43
BAB IV
HASIL DAN PEMBAHASAN
4.1 Identifikasi Permasalahan dan Pemborosan di IKM
Pengembangan industri kecil menengah yang berkelanjutan menjadi
langkah penting untuk memperkuat dan mempertahankan perekonomian
Indonesia. Menurut penelitian sebelumnya, faktor yang memengaruhi
keberhasilan di antara IKM Indonesia adalah pemasaran, teknologi, akses
modal dan kualitas sumber daya manusia. Sayangnya semuanya faktor-
faktor ini masih menjadi masalah di IKM Indonesia (Hamdani, 2013).
Pada penelitian ini hal tersebut akan kembali di kaji ulang. Dimulai
dari pembahasan permasalahan secara umum yang ada di IKM, kemudian
akan dilanjutkan dengan pembahasan yang lebih khusus terhadap apa yang
menjadi masalah utama dan bisa diperbaiki dalam segi operasional.
4.1.1. Permasalahan Umum terkait Pemborosan (waste)
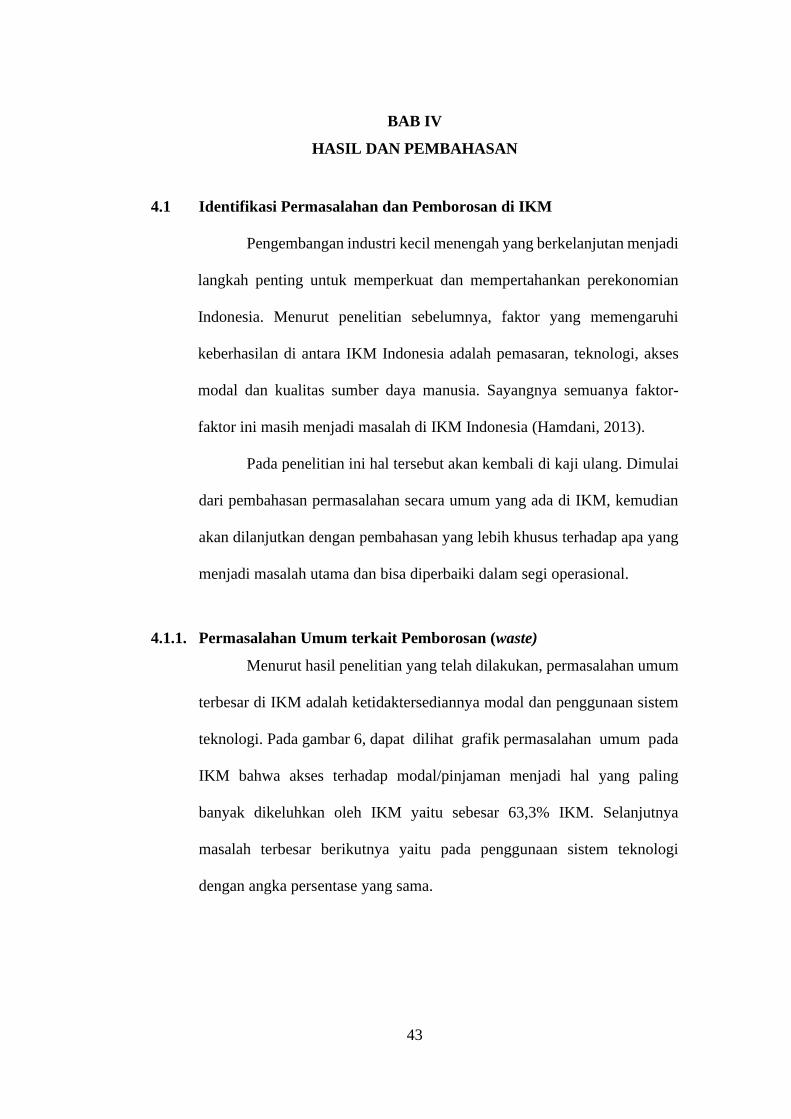
Menurut hasil penelitian yang telah dilakukan, permasalahan umum
terbesar di IKM adalah ketidaktersediannya modal dan penggunaan sistem
teknologi. Pada gambar 6, dapat dilihat grafik permasalahan umum pada
IKM bahwa akses terhadap modal/pinjaman menjadi hal yang paling
banyak dikeluhkan oleh IKM yaitu sebesar 63,3% IKM. Selanjutnya
masalah terbesar berikutnya yaitu pada penggunaan sistem teknologi
dengan angka persentase yang sama.
44
Gambar 6. Grafik Permasalahan Umum yang Terjadi di IKM
Masalah penggunaan sistem teknologi tersebut tidak hanya bagi
mereka yang memiliki keterbatasan pada penggunaan gawai atau media
sosial saja, tetapi juga penggunaan alat dan mesin. Hal tersebut berujung
kembali pada permodalan, sehingga dapat disimpulkan akses permodalan
menjadi kendala terbesar di kalangan IKM.
Permasalahan yang terjadi di IKM tidak hanya pada permodalan
saja, terdapat beberapa aspek lain yang menjadi permasalahan. Sumber daya
dan bahan baku, produktifitas, tata letak dan faktor lingkungan menjadi
kendala yang juga dikeluhkan oleh sebagian pelaku IKM. Hal ini
menunjukan bahwa sebenarnya akses permodalan/peminjaman bukanlah
satu-satunya indikator bagi IKM untuk bisa berkembang, masih banyak
aspek lain yang masih dapat ditingkatkan salah satunya yaitu aspek
produktifitas.
46,6%
63,3% 63,3%
40% 40%
26%
0
2
4
6
8
10
12
14
16
18
20
IKM
Perencanaan dan pengembangan usaha Akses terhadap permodalan / pinjaman
Penggunaan sistem teknologi Produktifitas
sumberdaya termasuk bahan baku lain-lain
45
Menurut data dilapangan rendahnya tingkat produktifitas dirasakan
oleh 40% IKM. Hal tersebut baru yang mereka sudah sadari, belum
ditambah dengan faktor-faktor produktifitas lain yang sebenarnya dapat
ditingkatkan menurut teori manufaktur. Selanjutnya 60% sisanya yang
merasa sudah produktif pun belum tentu semuanya mengetahui apa saja
sebenarnya berbagai aktivitas pemborosan yang bisa terjadi dalam proses
produksi, sehingga dapat disepakati apa yang disampaikan Kurniawati
(2015), bahwa permasalahan yang dihadapi oleh sektor industri pertanian
skala kecil dan menengah saat ini adalah rendahnya tingkat produksi atau
produktifitas. Hal tersebut yang kemudian menjadi alasan bahwa
permasalahan produktifitas ini perlu ditetili kembali secara lebih mendalam.
4.1.2. Pemborosan (waste) di IKM
Produktifitas yang baik dapat dinilai dari sejauh mana segala
aktivitas pemborosan dapat diminimalisir, sehingga semakin kecil aktivitas
pemborosan maka tingkat produktifitas akan semakin tinggi. Pada buku
“Toyota Way” terdapat 8 waste atau pemborosan yang dapat terjadi dalam
proses produksi, 8 pemborosan tersebut ialah over motion (gerakan
berlebih), over production (produksi berlebih), waiting (menunggu),
transportation (transportasi), inventory (persediaan berlebih), defect
(cacat), over processing (proses berlebih), dan unused talent (Kemampuan
pekerja).

46
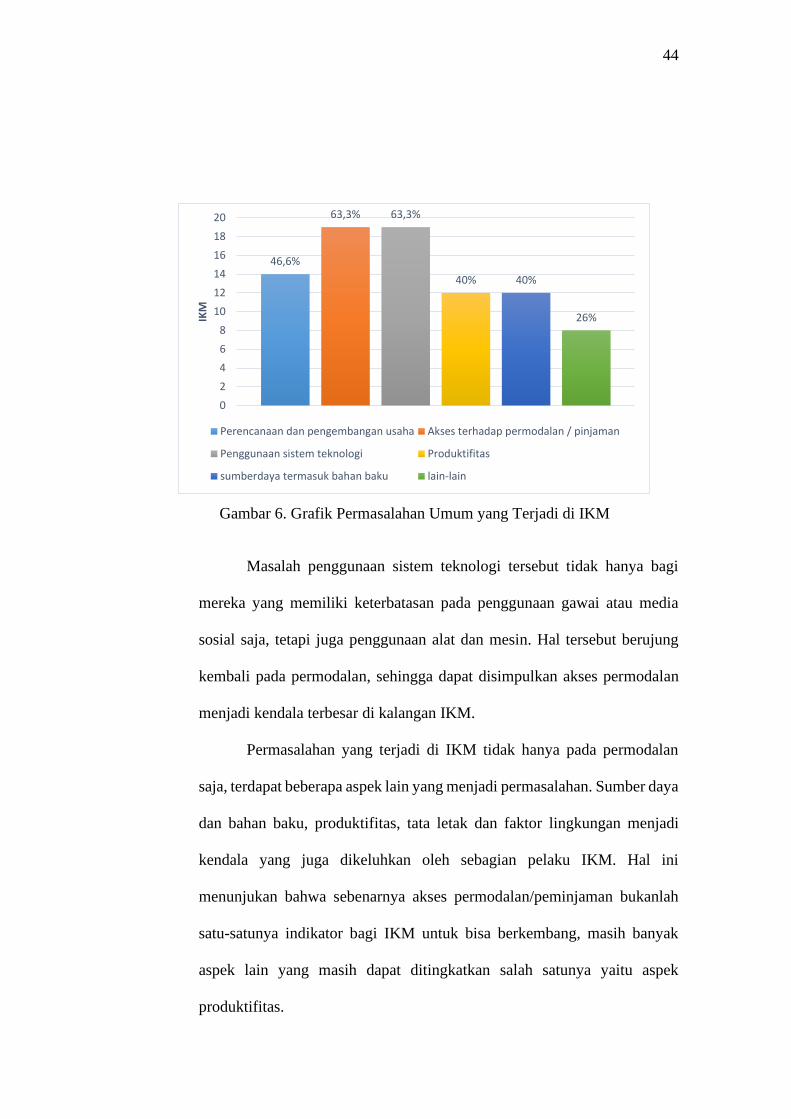
Gambar 7. Grafik Permasalahan Pemborosan di IKM
Pada gambar 7 diatas, disajikan data hasil penelitian yang
menunjukan rata-rata kondisi yang dialami oleh IKM dalam hal
pemborosan. Terlihat bahwa pemborosan terbesar atau paling sering terjadi
ialah defect atau cacat produk yaitu sebesar 56,6% IKM. Defect bisa terjadi
karena banyak faktor, bisa kerusakan mesin, kelalaian pekerja, ataupun
lingkungan kerja. Hal ini menjadi salah satu bentuk pemborosan karena
produk yang mengalami defect akan berkurang kualitasnya bahkan tidak
dapat lagi terjual, selain itu bahan baku dan sumber daya produksi lainnya
seperti waktu, tenaga, dan biaya jadi terkuras habis. Pemborosan lainnya
yang sering terjadi setelah cacat produk yaitu, overmotion (gerakan
berlebih) dan inventory (Persediaan berlebih) seebesar 36,6%. Selanjutnya,
untuk pemborosan yang paling minim dirasakan oleh IKM ialah unused
talent atau upaya mengoptimalkan kemampuan pekerja yang hanya
ditemukan 3,3% saja.
36,6%
6,6%
30%
16,6% 16,6%
56,6%
36,6%
3,3%
0
2
4
6
8
10
12
14
16
18
1
IKM
Over Motion Over Production Waiting Transportation
Inventory Defect Over Processing Unused Talent

47
Melihat fakta dilapangan tersebut, memang pemborosan-
pemborosan itu cukup sulit dihindari, dari seluruh IKM yang diobservasi
seluruhnya memiliki masalah pemborosan terutama pemborosan yang
paling sering tadi, yaitu defect, overmotion, dan inventory. Fenomena yang
terjadi untuk defect ialah karena tingkat presisi saat produksi oleh pekerja
yang terbatas, para pelaku IKM masih sangat bergantung pada kemampuan
pekerja karena terbatasnya alat dan mesin. Hal ini berkaitan dengan data
sebelumnya bahwa modal/ketersediaan alat mesin pada IKM ini terbatas,
sehingga ini selaras bahwa memang cacat merupakan hal yang sangat riskan
terjadi di IKM, berbeda dengan perusahaan-perusahaan besar yang telah
menggunakan mesin-mesin canggih dan modern, mereka dapat
memproduksi jumlah barang dengan kapasitas yang besar namun juga tidak
mengurangi tingkat presisi dari setiap produk yang diproduksinya.
4.2 Analisis Penerapan Prinsip Lean Manufacturing di IKM
Penelitian dilakukan di wilayah Kota Bandung yaitu pada IKM
dengan produk yang berasal dari olahan hasil pertanian, karena sudah
diketahui bahwa bahan hasil pertanian ini memiliki karakteristik sendiri
yang berbeda dengan bahan olahan lainnya. Menurut Soekartawi (2002),
ada beberapa ciri produk pertanian yaitu antara lain :
1. Produk pertanian adalah produk musiman. Artinya tiap macam produk
pertanian tidak mungkin tersedia setiap saat.
2. Produk pertanian bersifat segar dan mudah rusak.
3. Produk pertanian itu bersifat “bulky”. Artinya, volumenya besar tetapi
nilainya relative kecil.
4. Produk pertanian lebih mudah diserang hama dan penyakit.

