdengan
menggunakan busa polymer seperti busa polyurethane, sebagai pola untuk
memproduksi aluminiumfoam. Busa polymer tersebut kemudian diisi dengan
material tahan panas, seperti halnya campuran dari resin dan kalsium karbonat.
Kemudian busa polimer dikeluarkan dengan pemanasan dan cairan
aluminiumdituangkan ke dalam cetakan. Setelah proses solidifikasi cairan
alumunium, cetakan (material tahan panas) dikeluarkan dari aluminiumyang telah
membeku, sehingga terbentuklah aluminiumfoam. Di pasaran,
aluminiumfoamyang dihasilkan dengan menggunakan metode investment casting
ini disebut DuocelTMdan mempunyai nilai porositas sebesar 80%-97%.Aplikasi
penggunaannya antara lain sebagai heat exchanger, elektrode berpori, dan filter
kimia.
Gambar 2.9 Skema proses pembuatan aluminiumfoam dengan metode investment casting dengan penggunaan pola polymer.
Sumber : Banhart,2001:581
18
2.3 AluminiumFoam
Aluminium (Al) merupakan salah satu logam non ferrous yang paling
banyak dijadikan sebagai bahan dasar atau matriks untuk membuat material
metalfoam dengan prosentase penggunaannya mencapai 51%. Hal ini dikarenakan
aluminium mempunyai sifat yang ringan, sifat mekanis yang baik dan suhu leburnya
lebih rendah dari logam yang lainnya sehingga dari segi biaya proses pembuatannya
cukup ekonomis dibandingkan material lain. Aluminium foam atau aluminium busa
adalah suatu jenis material baru yang memiliki struktur berpori yang dihasilkan
melalui proses pembusaan (foaming) serta memiliki nilai porositas yang tinggi,
umumnya mulai dari 70%-95%. (Babscan,2003:12).
Aluminium foam mempunyai kombinasi sifat yang unik dikarenakan
alumunium foam memiliki struktur logam berpori yang menggabungkan sifat khas
dari material selular dengan sifat logam aluminium itu sendiri. Perpaduan dari 2
sifat material yang berbeda ini membuat aluminium foam memiliki sifat yang
tidak didapatkan dari material lain ataupun perlakuan konvensional dari logam
aluminium, aluminium foam memberikan potensi yang sangat menarik untuk
diaplikasikan pada beberapa industri manufaktur, sehingga aluminium foam
banyak diteliti dan dikembangkan. Karateristik utama yang dimiliki aluminium
foam yaitu sebagai berikut:
1. Massa jenis (densitas) rendah,
2. Kekakuan tinggi terhadap massa jenis dan kekuatan spesifik yang tinggi,
3. Penyerapan energi impak dan tumbukan yang baik,
4. Penghalang panas dan peredam suara.
Aluminium foam mempunyai sifat yang cocok untuk dikembangkan pada
industri otomotif. Fungsi utama dari aluminium foam dapat dibedakan sebagai
berikut (Banhart,2007:282):
1. Material ringan
19
Struktur pori yang terdapat pada aluminium foam, selain dapat
merendahkan nilai densitas (massa jenis) material juga dapat memberikan nilai
kekakuan spesifik yang lebih baik dibandingkan aluminium biasa. Aluminium
foam dapat digunakan untuk mengoptimalkan antara kekakuan terhadap berat
(kekakuan spesifik).
2. Penyerapan energi
Karena aluminium foammemiliki porositas yang tinggi, sehingga dapat
menyerap energi mekanik dengan kuantitas yang tinggi ketika terjadi suatu
deformasi. Material ini, juga dapat berperan sebagai penyerap energi impak,
tergantung pada percepatan saat tabrakan.Aluminiumfoam mempunyai kekuatan
yang lebih tinggi daripada polymer foam sehingga untuk aplikasi tersebut, saat ini
aluminiumfoam belum dapat tergantikan.
3. Pengontrol panas dan peredam suara
Aluminium foam dapat meredam getaran dan menyerap suara dalam
kondisi tertentu. Selain itu, kelebihan dari aluminium foam adalah konduktivitas
termal rendah dan dapat menahan suhu yang tinggi.
2.4 Mekanisme Pembentukan Pori pada Aluminium Foam
Aluminium foam memiliki pori di setiap bagiannya dan struktur porinya ini
terbentuk dari adanya gas yang terperangkap atau terjebak dalam aluminium cair
dan ikut tersolidifikasi. Proses pembusaan atau proses foaming pada pembuatan
aluminium foam dapat diklasifikasikan menjadi 2 macam berdasarkan dari cara
gas tersebut dibawa ke dalam aluminium cair. Yang pertama, sumber gas internal
yaitu terbentuknya gas berasal dari dekomposisi termal serbuk blowing agent.
Yang kedua, sumber gas eksternal yaitu terbentuknya gas berasal dari luar dengan
cara meniupkan atau menyuntikkan gas melalui pipa kapiler, gas yang biasanya
digunakan yaitu gas argon, nitrogen dan oksigen. Gelembung gas yang dihasilkan
hanya pada tempat-tempat tertentu dalam aluminium cair sehingga harus
disebarkan. .
20
Proses pembusaan atau foaming merupakan hal terpenting dari
serangkaian proses pembuatan aluminium foam maka dari itu perlu diketahui
beberapa parameter yang mempengaruhi kualitas dan sifat dari aluminium foam
yang dihasilkan seperti atmosfir, kecepatan pemanasan dan suhu dari siklus
pembusaan termal. Teknik ex-situ dan teknik in-situ digunakan untuk mengetahui
dan mempelajari perubahan morfologi pori, ekspansi volume, perubahan
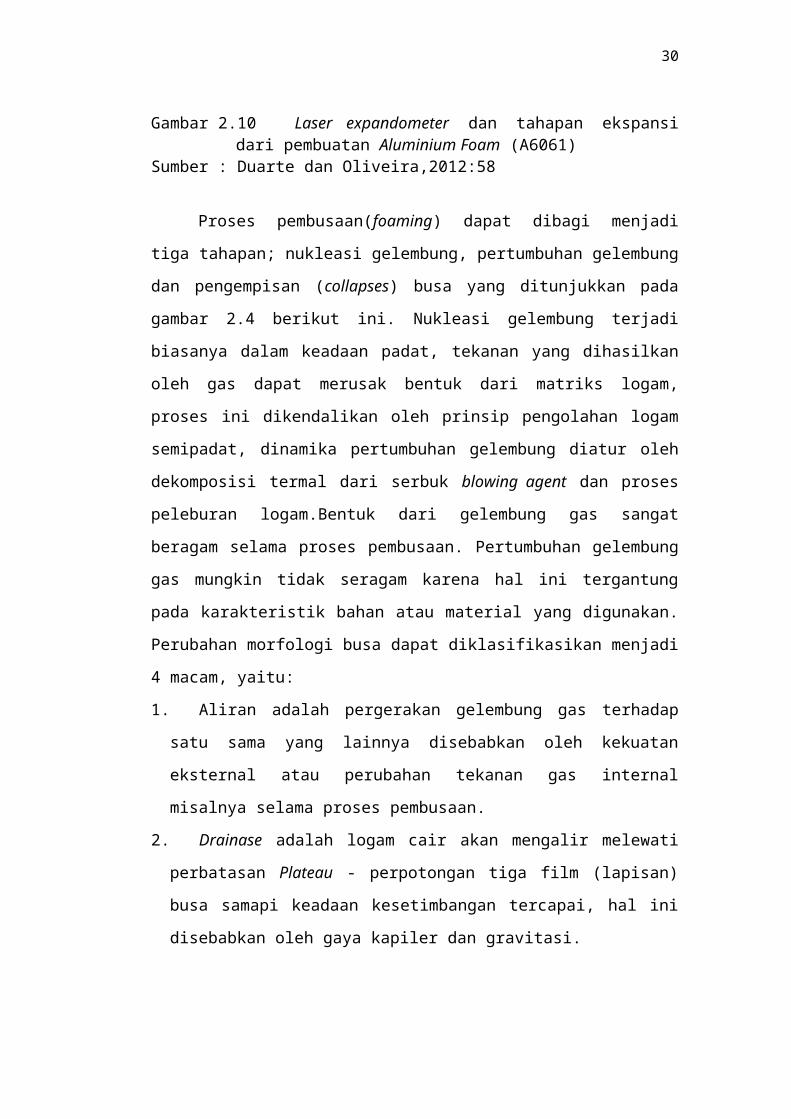
kepadatan selama proses pembusaan. Ekspansi yang terjadi pada saat proses
pembusaan (foaming) dapat diketahui melalui kurva ekspansi yang diperoleh dari
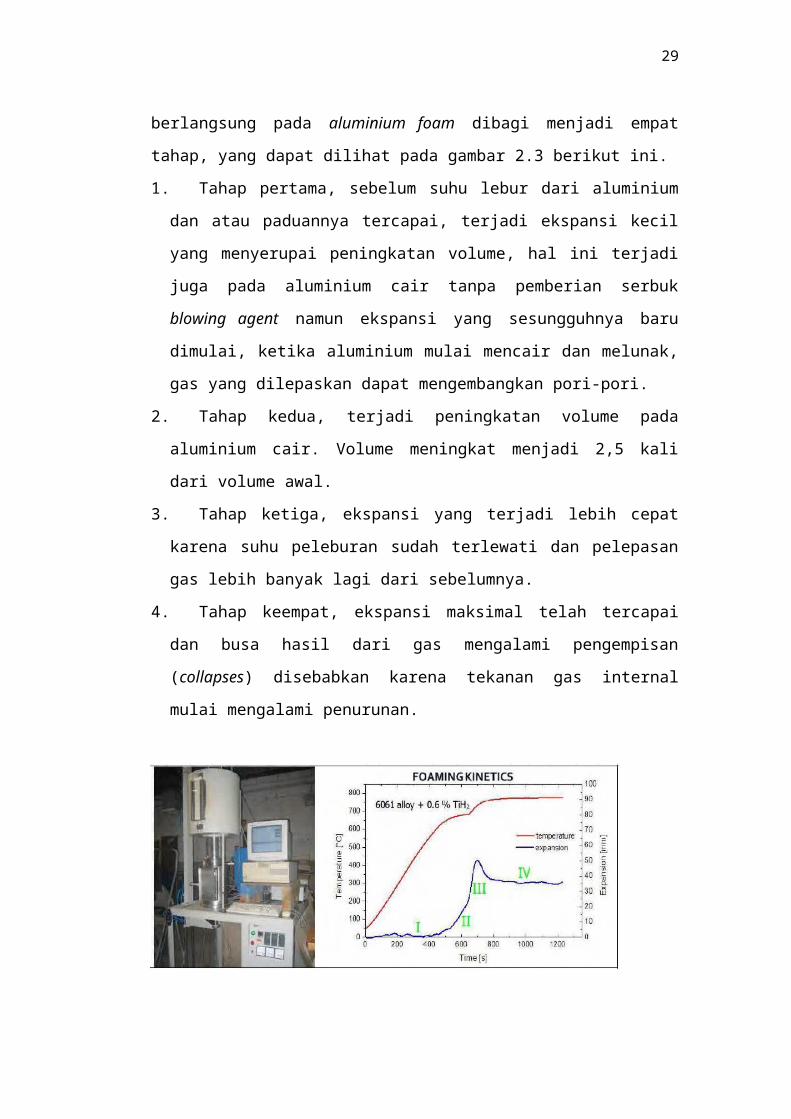
alat laser expandometer. Perilaku ekspansi volume yang berlangsung pada
aluminium foam dibagi menjadi empat tahap, yang dapat dilihat pada gambar 2.3
berikut ini.
