chapter ii
TRANSCRIPT
5/7/2018 Chapter II - slidepdf.com
http://slidepdf.com/reader/full/chapter-ii-559abb724b4a3 1/42
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Umum Perusahaan
PT. Wijaya Karya didirikan pada tanggal 11 Maret 1960 berdasarkan
keputusan Menteri Pekerjaan Umum dan Tenaga Kerja No. 5 Tahun 1960 dengan
nama Perusahaan Bangunan Nagara Widjaja Karya, yang berasal dari
Nasionalisasi Perusahaan Pemborong milik Belanda bernama NAAM LOZE
VENNOOTSCHAP TECHNISCHE HANDEL MAATSCHEPPIJ EN
BOUWBEDRIJF VISEN Co atau disingkat NVVISENCo. Sejak diberlakukannya
Peraturan Pemerintah No. 64 tanggal 29 Maret 1961 tentang Nasionalisasi
Perusahaan-perusahaan Asing, Perusahaan Bangunan Negara Wijaya Karya
berubah menjadi Perusahaan Negara Wijaya Karya. Dengan perkembangan
perusahaan, maka pemerintah merubah status perusahaan dari Perusahaan Negara
Wijaya Karya menjadi Perusahaan Persero Terbatas (PT) Wijaya Karya dalam
Akta Notaris No. 110 tanggal 20 Desember 1972
Tujuan mendirikan perusahaan ini didasarkan pada keikutsertaan dalam
melaksanakan program pemerintah dalam pembangunan ekonomi yang sehat dan
rasional, PT. Wijaya Karya telah tumbuh dari badan usaha kecil yang bergerak di
bidang usaha instalasi listrik menjadi perusahaan yang berusaha tumbuh pesat
dengan berbagai bidang usaha yang meliputi jasa konstruksi, realti, perdagangan
dan industri.
Universitas Sumatera Utara
5/7/2018 Chapter II - slidepdf.com
http://slidepdf.com/reader/full/chapter-ii-559abb724b4a3 2/42
Pada tanggal 11 Maret 1997 Divisi Produk Beton PT. Wijaya
Karya menjadi anak perusahaan dengan nama PT. Wijaya Karya Beton
berdasarkan Akta Notaris No. 44.
Saat ini PT. Wijaya Karya Beton adalah produsen tiang beton sentrifugal
yang terbesar di Indonesia, yang didukung oleh 7 (Tujuh) pabrik yang berlokasi
di:
1. Pabrik Produk Beton Sumatera Utara, Kabupaten Binjai - Sumatera Utara.
2. Pabrik Produk Beton Lampung, Natar - Lampung Selatan.
3. Pabrik Produk Beton Bogor, Cileungsi - Jawa Barat.
4. Pabrik produk Beton Majalengka, Jati Wangi - Jabar.
5. Pabrik Produk Beton Boyolali, Mojosongo - Jawa Tengah.
6. Pabrik Produk Beton Pasuruan, Japanan - Jawa Timur.
7. Pabrik Produk Beton Sulawesi Selatan, Ujung Pandang.
Dengan pengalaman pembuatan beton pracetak yang terbesar di Indonesia,
PT. Wijaya Karya Beton tetap menjaga kepuasan pelanggan atas mutu, waktu dan
biaya atas hasil produk yang dihasilkan.
PT. Wijaya Karya Beton (PPB Sumut) ini terletak di jalan Medan – Binjai
Km 15,5 Desa Sei Semayang Kecamatan Sunggal, Kabupaten Deli Serdang
dengan luas area 48.000 M2
1. Kemudahan untuk memperoleh bahan baku yang digunakan
. Adapun pertimbangan didirikannya PT. Wijaya
Karya Beton dilokasi tersebut adalah :
2. Lebih layak dan lebih strategis dalam rangka menjakau pasar
3. Kemudahan untuk perekrutan tenaga kerja
Universitas Sumatera Utara

5/7/2018 Chapter II - slidepdf.com
http://slidepdf.com/reader/full/chapter-ii-559abb724b4a3 3/42
2.2. Ruang Lingkup Bidang Usaha
PT. Wijaya Karya Beton adalah perusahaan anak dari PT. Wijaya Karya
yang bergerak di bidang produk beton pracetak yang terbesar di Indonesia.
PT. Wijaya Karya Beton (PPB Sumut) didalam menjalankan roda
perusahaannya memproduksi jenis beton sebagai berikut:
1. PC Piles (TI), yaitu produk beton yang berbentuk tiang pancang bulat
yang di gunakan untuk pondasi bangunan dan gedung bertingkat.
2. PC Piles (TL), yaitu produk beton yang berbentuk tiang listrik yang di
gunakan untuk menyangga kabel/kawat yang di aliri listrik dari
pembangkit ke konsumen.
3. Railway Concrete Products (RY), yaitu produk beton jalan rel yang
merupakan alas besi rel kereta api sehingga besi rel tidak langsung
menyentuh tanah.
4. Bridge Concrete Products (BR), yaitu produk beton untuk pondasi
jembatan.
5. Retaining Wall Concrete Products (RT), yaitu produk beton untuk dinding
penahan tanah.
2.3. Organisasi dan Manajemen
Organisasi merupakan sekelompok orang yang bekerja sama untuk
mencapai tujuan bersama, sedangkan manajemen adalah seni dan ilmu
perencanaan, pengorganisasian, penyusunan, pengarahan dan pengawasan sumber
daya yang ada dalam organisasi untuk mencapai tujuan yang telah ditetapkan.
Universitas Sumatera Utara

5/7/2018 Chapter II - slidepdf.com
http://slidepdf.com/reader/full/chapter-ii-559abb724b4a3 4/42
Oleh karena itu keberhasilan dari suatu perusahaan banyak ditentukan oleh
kemampuan manajemen sumber daya manusia yang baik.
Perusahaan yang terdiri dari berbagai aktivitas yang berbeda-beda harus
dikoordinasikan sedemikian rupa sehingga dapat mencapai target dan sasaran
perusahaan. Dengan adanya organisasi maka setiap tugas dan kegiatan dapat
didistribusikan dan dilakukan oleh setiap anggota kelompok secara efisien dan
efektif sehingga tujuan yang telah ditetapkan dapat tercapai.
Struktur organisasi yang baik harus fleksibel terhadap perubahan dan
perkembangan di lingkungannya. Beberapa keuntungan yang dicapai dari
penggunaan bagan organisasi adalah sebagai berikut :
1. Bagan organisasi dapat menunjukkan gambaran kegitan dari perusahaan
serta hubungan dari setiap kegiatan yang ada di perusahaan.
2. Bagan organisasi dapat dipergunakan untuk merumuskan rencana kerja
ideal sebagai pedoman untuk dapat mengetahui siapa bawahan dan siapa
atasan.
Struktur organisasi pada perancangan unit pembuatan beton pracetak PT
WIKA Beton PPB Sumut menggunakan struktur oganisasi secara matriks. Pada
struktur organisasi ini semua seksi menuju ke unit produksi dimana masing-
masing seksi dapat menangani seksi lain.
Untuk lebih jelasnya struktur organisasi PT Wijaya Karya Beton PPB
Sumut dapat dilihat pada Gambar 2.1. berikut ini.
Universitas Sumatera Utara

5/7/2018 Chapter II - slidepdf.com
http://slidepdf.com/reader/full/chapter-ii-559abb724b4a3 5/42
SEKSI TEKNIK & MUTU
SEKSI PRODUKSI
MANAJER PABRIK
SEKSI PERENCANAAN &
EVALUASI PRODUKSI
SEKSI KEUANGAN &PERSONALIA
SEKSI PERALATAN
Gambar 2.1. Struktur Organisasi PT. Wijaya Karya Beton PPB Sumut
2.4. Pembagian Tugas dan Tanggung Jawab
Untuk menggerakkan suatu organisasi dibutuhkan orang-orang yang
memegang jabatan tertentu, dimana masing-masing orang melaksanakan tugas,
wewenang dan tanggung jawab sesuai dengan jabatannya dalam uraian tugas,
wewenang dan tanggung jawab untuk masing-masing bagian sesuai dengan
struktur organisasi perusahaan. Tanggung jawab yang diberikan harus sesuai
dengan wewenang yang diterima. Organisasi yang baik adalah organisasi yang
jelas dan teratur sehingga dalam melaksanakan tugas dan tanggung jawabnya
Universitas Sumatera Utara

5/7/2018 Chapter II - slidepdf.com
http://slidepdf.com/reader/full/chapter-ii-559abb724b4a3 6/42
setiap pemangku jabatan memiliki gambaran dan batasan tugas dan tanggung
jawab yang diembannya.
Uraian tugas dan tanggung jawab masing-masing staf yang terdapat pada
struktur organisasi PT. Wijaya Karya Beton PPB Sumut adalah sebagai berikut :
A. Manajer Pabrik ( Factory Manajer)
Adapun tugas dan wewenangnya adalah :
1. Memimpin seluruh kegiatan di dalam pabrik
2. Sebagai pengambil keputusan ”decision maker” dalam pelaksanaan
kegiatan.
3. Mengendalikan dan mengevaluasi produksi dari segi biaya, mutu dan
waktu secara berkala.
4. Melaksanakan fungsi perencanaan dan pengawasan produksi sehingga
tujuan perusahaan akan tercapai secara efektif.
5. Bertanggung jawab atas pengadaan lokasi dan pengendalian persediaan
suku cadang, bahan baku, bahan penunjang dan produk jadi.
6. Mengupayakan peningkatan kualitas hasil kerja meliputi biaya, mutu dan
waktu sesuai standar yang telah ditetapkan.
7. Mengupayakan terlaksananya Kesehatan dan Keselamatan Kerja (K3).
8. Bertanggung jawab atas keamanan semua harta perusahaan yang ada di
bawah pengelolaannya.
9. Mengupayakan tertib administrasi dan menyajikan laporan seluruh
kegiatan pabrik secara berkala.
Universitas Sumatera Utara