48
5. Produk pertanian juga tidak mudah didistribusikan ke lain tempat. Ini
artinya dimaksudkan agar bila produk tersebut terserang hama dan
penyakit, maka diharapkan tidak terjadi penularan.
6. Produk pertanian bersifat local dan kondisional. Ini artinya tidak semua
produk pertanian dapat dihasilkan dari satu lokasi, melainkan berasal
dari berbagai tempat.
7. Produk pertanian mempunyai kegunaan yang beragam.
8. Produk pertanian kadang memerlukan keahlian khusus yang ahlinya
sulit disediakan.
9. Produk pertanian dapat digunakan sebagai bahan baku produk lain
disamping juga dikonsumsi langsung.
10. Produk pertanian tertentu dapat berfungsi sebagai “produk sosial”. Hal
ini berkaitan dengan harga produk tersebut. Jika terjadi kenaikan atau
penurunan harga masyarakat akan memberikan respon baik positif atau
negatif.
Dengan berbagai keterbatasan yang dimilikinya tersebut, maka
perlakuan bahannya pun juga haruslah berbeda. Pada penelitian ini sudah
disamakan sampel atau respondennya yakni IKM yang bergerak dalam
pengolahan hasil pertanian. Selanjutnya untuk menentukan bagaimana
penerapan lean manunfacturing sudah di IKM, perlu adanya pengambilan
dan pengolahan data awal untuk memastikan kembali metode lean
manufacturing ini sudah diterapkan oleh sebagian IKM. Hal tersebut
dikarenakan sangat memungkinkan terdapat banyak kasus dilapangan
bahwa IKM tersebut telah menerapkan, namun hanya saja tanpa disadari
atau memang tidak diketahui sebelumnya oleh para pelaku IKM.

49
Tabel 3. Hasil Uji F signifikasi Simultan
ANOVAb
Model Sum of Squares df Mean Square F Sig.
1 Regression 34.187 7 4.884 16.498 .000a
Residual 6.513 22 .296
Total 40.700 29
a. Predictors: (Constant), S5, Jidoka, SK, Kanban, Kaizen, TQM, Pokayoke
b. Dependent Variable: Menerapkan
Analisis data dilakukan dengan menggunakan regresi linier
berganda yaitu uji F. Uji F bertujuan untuk mengetahui pengaruh variabel
X yang dalam hal ini adalah penerapan tujuh metode lean manufacturing
secara silmultan (bersama-sama/gabungan) berpengaruh terhadap variabel
Y yang dalam hal ini adalah diterapkannya lean manufacturing oleh IKM.
Hipotesis yang dirumuskan dalam uji F ini yaitu “Adanya pengaruh
penerapan tujuh metode lean manufacturing (X1-X7) secara simultan
terhadap diterapkannya lean manufacturing”. Berdasarkan tabel hasil SPSS
diatas, diketahui nilai Sig. adalah sebesar 0,000. Karena nilai Sig. 0,000 <
0,05, Artinya metode kaizen (X1), poka yoke (X2), jidoka (X3), kanban
(X4), TQM (X5), Standarisasi kerja (X6), dan 5S (X7) secara simultan telah
diterapkan oleh IKM (Y). Hal ini mengacu pada pedoman dalam melakukan
uji F alternatif pertama bahwa kesimpulan dapat diambil dengan
membandingkan nilai signifikansi (Sig.) atau nilai probablitias hasil output
anova dimana jika nilai Sig. < 0,05, maka hipotesis diterima.
Perlu diketahui bahwa dalam hasil uji F, yang menyatakan bahwa
penerapan lean manufacturing tersebut telah berjalan di IKM maksudnya
adalah penerapan yang berjalan walaupun hanya sedikit, artinya walaupun
hanya menerapkan satu metode pun asalkan prinsipnya sudah berjalan

50
dengan sesuai maka IKM tersebut dianggap telah menerapkan lean
manufacturing. Kemudian untuk mengetahui seberapa besarnya penerapan
atau berapa banyaknya metode yang sudah dapat dijalankan oleh setiap
IKM, berikut merupakan hasil data tersebut.
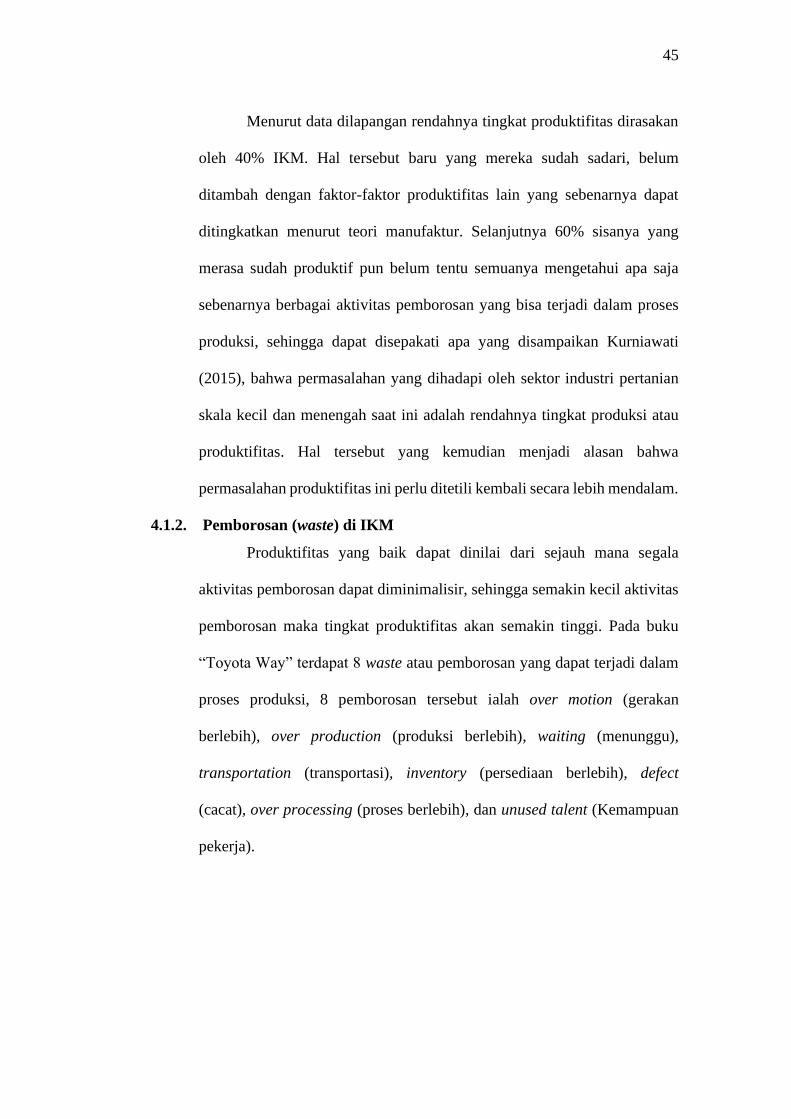
Gambar 8. Grafik Persentase Penerapan Lean Manufakturing di IKM
Pengolahan data dilakukan dengan menilai terlebih dahulu
berapakah metode yang sudah diterapkan dari setiap IKM, setelah diketahui
barulah di klasifikasikan seperti pada gambar 5 diatas, klasifikasi dibagi
menjadi 4 yakni sebagai berikut :
1. IKM tidak menerapkan, yaitu para pelaku IKM yang sama sekali tidak atau
masih belum baik dalam menerapkan tujuh metode dari lean
manufacturing.
2. IKM menerapkan 1-30%, yaitu para pelaku IKM yang telah menerapkan
satu hingga dua dari ke tujuh metode lean manufacturing.
3. IKM menerapkan 31-60%, yaitu para pelaku IKM yang telah menerapkan
tiga hingga empat dari ke tujuh metode lean manufacturing.
48%
11%
24%
17%
IKM tidak menerapkan
IKM menerapkan 1-30%
IKM menerapkan 31-60%
IKM menerapkan 61-
90%%

51
4. IKM menerapkan 61-90%, yaitu para pelaku IKM yang telah menerapkan
lima hingga enam dari ke tujuh metode lean manufacturing.
Dilihat dari Gambar 6 dapat diketahui bahwa hampir 50% IKM
belum menerapkan satupun dari tujuh metode lean manufacturing tersebut,
sedangkan sisanya sudah ada yang menerapkan hingga 90% namun belum
ada yang hingga 100%, ada saja yang masih terdapat kekurangan. IKM Roti
Arsya, yang menurut data observasi pertama merupakan IKM dengan
penerapan IKM yang hampir 100%. Pada IKM tersebut masih belum
mencoba untuk menerapkan metode kanban dalam proses produksinya.
4.3 Analisis berbagai Metode Lean Manufacturing di IKM
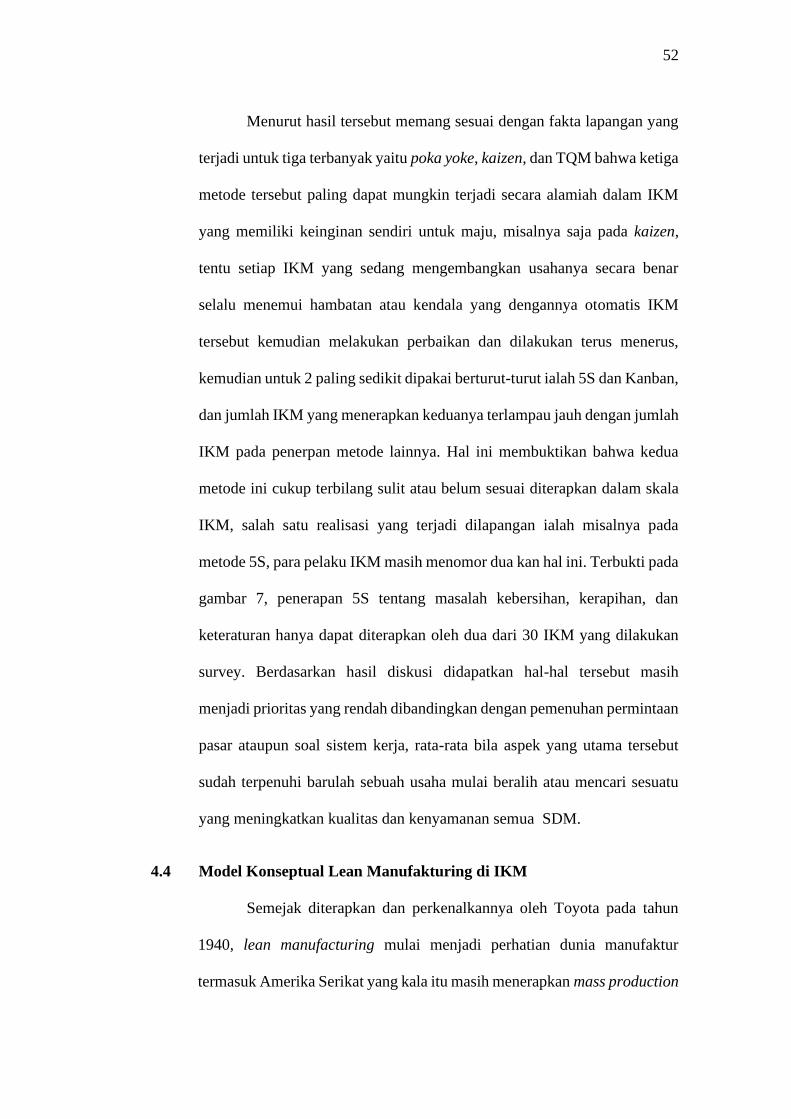
Pengolahan data selanjutnya ialah mengetahui persentase penerapan
metode yang sudah digunakan dari para pelaku IKM yang sebelumnya
sudah dinilai menerapkan metode lean manufacturing. Hasil data kuesioner
yang telah diolah menunjukan bahwa penerapan yang paling banyak
digunakan ialah poka yoke sebesar 40% IKM, kemudian yang kedua ialah
TQM dan kaizen sebesar 33,3% IKM, sedangkan untuk jumlah yang paling
sedikit digunakan ialah 5S dan Kanban masing-masing 6,6% dan 13,3%
IKM,
Gambar 9. Grafik Penerapan tiap Metode Lean Manufakturing
10
12
7
4
10
8
2
0
2
4
6
8
10
12
14
1
IKM
Kaizen Poka yoke Jidoka Kanban TQM SK 5S
52
Menurut hasil tersebut memang sesuai dengan fakta lapangan yang
terjadi untuk tiga terbanyak yaitu poka yoke, kaizen, dan TQM bahwa ketiga
metode tersebut paling dapat mungkin terjadi secara alamiah dalam IKM
yang memiliki keinginan sendiri untuk maju, misalnya saja pada kaizen,
tentu setiap IKM yang sedang mengembangkan usahanya secara benar
selalu menemui hambatan atau kendala yang dengannya otomatis IKM
tersebut kemudian melakukan perbaikan dan dilakukan terus menerus,
kemudian untuk 2 paling sedikit dipakai berturut-turut ialah 5S dan Kanban,
dan jumlah IKM yang menerapkan keduanya terlampau jauh dengan jumlah
IKM pada penerpan metode lainnya. Hal ini membuktikan bahwa kedua
metode ini cukup terbilang sulit atau belum sesuai diterapkan dalam skala
IKM, salah satu realisasi yang terjadi dilapangan ialah misalnya pada
metode 5S, para pelaku IKM masih menomor dua kan hal ini. Terbukti pada
gambar 7, penerapan 5S tentang masalah kebersihan, kerapihan, dan
keteraturan hanya dapat diterapkan oleh dua dari 30 IKM yang dilakukan
survey. Berdasarkan hasil diskusi didapatkan hal-hal tersebut masih
menjadi prioritas yang rendah dibandingkan dengan pemenuhan permintaan
pasar ataupun soal sistem kerja, rata-rata bila aspek yang utama tersebut
sudah terpenuhi barulah sebuah usaha mulai beralih atau mencari sesuatu
yang meningkatkan kualitas dan kenyamanan semua SDM.
4.4 Model Konseptual Lean Manufakturing di IKM
Semejak diterapkan dan perkenalkannya oleh Toyota pada tahun
1940, lean manufacturing mulai menjadi perhatian dunia manufaktur
termasuk Amerika Serikat yang kala itu masih menerapkan mass production