1. Tahap pertama, sebelum suhu lebur dari aluminium dan atau paduannya
tercapai, terjadi ekspansi kecil yang menyerupai peningkatan volume, hal ini
terjadi juga pada aluminium cair tanpa pemberian serbuk blowing agent namun
ekspansi yang sesungguhnya baru dimulai, ketika aluminium mulai mencair
dan melunak, gas yang dilepaskan dapat mengembangkan pori-pori.
2. Tahap kedua, terjadi peningkatan volume pada aluminium cair. Volume
meningkat menjadi 2,5 kali dari volume awal.
3. Tahap ketiga, ekspansi yang terjadi lebih cepat karena suhu peleburan sudah
terlewati dan pelepasan gas lebih banyak lagi dari sebelumnya.
4. Tahap keempat, ekspansi maksimal telah tercapai dan busa hasil dari gas
mengalami pengempisan (collapses) disebabkan karena tekanan gas internal
mulai mengalami penurunan.
21
Gambar 2.10Laser expandometer dan tahapan ekspansi dari pembuatan Aluminium Foam (A6061)
Sumber : Duarte dan Oliveira,2012:58
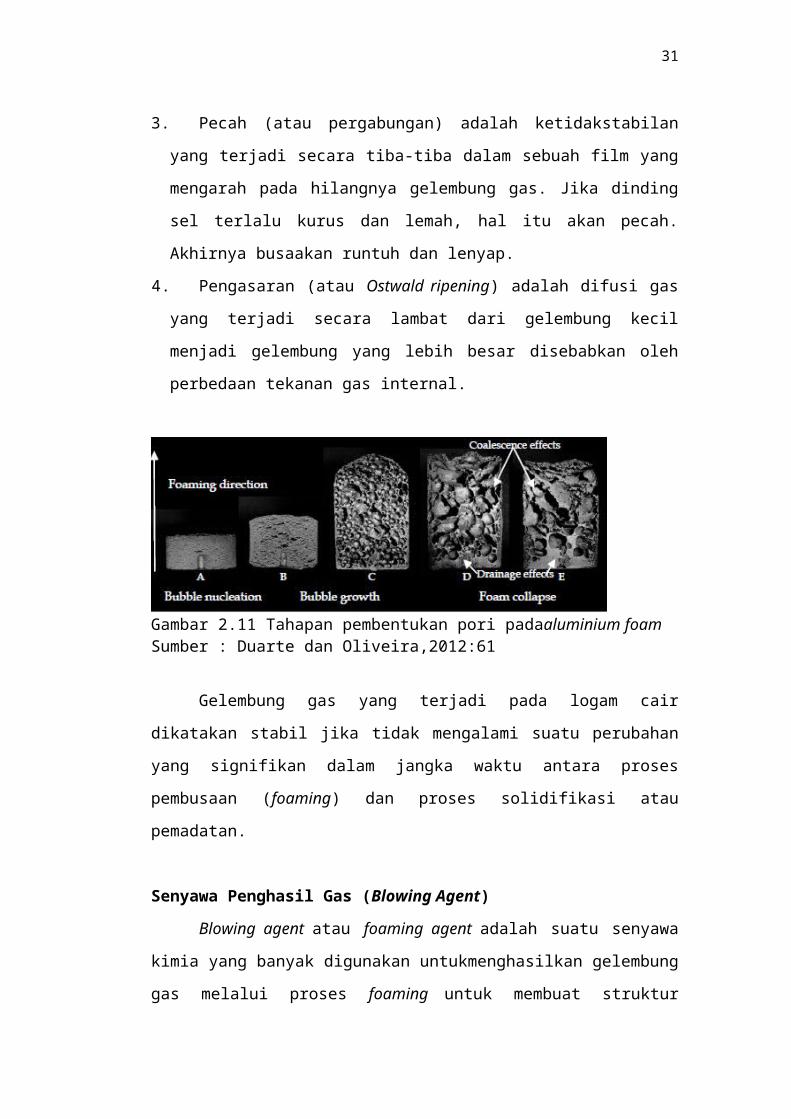
Proses pembusaan(foaming) dapat dibagi menjadi tiga tahapan; nukleasi
gelembung, pertumbuhan gelembung dan pengempisan (collapses) busa yang
ditunjukkan pada gambar 2.4 berikut ini. Nukleasi gelembung terjadi biasanya
dalam keadaan padat, tekanan yang dihasilkan oleh gas dapat merusak bentuk dari
matriks logam, proses ini dikendalikan oleh prinsip pengolahan logam semipadat,
dinamika pertumbuhan gelembung diatur oleh dekomposisi termal dari serbuk
blowing agent dan proses peleburan logam.Bentuk dari gelembung gas sangat
beragam selama proses pembusaan. Pertumbuhan gelembung gas mungkin tidak
seragam karena hal ini tergantung pada karakteristik bahan atau material yang
digunakan. Perubahan morfologi busa dapat diklasifikasikan menjadi 4 macam,
yaitu:
1. Aliran adalah pergerakan gelembung gas terhadap satu sama yang lainnya
disebabkan oleh kekuatan eksternal atau perubahan tekanan gas internal
misalnya selama proses pembusaan.
2. Drainase adalah logam cair akan mengalir melewati perbatasan Plateau -
perpotongan tiga film (lapisan) busa samapi keadaan kesetimbangan tercapai,
hal ini disebabkan oleh gaya kapiler dan gravitasi.
3. Pecah (atau pergabungan) adalah ketidakstabilan yang terjadi secara tiba-tiba
dalam sebuah film yang mengarah pada hilangnya gelembung gas. Jika dinding
sel terlalu kurus dan lemah, hal itu akan pecah. Akhirnya busaakan runtuh dan
lenyap.
4. Pengasaran (atau Ostwald ripening) adalah difusi gas yang terjadi secara
lambat dari gelembung kecil menjadi gelembung yang lebih besar disebabkan
oleh perbedaan tekanan gas internal.
22
Gambar 2.11 Tahapan pembentukan pori padaaluminium foamSumber : Duarte dan Oliveira,2012:61
Gelembung gas yang terjadi pada logam cair dikatakan stabil jika tidak
mengalami suatu perubahan yang signifikan dalam jangka waktu antara proses
pembusaan (foaming) dan proses solidifikasi atau pemadatan.
2.4 Senyawa Penghasil Gas (Blowing Agent)
Blowing agent atau foaming agent adalah suatu senyawa kimia yang
banyak digunakan untukmenghasilkan gelembung gas melalui proses foaming
untuk membuat struktur poripada berbagai jenis materialmisalnya karet, plastik,
keramik dan logam. Dengan kata lain, blowing agent atau foaming agent bisa
disebut juga sebagai baking powder.
Blowing agent biasanya dicampurkan pada saat material dasardalam
keadaan cair. Senyawa blowing agent dapat melepaskan atau menghasilkan
gelembung gas apabila dipanaskan dan bertanggung jawab atas pembentukan
gelembung gas. Terdapat dua persyaratan utama untuk memperoleh foam
berkualitas tinggi. Yang pertama adalah distribusi yang seragam dari
serbukblowing agent ke dalam matriks logam yang digunakan.Yang kedua adalah
karakteristik dekomposisi termal dari serbuk blowing agent dan perilaku logam
cair dan atau paduannya untuk mencegah terbentuknya retakan (cacat).