5/7/2018 Chapter II - slidepdf.com
http://slidepdf.com/reader/full/chapter-ii-559abb724b4a3 7/42
10. Mengupayakan peningkatan kemampuan sumber daya manusia dalam
bidang manajemen, keahlian dan keterampilan.
11. Melaksanakan kerja sama dengan organisasi pemasaran dalam rangka
optimasi sumber daya produksi dan distribusi.
12. Mengusahakan terjadinya hubungan yang sehat dan saling menguntungkan
dengan pihak-pihak luar atau di dalam perusahaan yang berkaitan dengan
ruang lingkup kerjanya.
13. Bertanggung jawab atas kelangsungan pabrik
14. Bertanggung jawab kepada direktur pusat.
B. Seksi Teknik dan Mutu
Tugas dan wewenangnya adalah :
1. Menyusun rencana teknik untuk mencapai sasaran mutu produk susuai
dengan persyaratan teknis didalam dokumen yang telah disepakati oleh
pelanggan dan perusahaan.
2. Bertanggung jawab atas tercapainya tingkat efektifitas pemanfaatan
sumber daya di pabrik melalui optimalisasi desain dan metode produksi.
3. Bertanggung jawab terlaksananya dukungan dan pelayanan jasa rekayasa
diperlukan di pabrik dan wilayah penjualan dalam rangka pengupayaan
percepatan penyelesaian proses produksi dan distribusi.
4. Melaksanakan pengujian standar yang dihasilkan gugus kendali mutu di
pabrik dan merekomendasikan hasil pengujian tersebut sebagai standar
produk dalam lingkungan pabrik.
Universitas Sumatera Utara

5/7/2018 Chapter II - slidepdf.com
http://slidepdf.com/reader/full/chapter-ii-559abb724b4a3 8/42
5. Menyusun rencana pengawasan dan pengujian berupa prosedur, sistem
dan pedoman lingkungan pabrik, antara lain meliputi:
a) Menetapkan kendali mutu
b) Merumuskan kegiatan-kegiatan yang perlu dilakukan pada saat
pengendalian.
c) Merumuskan kriteria kendali mutu.
d) Merumuskan sistem dokumentasi/sistem informasi
e) Merumuskan alat kendali mutu.
6. Menerapkan Sistem Manajemen Mutu ISO 2000 dan Sistem Manajemen
Keselamatan dan Kesehatan Kerja (SMK3) yang dikembangkan
perusahaan.
7. Melaksanakan penelitian terhadap metode produksi serta rekomendasi
peningkatan sistem produksi agar dicapai kualitas yang diinginkan.
8. Melaksanakan pembinaan bawahan yang meliputi tanggung jawab sesuai
dengan perkembangan perusahaan.
C. Seksi Perencanaan dan Evaluasi Produksi
Tugas dan wewenangnya adalah :
1. Melaksanakan dan mengelola administrasi produksi secara berkala.
2. Bertanggung jawab tersusunnya produksi dan kebutuhan sumber daya
untuk keperluan seluruh jalur yang ada di pabrik.
3. Mengumpulkan, mengelola dan menyimpan surat permintaan produk
beton dari unit penjualan produk beton secara tertib dan mengadminitrasi
surat perintah produksi secara tertib dan baik.
Universitas Sumatera Utara
5/7/2018 Chapter II - slidepdf.com
http://slidepdf.com/reader/full/chapter-ii-559abb724b4a3 9/42
4. Menerima pesanan dari langganan-langganan dan konsumen.
5. Menyusun rencana produksi produk beton yang disesuaikan dengan
rencana distribusi dengan rencana distribusi unit penjualan produk beton.
6. Melaksankan pengendalian, evaluasi dan analisa biaya produksi dan
pemanfatan sumber daya pabrik.
7. Mengupayakan peningkatan efektivitas dan efisiensi biaya produksi dan
pemanfatan sumber daya tanpa mengurangi waktu yang telah ditetapkan.
8. Menyusun anggaran biaya produksi untuk keperluan seluruh jalur yang
ada di pabrik.
9. Melaksanakan administrasi persediaan gudang yang meliputi persediaan
bahan baku dan penunjang, persediaan dalam proses, persediaan barang
jadi dan suku cadang secara tertib.
10. Membuat dan menyajikan laporan produksi secara berkala.
11. Bertanggung jawab atas keterpaduan jadwal produksi dengan rencana
penyerahan dan distribusi dari waktu ke waktu.
D. Seksi Peralatan
Tugas dan wewenangnya adalah :
1. Merencanakan dan melaksanakan pengawasan program perawatan mesin
dan peralatan pabrik sesuai dengan standar.
2. Mengupayakan pemanfaatan mesin dan peralatan pabrik secara optimal
serta memantau produktivitas pemanfaatan mesin dan peralatan pabrik.
3. Merencanakan, mengendalikan dan mengevaluasi kebutuhan suku cadang
mesin dan peralatan pabrik.
Universitas Sumatera Utara
5/7/2018 Chapter II - slidepdf.com
http://slidepdf.com/reader/full/chapter-ii-559abb724b4a3 10/42
4. Bertanggung jawab atas keberadaan mesin dan peralatan pabrik.
5. Mempersiapkan sumber daya cetak sesuai dengan rencana produksi yang
telah ditetapkan.
6. Bertanggung jawab atas beroperasinya mesin dan peralatan pabrik
sebelum dan selama proses produksi.
7. Mengendalikan dan mengevaluasi biaya peralatan pabrik.
8. Bertanggung jawab atas kelengkapan dan berfungsinya mesin dan
peralatan yang akan dimobilisasikan ke pabrik.
9. Mengatur pembagian shift kerja regu peralatan dan menentapkan kepala
regunya.
E. Seksi Keuangan dan Personalia
Tugas dan wewenangnya adalah :
1. Menyusun anggaran biaya dan kas keperluan seluruh kegiatan.
2. Melaksanakan pembayaran kepaa pihak ketiga sesuai dengan persyaratan
yang telah ditetapkan.
3. Melaksanakan pengendalian dan evaluasi biaya langsung dan tidak
langsung serta anggaran kas secara berkala.
4. Mengadakan pengadaan lokal dan memantau perkembangan harga dari
pemasok agar didapat harga yang bersaing.
5. Mengelola secara tertib kas dan bank, jaminan bank, perpajakan, serta
mengendalikan persekot.
Universitas Sumatera Utara

5/7/2018 Chapter II - slidepdf.com
http://slidepdf.com/reader/full/chapter-ii-559abb724b4a3 11/42
6. Melaksanakan administrai persediaan kantor yang meliputi persediaan
bahan baku dan penunjang, persediaan dalam proses, persediaan barang
jadi dan suku cadang secara tertib.
7. Membuat dan menyajikan laporan keuangan yang meliputi neraca dan
membuat perhitungan laba rugi secara berkala.
8. Melaksanakan pencatatan, klasifikasi data keuangan serta evaluasinya
menjadi info yang akurat.
9. Melaksanakan pengawasan penerapan sistem informasi dalam arti seluas-
luasnya.
F. Seksi Produksi
Tugas dan wewenangnya adalah :
1. Merencanakan jadwal induk produksi dan kebutuhan sumber daya
keperluan jalur-jalur produksinya.
2. Mengatur pembagian shift kerja kepala-kepala shift
3. Memimpin regu-regu produksi dalam melaksanakan produksi sesuai
dengan jadwal dan pedoman yang telah ditetapkan.
4. Melaksanakan pengaduan lokal dan memantau perkembangan harga.
5. Bertanggung jawab atas kualitas hasil kerja yang meliputi biaya, mutu,
waktu sesuai standar.
6. Bertanggung jawab atas tercapainya jadwal dan mutu produk yang telah
ditetapkan pada jalur-jalur produksinya.
7. Berdiskusi dengan seksi teknik dan mutu bila terjadi kegagalan produksi.
8. Membuat laporan secara rutin dan tahunan untuk hasil produksi.
Universitas Sumatera Utara

5/7/2018 Chapter II - slidepdf.com
http://slidepdf.com/reader/full/chapter-ii-559abb724b4a3 12/42
9. Bertanggung jawab terhadap kelancaran proses produksi
2.5. Tenaga Kerja, Jam Kerja dan Sistem Pengupahan
2.5.1. Tenaga Kerja
PT. Wijaya Karya Beton PPB Sumut memiliki tenaga kerja yang terdiri
dari tenaga kerja produksi dan penunjang produksi. Tenaga kerja produksi adalah
karyawan harian yang ditempatkan pada bagian pengolahan, sedangkan tenaga
kerja penunjang adalah karyawan yang ditempatkan pada bagian kantor.
Jumlah karyawan yang bekerja pada PT. Wijaya Karya Beton PPB Sumut
secara keseluruhan 122 orang. Jumlah tenaga kerja diuraikan pada tabel 2.1.
sebagai berikut :
Universitas Sumatera Utara