53
yang dianggap merupakan konsep terbaik, dikembangkan oleh perusahaan
mobil Amerika Serikat yaitu Ford, mass production merupakan sistem
produksi massal menggunakan pekerja dengan tingkat keahlian yang rendah
untuk merancang produk dengan menggunakan sebuah paket mesin yang
mahal. Kini keadaan itu terus membalik, dimana perusahaan manufaktur di
Amerika akhirnya menyadari bahwa konsep tradisonal dari mass production
harus diadaptasikan kedalam ide-ide lean manufacturing.
lean manufacturing hingga kini masih digunakan dan akan terus
digunakan karena memang merupakan sebuah konsep yang fleksibel dan
kontinyu, artinya akan terus bergerak untuk melakukan perbaikan yang
berkelanjutan tanpa henti, sehingga dapat diambil kesimpulan bahwa lean
manufacturing ini merupakan sebuah sistem yang sangat baik dan
berdampak besar pada sebuah kegiatan produksi. Berpedoman dari fakta
tersebut maka alangkah baiknya bila konsep ini terus disebarluaskan, bila
pada kala itu adaptasi dilakukan kepada sebuah raksasa manufaktur di
Amerika Serikat dan negara-negara barat lainnya, maka kiranya juga tepat
bila konsep ini pun coba diadaptasikan kepada industri yang berskala
dibawahnya yakni pada skala kecil dan menengah. Utamanya di Indonesia,
kebutuhan akan pengembangan unit usaha kecil ini sedang sangat
dibutuhkan dan sedang coba terus digencarkan oleh pemerintah, maka salah
satu untuk mendukung hal tersebut ialah melakukan peningkatan dari sisi
produksi yang secara lebih terperinci mencakup eliminasi pemborosan,
pengurangan biaya, serta peningkatan kualitas kerja.
Dalam melakukan adaptasi konsep lean manufacturing ini kedalam
dunia IKM, maka perlu diketahui terlebih dahulu sistem operasi atau konsep
54
kegiatan produksi yang selama ini berkalan di IKM. Hasil dari observasi
yang telah dilakukan dilapangan, memang terlihat bahwa semakin rendah
tingkat usaha yakni dari tingkat menengah, kecil hingga ke tingkat usaha
mikro, maka akan semakin rendah bahkan sama sekali tidak
mempertimbangkan produktifitas kerja, mereka hanya mengikuti tradisi
atau kebiasaan yang dilakukan pendahulu atau warga sekitarnya yang
berada dalam satu wilayah.
Dalam penelitian ini setelah mengobservasi banyak IKM, dipilihlah
tujuh IKM yang tepat dan sesuai kriteria serta dinilai yang paling baik dalam
menerapkan metodenya, sehingga mewakili untuk diobservasi lebih dalam
dan dirancang model konseptual penyesuaian penerapan tujuh metode lean
manufacturingnya. Tujuh IKM tersebut ialah Sambel Inohong yang berasal
dari komoditas pengolahan cabe dan bawang diharapkan mampu mewakili
bagaimana metode kaizen di IKM, Chepotatoes yang bergerak dalam
industri pengolahan kentang untuk penerapan poka yoke, pada industri kopi
Kadatuan Koffie dipercaya untuk mewakili penerapan jidoka, Bimandiri
yang bergerak dalam pengolahan sayuran segar untuk mewakili penerapan
metode kanban, Tintin Chips yang sudah dapat memasarkan produknya ke
berbagai daerah hingga luar negeri, Roti Arsya yang dapat selalu menjaga
kualitas dan unggul dalam pasar roti warung sebandung raya, dan Mom-
Akh yang memroduksi beragam jenis kue berskala rumah tangga, namun
karena keuletannya dalam menjaga kualitas produk membuatnya hampir
dapat menerapkan prinsip 5S dengan baik.

55
4.4.1 Rich Picture Situasi Permasalahan (Finding Out)
Faktor wawasan dan ilmu pengetahuan memang manjadi faktor
kunci, atau setidaknya adanya kemauan untuk mau berubah dan menggali
informasi yang lebih luas akan memberikan dampak positif pada kemajuan
usahanya. Terutama dalam aspek produksi, sebagian besar hanya sebatas
memahami langkah atau bagaimana sebuah produk dihasilkan tanpa melihat
aspek lain yang dapat menjadi penghambat proses produksi tersebut.
Melihat hal tersebut maka dapat diambil kembali kesimpulan bahwa
konsep lean manufacturing masih jauh dari kalangan para pelaku IKM. Ini
sudah dibuktikan dilapangan bahwa rata-rata para pelaku IKM juga
mengaku cukup asing dengan lean manufacturing, bahkan dari seluruh
responden, hampir sebagian besar tidak mengetahui istilah kaizen, poka
yoke, jidoka dan metode lean lainnya. hanya mungkin beberapa saja yang
mengatakan pernah mendengar namun tidak tahu maksud dari istilah
tersebut.
Ketidakpahaman akan istilah tersebut namun belum tentu berarti
tidak melakukan proses yang medekati kearah sana, setelah menggali
informasi terkait konsep produksi dan perlakukuan-perlakuan yang
mengarah pada lean manufakturing, beberapa dari IKM ternyata memang
sudah melakukannya, namun hanya saja ada penyesuaian yang dilakukan
karena kondisi dan faktor lingkungan kerja.

56
SDM
Disiplin
CEO
Income
Konsumen
TransaksiProduk
Produksi
Masalah
Reward & Punishment
SOPDiskusi
Ide
Evaluasi
Pemerintah Daerah
Perguruan Tinggi
Pertanian dan Perkebunan
Sertifikasi
Program Penyuluhan dan Pengembangan
Usaha
Peningkatan penghasilan
Penghargaan/Apresiasi Pemerintah
Kelompok Tani
Kesejahteraan Masyarakat Sekitar
Sarana prasarana penunjang
Alat dan Mesin
Lean ManufacturingKaizen
Poka Yoke
Jidoka
TQM
Standarisasi Kerja
Kanban
Bahan Baku
Penelitian Mahasiswa
Laboratorium
Program Pengabdian masyarakat
Konsultasi Ahli
Bantuan Pemerintah
Dana Usaha
Kebijakan Pemerintah/Regulasi
Loyalitas Pelanggan Halal
PIRT
BPOM
Rekomendasi Perbaikan Sistem
Gambar 10. Rich Picture Situasi di IKM
4.4.2 Root Definition (Modelling)
Analisis CATWOE akan dilakukan berdasarkan kaidah yang sudah
ditentukan dimana didalamnya terdapat Customer, Action, Transformation,

57
Weltanschaung, Owner, dan Environment yang sudah disusun dalam bentuk
tabel, dapat dilihat pada Tabel 4 berikut.
Tabel 4. Analisis CATWOE
Customer • Perusahaan
• Pekerja / Karyawan
• Konsumen
• Perusahaan Retail
Actors • CEO
• SDM
• Suplier
Transformation • Minim inovasi → Perbaikan terus menerus
• Banyak ketidakpastian aturan → SOP
Weltanschaung • SDM yang disiplin dan kerja professional
• Terjadi kemajuan perusahaan
Owner • Produsen
• CEO
Environment • Media
• Budaya
• Kapasitas SDM
Customer ditentukan melalui orang atau pihak yang menerima hasil
dari penerapan lean manufacturing di IKM. Pihak-pihak yang disebutkan
dapat dikelompokkan menjadi yang mendapat keuntungan maupun yang
dirugikan. Setelah diidentifikasi melalui rich picture dan peta proses bisnis,
tidak ada pihak yang masuk kategori dirugikan. Actor ditentukan
berdasarkan siapa orang-orang yang berperan dalam terwujudnya
penerapan lean manufacturing di IKM dari tahap awal hingga dapat
menerapkan prinsipnya dengan baik.
Transformation merupakan perubahan input menjadi output yang
diharapkan dari keseluruhan kegiatan yang diidentifikasi. Dimana dalam hal
ini yaitu tentang cara IKM dapat memenuhi kaidah penerapan lean
manufacturing. Weltanschaung juga berarti sudut pandang. Melalui sudut

58
pandang tersebut ditentukan apa yang menjadikan transformation memiliki
beberapa makna. Sudut pandang yang diambil dan diutamakan dalam
penelitian ini yaitu sudut pandang IKM secara umum dalam hal proses
operasional yaitu menghilangkan segala bentuk pemborosan (waste)
Owner ditentukan berdasarkan dimana keputusan tertinggi berada.
Pada kondisi ini yaitu para pelaku yang mendirikan atau membangun usaha.
Terakhir Environment ditentukan berdasarkan kendala utama yang terjadi
diluar batasan sistem yang akan sangat berpengaruh terhadap pemenuhan
penerapan lean manufacturing di IKM.