Temperatur dekomposisinya blowing agent harus sesuai dengan
temperatur lebur logam. Jika temperatur dekomposisi terlalu rendah maka reaksi
akan berlangsung secara cepat sehingga tidak cukup waktu untuk serbuk blowing
agent terdispersi secara merata pada cairan logam. Jika temperaturnya terlalu
tinggi maka foamakan runtuh (collapses) sebelum proses solidifikasi atau
pembekuan.
23
Pemilihan serbuk blowing agentjuga sangat mempengaruhi keberhasilan
dari proses pembusaan (foaming). Karakteristik dari serbukblowing agent, seperti
kemurnian, ukuran partikel, unsur-unsur paduan kimia dan perilaku paduan dan
karakteristik dekomposisi termal dari blowing agent harus dipelajari dan
diketahui.
Blowing agent yang biasa digunakan untuk proses pembuatan
aluminiumfoamatau aluminium foam paduan adalah hidrida logam, seperti
titanium hidrida (TiH2), zirkonium hidrida (ZrH2) dan magnesium hidrida (MgH2)
(Duarte dan Banhart,2000). Senyawa logam termasuk oksida, nitride, sulfide dan
karbonat juga cocok digunakan sebagai blowing agent.
Kenetika dan reaksi dekomposisi juga menjadi parameter yang sangat
penting, pada saat proses foaming harus terjadi secara cepat agar didapatkan
ukuran pori yang diinginkan sebelum foam runtuh atau gelembung gas keluar dari
cairan. Volume dari gas yang dihasilkan oleh senyawa penghasil gas juga
merupakan hal yang penting. Senyawa blowingagent harus memiliki densitas
yang relatifsama dengan logam cair agar dapat terdispersi secara merata.
2.4.1 Kalsium Karbonat (CaCO3)
Kalsium karbonat umumnya bewarna putih dan sering di jumpai pada batu
kapur, kalsit, marmer dan batu gamping.Kalsium karbonat memiliki rumus kimia
yaitu CaCO3.Kalsium karbonat memiliki densitasyang hampir serupa dengan
aluminium yaitu sekitar 2,7g/cm3sampai 2,83g/cm3sehingga dapat terdispersi
secara baik pada aluminium cair dan telah digunakan untuk membuat metalfoam.
Gambar 2.12 Serbuk kalsium karbonat sebagai blowing agent.
24
Sumber :PT. Kalsitech Prima, Surabaya,2015
Proses pembusaan(foaming) pada aluminiumdan atau paduannya dengan
menggunakan serbuk CaCO3 sebagai blowingagent disebabkan oleh dekomposisi
termal dari kalsium karbonat yang berhubungan dengan aluminium cair pada suhu
di atas 700°C. Reaksi kimiayang terjadi pada serbuk CaCO3 disebabkan oleh
adanya panas yang ditimbulkan oleh aluminium cair dengan suhu peleburan yang
digunakan yaitu 750°C. Adapun reaksi yang terjadi dapat dilihat berikut ini:
CaCO3(S) ↔ CaO(S) + CO2(G)
Dapat dilihat pada reaksi tersebut, bahwa serbuk kalsium karbonat jika
diberikan atau terkena panas akan pecah dan berubah menjadi serbuk kalsium
oksida (CaO). Hal ini disebabkan karena pada reaksi yang terjadi tersebut tiap
molekul dari kalsium berikatan dengan 1 atom oksigen sedangkan molekul yang
lainnya berikatan dengan oksigen dan menghasilkan gas karbon monoksida
(CaO2). Gas inilah yang dimanfaatkan untuk proses pembusaan (foaming) pada
proses pembuatan aluminium foam dengan menggunakan metode penambahan
serbuk blowing agent. Gas CO2akan tertahan dan terjebak di dalam aluminium
cair sehingga terbentuk struktur berpori.
2.4.2 Aluminium Oksida(Al2O3)
Aluminium oksida adalah senyawa kimia yang diperoleh dari hasil
pemurnian biji aluminium (bauksit).Aluminium oksida mempunyai rumus kimia
yaitu Al2O3.Aluminium oksida memiliki wujud padat berwarna putih tidak berbau
dan sangat higroskopik. Pada umumnya, aluminium oksida memiliki bentuk
kristal yang disebut korundum. Aluminium oksida atau dalam bidang ilmu teknik
material biasa disebut dengan alumina ini termasuk kedalam golongan keramik
oksida modern bersama dengan Silika (SiO2), Zirkonia (ZrO2) dan Barium Titanat
(BaTiO2).Penggunaan aluminium oksida atau alumina yang paling banyak dan
paling signifikan yaitu untuk proses pembuatan logam aluminium. Aluminium
oksida berperan untuk proses ketahanan logam aluminium dari korosi. Aluminium
oksida memiliki sifat mekanik yang baik contohnya kekuatan dan kekerasan yang
tinggi, sehingga banyak juga digunakan sebagai amplas atau gerinda, sebagai
25
bahan mata pahat untuk proses permesinan dengan kecepatan yang tinggi dan
pemotongan logam-logam yang keras.
Dalam penelitian ini, alumina atau aluminium oksida digunakan sebagai
partikel atau serbuk penambah yang fungsinya untuk memperbaiki sifat mampu
basah (wettability) dari serbuk CaCO3 sebagai blowing agent.Tujuannya agar pada
saat serbuk kalsium karbonat (CaCO3) dicampurkan ke dalam aluminium cair
mampu terdispersi secara merata ke seluruh bagian dan mampu terdekomposisi
sempurna. Selain itu juga penambahan serbuk alumina berfungsi sebagai partikel
penstabil gelembung gas yang berasal dari dekomposisi serbuk CaCO3.
2.5 Aluminium
Aluminium merupakan salah satu jenis logam yang sangat ringan,
beratnya hanya 1/3 baja, tembaga atau kuningan. Aluminium memiliki kekuatan
yang baik, bahkan beberapa aluminium paduan kekuatanya melebihi baja.
Aluminium berasal dari biji aluminium yang disebut bauksit. Untuk mendapatkan
aluminium murni dilakukan proses pemurnian pada bauksit yang menghasilkan
alumina atau oksida aluminium yang kemudian alumina ini dielektrosa sehingga
berubah menjadi oksigen dan aluminium. Aluminium adalah logam terpenting
dari logam nonferro. Penggunaan aluminium adalah yang kedua setelah besi dan
baja (Surdia dan Saito 1999 : 129).
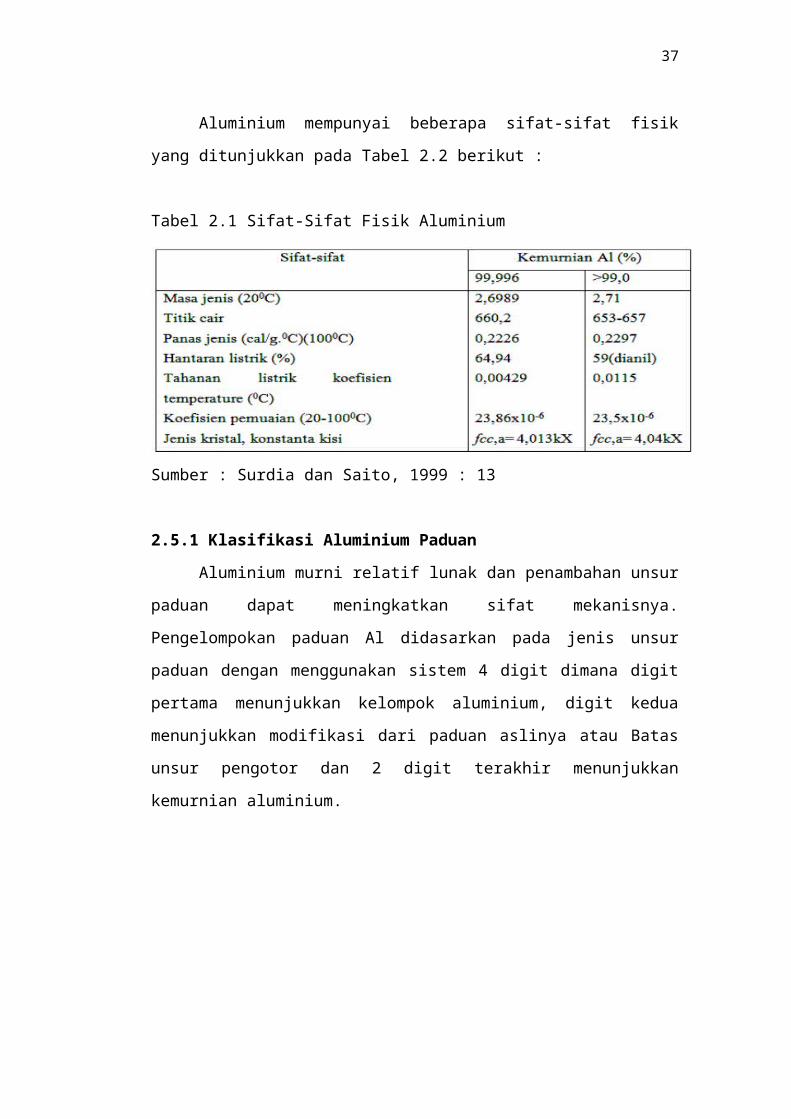
Aluminium mempunyai beberapa sifat-sifat fisik yang ditunjukkan pada
Tabel 2.2 berikut :
Tabel 2.1 Sifat-Sifat Fisik Aluminium
26
Sumber : Surdia dan Saito, 1999 : 13
2.5.1 Klasifikasi Aluminium Paduan
Aluminium murni relatif lunak dan penambahan unsur paduan dapat
meningkatkan sifat mekanisnya. Pengelompokan paduan Al didasarkan pada jenis
unsur paduan dengan menggunakan sistem 4 digit dimana digit pertama
menunjukkan kelompok aluminium, digit kedua menunjukkan modifikasi dari
paduan aslinya atau Batas unsur pengotor dan 2 digit terakhir menunjukkan
kemurnian aluminium.