5/7/2018 Chapter II - slidepdf.com
http://slidepdf.com/reader/full/chapter-ii-559abb724b4a3 13/42
Tabel 2.1. Jumlah Tenaga Kerja di Pabrik
No. Departemen Jumlah Pendidikan1 Manajer Pabrik 1 Sarjana
2 Seksi Teknik dan Mutu
• Kepala Seksi
• Inspektur K3
• QA Lab. Mutu Beton
• QA Proses dan Kualifikasi
• QA Material Suku Cadang
• Adm. Teknik Mutu
• QA Standarisasi
• QA Produk Jadi
1
2
1
6
1
1
1
1
Sarjana
SLTA/Sederajat
SLTA/Sederajat
SLTA/Sederajat
SLTA/Sederajat
SLTA/Sederajat
SLTA/Sederajat
SLTA/Sederajat
3 Seksi Perencanaan dan
Evaluasi Produksi
• Kepala Seksi
• Adm. Produksi
• Evaluasi Produksi
• Stock Yard
• Adm. Gudang
• Operator Wheel Loader
• Operator Dum Truk
1
22
3
4
2
1
Sarjana
SLTA/SederajatSLTA/Sederajat
SLTA/Sederajat
SLTA/Sederajat
SLTA/Sederajat
SLTA/Sederajat
4 Seksi Peralatan
• Kepala Seksi
• Staf Seksi Peralatan
• Adm. Peralatan
• Karu Storing
• Anggota Storing
• Work Shop Peralatan
• Operator Boiler• Operator Forklif
1
1
1
3
5
1
4
1
Sarjana
SLTA/Sederajat
SLTA/Sederajat
SLTA/Sederajat
SLTA/Sederajat
SLTA/Sederajat
SLTA/Sederajat
SLTA/Sederajat
5 Seksi Keuangan & Personalia
• Kepala Seksi
• Kasir
• Akuntansi
• Logistik
• Sekretariat
• Adm. Personalia
• Umum
• Satpam
• Driver
1
1
2
2
1
1
1
7
1
Sarjana
SLTA/Sederajat
Sarjana
SLTA/Sederajat
SLTA/Sederajat
Sarjana
SLTA/Sederajat
SLTA/Sederajat
SLTA/Sederajat
6 Seksi Produksi
•
Kepala Unit Produksi• Kepala Shift
• KKR
• KKRS
• Adm. Produksi
• Karu
• Anggota Regu Produksi
11
4
3
1
6
39
SarjanaSarjana
SLTA/Sederajat
SLTA/Sederajat
SLTA/Sederajat
SLTA/Sederajat
SLTA/Sederajat
Total 122
Sumber: PT. Wijaya Karya Beton PPB Sumut
Universitas Sumatera Utara

5/7/2018 Chapter II - slidepdf.com
http://slidepdf.com/reader/full/chapter-ii-559abb724b4a3 14/42
Jam Kerja
Agar perusahaan dapat berjalan dengan baik dalam melaksanakan tugas
guna mencapai tujuan, diperlukan pengaturan waktu kerja yang baik. Jam kerja di
PT. Wijaya Karya Beton PPB Sumut diatur sebagai berikut:
• Jam Kerja Normal
Jam kerja normal diberlakukan untuk para staf dan karyawan kantor PT.
Wijaya Karya Beton PPB Sumut yang digunakan delapan jam/hari dengan
rincian sebagai berikut:
1. Jam 08.00-12.00 WIB (kerja)
2. Jam 12.00-13.00 WIB (istirahat)
3. Jam 13.00-17.00 WIB (kerja)
• Jam Kerja Shift
Jam kerja shif di berlakukan pada bagian produksi, bagian peralatan dan
bagian teknik yang terdiri dari dua shift kerja. Adapun pembagian jam
kerja tiap shift adalah sebagai berikut :
1. Shift I (pagi) : Jam 08.00 – 12.00
Jam 12.00-13.00 (istirahat)
Jam 13.00-17.00
2. Shift II : Jam 17.00 – 20.00
Jam 20.00-21.00 (istirahat)
Jam 21.00-24.00
Universitas Sumatera Utara

5/7/2018 Chapter II - slidepdf.com
http://slidepdf.com/reader/full/chapter-ii-559abb724b4a3 15/42
• Jam Kerja Lembur
Untuk perhitungan jam kerja lemburnya perusahaan melakukannya sesuai
dengan peraturan pemerintah, yaitu:
1. Hari Kerja Biasa
Perhitungan jam kerja lembur perusahaan untuk hari kerja biasa
adalah, setiap jam kerja lembur pertama dikali dengan 1,5 jam
sedangkan jam kedua dan seterusnya dikali dengan 2.
2. Hari Minggu
Perhitungan jam kerja lembur perusahaan untuk hari minggu setiap
jam nya dikali dengan 2 untuk jam pertama dan seterusnya.
3. Hari Besar Keagamaan dan Hari Besar lainnya.
Perhitungan jam kerja lembur pada hari besar keagamaan dan hari
besar lainnya, pihak perusahaan mengadakan perhitungan setiap jam
pertama dilakukan dengan 3 jam kedua dan seterusnya dikali dengan 4.
Sistem Pengupahan
Penghargaan terhadap hasil kerja karyawan diwujudkan dengan upah dan
fasilitas-fasilitas yang dapat menjamin kesejahteraan karyawan dan keluarganya
dengan tujuan meningkatkan kesejahtreaan karyawan dan juga meningkatkan
produktivitas kerja.
Sejalan dengan maksud di atas, PT. Wijaya Karya Beton PPB Sumut
berusaha sedapat mungkin meningkatkan upah karyawan. Pedoman yang diikuti
Universitas Sumatera Utara

5/7/2018 Chapter II - slidepdf.com
http://slidepdf.com/reader/full/chapter-ii-559abb724b4a3 16/42
adalah kebijaksanaan tentang Upah Minimum Regional (UMR) yang tela
ditetapkan pemerintah.
Sistem pengupahan dalam perusahaan ini digolongkan menjadi yaitu :
a. Karyawan Tetap
Karyawan tetap menerima gaji bulanan sesuai dengan peraturan yang
berlaku, disamping juga mendapat fasilitas lainnya seperti pelayanan
kesehatan dan asuransi pembayaran gaji dilakukan pada tanggal terakhir
bulan berjalan, apabila tanggal tersebut jatuh pada hari Minggu atau hari
besar, maka pembayaran gaji dimajukan pada tanggal sebelumnya.
Karyawan yang melebihi hari kerja yang ditentukan undang-undang atau
bekerja pada hari Minggu atau hari besar terhitung sebagai over time
(lembur).
b. Karyawan dengan sistem kontrak
Karyawan ini merupakan tenaga yang diperbantukan di perusahaan dan
bekerja sesuai dengan lama kontrak kerja tersebut. Kontrak kerja ini dapat
diperpanjang. Karyawan kontrak ini berasal dari berbagai profesi,
misalnya dokter, sopir maupun tenaga keamanan yang bergaji secara
bulanan.
c. Karyawan harian
Karyawan harian direkrut berdasarkan kebutuhan dan telah pernah bekerja
dalam perusahaan. Gaji karyawan harian ini berdasarkan target kerja yang
tercapai.
Universitas Sumatera Utara

5/7/2018 Chapter II - slidepdf.com
http://slidepdf.com/reader/full/chapter-ii-559abb724b4a3 17/42
Fasilitas Tenaga Kerja
Selain upah resmi, perusahaan juga memberikan beberapa fasilitas kepada
setiap tenaga kerja antara lain :
a. Perusahaan memberikan THR (Tunjangan Hari Raya).
b. Mendapat premi disiplin dan prestasi kerja yang besarnya tergantung pada
hasil penilaan secara harian dan dibayar bulanan bersama pembayaran
gaji.
c. Pengobatan gratis bagi karyawan.
d. Memberikan kesempatan bagi karyawan untuk mengembalikan kesegaran
dan kepentingan pribadi karyawan dengan memberikan cuti kepada
karyawan bagi karyawan yang telah bekerja minimum selama satu tahun.
e. Untuk seorang manager diberikan kenderaan.
f. Adanya jaminan sosial tenaga kerja berupa jaminan hari tua, kecelakaan
kerja, kematian, atau kesehatan.
g. Pemberian alat-alat pengaman (APD) seperti sepatu, pakaian, kaca mata
masker, dan sarung tangan.
h. Mushalla di lokasi pabrik.
i. Family Gathering Party (acara berkumpul semua karyawan dan keluarga)
sesuai dengan keadaan.
2.6. Proses Produksi
Dalam proses produksinya PT. Wijaya Karya Beton PPB Sumut selalu
memperhatikan mutu produknya. Pembuatan Tiang Pancang, Tiang Listrik,
Universitas Sumatera Utara