59
4.4.3 Model Konseptual Kaizen
Gambar 11. Model Konseptual Penyesuaian Penerapan Kaizen di IKM

60
Salah satu metode lean manufacturing yang sudah tidak asing lagi
dikalangan pelaku manufaktur skala atas adalah kaizen. Kaizen sudah seperti
menjadi kewajiban bagi mereka untuk bisa selalu berupaya memajukan
perusahaannya. Dikalangan pelaku IKM metode kaizen rata-rata dilakukan atas
dasar terjadinya masalah dalam produksi, dari 30 IKM yang diobservasi ditemukan
10 IKM yang telah menerapkan metode kaizen ini, dan IKM yang dipilih untuk
dijadikan objek penelitian penyesuaian metode kaizen ialah sambel inohong,
walaupun masih pada skala IKM dan juga umur usaha yang belum lama, sambel
inohong ini sudah dapat memasarkan produknya keluar negeri dan sudah terikat
kerjasama dengan dengan pihak Bandara Soekarno-Hatta.
Hasil dari observasi dan wawancara yang telah dilakukan adalah
ditemukannya berbagai bentuk penerapan hingga bagaimana tahapannya bisa dapat
berjalan optimal. Berikut tahapan penerapan kaizen yang ada di IKM oleh Sambel
Inohong:
1. Menciptakan suasana kekeluargaan
Tahapan yang pertama ini menjadi dasar untuk penerapan metode
kaizen, bahkan juga menjadi bagian dari tahapan pada penerapan metode
lean manufacturing lainnya, karena tahapan ini merupakan tahapan awal
agar bisa menyatukan ikatan emosional antara pimpinan dan pekerja, juga
antara pekerja dan pekerja. Salah satu indikator keberhasilan tahapan ini
ialah sikap pekerja yang sudah tidak ragu lagi menyampaikan curahan
hatinya kepada atasan atau pekerja yang lain. Hal ini menunjukan hubungan
antar SDM perusahaan bukan lagi seperti kepada orang lain, namun sudah
seperti ikatan keluarga pada umumnya.
61
Adapun bentuk penerapan yang bisa dijalankan setelah
dilakukannya tahapan ini yaitu akan mudah terserapnya semua aspirasi dan
kebutuhan yang sebenarnya dari pekerja, sehingga tidak ada lagi hal-hal
yang ditutupi atau tidak tercurahkan, dampaknya pada kenyamanan kerja
semua SDM karena apa yang dilakukan atau menjadi ketentuan bersama
sudah sesuai dengan hati nurani. Contoh kecil dilapangan yang ada pada
sambel inohong ialah masalah waktu kerja, telah dibicarakan terlebih dulu
antar satu pekerja dengan pekerja lainnya perihal kesibukan mereka, ada
yang masih sekolah dan memang menganggur, maka penentuan harus
diprioritaskan pada yang memiliki keperluan lain yaitu pekerja yang masih
kuliah, akhirnya diputuskanlah bahwa pekerja yang memang menganggur
ditempatkan saat pagi hari dan yang saat siang hari ia kuliah ia bisa bekerja
mulai sore harinya, sehingga keduanya dapat tetap bekerja tanpa terbebani
masalah apapun.
Faktor yang dapat mempengaruhi tahapan ini ialah budaya atau
kondisi lingkuangan perusahaan, bila sejak awal sudah muncul persatuan
dan keramahtamahan maka suasana kekeluargaan pun pada akhirnya juga
akan mulai dirasakan. Faktor yang kedua ialah media komunikasi, menurut
pimpinan sambel inohong media komunikasi akan menghilangkan batasan
komunikasi antar seluruh SDM, sehingga hal tersebut perlu difasilitasi
dengan baik yaitu dengan membuat jaringan komunikasi pribadi yang
secara bebas dan tanpa biaya mereka gunakan ketika berkomunikasi antar
sesama pekerja.
62
2. Merasakan atau pernah mencoba semua bidang kerja (pimpinan)
Pada saat memberikan intruksi atau pengarahan untuk melakukan
sebuah proses produksi kepada pekerja, maka pemimpin yang baik
seharusnya lebih dulu mempraktekannya hingga dapat memahami kesulitan
dan lingkungan kerja tersebut, sehingga setelahnya sang pemimpin dapat
bersimpati dan memahami bagaimana harus memperlakukan pekerja
dengan baik.
Salah satu penerapannya ialah pemimpin dapat mengetahui apa yang
menjadikan kondisi kerja pekerjanya menjadi nyaman dan produktif
sehingga dibuatlah atau ditambahkannya instrumen atau sarana prasarana
tambahan yang memang tepat guna. Contoh kasus pada Sambel Inohong
ialah pada administrasi keuangan. Pimpinan menyadari karena sudah pernah
merasakannya bahwa untuk mengurusi keuangan merupakan hal yang tidak
mudah, butuh konsentrasi dan ketelitian yang tinggi. Pimpinan akhirnya
memberikan tempat yang khusus dan jauh dari kegiatan produksi sehingga
pekerja yang menjadi administrasi keuangan pun dapat bekerja dengan
fokus.
3. Mengembangkan sikap solutif dan proaktif pada SDM
Kemampuan individu yang teroptimalkan dengan baik akan sangat
berpengaruh pada sebuah perusahaan agar menjadi unggul. Begitu juga
yang diterapkan Sambel Inohong, Pimpinan selalu sebisa mungkin
menjadikan para pekerjanya untuk bisa berkembang dalam hal keterampilan
dan kemampuan kerja. Dalam hal ini yang paling pimpinan tekankan ialah
sikap solutif dan proaktif, kedua hal ini menjadi hal yang diandalkan dan
terus ditingkatkan oleh pimpinan.

63
Bila hal ini sudah dapat muncul dan terealisasi dengan baik akan
berdampak pada kemandirian para pekerja untuk ikut mengembangkan
perusahaan, tidak akan lagi ada pekerja yang pasif dan hanya bekerja bila
diperintah, orientasinya hanya dapat bekerja untuk mendapat gaji seoptimal
mungkin dengan beban kerja yang seminim mungkin. Sikap solutif yang
dimaksudkan adalah selalu menghadapi kendala atau permasalahan dengan
mandiri menggunakan penyelesaian masalah yang bisa dilakukan tanpa
harus memperpanjang dan menghambat lingkungan kerja yang lainnya.
Sementara proaktif disini adalah sikap kerja yang selalu berusaha aktif
dalam menuntaskan setiap pekerjaan, memiliki tanggung jawab, serta peduli
akan kondisi dan target perusahaan.
Bentuk penerapan dari mengembangkan kedua sikap ini ialah
dengan selalu melakukan evaluasi yang tidak hanya membahas perbaikan
kerja, namun juga motivasi kerja yang harus selalu terjaga dan juga
peningkatan kapasitas keilmuan dan pemahaman, termasuk sikap solutif dan
proaktif tadi yang bisa disampaikan dengan cara membuat contoh studi
kasus kegiatan produksi atau dengan penyampaian yang terus menerus
sehingga pada akhirnya akan tertanam dalam diri pekerja.
Faktor pendukung dari tahapan ini ialah keahlian dan keterampilan
khusus pekerja yang sudah dimilikinya, ini akan memberikan keuntungan
bagi perusahaan untuk dapat dimanfaatkan dalam hal-hal yang perusahaan
butuhkan. Contoh kasus misalnya pekerja memiliki kemampuan desain,
maka perusahaan tidak perlu lagi mencari seorang desainer, namun cukup
hanya kepada pekerjanya langsung, atau misalnya pekerja pernah punya
pengamalan di bengkel mesin, maka perusahaan tidak perlu khawatir lagi

64
bila terjadi masalah dengan mesin produksinya karena memiliki pekerja
yang dapat memperbaikinya.
4. Memberi pemahaman bahwa perubahan akan selalu ada
Perubahan dalam lingkungan industri sangat berkaitan dengan
berbagai hal yang secara umum biasa disebut aktivitas bisnis. Produksi
harus bisa menyesuaikan dengan kondisi pasar, keinginan konsumen,
ketersediaan bahan baku, lingkungan kerja, ketersediaan alat dan lain
sebagainya yang sudah disadari akan terus mengalami perubahan baik itu
bersifat menguntungkan ataupun kerugian. Melihat hal tersebut maka hal
yang mesti dilakukan ialah mengadaptasi kearah perbaikan, oleh karenanya
ini menjadi puncak dari penyesuaian kaizen dalam linkungan IKM. Pada
akhirnya seluruh SDM perlu memahami dan mengimplementasikannya
dalam kegiatan produksi, sehingga minimalnya para pekerja sudah dapat
memaklumi atau bersikap positif terhadap kebijakan-kebijakan yang
sengaja dibuat untuk perbaikan karena dia sudah memahami hal tersebut
dilakukan demi kemajuan perusahaanya.
Bentuk penerapannya dalam perusahaan ialah masih terkait dengan
evaluasi berkala, memang pada kesempatan tersebut pimpinan perusahaan
harus bisa memanfaatkannya sebaik mungkin. Termasuk dalam
memberikan pemahaman pada pekerja agar mereka berubah dan dapat
menyatukan persepsi seluruh SDM yang ada.
Salah satu indikator keberhasilannya ialah para pekerja menjadi
peka akan permasalahan produksi dan tidak tinggal diam. Sikap solutif
sudah dilakukan namun jika tidak menemukan jalan keluar dari
permasalahan tersebut, maka sikap yang sebaiknya muncul ialah

65
menyampaikannya dan mendiskusikan bersama untuk sama-sama
menemukan solusi atas permassalahan tersebut.
66
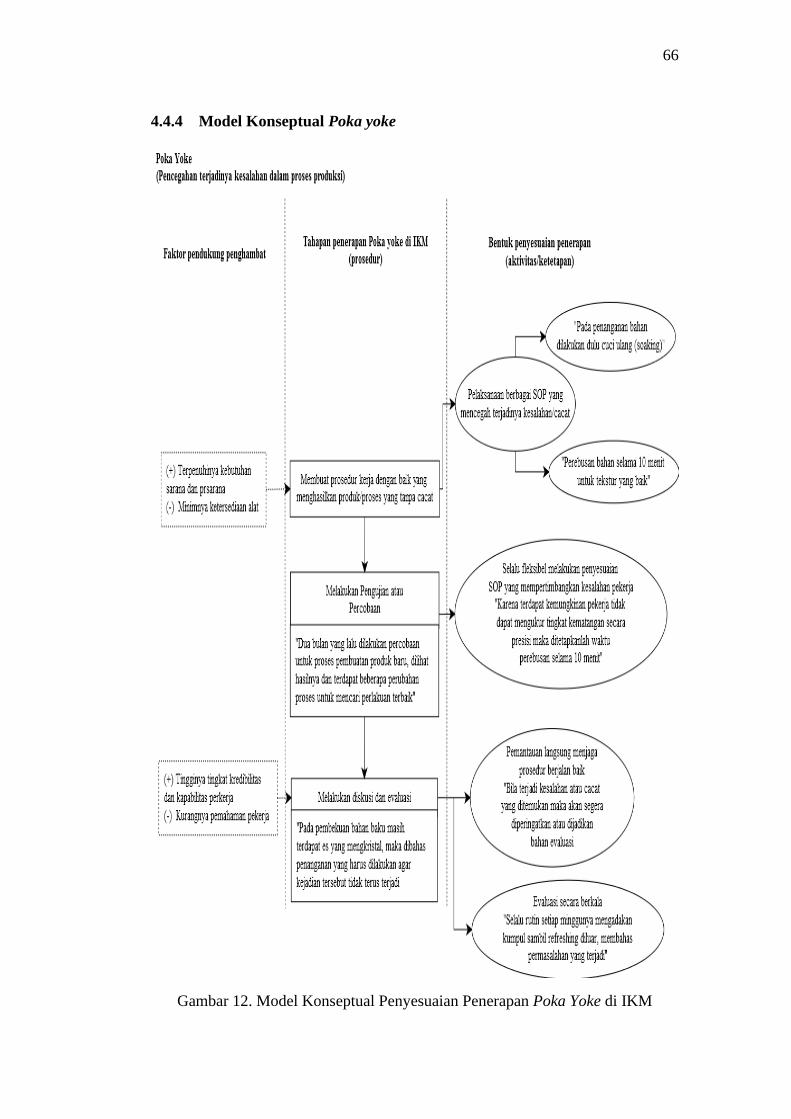
4.4.4 Model Konseptual Poka yoke
Gambar 12. Model Konseptual Penyesuaian Penerapan Poka Yoke di IKM