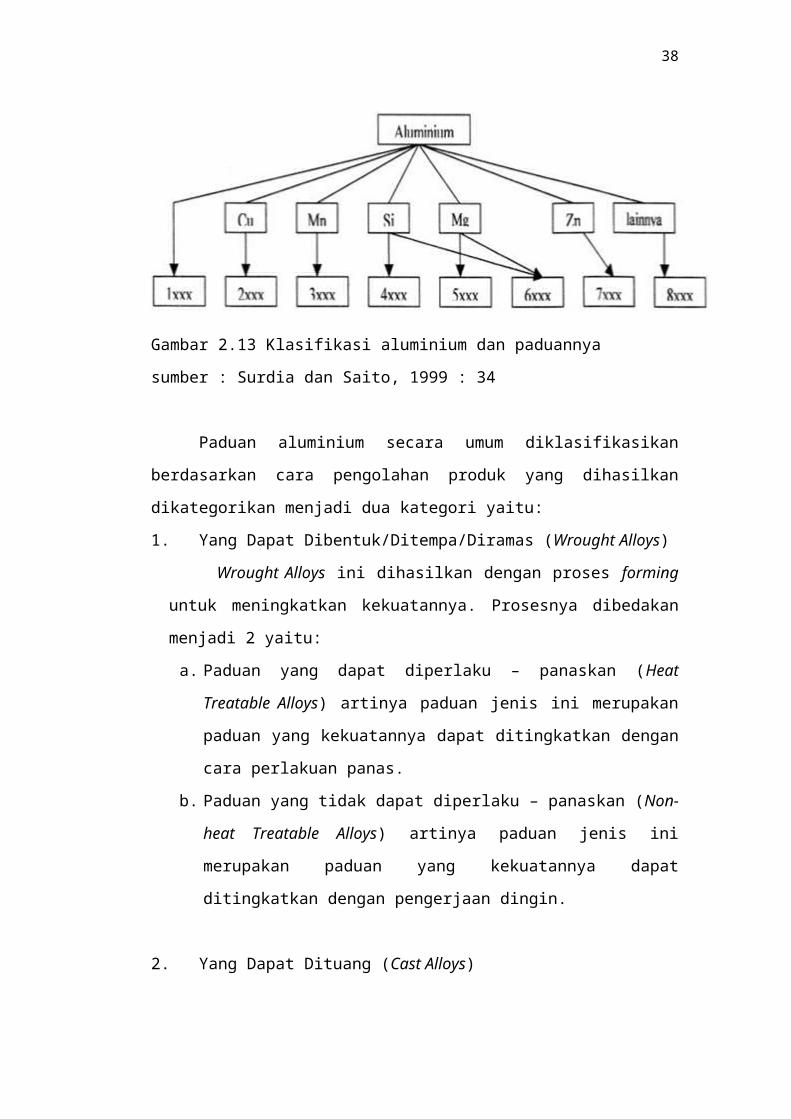
Gambar 2.13 Klasifikasi aluminium dan paduannya
sumber : Surdia dan Saito, 1999 : 34
Paduan aluminium secara umum diklasifikasikan berdasarkan cara
pengolahan produk yang dihasilkan dikategorikan menjadi dua kategori yaitu:
1. Yang Dapat Dibentuk/Ditempa/Diramas (Wrought Alloys)
Wrought Alloys ini dihasilkan dengan proses forming untuk
meningkatkan kekuatannya. Prosesnya dibedakan menjadi 2 yaitu:
a. Paduan yang dapat diperlaku – panaskan (Heat Treatable Alloys) artinya
paduan jenis ini merupakan paduan yang kekuatannya dapat ditingkatkan
dengan cara perlakuan panas.
b. Paduan yang tidak dapat diperlaku – panaskan (Non-heat Treatable
Alloys) artinya paduan jenis ini merupakan paduan yang kekuatannya
dapat ditingkatkan dengan pengerjaan dingin.
27
2. Yang Dapat Dituang (Cast Alloys)
Cast Alloys merupakan paduan aluminium yang pengerjaannya dengan
cara pengecoran yang kemudian dituang pada cetakan dengan bentuk benda
yang diinginkan dengan finishing sebagai pengerjaan akhir agar sesuai dengan
desain yang direncanakan.
2.5.2 Pengaruh Unsur-Unsur Paduan
Unsur-unsur pemadu aluminium antara lain :
a. Tembaga (Cu)
Lambangnya berasal dari bahasa latin Cuprum merupakan konduktor
panas dan listrik yang baik sekali. Selain itu unsur ini memiliki korosi yang
lambat sekali. Tembaga juga bersifat paragmanetic. Penambahan Cu akan
memperbaiki sifat mampu aluminium paduan. Selain itu dengan atau tanpa
paduan lainnya akan meningkatkan kekuatan dan kekerasan.
b. Silikon (Si)
Pengaruh paling penting dalam penambahan silikon adalah sifat mampu
cor. Dalam hal ini yang dapat diperbaiki adalah dengan cara mengurangi
penyusutan coran sampai satu setengah dari penyusutan aluminium murni,
meningkatkan daya alirnya. Selain itu, paduan silikon akan meningkatkan
ketahanan korosinya, baik ditambah unsur lain ataupun tidak.
c. Magnesium (Mg)
Penambahan unsur magnesium digunakan untuk meningkatkan daya
tahan aluminium dan meningkatkan sifat mampu bentuk serta mampu mesin
aluminium tanpa menurunkan keuletannya.
d. Zinc (Zn)
Penambahan seng akan meningkatkan sifat-sifat mekanis tanpa
perlakuan panas serta memperbaiki sifat mampu mesin.
e. Mangan (Mn)
Penambahan mangan akan meningkatkan daya tahan karat aluminium
dan bila dipadukan dengan Mg akan memperbaiki kekuatan aluminium.
28
f. Besi (Fe)
Penambahan besi dimaksudkan untuk mengurangi penyusutan. Tetapi
kandungan besi yang besar juga akan menyebabkan struktur butir yang kasar
dan dalam hal ini dapat diperbaiki dengan menambah sejumlah kecil Mn dan
Cr.
2.5.3 Aluminium Paduan
Logam aluminium dapat dengan mudah dipadukan dengan logam lain.
Paduan aluminium yang penting antara lain :
a. Paduan Al-Cu
Jenis paduan Al-Cu adalah jenis yang dapat diperlakukan panas.
Dengan melalui pengerasan endapan/penyepuhan sifat mekanis paduan ini
dapat menyamai sifat dari baja lunak tetapi daya tahan korosinya lebih bila
dibandingkan jenis paduan lainnya (Heine, 1976 : 294). Copper adalah salah
satu unsur paduan penting yang digunakan pada Al karena dengan paduan ini
akan membentuk solid-solution strengthening dan dengan heat treatment yang
sesuai dapat meningkatkan kekuatannya dengan membentuk precipitate.
b. Paduan Al-Cu-Mg
Paduan ini mengandung 4% Cu dan 0,5% Mg dan merupakan paduan
yang memliki kekuatan yang tinggi. Biasanya disebut dengan duralumin.
Dalam penggunaannya biasa dipakai konstruksi pesawat terbang dan kontruksi
lainnya yang membutuhkan perbandingan antara kekuatan dan berat yang
cukup besar.
c. Paduan Al-Si
Paduan Al-Si adalah paduan yang sangat baik kecairannya, mempunyai
permukaan yang bagus, tanpa kegetasan panas, memiliki sifat mampu cor dan
ketahanan korosi yang baik, sangat ringan, koefisiennya kecil dan sebagai
penghantar listrik dan panas yang baik, karena sifat-sifatnya maka paduan ini
banyak dipakai sebagai bahan untuk logam las dalam pengelasan logam paduan
Al, baik pada paduan cor maupun paduan tempa.
d. Paduan Al-Mg
29
Paduan AL-Mg adalah paduan yang memiliki ketahanan korosi yang
baik. Pada paduan Al-Mg sekitar 4% atau 10% mempunyai ketahanan korosi
dan sifat mekanis yang baik serta memiliki kekuatan tarik di atas 30 kg/mm2
dan perpanjangan di atas 12% setelah perlakuan panas. Paduan ini biasa
dipakai untuk bagian dari alat–alat industri kimia, kapal laut, kapal terbang dan
sebagainya.