5/7/2018 Chapter II - slidepdf.com
http://slidepdf.com/reader/full/chapter-ii-559abb724b4a3 18/42
Bantalan Jalan Rel, Jembatan, dan Penahan Tanah memerlukan pengawasan yang
baik, mulai dari pengontrolan mutu bahan baku, bahan tambahan, pengontrolan
proses sampai pada pengontrolan setelah menjadi produk jadi. Tujuannya adalah
agar produk yang dihasilkan nantinya akan memenuhi standar sesuai dengan yang
ditetapkan, sehingga konsumen merasa puas akan hasil produk tiang pancang dan
tiang listrik keluaran dari pabrik tersebut.
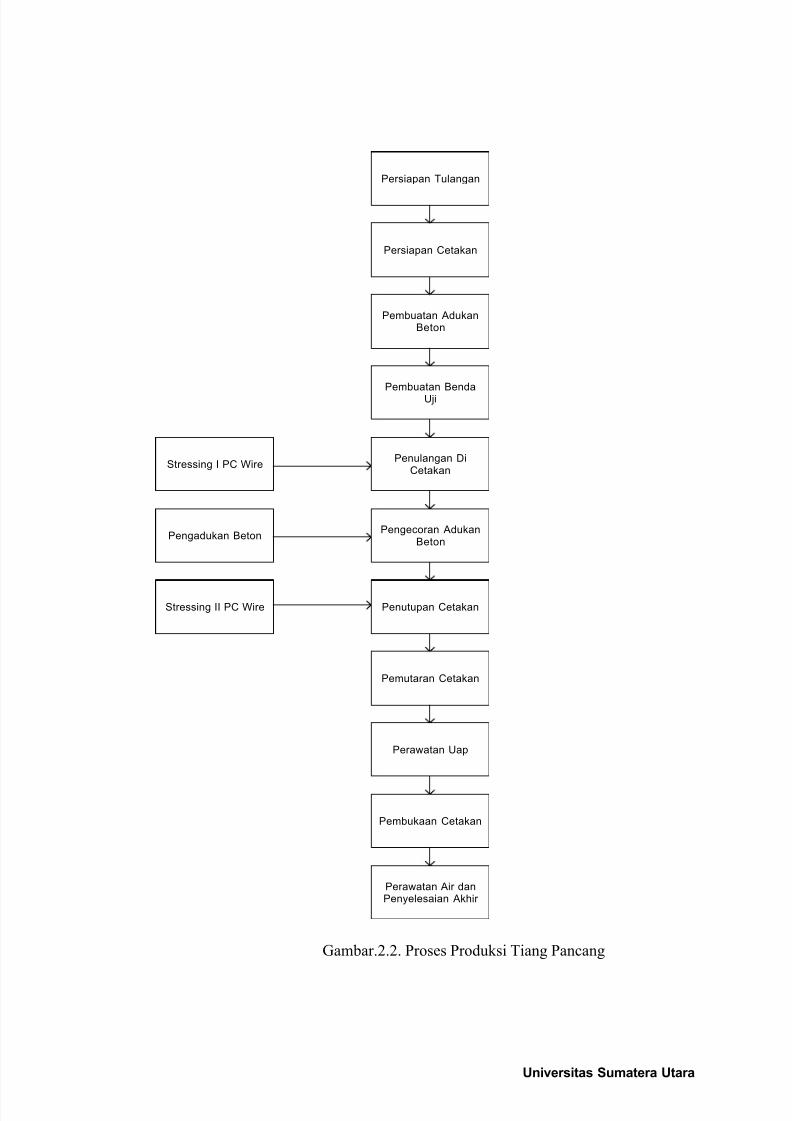
Proses produksi dimulai dari proses persiapan tulangan ( Reinforcement
Preparation), persiapan cetakan beton, pembuatan adukan beton (Concrete
Mixing), pembuatan benda uji beton, perakitan tulangan ( Reinforcement
Assembly), pengecoran adukan beton (Concrete Filling), penutupan cetakan dan
penarikan kawat pratekan ( Mould Closing and Prestressing), pemutaran cetakan
( Mould Spinning), perawatan uap (Steam Curing), pembukaan cetakan ( Mould
Stripping) dan merek WIKA Beton PPB Sumut, perawatan air dan penyelesaian
akhir (Water Curing and Finishing). Selengkapnya mengenai proses produksi
dapat dilihat pada blok diagram dan flow process chart.
2.6.1. Standart Mutu Bahan/Produk
Produk bermutu dan memiliki pelayanan yang baik merupakan usaha
perusahaan didalam menjual produknya pada konsumen. Keberhasilan perusahaan
sangat tergantung dari seberapa jauh perusahaan dapat mengetahui, mengerti dan
memahami permintaan pelanggan tersebut. Pengawasan mutu dilakukan terhadap
proses produksi yang ditujukan untuk menjaga konsistensi dari mutu produk
Universitas Sumatera Utara

5/7/2018 Chapter II - slidepdf.com
http://slidepdf.com/reader/full/chapter-ii-559abb724b4a3 19/42
dengan melakukan pemeriksaan yang selektif terhadap mutu bahan baku yang
diterima.
Dalam hal mutu tiang pancang dan tiang listrik telah menentukan
spesifikasi teknis. Kriteria yang digunakan untuk memberi batasan pada mutu
adalah untuk pasir, koral/split, semen, PC wire, besi beton, besi plat sambung,dan
zat additive (Kaomighty, Rheobuild 900 i Degusa, Sicament NN, Glenium,
Viscocrate). Masing-masing karakteristik tersebut erat kaitannnya dengan barang
yang akan dihasilkan. Oleh sebab itu spesifikasi mutu produk sangat menentukan
aspek pasar bagi produk itu sendiri.
Standar mutu bahan dapat diperlihatkan pada tabel 2.2, tabel 2.3, dan tabel
2.4, berikut ini :
Tabel 2.2. Bahan Baku Material Alam
No Parameter Standard
1 Pasir Kadar lumpur < 5 %
2 Koral/split Kadar lumpur < 3 %
Sumber : PT. Wijaya Karya Beton PPB Sumut
Tabel 2.3. Bahan Baku Material Industri
No Parameter Standard
1 Semen SNI
2 PC Wire SNI
3 Kawat spiral SNI
4 Besi beton SNI
5 Besi plat sambung SNI6 cat SNI
Sumber : PT. Wijaya Karya Beton PPB Sumut
Tabel 2.4. Bahan Tambahan Additive
No Parameter Standard
1 Kaomighty SNI
2 Rheobuild 900 i Degusa SNI
3 Sicament NN SNI
4 Glenium SNI
5 Viscocrate SNI
Sumber : PT. Wijaya Karya Beton PPB Sumut
Universitas Sumatera Utara

5/7/2018 Chapter II - slidepdf.com
http://slidepdf.com/reader/full/chapter-ii-559abb724b4a3 20/42
2.6.2. Bahan yang digunakan
Dikarenakan produksi dari perusahaan berdasarkan pesanan, maka
PT. Wijaya Karya Beton PPB Sumut (dalam hal ini seksi produksi) merasa perlu
untuk meyediakan stock bahan baku. Hal ini untuk menjaga jangan sampai
kegiatan produksi terlambat atau terhenti akibat kekurangan bahan baku, apalagi
bila terjadi pada beberapa jenis produk sekaligus.
Untuk memperoleh dan memenuhi kebutuhan bahan bakunya saat ini, PT.
Wijaya Karya Beton PPB Sumut menjalin kontrak dengan suplier didalam
pengadaan bahan. Untuk memperlancar penyediaan bahan baku ini, perusahaan
juga menyediakan sendiri peralatan-peralatan yang dibutuhkan adalah penanganan
bahan baku yang ada di lokasi seperti forklift untuk mengangkut bahan baku dari
gudang bahan baku ke setiap jalur lantai produksi, truk untuk mengangkut bahan
baku material dari tempat pencucian material split ke bak material setiap jalur,
whelloader digunakan untuk memindahkan material alam ke atas truk .
Bahan-bahan yang digunakan dalam proses produksi di PT. Wijaya Karya
Beton PPB Sumut dapat dikelompokkan atas bahan baku, bahan tambahan dan
bahan pembantu/penolong sebagai berikut :
2.6.2.1. Bahan Baku
Bahan baku adalah bahan utama yang digunakan dengan persentase
komposisi terbesar yang membentuk bagian integral dari suatu produk dimana
bahan tersebut mudah ditelusuri sampai bahan jadi dan jumlahnya dari waktu ke
waktu tidak berubah.
Universitas Sumatera Utara
5/7/2018 Chapter II - slidepdf.com
http://slidepdf.com/reader/full/chapter-ii-559abb724b4a3 21/42
Bahan baku yang digunakan untuk proses pembuatan produk beton ini
antara lain :
a. Material alam
1. Pasir
Pasir ini dipesan dari suplier yang diperoleh dari sungai dengan
persyaratan sesuai dengan mutu beton bertulang Indonesia yang telah di
standarkan.
2. Koral/split (batu pecah); yang digunakan dengan ukuran Ν (5-20)mm.
b. Material Industri
1. Semen
Semen yang digunakan adalah Semen Padang dan Semen Andalas atau
tergantung permintaan konsumen sesuai dengan type yang diinginkan.
2. Batangan baja tulangan prategang (Prestressed Concrete Wire/PC Wire).
PC wire yang digunakan adalah 7 mm dan 9 mm atau sesuai dengan
permintaan konsumen.
3. Besi/plat sambung ( Joint Plate)
Besi/plat sambung yang digunakan adalah Ν 300 mm, 350 mm, 400 mm,
450 mm, 500 mm, 600 mm.
4. Kawat spiral (Spiral Wire)
Kawat spiral yang digunakan adalah Ν 3 mm, 4.2 mm, 5.5 mm.
5. Besi beton
Besi beton digunakan untuk membuat cincin kerangka tulangan tiang
listrik Ν 4.2 mm dan cincin tiang pancang Ν 5.5 mm.
Universitas Sumatera Utara

5/7/2018 Chapter II - slidepdf.com
http://slidepdf.com/reader/full/chapter-ii-559abb724b4a3 22/42
2.6.2.2. Bahan Tambahan
Bahan tambahan adalah sesuatu yang digunakan atau dipakai sebagai
penolong pada produk akhir. Adapun bahan tambahan yang dipakai adalah:
1. Minyak cetak
Fungsi : Memoles bagian dalam mal cetakan agar campuran beton
nantinya tidak lengket dan menghasilkan permukaan beton yang halus.
2. Cat semprot
Fungsi : Sebagai pembuatan merek WIKA, kode type tiang, dan
tanggal produksinya
3. Karet busa
Fungsi : Sebagai kebutuhan dalam sisi kanan dan kiri cetakan pada saat
penutupan cetakan terkunci dengan rapat yang menghasilkan produk yang
mulus.
4. Additive (Kaomighty 150 S, Rheobuild 900 i Degusa, Sicament NN, Glenium,
Viscocrete)
Fungsi : Sebagai zat additive untuk mempermudah adukan supaya
homogen dan mengurangi pemakaian air dalam pembuatan adukan beton
dengan tidak mengurangi mutu, tetapi meningkatkan strenght dan dapat
mempermudah pekerjaan.
5. Kawat ikat
Fungsi : Sebagai kebutuhan proses untuk mengikat spiral ke besi
prategang.
Universitas Sumatera Utara