67
Pada penerapannya di industri skala besar, poka yoke sudah menggunakan
basis teknologi seperti sensor atau sistem kendali yang di desain khusus untuk
mencegah terjadinya kesalahan. Adapun yang lebih sederhana ada pada desain alat-
alat kerja produksi mereka, melihat dari pengalaman atau kejadian yang sudah
terjadi, mereka melakukan perubahan dalam hal sarana prasarana untuk
mengurangi kesalahan kerja yang terjadi. Hal tersebut dikarenakan faktor kesalahan
manusia yang sulit dihilangkan, manusia berbeda dengan mesin, manusia memiliki
potensi kesalahan yang lebih besar dalam hal konsistensi karena faktor hilangnya
konsentrasi atau mulai munculnya titik jenuh.
Dalam lingkup skala IKM, penerapan poka yoke sangat jarang diaplikasikan
kedalam alat dan mesin produksi. Mereka yang sudah mengaplikasikan hanya
melalui penggunaan alat dan mesin konvensional sederhana, contoh pada alat
misalkan botol cairan anti tumpah atau menghindari kelebihan penuangan
sedangkan contoh pada mesin misalnya sudah tersedianya lampu indikator atau
alarm peringatan untuk mencegah proses berlebih.
Hal paling umum diterapkan di IKM yang tujuannya mengarah pada prinsip
poka yoke adalah dengan memanfatkan rangkaian prosedur kerja yang dibuat. IKM
yang dipilih untuk menjadi contoh penyesuaian penerapan lean manufacturing di
IKM adalah Chepotatoes, berikut tahapan yang dilakukannya :
1. Membuat prosedur kerja yang dapat menghasilkan produk/proses kerja
yang tanpa cacat
Cara kerja sebuah produksi menjadi hal penting dalam menciptakan
produk yang berkualitas. Pada lingkup IKM ketika alat dan mesin modern
sudah tidak lagi diharapkan karena permasalahan modal, maka solusi yang
68
bisa diambil adalah dengan mengatur standar kerja yang ada. Kesalahan
yang mungkin terjadi dicegah dengan prosedur kerja tambahan. Hal inilah
yang dilakukan Chepotatoes dalam mengatasi terjadinya kesalahan kerja.
Chepotatoes walaupun masih dalam skala IKM dan belum memiliki nama
tenar di lingkungan masyarakat, mereka berani menjual mahal produk-
produk yang dimilikinya untuk kalangan menengah keatas. Hal tersebut
dikarenakan standar kualitas produksi yang mereka terapkan. Para pemilik
dari Chepotatoes rata-rata merupakan lulusan sarjana dan berasal dari
jurusan yang terkait dengan penanganan bahan dan pelayanan konsumen,
sehingga kualitas kerja yang baik sudah cukup dipahami oleh mereka.
Berbagai penerapan pencegahan pun dibuat dalam alur produksi,
contoh-contoh kebijakan prosedur tersebut misalnya pada penanganan
bahan awal, untuk mencegah terjadinya proses cacat bahan karena proses
biologis, maka pencucian ulang dilakukan kembali setelah dipotong. Contoh
kedua pada perebusan bahan dengan tingkat kematangan yang pas,
dikhawatirkan terjadi kelebihan atau kekurangan kematangan bahan maka
untuk menjamin hal tersebut tidak terjadi pekerja harus mengukurnya
langsung dalam pengukur waktu atau stopwatch.
Menurut salah satu pemilik Chepotatoes, hal penting yang dapat
mendukung pencegahan kesalahan pada proses produksi serupa dengan
teori yang sudah dijelaskan sebelumnya yaitu ketersediaan alat dan mesin
yang memadai. Mesin yang berkualitas dan modern pun menjadi harapan
mereka untuk manghasilkan produk yang baik secara kontinyu. Pencegahan
melalui prosedur kerja yang teliti masih bisa berjalan baik untuk jumlah
69
produksi yang masih kecil, namun ketika untuk pemenuhan permintaan
pasar yang besar kesalahan kerja masih akan sangat mungkin terjadi.
2. Melakukan pengujian atau percobaannya prosedur
Dalam memastikan prosedur kerja yang mencegah berbagai resiko
kesalahan dan cacat, maka prosedur tersebut harus langsung diuji terapkan
terlebih dahulu kepada pekerja sebelum ditetapkan secara baku. Hal tersebut
untuk melihat respon dan seberapa tepat sasaran pencegahan kerusakan bisa
terjadi.
3. Evaluasi berkala
Ketika semuanya sudah ditetapkan maka proses selanjutnya adalah
pengawasan sistem yang sudah berjalan. Hal ini secara berkala dilakukan
untuk mencegah kesalahan prosedur tersebut berpengaruh buruk pada
kualitas produk akhir yang berujung pada loyalitas konsumen. Bentuk
penerapannya dalam kegiatan selama produksi ialah dilakukannya
pemantauan langsung. Bila masih ditemukan lesalahan atau cacat maka
akan segera diperingatkan atau akan dijadikan bahan evaluasi.
Adapun faktor yang dapat mempengaruhi tahapan ini ialah tingkat
kredibilitas dan kapabilitas. Kredibilitas pekerja akan membuat pimpinan
cenderung tenang setiap memberikan kepercayaan atau tugas pada pekerja,
sedangkan kapabilitas berdampak pada kuantitas dan kualitas hasil produk.
Selain itu ada pula pemahaman pimpinan dan pekerja. Terutama pimpinan,
pimpinan yang sudah memahami betul terkait bidang produk yang
dijalankan akan membuat perkembangan usaha semakin berjalan cepat, hal
ini dikarenakan proses trial and error akan berkurang sehingga kegagalan

70
produksi akan semakin minim. Selanjutnya untuk pemahaman pekerja,
pemahaman pekerja disini adalah terkait wawasan pekerja dalam
penanganan bahan. Mengikuti standar kerja saja sebenarnya sudah baik,
namun dapat akan lebih baik lagi bila pekerja paham akan pemahaman
tentang proses dan bahan tersebut sehingga saat berlangsungnya evaluasi,
pekerja tersebut dapat ikut berinteraksi bahkan memberikan masukan yang
membangun untuk perbaikan sistem produksi.

71
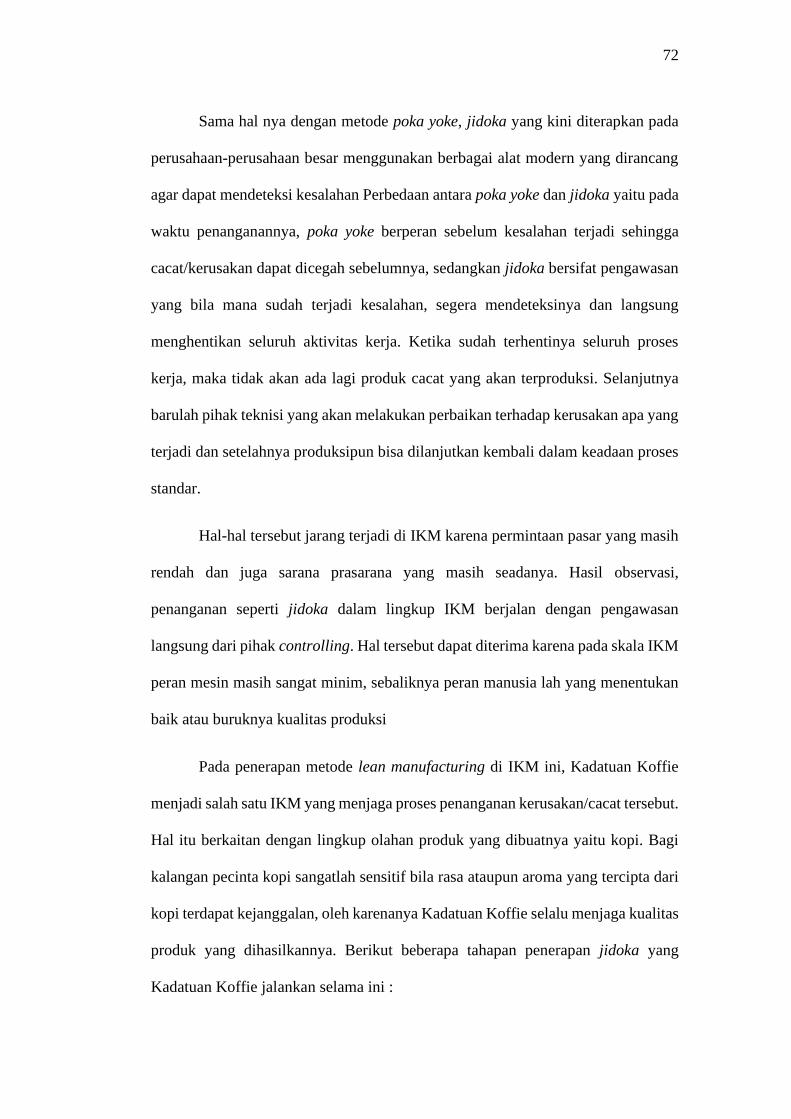
4.4.5 Model Konseptual Jidoka
Gambar 13. Model Konseptual Penyesuaian Penerapan Jidoka di IKM
72
Sama hal nya dengan metode poka yoke, jidoka yang kini diterapkan pada
perusahaan-perusahaan besar menggunakan berbagai alat modern yang dirancang
agar dapat mendeteksi kesalahan Perbedaan antara poka yoke dan jidoka yaitu pada
waktu penanganannya, poka yoke berperan sebelum kesalahan terjadi sehingga
cacat/kerusakan dapat dicegah sebelumnya, sedangkan jidoka bersifat pengawasan
yang bila mana sudah terjadi kesalahan, segera mendeteksinya dan langsung
menghentikan seluruh aktivitas kerja. Ketika sudah terhentinya seluruh proses
kerja, maka tidak akan ada lagi produk cacat yang akan terproduksi. Selanjutnya
barulah pihak teknisi yang akan melakukan perbaikan terhadap kerusakan apa yang
terjadi dan setelahnya produksipun bisa dilanjutkan kembali dalam keadaan proses
standar.
Hal-hal tersebut jarang terjadi di IKM karena permintaan pasar yang masih
rendah dan juga sarana prasarana yang masih seadanya. Hasil observasi,
penanganan seperti jidoka dalam lingkup IKM berjalan dengan pengawasan
langsung dari pihak controlling. Hal tersebut dapat diterima karena pada skala IKM
peran mesin masih sangat minim, sebaliknya peran manusia lah yang menentukan
baik atau buruknya kualitas produksi
Pada penerapan metode lean manufacturing di IKM ini, Kadatuan Koffie
menjadi salah satu IKM yang menjaga proses penanganan kerusakan/cacat tersebut.
Hal itu berkaitan dengan lingkup olahan produk yang dibuatnya yaitu kopi. Bagi
kalangan pecinta kopi sangatlah sensitif bila rasa ataupun aroma yang tercipta dari
kopi terdapat kejanggalan, oleh karenanya Kadatuan Koffie selalu menjaga kualitas
produk yang dihasilkannya. Berikut beberapa tahapan penerapan jidoka yang
Kadatuan Koffie jalankan selama ini :

73
1. Membuat SOP baku yang tertulis mempertimbangkan rawan kesalan dan
letak cacat yang bisa terjadi.
Standar kerja kembali menjadi tahapan awal untuk bisa menerapkan
sistem jidoka ini. Standar kerja dibuat dalam menghadapi kemungkinan
kerja yang terjadi, sehingga diperlukan wawasan dan keilmuan terlebih
dulu dari para pimpinan perusahaan. Salah satu contoh sekaligus bentuk
penerapannya ialah berbagai keputusan pimpinan yang memberlakukan
kebijakan pengawasan terjadinya kerusakan. Misalnya pada pergantian
pekerja dalam mengontrol suatu mesin. Para pekerja harus secara
bergiliran dalam mengawasi dan mengendalikan kerja suatu mesin yang
misalnya dalam industri kopi ialah mesin roasting. Hal ini dikarenakan
keterbatasan manusia untuk dapat senantiasa fokus.
Bentuk penerapan yang lainnya ialah sikap responsif yang mesti
dilakukan bila memang kesalahan tersebut sudah terjadi. Pertama yang
disampaikan oleh narasumber, terkait adanya cacat bahan baku yang ikut
masuk dalam proses produksi, untuk hal ini hanya perlu dilakukan
pemisahan saja. Kedua yang terjadi pada Kadatuan Koffie ialah cacat
roasting yang sebelumnya pada sistem bergantian control mesin masih saja
didapat kesalahan, maka hal yang dilakukan ialah pemisahan dan penurunan
produk lain yang dapat juga dimanfaatkan atau masih dapat bernilai.
Terakhir pengawasan pada produk yang sudah jadi, artinya barang yang
belum terjual pun jangan sampai ketika sudah waktunya kadularsa bisa
pindah ke tangan konsumen, hal ini dapat menurunkan loyalitas konsumen.