e. Paduan Al-Mg-Si
Paduan Aluminium-Magnesium-Silikon termasuk dalam jenis yang
dapat diperlakupanaskan dan mempunyai sifat mampu potong, mampu las dan
tahan korosi yang cukup (Wiryosumarto, 2000). Jika Magnesium Silikat
(Mg2Si), kebanyakan paduan Aluminium mengandung Si, sehingga
penambahan Magnesium diperlukan untuk memperoleh efek pengerasan dari
Mg2Si. Tetapi sifat paduan ini akan menjadi getas, sehingga untuk mengurangi
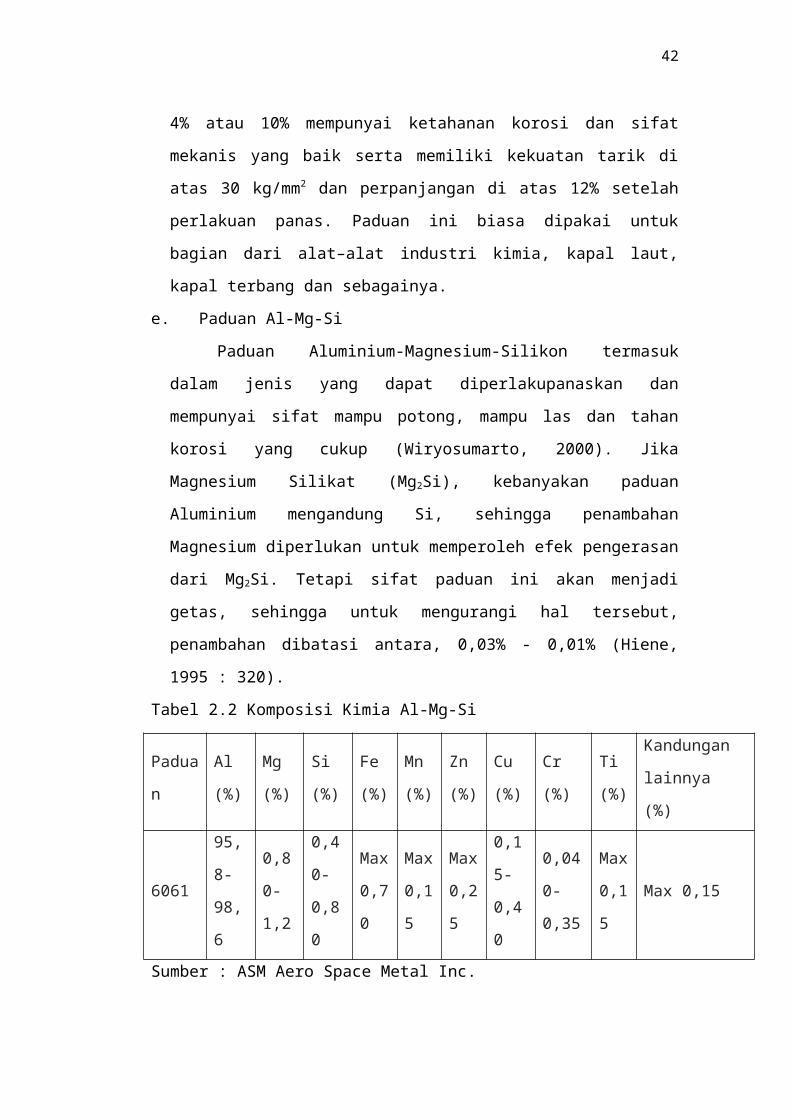
hal tersebut, penambahan dibatasi antara, 0,03% - 0,01% (Hiene, 1995 : 320).
Tabel 2.2 Komposisi Kimia Al-Mg-Si
PaduanAl
(%)
Mg
(%)
Si
(%)
Fe
(%)
Mn
(%)
Zn
(%)
Cu
(%)
Cr
(%)
Ti
(%)
Kandungan
lainnya (%)
606195,8-
98,6
0,80-
1,2
0,40-
0,80
Max
0,70
Max
0,15
Max
0,25
0,15-
0,40
0,040-
0,35
Max
0,15Max 0,15
Sumber : ASM Aero Space Metal Inc.
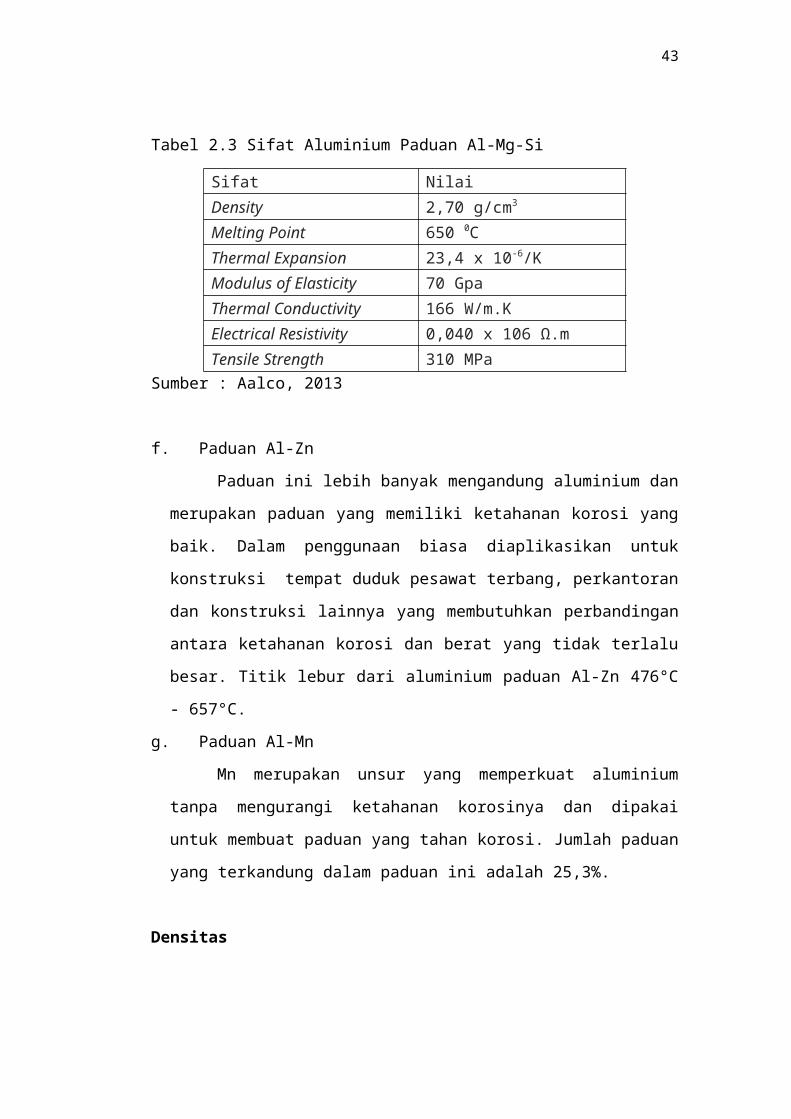
Tabel 2.3 Sifat Aluminium Paduan Al-Mg-Si
Sifat Nilai
Density 2,70 g/cm3
Melting Point 650 0C
Thermal Expansion 23,4 x 10-6/K
Modulus of Elasticity 70 Gpa
Thermal Conductivity 166 W/m.K
Electrical Resistivity 0,040 x 106 Ω.m
Tensile Strength 310 MPa
Sumber : Aalco, 2013
f. Paduan Al-Zn
30
Paduan ini lebih banyak mengandung aluminium dan merupakan
paduan yang memiliki ketahanan korosi yang baik. Dalam penggunaan biasa
diaplikasikan untuk konstruksi tempat duduk pesawat terbang, perkantoran
dan konstruksi lainnya yang membutuhkan perbandingan antara ketahanan
korosi dan berat yang tidak terlalu besar. Titik lebur dari aluminium paduan
Al-Zn 476°C - 657°C.
g. Paduan Al-Mn
Mn merupakan unsur yang memperkuat aluminium tanpa mengurangi
ketahanan korosinya dan dipakai untuk membuat paduan yang tahan korosi.
Jumlah paduan yang terkandung dalam paduan ini adalah 25,3%.
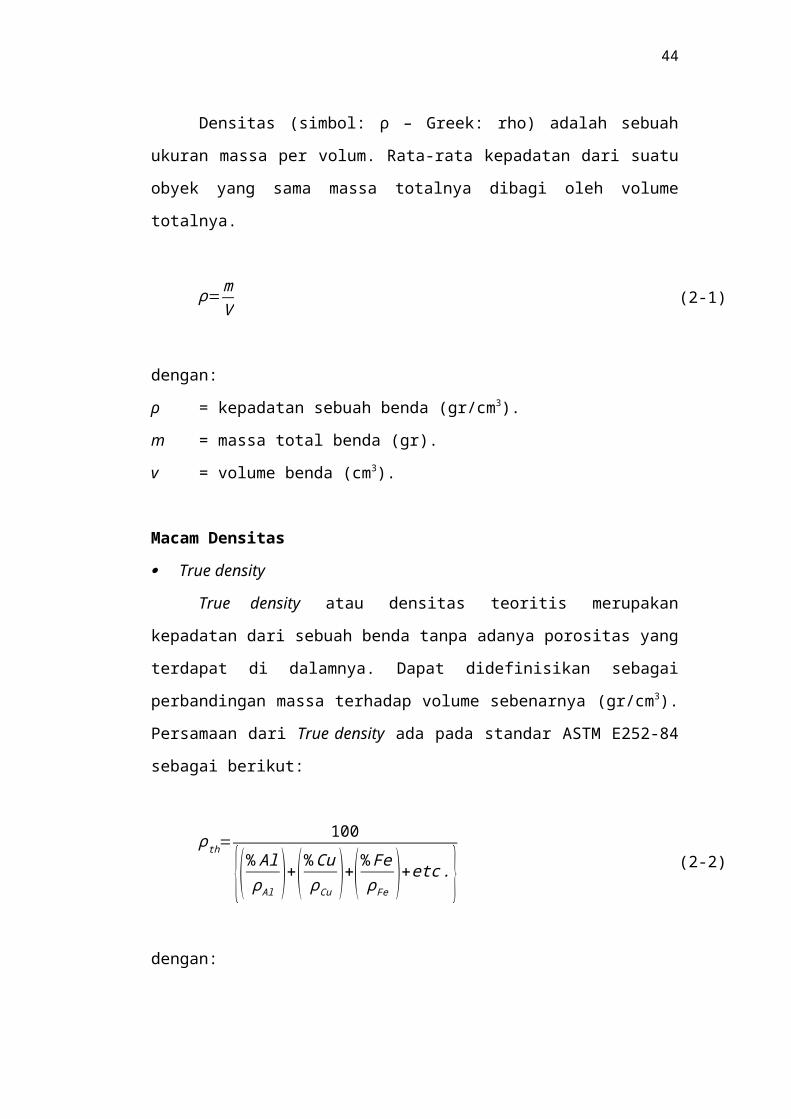
2.6 Densitas
Densitas (simbol: ρ – Greek: rho) adalah sebuah ukuran massa per volum.