5/7/2018 Chapter II - slidepdf.com
http://slidepdf.com/reader/full/chapter-ii-559abb724b4a3 23/42
6. Kawat las
Fungsi : Di gunakan untuk menyambung rangkaian besi dan spiral pada
sangkar plat sambung.
2.6.2.3. Bahan Penolong
Bahan penolong adalah bahan yang digunakan dalam proses produksi dan
ditambahkan kedalam proses pembuatan produk yang mana komponennya tidak
tidak terdapat pada produk akhir. Adapun yang menjadi bahan penolong
pembuatan tiang beton antara lain :
1. Water (H2
Fungsi : Sebagai kebutuhan proses mengaduk pada mixing dan
membersihkan material yang masih mengandung kadar lumpur.
O)
2. Sangkar plat sambung Tiang Pancang
Fungsi : Sebagai kebutuhan proses untuk plat sambung dengan PC Wire
sehingga lebih kuat setiap produk
3. Terminal Grounding pada TL
Fungsi : berfungsi sebagai arde penghantar arus ke bawah tanah dan
sebagai anti petir.
4. Besi penghantar grounding pada TL
Fungsi : Sebagai arde penghantar arus ke bawah tanah dan sebagai anti
petir.
5. LPG
Fungsi : Sebagai sumber energi untuk pemotongan sisa PC Wire yang
Universitas Sumatera Utara

5/7/2018 Chapter II - slidepdf.com
http://slidepdf.com/reader/full/chapter-ii-559abb724b4a3 24/42
terdapat pada bagian atas dan bawah produk akhir.
6. Trafo las
Fungsi : Sebagai sumber energi untuk menyambung spiral dengan pc wire
pada sangkar plat sambung.
Besarnya kebutuhan masing-masing bahan baku, bahan tambahan dan
bahan penolong dalam kondisi proses produksi yang berjalan normal disesuaikan
dengan jenis dan banyaknya pesanan.
2.6.3. Uraian Proses Produksi
Proses produksi adalah metode atau teknik untuk membuat suatu barang
atau jasa bertambah nilainya dengan menggunakan sumber tenaga kerja, mesin,
bahan baku, bahan penolong dan dana yang ada. Proses produksi pada PT WIKA
Beton PPB Sumut dilakukan dalam 5 jalur yaitu:
A. Jalur I dan II melakukan produksi dengan sistem sentrifugal yang
menghasilkan produk berupa:
- Tiang pancang
- Tiang listrik
B. Jalur III menghasilkan produk berupa bantalan jalan rel
C. Jalur IV dan V melakukan produksi dengan sistem pracetak yang
menghasilkan produk berupa:
- Balok jembatan
- Sheet file.
Proses pembuatan produk pada PT. Wijaya Karya Beton PPB Sumut
Universitas Sumatera Utara

5/7/2018 Chapter II - slidepdf.com
http://slidepdf.com/reader/full/chapter-ii-559abb724b4a3 25/42
terdiri dari beberapa tahap yaitu :
1. Proses persiapan tulang ( Reinforcement Preparation),
Adapun material yang akan dirakit dicetakan terlebih dahulu dipersiapkan
di workshop tulangan dengan proses sebagai berikut :
a. Pengujian PC Wire
Sebelum digunakan terlebih dahulu PC Wire diuji di laboratorium independen
untuk menguji tegangan tarik PC Wire yang sesuai dengan diameternya.
b. Pemotongan PC Wire (cutting)
Besi spiral, besi beton dan PC Wire yang akan digunakan dipotong dengan
mal potong dengan ukuran panjang atau jumlah lilitan yang diinginkan
berdasarkan tipe produk yang akan dibuat sesuai dengan yang terdapat pada
spesifikasi tipe produk.
c. Pengheadingan
Pengheadingan ini adalah merupakan pembentukan ujung PC Wire yang telah
dipotong sesuai dengan ukuran yang diinginkan menjadi bulat (berkepala)
agar pada saat di stressing tidak lolos atau tersangkut pada plat sambung. PC
Wire dimasukkan ke lubang pengarah pada mesin heading lalu mesin di
opersikan dengan menekan pedal mesin.
d. Pembuatan Spiral
Spiral digunakan sebagai tulangan dengan melilitkannya pada tulangan
prategangnya. Kawat spiral dipasang pada mesin penggulung, dan mesin
dioperasikan hingga jumlah lilitan sesuai dengan standar spesifikasi produksi
(SSP) dan di potong dengan alat potong besi secara manual.
Universitas Sumatera Utara
5/7/2018 Chapter II - slidepdf.com
http://slidepdf.com/reader/full/chapter-ii-559abb724b4a3 26/42
e. Pembuatan cincin
Kawat spiral di bentuk menjadi cincin dengan menggunakan mal cincin sesuai
dengan SSP, kemudian diikat dengan kawat ikat atau dilas. Cincin pada
tulangan berfungsi untuk menahan PC Wire agar tidak melendut pada saat
merangkai tulangan dengan spiralnya.
f. Pembuatan plat sambung
Plat sambung yang telah dipasang keranjang dan secara manual plat sambung
dipasang pada kepala PC wire, diameter dari plat sambung itu sendiri
disesuaikan dengan diameter produk yang akan dibuat.
2. Persiapan Cetakan Beton
Cetakan di atas trolly dibawa ke bagian tulangan dan diangkut dengan
hoist ke trostel tulangan. Sebelum melanjut ke proses berikutnya, terlebih dahulu
cetakan dibersihkan dari kotoran/sisa adukan beton yang masih melekat dengan
kape dan kuas pembersih, lalu pada permukaan cetakan atau mal dioleskan
dengan minyak cetak secara tipis dan merata. Minyak cetak terbuat dari minyak
kelapa sawit ditambah solar yang fungsinya agar campuran beton nantinya tidak
lengket dan menghasilkan permukaan beton yang halus.
3. Pembuatan Adukan Beton (Concrete Mixing)
Bahan yang digunakan untuk campuran beton ini adalah pasir, koral/split,
semen, air dan zat additive(Kaomighty). Sebelum digunakan dalam proses ini,
terlebih dahulu mutu bahan diteliti oleh bagian pengendalian mutu.
Bahan baku adonan dimasukkan ke dalam tanki mixer dengan
menggunakan bucket material. Semua bahan tersebut dicampur dengan komposisi
Universitas Sumatera Utara
5/7/2018 Chapter II - slidepdf.com
http://slidepdf.com/reader/full/chapter-ii-559abb724b4a3 27/42
yang telah ditentukan sesuai dengan standart mutu dan jenis produk. Pencampuran
beton dilakukan dengan menggunakan mesin pengaduk beton (mixer ) di batching
plant dan mesin pengaduk beton ( fan mixer ) sehingga diperoleh adukan beton
yang merata.
4. Pembuatan Benda Uji Beton
Pengujian mutu beton merupakan aktivitas yang penting dalam
pelaksanaan produksi agar produk yang dihasilkan tetap berada dalam standar
yang telah ditetapkan.
Proses pengujian mutu beton ini dilakukan dengan 2 jenis yaitu :
a. Pengujian kekentalan (Slump Test )
Pada saat adukan beton telah selesai diproses, diambil sampel adukan
secara manual dan dimasukkan kedalam cetakan yang berbentuk silider kerucut
dengan ukuran tinggi 30 cm, diamater bawah 20 cm dan diamater atas 10 cm.
Adukan beton didalam cetakan mengalami proses pangujian kekentalan
dimana akhir dari proses pengujian tersebut adalah adukan beton yang berbentuk
cetakan. Tinggi adukan diukur dari dasar adukan, dan selisih antara tinggi adukan
yang diukur dan tinggi cetakan yang disebut sebagai nilai slump (kekentalan).
Nilai slump yang diizinkan adalah maksimal 5 cm.
b. Pengujian kekuatan
Pengujian kekuatan dimaksudkan untuk memeriksa kuat tekan beton
apakah telah sesuai dengan standar, yaitu > 300 kg/cm2. Misalnya diketahui 1006
KN kuat tekan dan luas kubus 225 cm2. Dapat dihitung dengan rumus F = Gaya
(N), A = Luas Penampang Kubus (m2), P = Tekanan (N/m
2)
Universitas Sumatera Utara

5/7/2018 Chapter II - slidepdf.com
http://slidepdf.com/reader/full/chapter-ii-559abb724b4a3 28/42
Diketahui F = 1,006x106
N = 1006x 103
A = 225 cm
N
2 = 2,25 x 10-4 m
A
F P =
2
24
3
1025,2
101006
m x
N xP
−
=
= 447 x 107
N/m
Dari hasil yang diperoleh 447 x 10
2
7 N/m2
5. Perakitan Tulang ( Reinforcement Assembly)
produk dinyatakan layak untuk
dilakukan pemancangan dilapangan.
Pada proses ini dilakukan stressing awal pada PC Wire yang berkisar
50-70 bar, aktivitas ini berfungsi untuk menegangkan PC Wire agar mudah dalam
proses pemasangan kawat spiral. Pada proses tulangan ini kemudian dilakukan
pemasangan kawat spiral dengan diameter yang bersesuaian dengan type produk.
Pemasangan cincin sesuai pengaturan jarak yang ditentukan. PC Wire, kawat
spiral dan cincin tulangan diikat dengan kawat ikat menggunakan gancu pengikat
agar cukup kuat karena pada bagian ini mengalami benturan dan tekanan yang
terkuat pada saat pemancangan di lapangan.
Perakitan tulangan ke dalam cetakan ini dilakukan sesuai dengan tipe
produk yang ingin dibuat, kemudian cetakan siap untuk dicor dengan adukan
beton . Cetakan yang telah siap untuk dicor dengan adukan beton dipindahkan
kebagian pengecoran diatas trolly dengan menggunakan hoist .
Universitas Sumatera Utara