74
Faktor pendukung yang dapat mempengaruhi tahapan yang pertama
ini adalah wawasan dan ilmu pengetahuan dari pimpinan. Kedua, berkaitan
dengan bahan baku, bahan baku yang tersedia banyak akan membuat pilihan
dalam mengambil kualitas terbaik juga akan meningkat, sehingga bahan
baku dengan kualitas buruk akan semakin minim. Terakhir alat dan mesin
yang memiliki kapasitas dan kualitas baik, jika alat dan mesin modern sudah
dapat dimiliki maka akan mengurangi tingkat kesalahan produksi akan
semakin berkurang. Hal ini membuat pengawasan dari controlling pun
dapat dikurangi.
2. Menunjuk PIC dari setiap sektor kerja
Person In Charge atau PIC merupakan orang yang ditunjuk untuk
menjadi penanggung jawab dalam suatu pekerjaan. Penyerahan peran
tersebut juga diterapkan pada Kadatuan Koffie. Setiap bagian sektor kerja
ada PIC nya masing-masing, sehingga apapun yang terjadi dalam sektor
kerja tersebut harus dapat dipertanggungjawabkan olehnya.
Adapun faktor penghambat dari tahapan ini ialah ketika banyaknya
yang keluar masuk dari keanggotaan pekerja. Hal itu bedampak pada tingkat
kepercayaan dan pengalaman kerja yang minim sehingga kualitas produksi
tidak terjamin.
3. Menyepakati tim control yang memantau keseluruhan sistem kerja di
lapangan
PIC setelah tersedia pada setiap sektor, dibuat juga tim kontrol untuk
keseluruhan sistem kerja, jika sektor kerja cukup banyak maka tim kontrol
kembali dibagi lagi, sehingga akhirnya masing-masing kelompok dipegang
75
oleh satu controlling. Orang yang berperan dalam controlling ini bisa oleh
pimpinannya langsung, namun akan lebih baik bila ada seseorang yang
khusus mengambil peran tersebut.
Faktor yang mempengaruhi sistem ini bisa dikarenakan oleh panjang
atau lamanya hasil dari proses perizinan BPOM. Padahal hal tersebut sangat
dibutuhkan bagi perusahaan makanan dan minuman yang sedang dalam
perkembangan. Izin itu dapat menjadi acuan dan bukti bahwa seluruh proses
produksi hingga hasil produk yang dihasilkan adalah aman, dan hal tersebut
berpengaruh pada tingkat kepercayaan para konsumen.
76
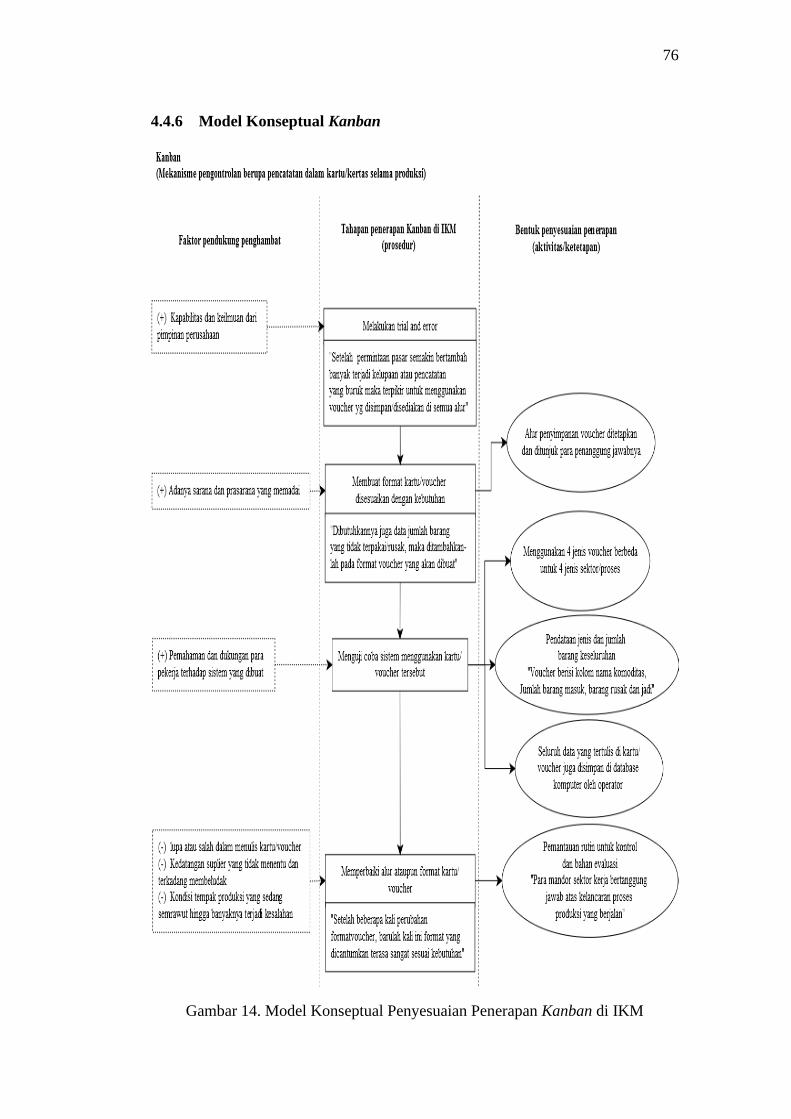
4.4.6 Model Konseptual Kanban
Gambar 14. Model Konseptual Penyesuaian Penerapan Kanban di IKM
77
Kanban adalah metode lean manufacturing yang sulit ditemukan pada skala
IKM. Pada survey yang dilakukan memang hasilnya kanban berada pada posisi
kedua metode paling sedikit diterapkan yakni sebanyak 7%, terpaut tipis beberapa
persen diatas metode 5s sebanyak 4%, namun penyesuaian yang dilakukan cukup
besar dari kanban yang sebenarnya. Survey sebanyak 7% itu mengandung tingkat
toleransi yang cukup tinggi karena tidak adanya penerapan yang hampir serupa.
Akhirnya penetapan dilakukan dengan mencari proses yang satu prinsip dengan
kanban, sehingga pada intinya dalam survey tersebut yang dianggap menerapkan
kanban masih belum sempurna penerapannya.
Dari seluruh IKM yang diobservasi, yang paling mendekati metode ialah
pada IKM Bimandiri di lembang, mereka menggunakan sistem kartu atau voucher
yang mereka buat sendiri untuk memudahkan pendataan dan proses kerja mereka,
akhirnya sistem tersebut dianggap terus memberi dampak yang baik dan akhirnya
terus dipertahankan sampai sejauh ini. Berikut perjalanan tahapan yang mereka
lalui hingga sistem tersebut berhasil berjalan dengan baik :
1. Melakukan trial and error
Disampaikan oleh salah satu jajaran pimpinan Bimandiri bahwa
sebelum proses yang benar-benar tepat guna berjalan, tentunya proses trial
and error itu akan ada. Mereka yang benar-benar memperhitungkannya
dengan sebaik mungkin pun masih memiliki resiko ketidak sesuaian terjadi,
oleh karenanya jangan ragu untuk selalu berubah mencari inovasi terbaru
dalam proses produksi. Dalam hal ini Bimandiri mengkerucutkan solusinya
pada sebuah alat bantu yang bisa menjadi alat penyampai informasi dan
akurasi data. Para pelaku IKM yang bila dirasa sudah waktunya untuk

78
menggunakan alat bantu kartu seperti ini jangan hanya sebagai wawasan
untuk sekedar mengetahuinya. Sistem ini harus dicoba dan dipelajari
langsung apakah memberi dampak baik bagi proses produkai.
Faktor yang dapat mempengaruhi tahapan ini kembali terkait
kapabilitas dan keilmuan pimpinan perusahaan. Semakin wawasan itu
dimiliki, ditambah lagi dengan pengalaman, maka proses trial and error
tersebut akan berkurang
2. Membuat format kartu/voucher yang disesuaikan dengan kebutuhan
Ketika penggunaan kartu ini mulai dirasa cocok dan memberi
pengaruh baik, maka susunlah dulu format yang akan dicantumkan dengan
baik sesuai dengan kebutuhan perusahaan. Contoh sederhana yang
diberikan Bimandiri pada kartu mereka adalah jumlah barang yang rusak
atau tidak terpakai untuk keperluan kebijakan perusahaan. Hal selanjutnya
yang harus dilakukan adalah menetapkan alur penyimpanan atau
penempatan voucher serta PIC dari masing-masing sektor kerja tersebut
sudai sesuai kebutuhan.
Faktor untuk tahapan ini yaitu pada sarana dan prasarana, bila masih
fokus pada kebutuhan bahan baku dan alat, maka untuk penyediaan lain
seperti kartu dan komputer untuk operator akan sulit terlaksana. Hal tersebut
karena bahan baku dan alat merupakan prioritas utama.
3. Menguji coba sistem menggunakan kartu/voucher tersebut
Setelah semua siap maka langah selanjutnya adalah pengujian,
beberapa contoh hal yang harus diperhatikan bila sistem yang akan
dijalankan serupa dengan Bimandiri adalah jumlah jenis kertas yang
digunakannya, tujuan dari setiap jenis kertas, kemudian harus disiapkan