Rata-rata kepadatan dari suatu obyek yang sama massa totalnya dibagi oleh
volume totalnya.
ρ=mV
(2-1)
dengan:
ρ = kepadatan sebuah benda (gr/cm3).
m = massa total benda (gr).
v = volume benda (cm3).
2.6.1 Macam Densitas
True density
True density atau densitas teoritis merupakan kepadatan dari sebuah benda
tanpa adanya porositas yang terdapat di dalamnya. Dapat didefinisikan sebagai
perbandingan massa terhadap volume sebenarnya (gr/cm3). Persamaan dari True
density ada pada standar ASTM E252-84 sebagai berikut:
31
ρth=100
{(% AlρAl
)+(%CuρCu
)+(% FeρFe
)+etc .} (2-2)
dengan:
ρth = Densitas teoritis atau True Density (gr/cm3).
ρAl, ρCu, ρFe, etc= Densitas unsur (gr/cm3).
%Al, %Cu, etc = Prosentase berat unsur (%).
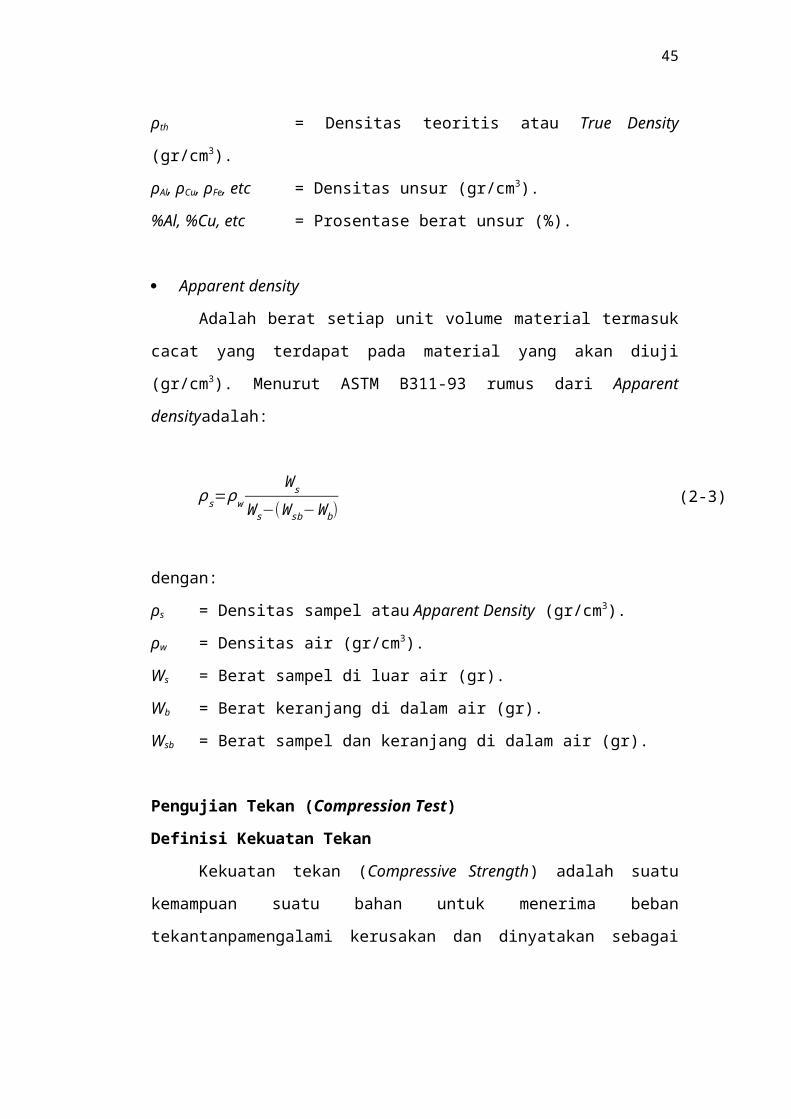
Apparent density
Adalah berat setiap unit volume material termasuk cacat yang terdapat
pada material yang akan diuji (gr/cm3). Menurut ASTM B311-93 rumus dari
Apparent densityadalah:
ρ s=ρw
W s
W s−(W sb−W b)(2-3)
dengan:
ρs = Densitas sampel atau Apparent Density (gr/cm3).
ρw = Densitas air (gr/cm3).
Ws = Berat sampel di luar air (gr).
Wb = Berat keranjang di dalam air (gr).
Wsb = Berat sampel dan keranjang di dalam air (gr).
2.7 Pengujian Tekan (Compression Test)
2.7.1 Definisi Kekuatan Tekan
Kekuatan tekan (Compressive Strength) adalah suatu kemampuan suatu
bahan untuk menerima beban tekantanpamengalami kerusakan dan dinyatakan
sebagai tegangan maksimum sebelum putus. Kekuatan tekan suatu material
dinyatakan sebagai tegangan tekan.
Gaya normal yang bekerja pada suatu unit luasan pada penampang
melintang. Intensitas gaya normal per unit luasan disebut tegangan normal dan
dinyatakan dalam unit gaya per unit luasan, misalnya lb/in2, atau N/mm2. Apabila
32
gaya-gaya dikenakan pada ujung-ujung batang sedemikian sehingga batang
dalamkondisi tertekan maka terjadi tegangan tekan.Tegangan tekan didefinisikan
sebagai distribusi gaya tekan persatuan luas penampang bahan atau material.
Sehingga tegangan tekan dapat ditulis sebagai berikut:
σ C=FA
(2-5)
dengan:
σC = Tegangan tekan (N/mm2).
F = Gaya aksial (N).
A = Luas penampang (mm2).
Sedangkan, regangan didapat dari perubahan panjang spesimen yang
diukur dibagi dengan panjang awal spesimen, dijelaskan pada rumus dibawah ini:
ε= Δll0
(2-6)
dengan:
ε = Regangan (mm/mm).
∆ℓ = Perubahan panjang (mm).
ℓ0 = Panjang awal (mm).
2.7.2 Deformasi pada AluminiumFoam
Bila suatu logam dibebani beban tekan, maka akan mengalami suatu
deformasi. Deformasi itu sendiri adalah perubahan ukuran atau bentuk karena
pengaruh beban yang dikenakan padanya. Deformasi ini dapat terjadi secara
elastis dan plastis. Deformasi elastis adalah suatu perubahan yang segera hilang
kembali apabila beban ditiadakan. Sedangkan deformasi plastis yaitu suatu
perubahan bentuk yang tetap ada meskipun beban yang menyebabkan deformasi
ditiadakan.
33
Sifat elastis dari aluminiumfoam komersial yang beredar di pasaran pada
saat ini telah banyak dipelajari dan diteliti secara luas. Salah satu sifat teknologi
yang penting dari aluminiumfoam atau metal foam adalah kapasitas dari
penyerapan energi tekan plastis pada jumlah yang besar, setelah itu beban yang
rendah di salurkan secara konstan.
Ketika ditekan aluminiumfoam atau metal foam menunjukkan hanya
sedikit terjadi deformasi elastis sebelum akhirnya runtuh. Pada sebagian besar
runtuhnya aluminiumfoam,foam melibatkan deformasi plastis yang besar pada
dinding pori yangruntuh dan merambat pada pori-pori yang lain akibat pemberian
tegangan yang kecil dan hampir konstan. Pergerakan dislokasi pada logam akan
menyebabkan jumlah energi yang dapat diserap semakin besar.
2.7.3 Hubungan Tegangan-Regangan pada AluminiumFoam
Karakteristik dari aluminiumfoam dipengaruhi oleh beberapa parameter
seperti material dasar yang digunakan, morfologi foam (bentuk dan ukuran pori)
serta densitas foam. Di antara beberapa metode pengujian mekanik yang tersedia,
pengujian tekan biasanya digunakan untuk mengetahui sifat atau karakteristik
tekan dan kemampuan menyerap energi dari aluminiumfoam.
Gambar 2.14 Skema kurva tegangan-regangan pada aluminiumfoam pada kondisi ideal.
Sumber :TALAT,1999:9
Pada gambar 2.11 menunjukkan skema kurva tegangan-regangan dari
aluminium foam hasil pengujian pembebanan tekan. Kurva tersebut dibagi
34
menjadi 3 daerah yang khas.Pada kurva tegangan-regangan pengujian tekan ini
menunjukkan peningkatan tegangan secara linear (1) pada awal deformasi dan
teganganplateaus hampir konstan di bagian tengah (2) diikuti oleh kenaikan
tegangan yangcuram atau tajam pada tahap akhir (3). Alasan untuk perilaku khas
dari aluminiumfoamini dapat dilihat dalam proses berikut ini:
1. Tahap pertama tidak hanya disebabkan oleh deformasi elastis seperti dalam
kasuslogam padat. Deformasi plastis pada aluminiumfoam dapat terjadi pada
tegangan yangrendah.
2. Daerah plateaus ini disebabkan karena adanya deformasi plastis yang
seragam.
3. Peningkatan yang begitu curam atau tajam disebabkan oleh runtuhnya sel.
Dinding sel yang saling berlawanan mulai untuk menyentuh satu sama yang
lain.