5/7/2018 Chapter II - slidepdf.com
http://slidepdf.com/reader/full/chapter-ii-559abb724b4a3 29/42
6. Pengecoran Adukan Beton (Concrete Filling)
Setelah dipindah ke atas trolly cor, lalu cetakan dicor dengan adukan
beton sesuai dengan standard berat masing-masing tipe yang didistribusikan
dengan hopper ke dalam cetakan sambil diratakan keseluruh cetakan sebelum
cetakan ditutup.
7. Penutupan cetakan dan Penarikan kawat pratekan ( Mould Closing and
Prestressing).
Setelah adonan beton merata, lalu dipasang karet spon dibagian kanan
dan kiri cetakan sambil dirapikan. Penutupan cetakan dan bersamaan dengan itu
penutup atas dibawa dengan craine hoist. Setelah penutup atas cetakan tepat
menutupi cetakan maka seluruh baut cetakan dikunci dengan menggunakan Inpect
tool. Bila seluruh baut telah dikencangkan maka dilakukan stressing akhir dengan
mengendurkan baut dorong pada end plate. Stressing akhir dilakukan mencapai
sekitar 190 bar per PC wire, kadang-kadang mencapai 270 bar, selanj
tnya cetakan dibawa dengan trolly ke bagian pemutaran (spinning).
8. Pemutaran Cetakan ( Mould Spinning)
Pada bagian pemutaran (spinning) telah tersedia roda atau roll pemutar
yang akan memutar cetakan. Setalah cetakan dilatakkan diatas roll pemutar maka
mesin spinning akan menggerakkan roll. Pemutaran cetakan pada mesin putar
(spinning machine) ini bertujuan untuk memadatkan adonan beton di dalam
cetakan dengan memanfaatkan gaya sentrifugal yang ditimbulkan oleh mesin
putar. Proses pemadatan dengan gaya sentrifugal ini menjadikan beton lebih padat
sehingga memiliki daya tahan terhadap korosi tinggi dan dilakukan secara
Universitas Sumatera Utara

5/7/2018 Chapter II - slidepdf.com
http://slidepdf.com/reader/full/chapter-ii-559abb724b4a3 30/42
bertahap untuk mencegah timbulnya rongga pada beton. Adapun tahapan tersebut
adalah sebagai berikut:
1. Tahap I : 500 rpm selama 3 menit
2. Tahap II : 700 rpm selama 2 menit
3. Tahap III : 1500 rpm selama 10 menit untuk tiang pancang dan 7
menit untuk tiang listrik.
Setelah tahapan spinning selesai maka cetakan diangkat dan dibawa
kebak perawatan uap dengan menggunakan craine hoist. Sebelumnya limbah
dibuang dari dalam cetakan dengan memiringkan posisi cetakan sehingga limbah
dapat keluar dan dialirkan ke bak limbah.
9. Perawatan Uap (Steam Curing)
Proses selanjutnya adalah pengeringan dengan menggunakan uap panas
yang didistribusikan dari boiler ke bak uap dengan suhu mencapai 600
C - 700
10. Pembukaan Cetakan ( Mould Stripping).
C,
pada suhu tersebut dipertahankan kondisinya sekitar 3,5 jam bertujuan
mempercepat waktu pengerasan beton. Setelah itu suhu cetakan diturunkan dan
selama setengah jam cetakan dibiarkan mengalami proses pendinginan secara
alami, selanjutnya cetakan diangkat ke atas trolly dengan menggunakan craine
hoist kemudian dibawa kebagian pembukaan cetakan.
Setelah cetakan di bawa dengan trolly ke bagian pembukaan cetakan
maka seluruh baut pengguna tutup cetakan dilepas dengan menggunakan inpact
tool dan lepaskan klem baut serta baut ruth cetakan dilonggarkan. Cetakan yang
terdiri dari 2 bagian, yaitu bagian atas dan bagian bawah, dibuka bagian atas
Universitas Sumatera Utara