79
operator pada setiap sektor kerja untuk menerima dan menginput data pada
komputer. Faktor yang mempengaruhi rangkaian uji coba ini adalah
pamahaman dan dukungan para pekerja terhadap sistem yang dibuat.
4. Memperbaiki alur atau format kartu/voucher
Kembali yang menjadi tahapan terakhir pada suatu tahapan
penerapan metode adalah evaluasi. Evaluasi dapat menghasilkan output
perubahan pada format kartu. Hal tersebut bisa terjadi karena masih ada data
yang dibutuhkan atau bahkan berlebihan data. Output lainnya adalah
perubahan cara kerja atau penindakan tegas. Kejadian yang riskan terjadi
pada sistem ini adalah ketika pekerja lupa atau salah menuliskan data pada
kartu sehingga menyebabkan kesalahan data.
Faktor yang dapat mempengaruhi ini ialah keuletan para pekerja
beresiko melakukan kesalahan. kedatangan supplier yang membeludak
Sehingga menyebabkan penumpukan proses awal yang berlanjut pada
kondisi pabrik yang tidak kondusif. Terakhir lingkungan kerja yang buruk
juga dapat menimbulkan ketidaknyamanan pekerja sehingga kualiatas kerja
menurun.
80
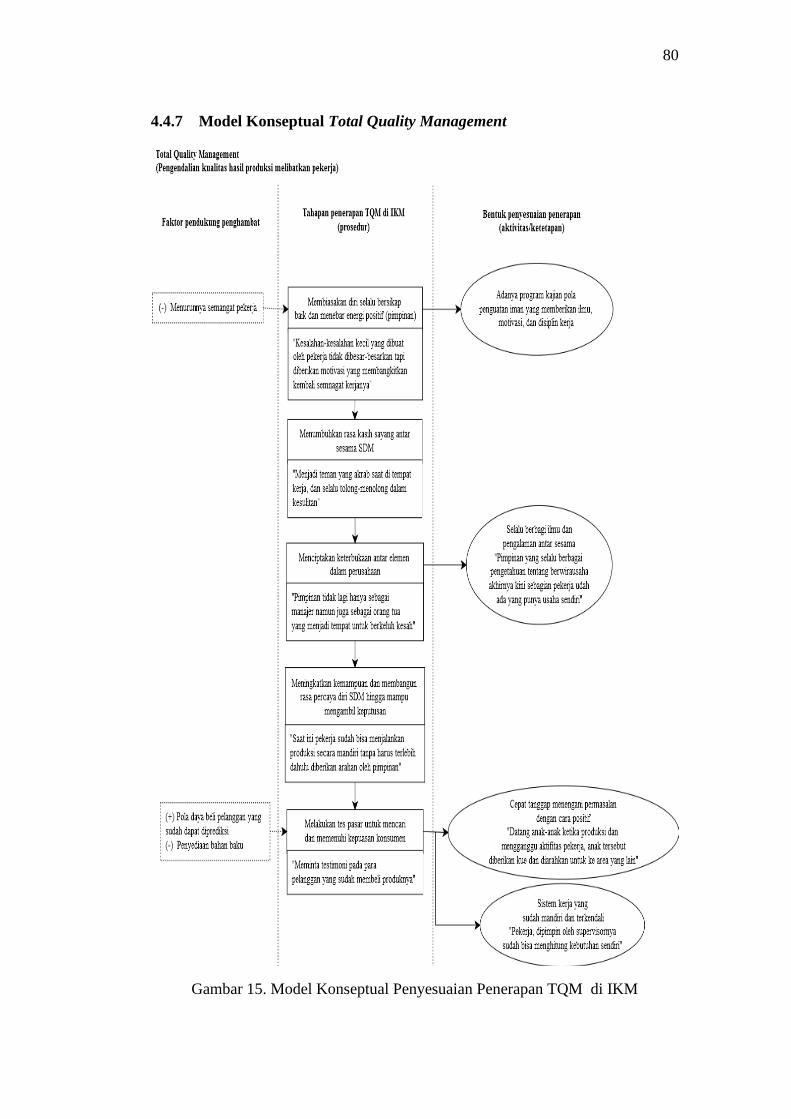
4.4.7 Model Konseptual Total Quality Management
Gambar 15. Model Konseptual Penyesuaian Penerapan TQM di IKM
81
Total Quality Management (TQM) merupakan salah satu sistem yang ada
pada lean manufacturing. Pada dasarnya sistem ini memanfaatkan seluruh elemen
perusahaan untuk sama-sama menghasilkan kualitas produk sesuai dengan
kepuasan pelanggan, TQM sangat mungkin terjadi di IKM karena konsep kerja
mereka yang dipengaruhi oleh kemampuan individu. Hal tersebut dikarenakan
sebagian IKM terutama yang masih skala kecil masih melakukan usaha dengan
orang yang terikat hubungan keluarga dan bahkan hingga para pekerjanya, sehingga
mereka sudah saling kenal dekat dan sudah paham satu dengan lainnya. Ada hal
lain namun yang harus dipenuhi yaitu penanaman prinsip bagi seluruh SDM dalam
hal kualitas dan pemenuhan kepuasan konsumen, oleh karenanya keduanya harus
diselaraskan
Salah satu IKM yang sukses dalam menerapkan hal tersebut ialah Tintin
Chips, walaupun produknya jarang ditemui di mini market hingga super market dan
kurang dikenal dikalangan masyarakat, namun penjualan Tintin Chips ternyata
sudah tersebar ke berbagai daerah di Indonesia. Produknya pun dapat terjual dengan
harga yang tinggi. Hal ini membuktikan nilai produk yang juga tinggi. Berikut
tahapan yang dilalui Tintin Chips untuk mencapai penerapan prinsip TQM di IKM:
1. Membasakan diri selalu bersikap baik dan menebar energi positif
(Pimpinan)
Hal yang menjadi contoh dari poin ini adalah kesalahan-kesalahan
kecil pekerja jangan sampai dibesar-besarkan, tapi harus dimotivasi untuk
mebangkitkan kembali semangatnya. Bentuk penyesuaian penerapan yang
dilakukan Tintin Chpis adalah dengan diadakannya program kajian pola
penguatan iman yang memberikan ilmu, motivasi, dan pengalaman kerja.
82
Faktor penghambat yang bisa terjadi ialah menurunnya semangat kerja
pekerja.
2. Menumbuhkan rasa kasih sayang pada SDM
Hal yang diharapkan dari tahapan ini adalah ketikan pekerja satu
dengan lainnya sudah menjadi teman yang akrab ditempat kerja dan selalu
tolong menolong dalam kesulitan.
3. Menciptakan keterbukaan antar elemen dalam perusahaan
Pimpinan tidak lagi hanya sebagai manajer perusahaan namun juga
sebagai orang tua yang menjadi salah satu tempat menyampaikan keluh
kesah, utamanya dalam lingkungan kerja. Keterbukaan tersebut pun
misalnya dalam berbagi ilmu dan pengalaman, hingga dampak besar yang
bisa terjadi seperti pada Tintin Chips adalah para pekerja jadi ikut dapat
merintis usahanya sendiri berkat ilmu dan penagalaman yang diberikan oleh
pimpinan.
4. Meningkatkan kemampuan dan membangun rasa percaya diri SDM hingga
mampu mengambil keputusan
Indikator tahapan kerja ini ialah saat pekerja sudah dapat
menjalankan produksi secara mandiri tanpa harus terlebih dahulu diberikan
arahan lagi dari pimpinan
5. Melakukan tes pasar untuk mencari dan memenuhi kepuasan konsumen
Hal ini dapat dilakukan dengan meminta testimony pada para
pelanggan yang sudah membeli produknya. Bentuk penyesuain yang
dilakukan ketika tes pasar beserta perubahan pada produknya sudah
dilakukan adalah membetuk sistem kerja yang mandiri dan terkendali.
Selanjutnyan cepat tanggap dalam menangani permsalah dengan positif.

83
Adapun faktor pendukung dari pemenuhan kebutuhan konsumen ini ialah
pola daya beli mereka yang sudah dapat dipresdiksi, kemudian faktor
penghambatnya adalah penyediaan bahan baku apabila sedang sulit

84
4.4.8 Model Konseptual Standarisasi Kerja
Gambar 16. Model Konseptual Penyesuaian Penerapan SK di IKM

85
Penerapan yang paling mudah dipahami atau sudah diketahui sebelumnya
oleh para IKM adalah standarisasi kerja, walaupun mereka mengetahui maksdunya,
namun tidak benar-benar mereka terapkan pada kegiatan produksi. Alasan yang
paling umum ialah standar kerja hanya berupa penyampaian lisan saja dan
selanjutnya dijadikan kebiasaan. Kekurangannya dari hal tersebut belum tentu akan
tepat sasaran terhadap produktifitas kerja karena dibuat secara tidak optimal dan
tersusun. Selanjutnya tidak menjamin kedisiplinan para pekerja karena berbagai
kebijakan tersebut seperti kurang ditekankan pada pekerja, berbeda dengan IKM
yang sudah menempelkan standar kerja tersebut ditempat kerja.
IKM yang sudah baik dalam menanamkan prinsip standarisasi dalam
kegiatan produksinya ialah Roti Arsya. Roti Arsya merupakan produsen roti yang
terus meluaskan pasarnya hingga di kota Bandung dan sekitarnya, dan banyak
diminati warung-warung yang bertebaran di setiap tempat karena kualitasnya yang
baik dan tidak mudah kadaluarsa. Berikut tahapan yang dilakukan Roti Arsya untuk
menerapkan standarisasi kerja tersebut :
1. Pendekatan personal dengan para pekerja hingga akhirnya membentuk
ikatan emosional
Tahapan pertama semacam ini juga dilakukan untuk tiga metode
lainnya yaitu kaizen, TQM, dan 5S. Menciptakan suasana kekeluargaan,
membentuk ikatan emosinal, atau lain sebagainya menjadi hal yang penting
untuk awal kerjasama dalam melakukan kegiatan produksi, sehingga tidak
ada lagi keraguan atau sikap tidak nyaman antara satu dengan yang lainnya.
Menurut pemilik Roti Arsya, membentuk ikatan emosional dapat
dilakukan dengan interaksi yang mendalam hingga ikatan emosional itu

86
didapat. Beliau mencontohkan, misalnya dengan cara ikut makan dengan
para pekerja sambil mengobrol santai. Faktor yang mendukungnya ialah
tradisi atau suasana kerja perusahaan, sehingga lama kelamaan dengan
sendirinya ikatan tersebut muncul dengan sendirinya. Kedua yaitu pada
ketegasan pimpinan, ketika terjadi gesekan pekerja yang sulit dihindarkan,
maka pimpinan dituntut untuk bisa menjadi penengah yang adil dan tegas
dalam menyelesaikan hal tersebut.
2. Memberikan motivasi kerja
Hal yang dilakukan selanjutnya yaitu memberi motivasi kerja
kepada pekerja. Bentuk dari tahapan ini beragam. Pertama ialah dengan
memberikan pencerahan atau pengalaman hidup yang dapat memotivasi
pekerja. Kedua dengan memberikan sanksi yang tegas terhadap setiap
pelanggaran agar pekerja mendapatkan efek jera bila melakukan kesalahan.
Terakhir Roti Arsya menerapkan sistem reward yangakan diberikan kepada
mereka yang punya semangat dan disiplin kerja yng tinggi.
Adapun faktor yang berperan disini adalah sarana dan prasarana
kerja yang memadai. Ketika sarana prasarana yang sesuai kebutuhan
terpenuhi maka akan meningkatkan semangat kerja bagi para pekerja.
Faktor yang kedua ialah lingkungan kerja baik dari kalangan keluarga
mereka sendiri, antar pekerja, atau masyarakat umum. Berbagai tekanan
tersebut kadang dialami oleh pekerja misalnya terjadi masalah dengan istri
atau singgungan dengan pedagang warung dan lain sebagainya, bila tidak
dikembangkan mental yang baik maka pekerja tersebut akan dengan mudah
memperburuk kegiatan produksi atau lebih buruk lagi akan keluar dari
pekerjaannya.

87
3. Membentuk dan menjaga komitmen bersama untuk sama-sama memajukan
perusahaan
Hal terakhir adalah pembentukan komitmen bersama. Ketika ini
sudah terealisasikan maka pimpinan secara otomatis juga dapat memberikan
kepercayaan dan tanggung jawab. Bentuk penyesuaiannya ialah dengan
Pembentukan SOP nya haruslah berdasarkan kesepakatan semua pihak,
mereka yang sudah komitmen juga akan berusaha untuk membuat aturan
yang meningkatkan kemajuan perusahaan, tidak lagi berpikir hanya untuk
kepentingan individual. Selanjutnya setelah dibentuk aturan tersebut
selanjutnya rutin dilakukannya evaluasi untuk dapat menyesuaikan dengan
berbagai perubahan yang ada. Faktor pendukung yang mempengaruhi
tahapan ini ialah kesadaran dari semua pihak akan pentingnya kerjasama
untuk kemauan perusahaan.
88
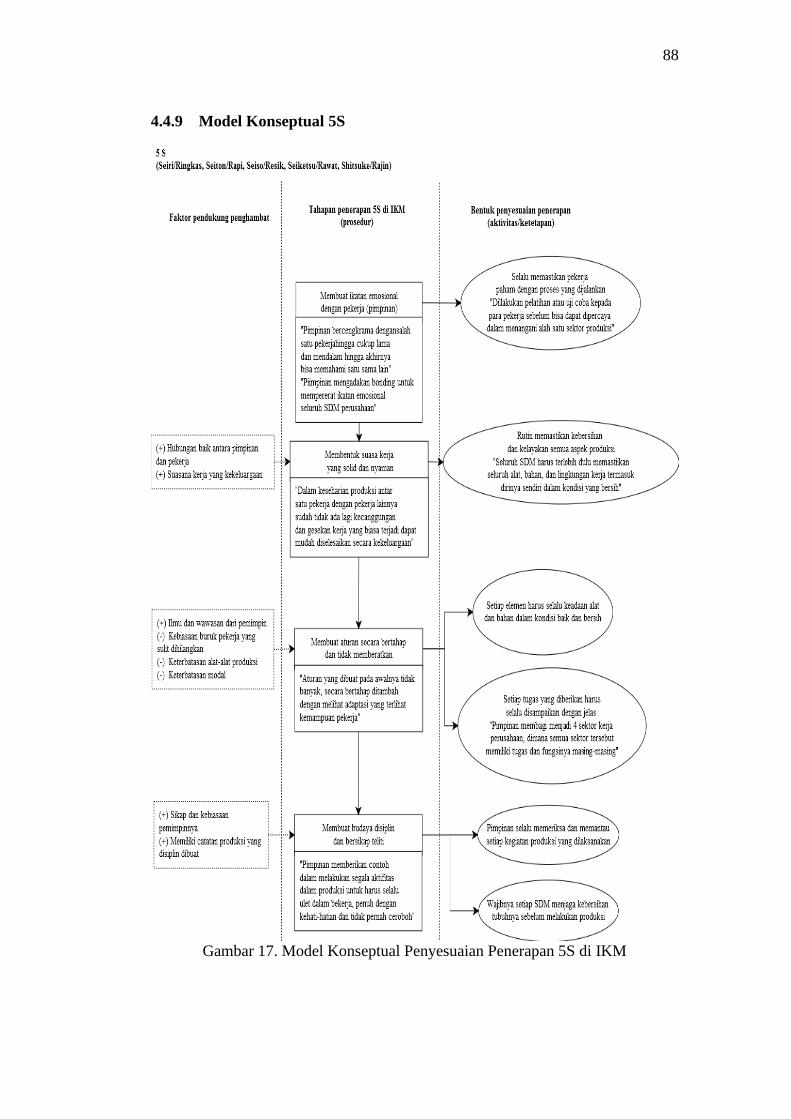
4.4.9 Model Konseptual 5S
Gambar 17. Model Konseptual Penyesuaian Penerapan 5S di IKM

89
Terakhir ialah penerapan dari prinsip 5S. Metode ini sulit ditemukan di
IKM terutama pada komoditas non pangan karena hal-hal yang diterapkan 5S masih
jauh dari prioritas utama. Mereka masih mengutamakan pemenuhan permintaan
pasar seoptimal mungkin.
IKM yang menerapkan prinsip ini bahkan sudah terbilang baik dalam
penerapannya adalah Mom-akh, IKM yang bergerak dalam pembuatan kue kering.
Pemilik menerapkan prinsip tersebut didasarkan atas kebiasaan dan rutinitas sehari-
hari beliau yang terbiasa dalam lingkungan yang bersih. Hal lainnya beliau sering
mengikuti pelatihan dan mendapatkan ilmu-ilmu tentang higienitas dan sanitasi.
Selebihnya berasal dari proses perizinan PIRT yang cukup beragam, namun benar-
benar beliau terapkan mana yang boleh dan dilarang dalam proses produksi. Berikut
tahapan penerapan 5S oleh Mom-akh :
1. Pimpinan membuat ikatan emosional dengan pekerja
Pimpinan harus dapat menjadi contoh pada kegiatan sehari-hari
pekerja, bila yang dcontohkannya baik maka hal tersebut akan
menumbuhkan kesadaran bagi pekerja untuk bisa ikut membangun suasana
yang bik dilingkungan kerja. Pada akhirnya pimpinan dapat dengan mudah
berbagi pengarahan atau pemahaman akan proses kerja yang dijalankan.
Apabila masih adanya batas pemisah atau lebih parah lagi ada kejengkelan
dari pekerja, apa yang disampaikan pimpinan akan sulit diterima oleh
pekerja.
Berbagai contoh untuk membangun ikatan emosional tersebut ialah
dengan bercengrama empat mata dengan pekerja hingga bisa sampai
memahami satu sama lain. Contoh lainnya dengan mengadakan bonding
guna mempererat ikatan seluruh SDM yang ada pada perusahaan.