Karena bentuk khusus dari kurva tegangan-regangan pengujian tekan
terutama plateaus yang panjang –aluminiumfoam mampu menyerap energi dalam
jumlah besar pada tegangan yang relatif rendah (potensi menyerap energi
meningkat dengan luas meningkat di bawah plateaus). Dengan meningkatnya
densitas relatif, kapasitas tegangan plateaus dan kapasitas penyerapan energi juga
akan meningkat, tetapi densifikasi regangan akan menurun.
2.7.4 Hubungan Densitas dan Kekuatan TekanAluminiumFoam
Faktor yang terpenting dalam proses foamingpada aluminiumfoam adalah
kestabilan dari gelembung gas yang dihasilkan dari reaksi serbuk blowing agent,
sehingga ketika aluminiumcair mengalami solidifikasi, gelembung gas tadi tetap
berada di dalam dan terperangkap sehingga membentuk suatu pori. Semakin stabil
gelembung gas yang dihasilkan maka semakin meningkat kemampuan untuk
pembentukan pori pada aluminiumfoam. Peningkatan stabilisasi gelembung dapat
dilakukan salah satunya dengan menambah serbuk keramik atau campuran (alloy)
ke dalam cairan aluminium(Banhart,2002).
Penambahan serbuk keramik berupa SiC atau Al2O3 pada proses
pembuatan aluminiumfoam berfungsi sebagai partikel penstabil gelembung selain
itu berfungsi untuk memperbaiki wettability dari serbuk blowing agent yang
35
digunakan, sehingga ketika proses pencampuran serbuk blowing agentke dalam
aluminiumcair dapat tercampur dan terurai secara merata. Semakin stabil
gelembung gas yang dihasilkan dari reaksi blowing agent semakin banyak
gelembung gas yang terperangkap di dalam aluminiumcair sehingga semakin
banyak pula pori yang akan terbentuk.
Pori-pori yang terbentuk akan mempengaruhi densitas yang terdapat pada
aluminiumfoam, dimana semakin banyak pori-pori yang terbentuk dalam
aluminiumfoam maka volume yang didapat akan semakin kecil dan banyaknya
pori-pori yang terbentuk dalam aluminiumfoamakan mempengaruhi kepadatannya
sehingga menurunkan nilai densitasnya.
Banyaknya pori-pori dalam aluminiumfoamakan mempengaruhi sifat
mekanis dari aluminiumfoam. Ketikaaluminium foam diberi beban, maka beban
yang diterima akan disalurkan ke pori-pori sehingga terjadi pemusatan beban ke
dinding pori-pori sehingga menyebabkan daerah pori-pori tersebuat mudah
mengalami deformasi atau menjadi awal terjadinya retakan sehingga
menyebabkan kekuatan tekan akan semakin rendah.
2.8 Bentuk dan Dimensi Benda Uji
Bentuk dan ukuran benda uji untuk pengujian kekuatan tekan berdasarkan
ISO 13314. Benda uji yang akan digunakan untuk uji tekan yaitu berbentuk kubus
dengan ukuran 3cmx3cmx3cm. Uji tekan atau Compression Test dilakukan
dengan memberikan beban tekan kepada spesimen.
36
Gambar 2.15 Dimensi spesimen uji tekan (mm)
2.9 Hipotesa
Dengan meningkatkan temperatur peleburan aluminium foam maka
densitas akan menurun. Selain itu juga, penambahan temperatur peleburan
aluminium foammempengaruhi nilai kekuatan tekan dari aluminium foam yang
dihasilkan dengan menggunakan metode melt process
37
BAB III
METODE PENELITIAN
3.1 Metode Penelitian
Metode penelitan yang digunakan dalam penelitian ini adalah penelitian
eksperimental nyata (true experimental research) yang bertujuan untuk
mengetahui pengaruh temperatur peleburan terhadap densitas dan kekuatan tekan
pada aluminium foam. Dengan asumsi variabel yang lain konstan. Kajian literatur
dari berbagai sumber baik dari buku, jurnal yang ada di perpustakaan maupun dari
internet juga dilakukan untuk menambah informasi yang diperlukan.
3.2 Tempat dan Waktu Penelitian
Tempat yang digunakan untuk melaksanakan penelitian ini adalah
Laboratorium Pengecoran Logam, Jurusan Teknik Mesin, Fakultas Teknik,
Universitas Brawijaya, Malang.
3.3 Variabel Penelitian
Variabel-variabel yang digunakan dalam penelitian ini adalah sebagai
berikut:
1. Variabel Bebas
Variabel bebas adalah variabel yang besarnya ditentukan sebelum penelitian.
Variabel bebas yang digunakan adalah 9 sampel penelitian dengan
temperature peleburan: 7000C, 7500C, dan 8000C
2. Variabel Terikat
Variabel terikat adalah variabel yang besarnya tergantung dari variabel bebas.
Variabel terikat dalam penelitian ini adalah:
- Densitas Aluminium Foam.
- Kekuatan Tekan (MPa).
3. Variabel Terkontrol
Variabel terkontrol adalah variabel yang besar nilainya dibuat konstan. Dalam
penelitian ini variabel terkontrolnya adalah sebagai berikut:
- Penambahan blowing agent dengan fraksi berat total 3%
38
- Rasio penambahan serbuk alumina (Al2O3) dengan serbuk kalsium
karbonat (CaCO3) yaitu 1:2.
- Proses pencampuran serbuk CaCO3 dengan serbuk alumina (Al2O3)
menggunakan mesin bubutdengan kecepatan 240 rpm selama 30 menit
- Pengadukan pertama pada saat pemberian blowing agentsecara manual
selama 2 menit.
- Proses pengadukan kedua dengan menggunakan metode stir casting
dengan kecepatan 650rpm selama 2 menit.
3.4 Alat dan Bahan Penelitian
3.4.1 Alat-alat Penelitian
1. Dapur listrik
Dapur listrik adalah alat yang digunakan untuk proses peleburan logam
aluminium paduan.
2. Universal Testing Machine
Digunakan untuk pengujian kekuatan tekan pada spesimen aluminium
foam.
3. Crucible
Crucibel berbentuk silinder yang terbuat dari bahan tahan api atau fireclay.
Crucible digunakan sebagai wadah untuk meleburkan aluminium paduan.
4. Tabung Mixer
Tabung Mixeradalah alat yang digunakan untuk proses pencampuran
serbuk CaCO3dengan serbuk alumina (Al2O3).
5. Mesin Hand Drill
Mesin hand drill digunakan untuk proses stir casting atau pengadukan
aluminium cair dengan kecepatan yang diinginkan, yaitu 650rpm.
6. Batang Pengaduk
Batang pengaduk yang digunakan terbuat dari stainless steel yang
ujungnya dibuat menyiku. Hal ini agar terjadi proses pergeseran pada
aluminium cair sehingga blowing agent dapat terdispersi secara merata
sebelum mengalami dekomposisi.
39
7. Infrared Thermometer
Digunakan untuk menentukan temperatur yang digunakan dalam proses
pembuatan aluminium foam.
8. Stopwatch
Alat yang digunakan untuk menghitung waktu pada saat proses
pengadukan aluminium cair dan blowing agent.
9. Kamera Digital
Digunakan untuk dokumentasi selama proses pembuatan aluminium foam
dan mengambil gambar aluminium foam.
10. Peralatan Safety
Peralatan yang digunakan sebagai pengaman tubuh saat proses pembuatan
aluminiumfoam.
11. Beaker Glass
Digunakan untuk pengujian densitas dan porositas yang terdapat pada
spesimen aluminium foam.
3.4.2 Bahan Penelitian
Pada proses pembuatan aluminium foam,bahan-bahan yang digunakan
dalam penelitian ini yaitu:
1. Aluminium seri A6061 (Al-Mg-Si) sebagai material dasar pembuatan
aluminium foam.
2. Serbuk kalsium karbonat (CaCO3) sebagai serbukblowing agent.
3. Serbuk alumina (Al2O3)sebagai partikel penstabil gelembung gas.
3.5 Dimensi Spesimen Uji Tekan
40
Gambar 3.6:Dimensi spesimen uji tekan (mm)3.6 Prosedur Penelitian
3.6.1 Prosedur Pencampuran Blowing Agent
Langkah-langkah proses pencampuran serbuk CaCO3 sebagai blowing
agent dengan serbuk alumina (Al2O3) sebagai serbuk penstabil adalah sebagai
berikut:
1. Menimbang serbukkalsium karbonat (CaCO3) sebagai blowing agentdengan
prosentase fraksi berat 5%
2. Menimbang serbuk alumina (Al2O3) sesuai dengan rasio pencampuran antara
serbuk blowing agent dan serbuk alumina yaitu 1:2.
3. Masukan serbuk CaCO3 dan serbuk alumina ke dalam tabung mixer.
4. Proses pengadukan menggunakan tabung mixer yang diputar dengan mesin
bubut pada kecepatan 240rpm selama 30 menit.
3.6.2 Prosedur Pembuatan Aluminium Foam
Pada penelitian ini digunakan caramelt process dengan metode
penambahan blowing agent untuk proses pembuatan alumunium foam. Adapun
langkah-langkah proses pembuatnnya adalah sebagai berikut:
1. Persiapan percobaan yaitu menyiapkan dapur listrik untuk proses peleburan
aluminium, menyiapkan serbuk CaCO3 dan serbuk alumina (Al2O3) serta
menyiapkan alat-alat lain yang digunakan.