5/7/2018 Chapter II - slidepdf.com
http://slidepdf.com/reader/full/chapter-ii-559abb724b4a3 31/42
cetakan dengan craine hoist dan dibawa ke tiang gantungan cetakan untuk
dibersihkan dan dioles minyak cetak dan selanjutnya dibawa ke parkir tutup
cetakan. Dan saat yang bersamaan pula produk diinspeksi mutunya dan dibuat
label pada produk jadi yaitu dengan cat semprot kompresor diberikan merek
WIKA tanggal produksi nomor produk dan kode tipe produk. Contohnya sebagai
berikut:
a. Label produk tiang pancang
WIKA Artinya
30 A2B12.7.W diameter tiang = 30 cm
Tipe tiang/klas = A2
Model tiang = bottom (B)
Jumlah PC wire = 12 batang
Diameter PC wire = 7 mm
13-09-2007 tanggal produksi = 13 September 2007
8213383 Kode wilayah pabrik = 8
Nomor jalur = 2
Nomor urut produksi = 13383
b. Label produk tiang listrik
WIKA Artinya
11-200-190 Panjang tiang = 11 m
Diameter atas = 190
Beban horizon = 200 N
13-09-2007 tanggal produksi = 13 September 2007
Universitas Sumatera Utara
5/7/2018 Chapter II - slidepdf.com
http://slidepdf.com/reader/full/chapter-ii-559abb724b4a3 32/42
8213397 Kode wilayah pabrik = 8
Nomor jalur = 2
Nomor urut produksi = 13397
Merek cat yang digunakan yaitu Nippon Paint. Cetakan diangkat
dengan craine hoist dengan cara dimiringkan untuk mengeluarkan produk jadi ke
atas trolly, kemudian dibawa ke stock yard dengan menggunakan trolly.
11. Perawatan Air dan Penyelesaian Akhir (Water Curing and Finishing).
Dalam penanganan produk jadi yang dilakukan adalah proses
penumpukan dan perawatan produk di stock yard . Sebelumnya produk diservice
dan diolesi minyak solar pada plat sambung serta pengecekan akhir pada lubang
tembus dan permukaan tiang. Produk jadi yang memenuhi standart ditumpuk di
stock yard (gudang terbuka) dengan cara susunan memanjang simetris dan
melebar, dimana diantara batangan produk yang ditumpuk tersebut dibatasi
dengan kasu atau kayu balok dan di bagian pinggir diberi penahan segitiga agar
susunan produk tidak jatuh. Penahan segitiga terbuat dari coran semen yang
dicetak segitiga dengan ukuran 11 x 7 x 7 cm dengan lebar 8 cm. Selanjutnya
selama 3 hari dilakukan perawatan air dan hasil cetakan siap untuk
didistribusikan.
Untuk lebih jelasnya proses produksi untuk jenis tiang pancang bulat
dapat dilihat pada gambar 2.2
Universitas Sumatera Utara
5/7/2018 Chapter II - slidepdf.com
http://slidepdf.com/reader/full/chapter-ii-559abb724b4a3 33/42
Persiapan Tulangan
Pembuatan BendaUji
Pembuatan AdukanBeton
Persiapan Cetakan
Penulangan DiCetakan
Pengecoran AdukanBeton
Penutupan Cetakan
Pemutaran Cetakan
Perawatan Uap
Pembukaan Cetakan
Perawatan Air danPenyelesaian Akhir
Stressing I PC Wire
Pengadukan Beton
Stressing II PC Wire
Gambar.2.2. Proses Produksi Tiang Pancang
Universitas Sumatera Utara
5/7/2018 Chapter II - slidepdf.com
http://slidepdf.com/reader/full/chapter-ii-559abb724b4a3 34/42
Dalam aktivitas produksinya sehari-hari PT. Wijaya Karya Beton PPB
Sumut menggunakan jenis proses produksi yang terus menerus (continue). Hal ini
dikarenakan kegiatan produksi dari perusahaan tersebut berlangsung didasarkan
atas banyaknya pesanan yang datang setiap harinya dan persediaan untuk
permintaan yang datang setiap harinya dan persediaan untuk permintaan yang
datang sewaktu-waktu.
Untuk memperoleh produk dengan kualitas yang baik, diperlukan
pedoman kerja dan tahapan proses yang harus dilaksanakan oleh semua operator.
Secara umum proses ini dapat dilihat seperti pada Flow Process Chart (FPC/ Peta
Aliran Proses) dalam lampiran 2 dan Flow Sheet dalam lampiran 1.
2.7. Mesin dan Peralatan
Di dalam melaksanakan kegiatan produksinya, PT. Wijaya Karya Beton
PPB Sumut menggunakan mesin-mesin buatan luar negeri. Pada umumnya semua
mesin dan peralatan dapat diopersikan, tetapi untuk meningkatkan produktivitas
dilakukan modifikasi-modifikasi terhadap mesin dan peralatan yang dilakukan
oleh bagian seksi peralatan. Adapun mesin dan peralatan yang digunakan adalah
sebagai berikut :
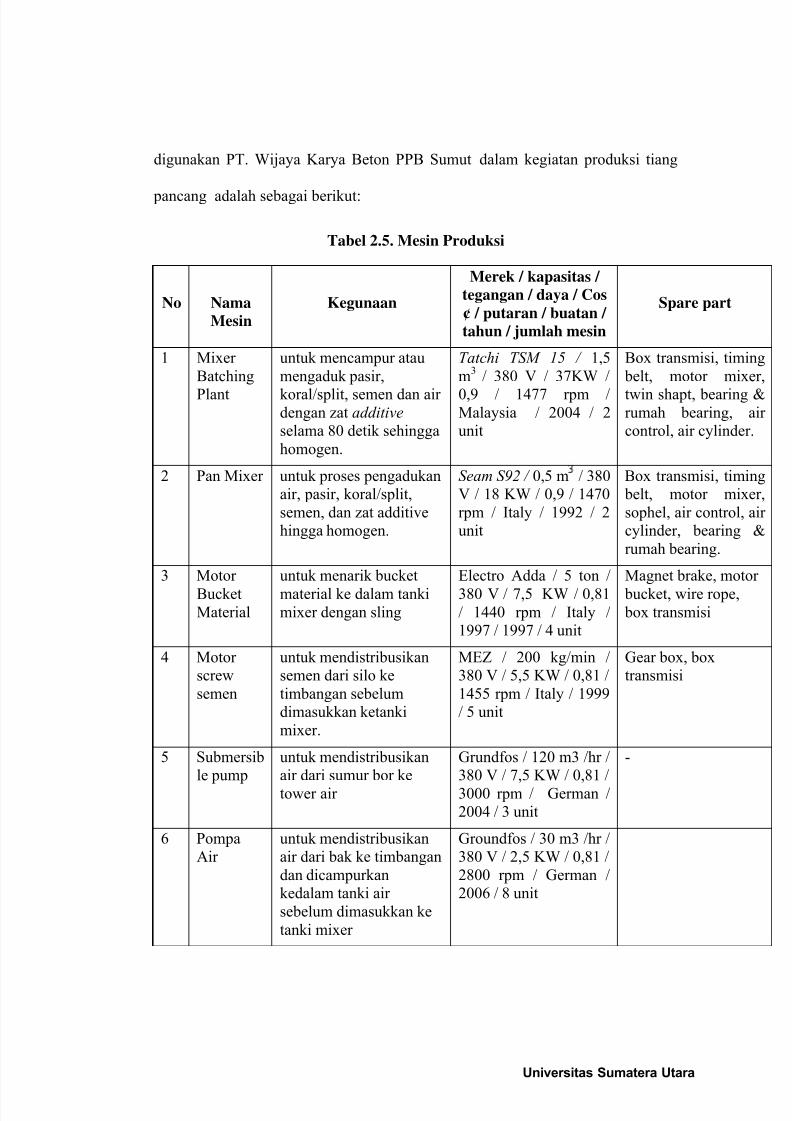
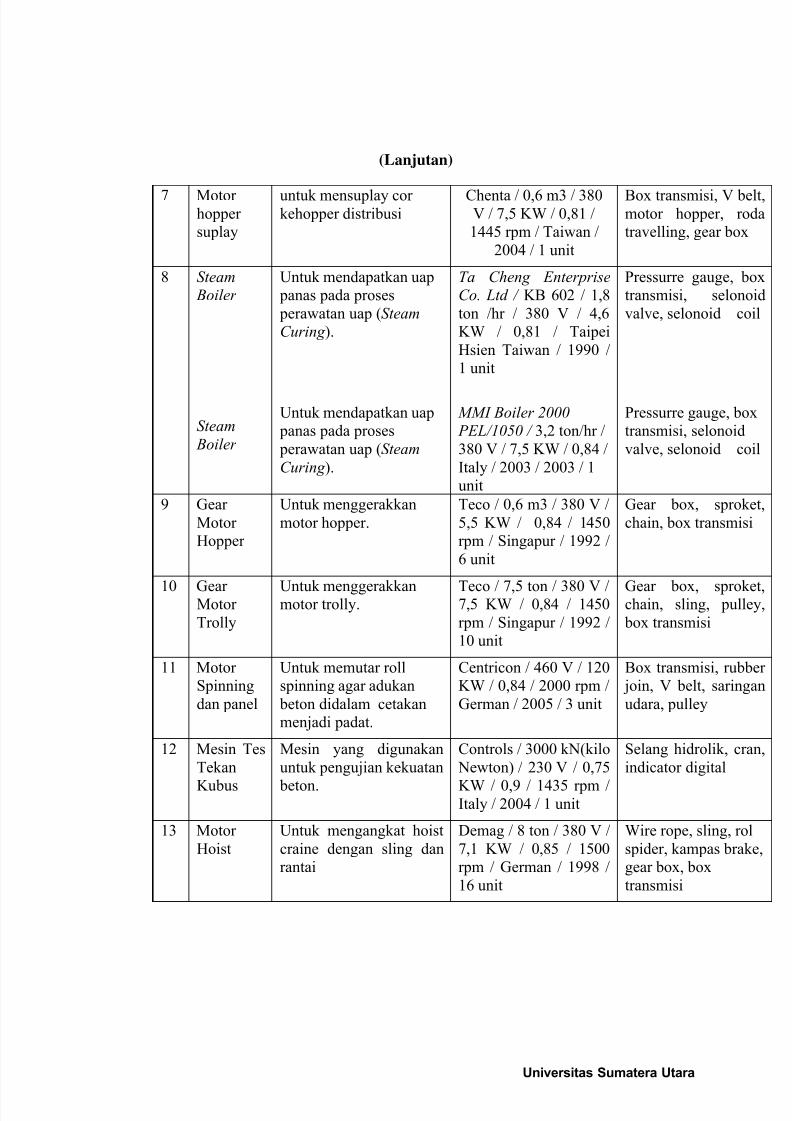
2.7.1. Mesin Produksi
Beberapa jenis mesin yang digunakan dalam proses produksi dimana
prinsip kerja dari setiap mesin masing-masing berbeda dalam sistem kerja dan
hasil dari mesin produksi yang digunakan. Adapun mesin dan peralatan yang
Universitas Sumatera Utara
5/7/2018 Chapter II - slidepdf.com
http://slidepdf.com/reader/full/chapter-ii-559abb724b4a3 35/42
digunakan PT. Wijaya Karya Beton PPB Sumut dalam kegiatan produksi tiang
pancang adalah sebagai berikut:
Tabel 2.5. Mesin Produksi
No Nama
Mesin
Kegunaan
Merek / kapasitas /
tegangan / daya / Cos
¢ / putaran / buatan /
tahun / jumlah mesin
Spare part
1 Mixer
Batching
Plant
untuk mencampur atau
mengaduk pasir,
koral/split, semen dan airdengan zat additive
selama 80 detik sehingga
homogen.
Tatchi TSM 15 / 1,5
m3
Box transmisi, timing
belt, motor mixer,
twin shapt, bearing &rumah bearing, air
control, air cylinder.
/ 380 V / 37KW /
0,9 / 1477 rpm / Malaysia / 2004 / 2
unit
2 Pan Mixer untuk proses pengadukan
air, pasir, koral/split,
semen, dan zat additive
hingga homogen.
Seam S92 / 0,5 m3
Box transmisi, timing
belt, motor mixer,
sophel, air control, air
cylinder, bearing &
rumah bearing.
/ 380
V / 18 KW / 0,9 / 1470
rpm / Italy / 1992 / 2
unit
3 Motor
Bucket
Material
untuk menarik bucket
material ke dalam tanki
mixer dengan sling
Electro Adda / 5 ton /
380 V / 7,5 KW / 0,81
/ 1440 rpm / Italy /
1997 / 1997 / 4 unit
Magnet brake, motor
bucket, wire rope,
box transmisi
4 Motor
screw
semen
untuk mendistribusikan
semen dari silo ke
timbangan sebelum
dimasukkan ketanki
mixer.
MEZ / 200 kg/min /
380 V / 5,5 KW / 0,81 /
1455 rpm / Italy / 1999
/ 5 unit
Gear box, box
transmisi
5 Submersib
le pump
untuk mendistribusikan
air dari sumur bor ketower air
Grundfos / 120 m3 /hr /
380 V / 7,5 KW / 0,81 / 3000 rpm / German /
2004 / 3 unit
-
6 Pompa
Air
untuk mendistribusikan
air dari bak ke timbangan
dan dicampurkan
kedalam tanki air
sebelum dimasukkan ke
tanki mixer
Groundfos / 30 m3 /hr /
380 V / 2,5 KW / 0,81 /
2800 rpm / German /
2006 / 8 unit
Universitas Sumatera Utara
5/7/2018 Chapter II - slidepdf.com
http://slidepdf.com/reader/full/chapter-ii-559abb724b4a3 36/42
(Lanjutan)
7 Motorhopper
suplay
untuk mensuplay corkehopper distribusi
Chenta / 0,6 m3 / 380V / 7,5 KW / 0,81 /
1445 rpm / Taiwan /
2004 / 1 unit
Box transmisi, V belt,motor hopper, roda
travelling, gear box
8 Steam
Boiler
Steam
Boiler
Untuk mendapatkan uap
panas pada proses
perawatan uap (Steam
Curing).
Untuk mendapatkan uap
panas pada proses
perawatan uap (Steam
Curing).
Ta Cheng Enterprise
Co. Ltd / KB 602 / 1,8
ton /hr / 380 V / 4,6
KW / 0,81 / Taipei
Hsien Taiwan / 1990 /
1 unit
MMI Boiler 2000
PEL/1050 / 3,2 ton/hr /
380 V / 7,5 KW / 0,84 /
Italy / 2003 / 2003 / 1
unit
Pressurre gauge, box
transmisi, selonoid
valve, selonoid coil
Pressurre gauge, box
transmisi, selonoid
valve, selonoid coil
9 Gear
Motor
Hopper
Untuk menggerakkan
motor hopper.
Teco / 0,6 m3 / 380 V /
5,5 KW / 0,84 / 1450
rpm / Singapur / 1992 /
6 unit
Gear box, sproket,
chain, box transmisi
10 GearMotor
Trolly
Untuk menggerakkanmotor trolly.
Teco / 7,5 ton / 380 V / 7,5 KW / 0,84 / 1450
rpm / Singapur / 1992 /
10 unit
Gear box, sproket,chain, sling, pulley,
box transmisi
11 Motor
Spinning
dan panel
Untuk memutar roll
spinning agar adukan
beton didalam cetakan
menjadi padat.
Centricon / 460 V / 120
KW / 0,84 / 2000 rpm /
German / 2005 / 3 unit
Box transmisi, rubber
join, V belt, saringan
udara, pulley
12 Mesin Tes
Tekan
Kubus
Mesin yang digunakan
untuk pengujian kekuatan
beton.
Controls / 3000 kN(kilo
Newton) / 230 V / 0,75
KW / 0,9 / 1435 rpm / Italy / 2004 / 1 unit
Selang hidrolik, cran,
indicator digital
13 Motor
Hoist
Untuk mengangkat hoist
craine dengan sling dan
rantai
Demag / 8 ton / 380 V /
7,1 KW / 0,85 / 1500
rpm / German / 1998 /
16 unit
Wire rope, sling, rol
spider, kampas brake,
gear box, box
transmisi
Universitas Sumatera Utara
5/7/2018 Chapter II - slidepdf.com
http://slidepdf.com/reader/full/chapter-ii-559abb724b4a3 37/42
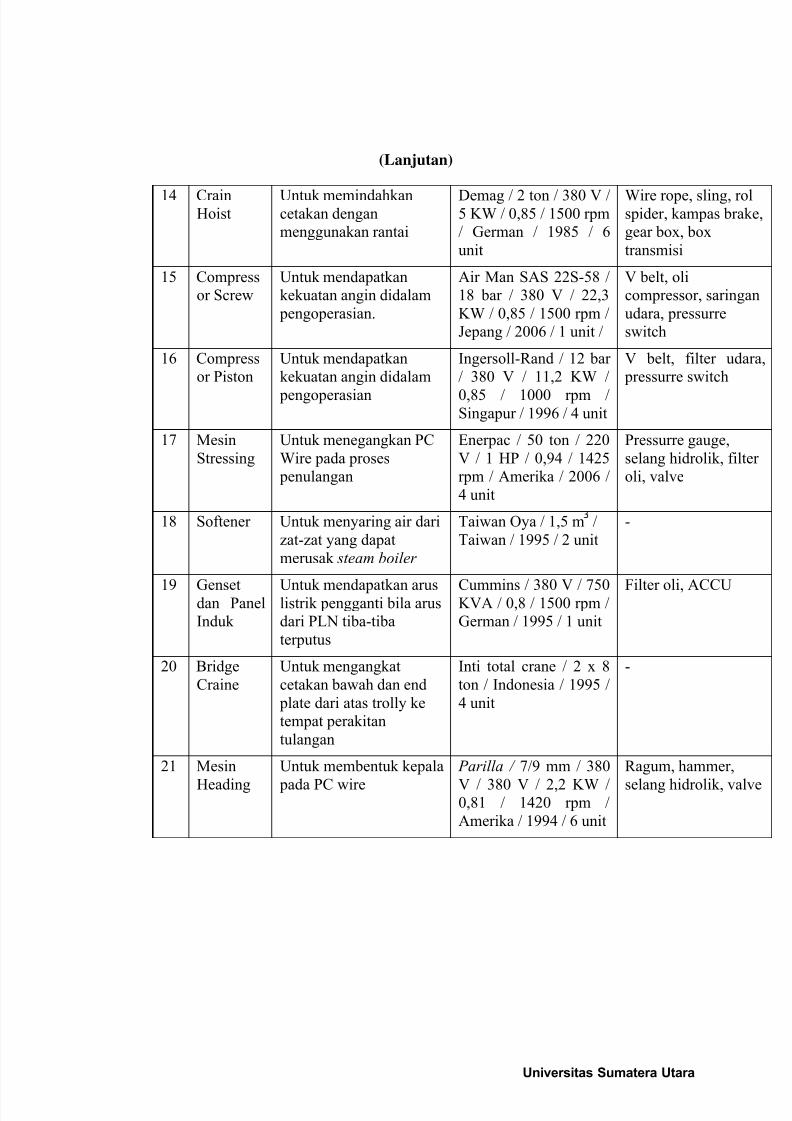
(Lanjutan)
14 CrainHoist
Untuk memindahkancetakan dengan
menggunakan rantai
Demag / 2 ton / 380 V / 5 KW / 0,85 / 1500 rpm
/ German / 1985 / 6
unit
Wire rope, sling, rolspider, kampas brake,
gear box, box
transmisi
15 Compress
or Screw
Untuk mendapatkan
kekuatan angin didalam
pengoperasian.
Air Man SAS 22S-58 /
18 bar / 380 V / 22,3
KW / 0,85 / 1500 rpm /
Jepang / 2006 / 1 unit /
V belt, oli
compressor, saringan
udara, pressurre
switch
16 Compress
or Piston
Untuk mendapatkan
kekuatan angin didalam
pengoperasian
Ingersoll-Rand / 12 bar
/ 380 V / 11,2 KW /
0,85 / 1000 rpm / Singapur / 1996 / 4 unit
V belt, filter udara,
pressurre switch
17 Mesin
Stressing
Untuk menegangkan PC
Wire pada proses
penulangan
Enerpac / 50 ton / 220
V / 1 HP / 0,94 / 1425
rpm / Amerika / 2006 /
4 unit
Pressurre gauge,
selang hidrolik, filter
oli, valve
18 Softener Untuk menyaring air dari
zat-zat yang dapat
merusak steam boiler
Taiwan Oya / 1,5 m3
- /
Taiwan / 1995 / 2 unit
19 Gensetdan Panel
Induk
Untuk mendapatkan aruslistrik pengganti bila arus
dari PLN tiba-tiba
terputus
Cummins / 380 V / 750KVA / 0,8 / 1500 rpm /
German / 1995 / 1 unit
Filter oli, ACCU
20 Bridge
Craine
Untuk mengangkat
cetakan bawah dan end
plate dari atas trolly ke
tempat perakitan
tulangan
Inti total crane / 2 x 8
ton / Indonesia / 1995 /
4 unit
-
21 Mesin
Heading
Untuk membentuk kepala
pada PC wire
Parilla / 7/9 mm / 380
V / 380 V / 2,2 KW / 0,81 / 1420 rpm /
Amerika / 1994 / 6 unit
Ragum, hammer,
selang hidrolik, valve
Universitas Sumatera Utara

