Download - 4-Penentuan jumlah mesin

Perhitungan kebutuhan mesin / tenaga kerja

ROUTE SHEET
Tabel yang digunakan untuk menghitung jumlah mesin dan yang dibutuhkan disesuaikan dengan banyaknya bahan terbuang (scrap), kapasitas produksi dengan memperhatikan efisiensi mesin.
Apabila proses produksi dilakukan secara manual, maka penggunaan mesin diganti dengan pekerja

ROUTE SHEET
No. Op
Operasi Msn/SK Wkt Baku (mnt)
Kap aktual (mnt/prdk)
Eff Scrap %
Jml diharap
Jml disiapk
an
Jml msn
1
2
• Data route sheet berdasarkan PPO yang dibuat• Cara perhitungan dimulai dari operasi terakhir,
dan bekerja mundur ke operasi pertama

CONTOH : ROUTING SHEETS ASEMBLY


EFISIENSI
Running time tiap periode
Efisiensi = -------------------------------------------- Waktu operasi kerja tiap periode
Atau
(down time + set up time / periode)Efisiensi = 1 -
------------------------------------------------------ Waktu operasi kerja tiap periode

SCRAP
Jumlah bahan terbuang di setiap proses
Dinyatakan dalam persen terhadap total bahan awal
Ditentukan di tiap tahap proses

JUMLAH DIHARAPKAN
• Pada kolom 8 “jumlah diharapkan”, isi dengan jumlah produk yang ingin dihasilkan (volume produksi yang diinginkan).
• Volume produksi pabrik biasanya ditentukan per tahun, baru dalam perhitungan diturunkan menjadi volume produksi / jam (dengan ketentuan umum : 1 tahun = 50 minggu, setiap minggu = 40 jam kerja).

JUMLAH DISIAPKAN
Kolom 9 “jumlah harus disiapkan” diperoleh dg rumus :
Ks = Ka/ (1 - % scrap)
Ks : jumlah harus disiapkanKa : jumlah diharapkan Nilai “jumlah harus disiapkan” pada operasi terakhir
besarnya sama dengan nilai “jumlah diharapkan” di proses operasi sebelumnya.

Jumlah mesin atau tenaga kerja teoritis
Ti Pi
Ni = --------- ---------- 60 D. Ei
Dengan :Ni: jumlah mesin atau tenaga kerja teoritisTi: kapasitas aktual (menit / produk)Pi: jumlah harus disiapkan (produk / hari)60: dari 60 menit/jam D: waktu operasi kerja / periode (jam / hari) Ei: efisiensi mesin atau pekerja
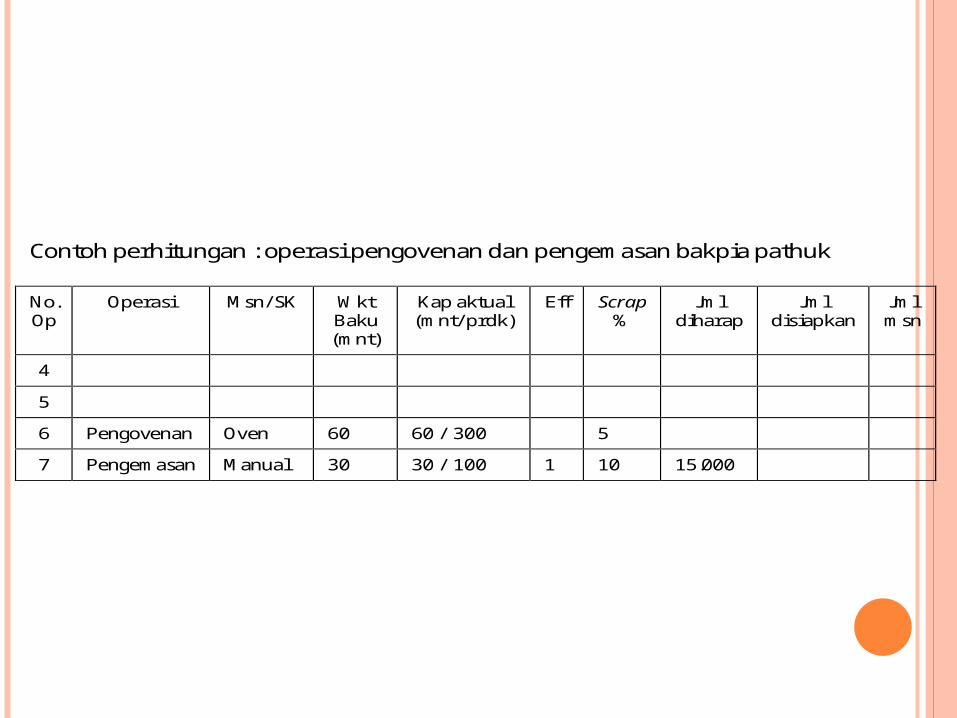
Contoh perhitungan : operasi pengovenan dan pengemasan bakpia pathuk No. Op
Operasi Msn/SK Wkt Baku (mnt)
Kap aktual (mnt/prdk)
Eff Scrap %
Jml diharap
Jml disiapkan
Jml msn
4
5
6 Pengovenan Oven 60 60 / 300 5
7 Pengemasan Manual 30 30 / 100 1 10 15.000