2. Meleburkan aluminium seri A6061 hingga mencair dengan temperatur 700°C
pada dapur listrik.
41
3. Melakukan penuangan campuran serbuk CaCO3 dengan serbuk alumina ke
dalam aluminium cairsecara bertahap dan diaduk secara manual selama 2 menit
pada temperatur 700°C.
4. Setelah penuangan selesai, kemudian melakukan proses pengadukan kedua
dengan menggunakan metode stir casting dengan kecepatan 650rpm selama 2
menit.
5. Setelah pengadukan selesai segera tutup kembali dapur listrik. Proses
foamingakan berlangsung.
6. Aluminium cair akan mengalami pengembangan secara bertahap. Setelah
aluminium berhenti mengembang, diamkan didalam dapur listrik selama 10
menit.
7. Aluminium semi solid di keluarkan dari dapur listrik dan didinginkan di
temperatur lingkungan.
8. Kembali ke langkah nomer 2 sampai 7 dengan menaikan temperatur menjadi
750°C dan 800°C.
3.6.3 Prosedur Pengujian Densitas
Pengujian densitas dilakukan untuk mendapatkan nilai densitas yang
terdapat pada spesimen dari produk hasil pembuatan aluminium foam dengan
menggunakan prinsip Hukum Archimedes. Adapun langkah-langkah
pengujiannya adalah sebagai berikut:
1. Menyiapkan spesimen yang sudah dipotong sesuai dengan bentuk dan
dimensi.
2. Menyiapkan alat-alat yang digunakan seperti timbangan digital, batang
pemberat, tali kawat, beaker glassdan air.
3. Menimbang berat spesimen dengan menggunakan timbangan digital,
kemudian catat hasilnya.
4. Menghitung volume batang pemberat yang digunakan sebagai alat bantu
pengujian densitas.
5. Mengisi air pada beaker glasspada volume tertentu.
6. Memasukan spesimen ke dalam beaker glass,kemudian menaruh batang
pemberat pada spesimen sehingga keseluruhan permukaan spesimen tercelup
42
ke dalam air dan mencatat perubahan volume pada beaker glass sehingga
didapat volume spesimen dan pemberat.
7. Menghitung volume spesimen dengan menggunakan rumus berikut ini:
V olumespesimen=Volumespesimen+pemberat−Volume pemberat(3-1)
dengan:
Volumespesimen = Volume spesimen (cm3).
Volumespesimen+pemberat = Volume spesimen dan pemberat (cm3).
Volumepemberat = Volume batang pemberat (1,57cm3).
8. Menghitung densitas spesimen dengan menggunakan rumus berikut ini.
ρ spesimen=Massaspesimen
Volumespesimen
(3-2)
dengan:
ρspesimen = Densitas spesimen atau apparent density (gr/cm3).
Massaspesimen = Massa spesimen(gr).
Volumespesimen = Volume spesimen(cm3).
9. Lakukan langkah 1-8 untuk spesimen dengan variasi temperatur peleburan
700°C, 750 °C dan 800°C.
3.6.4 Prosedur Pengujian Tekan
Pengujian tekan dilakukan untuk mengetahui kekuatan tekan pada
spesimen aluminium foam, adapun langkah-langkahpengujian tekan dalam
penelitian ini adalah sebagai berikut ini:
1. Menyiapkan produk hasil dari pembuatan aluminium foam.
2. Melakukan proses pemotongan produk aluminium foam membentuk kubus
dengan menggunakan gergaji tangan.
43
3. Melakukan proses finishing dengan menggunakan kertas gosok ukuran 800,
1000 dan 1200 untuk meratakan permukaan atas dan bawah spesimen dengan
ukuran
sesuai ukuran spesimen uji tekan.
4. Pengambilan data pengujian tekan menggunakan Universal Testing Machine.
Prosedur Pengujian:
a. Spesimen uji tekan diukur sisi dan tinggi awalnya menggunakan jangka
sorong.
b. Spesimen uji tekan diberikan serbuk grafit pada permukaan atas dan
bawah.
c. Spesimen uji tekan diletakkan pada crossheaduniversal testing machine.
d. Loadcell diturunkan hingga menempel pada permukaan atas spesimen.
e. Memasang alat dial gauge untuk mengetahui perpendekan yang terjadi
pada spesimen ketika load cell menekan.
f. Alat uji diatur kecepatan penekanan dan beban yang diberikan.
g. Mesin dinyalakan dengan kecepatan penekanan 2mm/menit dan dilakukan
pengamatan dengan teliti terhadap beban yang diberikan kepada spesimen
dan perpendekannya.
h. Mencatat tiap perpendekan dan beban yang diterima spesimen.
i. Pengujian dihentikan ketika spesimen mengalami deformasi sampai tebal
akhir 5mm dan dicatat beban maksimum yang diterima.
5. Pengolahan data hasil pengujian.
6. Melakukan langkah a sampai i untuk spesimen dengan variasi temperature
peleburan 700°C, 750°C dan 800°C.
7. Melakukan analisa dan pembahasan dari data-data yang diperoleh.
8. Selesai.
44
3.7 Diagram Alir Penelitian
Berikut ini adalah diagram alir penelitian mulai dari persiapan hingga
akhir.
Mulai
Rumusan Masalah
Studi Kasus
Penyiapan Alat dan Bahan
Penimbangan Aluminium seri A6061
Penimbangan serbuk kalsium karbonat
Penimbangan serbuk alumina (Al2O3)
Pencampuran dengan menggunakan mesin bubut, dengan
kecepatan 240 rpm, selama 30 menit
Peleburan aluminium dan pemberian serbuk blowing agent
Proses pengadukan dan proses foaming
BA
45
BA
Hasil foaming sesuai dengan bentuk cetakan
Pengujian densitas spesimen aluminium foam
Pembuatan spesimen uji tekan
Pengujian kekuatan tekan (MPa)
Analisa
Pengolahan data
Kesimpulan dan Saran
Pembahasan
Selesai
Ya
Tidak
46
DAFTAR PUSTAKA
Aboraia, M., Sharkawi, R. & Doheim, M.A. 2011.Production of Alumunium Foam And The Effect Of Calcium Carbonate As A Foaming Agent.Journal of Engineering Sciences, Assiut University.Vol. 39, No 2: 441-451.
Agustian, W. I. 2013.Pengaruh Kadar Magnesium Terhadap Ketangguhan Alumunium Alloy Foam Yang Menggunakan CaCO3 Sebagai Blowing Agent Dengan Uji Impak dan Foto Mikro. Medan: Universitas Sumatera Utara.
Alizadeh, M., Mirzaei, M. & Aliabdi.2011. Compressive Properties And Energy Absorption Behavior Of Al–Al2O3Composite Foam Synthesized By Space-Holder Technique. Materials and Design. 35: 419–424.
Babscan, N. 2003.Ceramic Particles Stabilized Aluminum Foams.Ph.D. Dissertation.Hungary: University of Miskolc / Materials and LecturerMaterials and Metallurgical Engineering Faculty.
Banhart, J. 1995. Powder Metallurgical Technology for the Production of Metallic Foams. Jerman: Fraunhofer-Institute for Applied Materials Research Bremen.
Banhart, J. 2001. Manufacture, Characterisation and Application of Cellular Metals and Metal Foams. Progress in Materials Science.46 (2001): 559–632.
Banhart, J. 2007. Metal Foams—from Fundamental Research to Applications. Hal 282-283.
Banhart, J., Babscan, N. & Leitlmeir, D. 2002.Metal Foams-Manufacturing and Physics of Foaming. Berlin: Hahn-Meitner Institue.
Banhart, J., Lefebvre, L. P. & Dunand, D. C. 2008. Porous Metals and Metallic Foams: Current Status and Recent Developments. Advanced Engineering Materials.10 (9): 775–787.
Duarte, I.& Oliveira, M. 2012.Aluminium Alloy Foams:Production and Properties. Croatia: In Tech.http://www.cymat.com/PDFs/Cymat%20SAF%20Automotive%20Applications.pdf
Fischer, S.F., Schuler, P.,Fleck, C., Bu¨hrig-Polaczek, A. 2013. Influence of the casting and mould temperatures on the (micro)structure and compression behaviour of investment-cast open-pore aluminium foams.Aachen University, Germany
47
Helmi, M.F., 2008. Pembuatan Aluminium Foam Dengan Foaming Agent CaCO3
Untuk Aplikasi Penyerap Energi Mekanik. Bandung: Institut Teknologi Bandung
Irawan, Y.S., Akhyari, K.B., Oerbandono, T. 2015. Porosity and Spesific Compressive Strength of Aluminium A6061 Foam Produced by Metal Casting with CaCO3 as Blowing Agent. Malang: Teknik Mesin Fakultas Teknik Universitas Brawijaya
Matijasevic, B. 2006. Characterisation and optimisation of Blowing Agent for
Making Improved Metal Foams. PhD Dissertation. TU Berlin.
PT. Kalsitech Prima Surabaya, diakses pada15 April 2015http://kalsitechprima.indonetwork.co.id/259735/ground-calcium-carbonate-kalsium-karbonat.html
Srivastava, V. Cdan Sahoo, K. L. 2007. Processing, Stabilization and Applications of Metallic Foams. Materials Science-Poland. Vol. 25, No. 3: 733-751.
Surdia, T & Chijiiwa, K. 1976.Teknik PengecoranLogam. Jakarta: Pradnya Paramita.
TALAT. 1999.Aluminium Foam. Eropa: TALAT.
Wadley, H.N.G. 2002. Cellular Metals Manufacturing. Advanced Engineering Materials. Vol.4, No.10: 726-733.