90
2. Dibentuk suasana kerja yang solid dan nyaman
Dibentuknya solidaritas adalah untuk meningkatkan semangat dan
kebanggaan pekerja karena memiliki keluarga kedua ditempat kerja yang
begitu solid. Tujuan lainnya meminimalisir permusuhan yang terjadi antar
pekerja atau bahkan pada pimpinan. Minimalnya ketika permsalahan
tersebut muncul akan dengan mudah diselesaikan dengan cara
kekeluargaan. Selanjutnya dibentuknya suasana yang nyaman yaitu dengan
selalu memastikan kebersihan dan kelayakan semua aspek produksi. Ketika
aspek ini dijalankan maka selain berpengaruh pada kenyamanan kerja hal
ini juga berpengaruh pada kualitas produksi. Faktor pendukung pelaksanaan
ini ialah ketika tahapan pertma tadi sudah berjalan baik, yaitu sudah
terbentuknya suasana kekeluargaan.
3. Membuat aturan secara bertahap dan tidak memberatkan
Aturan yang dibuat harus melalui pertimbangan yang matang dan
terencana, artinya perlu pemikiran jangka panjang. Salah satu dengan cara
memberikannya secara bertahap sesuai dengan kemampuan pekerja. Contoh
penerapan penyesuaian tahapan pada 5S yang utama adalah selalu
memastikan keadaan alat dan bahan dalam kondisi baik dan bersih.
Selanjutnya hal selanjutnya pada pemberian aturan itu haruslah jelas dan
tepat sasaran. Sesuaikan aturan atau tugas tersebut dengan sektor kerja yang
didapat oleh pekerja.
Faktor pendukung yang mempengaruhi tahapan penerapan ini
adalah ilmu dan wawasan dari pimpinan. Selanjutnya adapun faktor yang
menghambat yaitu kebiasaan buruk bawaan yang sulit dihilangkan dari
pekerja, keterbatasan alat-alat produksi, dan keterbatasan modal.

91
4. Membuat budaya disiplin dan bersikap teliti
Terakhir adalah membentuk budaya kerja yang disiplin dan teliti.
Hal ini diperlukan perusahaan untuk dapat memperoleh kualitas kerja yang
optimal. Salah satu contoh dalam menerapkan tahapan ini ialah pemimpin
harus bisa memberikan contoh terlebih dulu dalam melakukan segala
aktivitas kerja untuk selalu ulet dan penuh kehati-hatian.
Bentuk penyesuaian tahapan ini ialah pimpinan rutin memeriksa dan
memantau setiap kerja produksi yang dilaksanakan. Kedua denagn tidak
pernah berhenti menekankan kepada setiap SDM untuk menjaga kebersihan
diri sebelum melakukan kegiatan produksi.

92
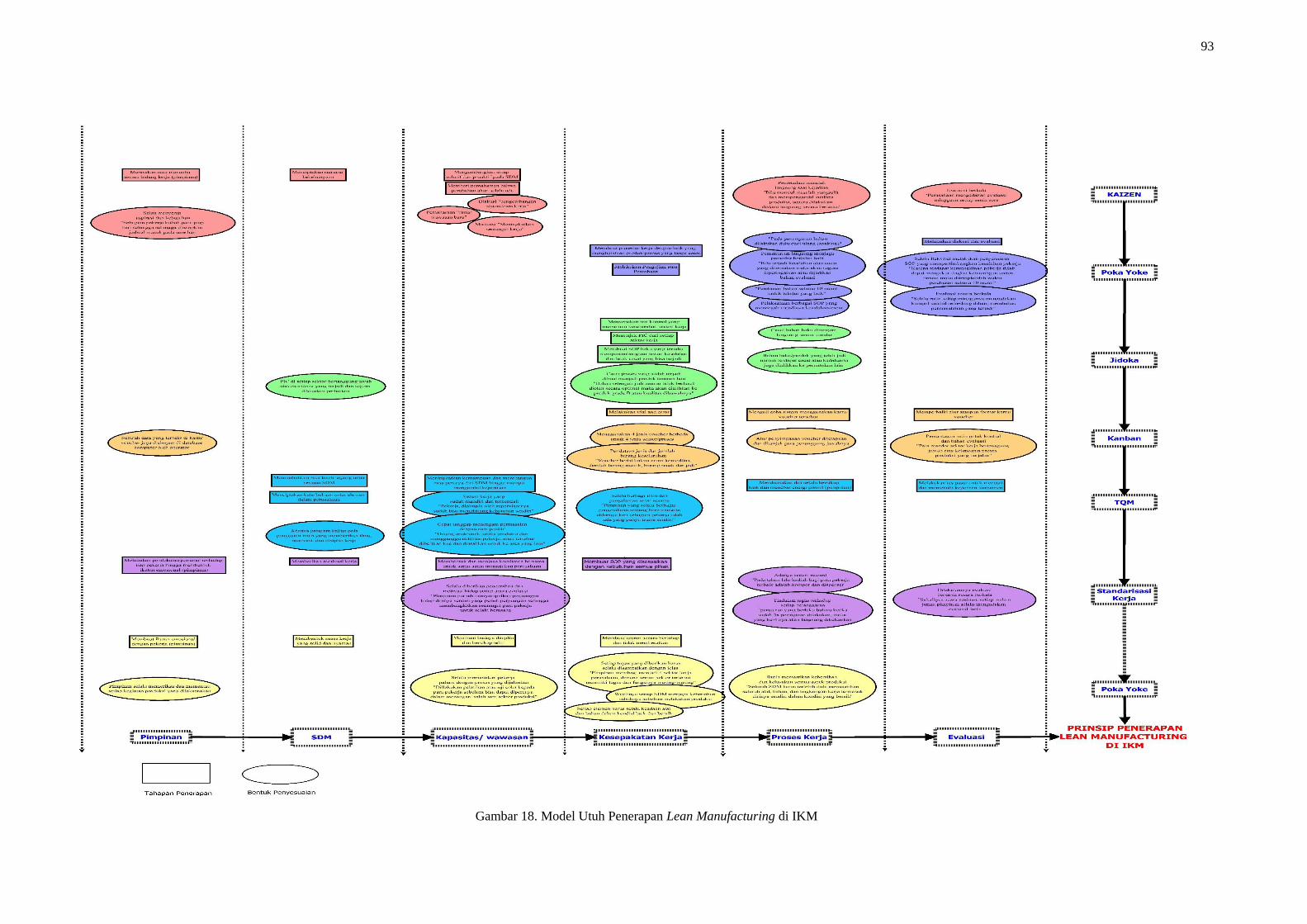
4.4.10 Model Utuh Prinsip Penerapan Lean Manufacturing di IKM
Gambar berikut merupakan hasil akhir model konseptual tujuh
metode penerapan lean manufacturing. Model tersebut dirancang sesuai
dengan kondisi hasil identifikasi dimana dalam melakukan tahapan
penerapan lean manufacturing dibutuhkan proses yang kontinyu dari hal
yang paling dianggap sederhana atau paling dapat diterapkan. Dalam
menerapkan sebuah sistem pelaku IKM tidak bisa menjalankan suatu
kondisi atau tahapan secara acak karena bisa jadi belum membentuk pondasi
yang kuat, artinya tahapan dasar yang seharusnya lebih dahulu dibangun
belum secara baik dijalankan
93
Gambar 18. Model Utuh Penerapan Lean Manufacturing di IKM

94
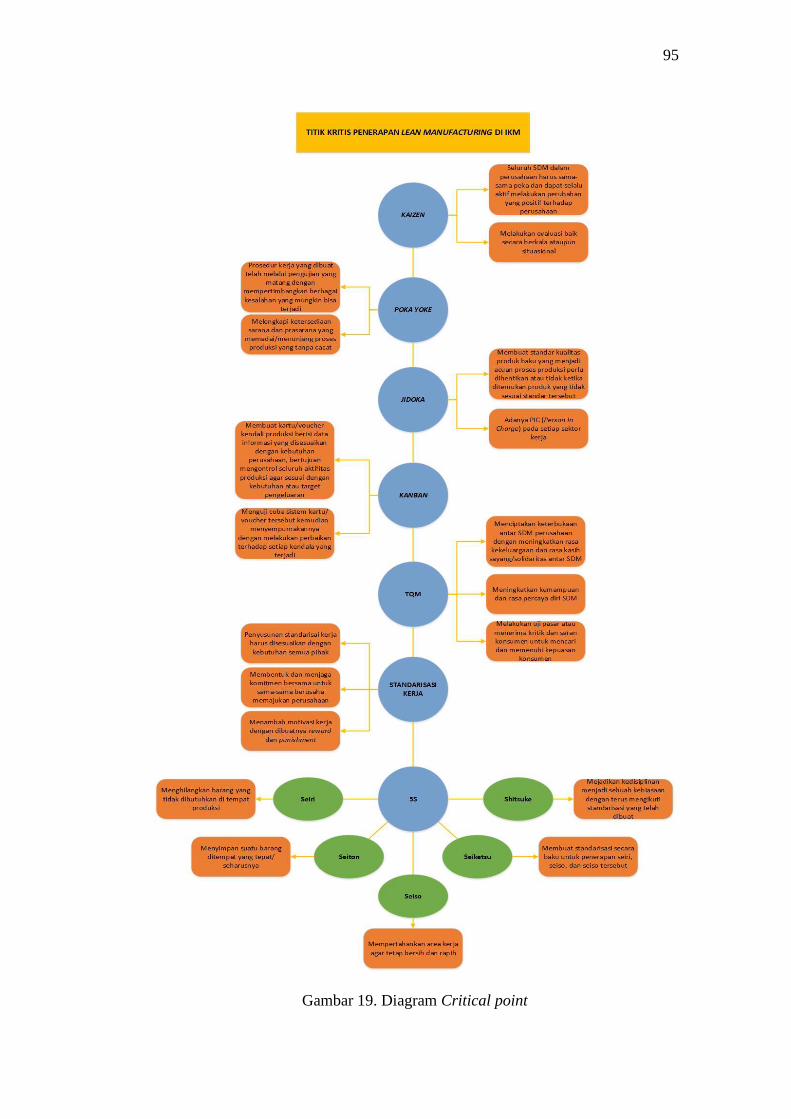
4.4.11 Critical Point Penerapan Lean Manufacturing
Critical Point atau Titik Kritis terhadap penerapan lean manufacturing di
IKM adalah batas kritis pada persyaratan lean manufacturing atau pemenuhan lean
manufacturing sampai pada tingkat yang dapat diterima sesuai dengan identifikasi
yang telah dilakukan. Diagram critical point tersebut seperti dalam gambar 19
berikut.
95
Gambar 19. Diagram Critical point