OPERASI 7
Efisiensi : proses manual, sehingga efisiensi diasumsikan = 100 %
Jumlah diharapkan = 1600 dos produk / hari = 15.000 produk / hari
Jumlah harus disiapkan = jumlah diharapkan / (1-% scrap)= 15.000 / (1 – 0,1) = 16.666,7 produk / hari
Jumlah tenaga kerja teoritis = Ti Pi (30/100) 16.667
Ni = --------- ---------- = ----------------- --------------- = 10,4
60 D. Ei 60 8 x 1

OPERASI 6
Efisiensi = 1 – (1,5 / 8) = 0,81 Pabrik bekerja 1 shift dengan aktu idle oven 1,5 jam untuk
pembersihan alat dan set up oven sebelum dipakai
Jml diharapkan = jml hrs disiapkan pd operasi 7 = 16.666,7 produk / hari
Jml harus disiapkan = jml diharapkan / (1-% scrap)= 16.666,7 / (1 – 0,05) = 17.543,9 produk / hari
Jumlah tenaga kerja teoritis = Ti Pi (60/300) 17.543,9
Ni = --------- ---------- = ----------------- ---------------- = 9,02 60 D. Ei 60 8 x 0,81

No. Op
Operasi Mesin/SK Waktu baku (mnt)
Kap. Aktual (mnt/produk)
Eff Scrap %
Jumlah diharap
Jumlah yang disiapkan
Jumlah mesin/TK
1 Pembelahan kacang ijo Grinder 15 15/200 = 0,075 0,91 1 406,90 411,01 0,056
2 Perendaman kacang ijo Drum 120 120/24 = 5 0,91 0 406,90 406,90 3,726
3 Pencucian kacang ijo Baskom 15 15/24 = 0,625 0,82 6 382,49 406,90 0,517
4 Pengukusan kacang ijo Tungku 90 90/23 = 3,913 0,91 0 382,49 382,49 2,741
5 Penghalusan kacang ijo Mesin giling 15 15/186 = 0,08 0,91 3 371,02 382,49 0,056
6 Pencampuran bahan tambahan ke dalam kacang ijo
Mixer 60 60/18 = 3,33 0,91 0 371,02 371,02 2,263
7 Pendinginan kacang ijo Manual 60 60/178 = 0,34 1 1 367,31 371,02 0,210
8 Penimbangan tepung Timbangan 2 2/70 = 0,029 0,82 0 367,31 367,31 0,022
9 Pencampuran bahan tambahan dalam tepung
Mixer 15 15/115 = 0,13 0,87 0 367,31 367,31 0,091
10 Penipisan adonan Roll penghalus 10 10/115 = 0,09 0,82 0 367,31 367,31 0,067
11 Pemotongan adonan Manual 10 10/115 = 0,09 1 0 367,31 367,31 0,055
12 Pencampuran kulit dan sol Manual 5 5/115 = 0,04 1 0 367,31 367,31 0,024
13 Pengisian kumbu Manual 60 60/291 = 0,206 1 1 363,64 367,31 0,126
14 Pengovenan bakpia Oven II 10 10/36 = 0,278 0,91 0 363,64 363,64 0,185
15 Pendinginan bakpia Manual 10 10/288 = 0,035 1 0 363,64 363,64 0,021
16 Pengemasan bakpia Manual 50 50/288 = 0,17 1 1 360,00 363,64 0,103
MULTI PRODUCT PROCESS CHART (MPPC)
Untuk menunjukkan keterkaitan produksi antar komponen produk, bahan, bagian, pekerjaan atau kegiatan