5/7/2018 Chapter II - slidepdf.com
http://slidepdf.com/reader/full/chapter-ii-559abb724b4a3 38/42
(Lanjutan)
22 MesinSpiral
Untuk membuat spiralsesuai dengan SSP
Flander himmel / 380V / 5,5 KW / 0,84 /
1500 rpm / Jepang /
1991 / 4 unit
Gear, sproket
23 Mesin
Vibrator
Untuk meratakan cor
beton pada cetakan
MEZ / 380 V / 4 KW /
0,83 / 1440 rpm / Italy /
2006 / 4 unit
Selang vibrator,
pulley, V belt
24 Mesin
Conveyor
Untuk memindahkan
split yang telah dicuci ke
penampungan
TECO / 6 m3/hr / 380
V / 5,5 KW / 0,8 / 1450
rpm / Singapur / 1992 /
1 unit
Chain, sproket, gear
box, motor conveyor,
rol conveyor, kain
konveyor
25 Motor
pintu
bucket
Untuk membuka dan
menutup pintu bucket
material
TECO / 380 V / 2,2
KW / 0,8 / 1425 rpm /
Singapur / 1997 / 1 unit
Gear box
26 Mesin
getar
Untuk menggetarkan
split
TECO / 380 V / 11
KW / 0,8 / 1425 rpm /
Singapur / 1997 / 1
unit
Saringan split, belt
27 Mesin Bar
Cutter
Untuk memotong besi
PC wire
TECO / 380 V / 1,5
KW / 0,85 / 1425 rpm / Singapur / 2002 / 4 unit
V belt, mata gunting
28 End
Carriage
Untuk menggerakkan
portal
Demag / 10 ton / 380 V
/ 1,2 KW / 0,82 / 2750
rpm / German / 2003 /
14 unit
Gear box, magnet
brake, rol spider,
as roda, roda end
carriage
29 Scraper Untuk menarik material
di bak
TECO / 380 V / 7,5
KW / 0,85 / 1450 rpm /
Singapur / 2002 / 3 unit
Chaint, sproket, sling
2.7.2. Peralatan ( Equipment)
Pada dasarnya PT. Wijaya Karya Beton PPB Sumut untuk membantu
kelancaran lintasan produksi demi tercapainya waktu yang diinginkan sesuai
dengan pesanan yang dibutuhkan oleh setiap konsumen digunakan alat angkut
trolly dan alat angkat/pamindah yaitu craine hoist .
Universitas Sumatera Utara
5/7/2018 Chapter II - slidepdf.com
http://slidepdf.com/reader/full/chapter-ii-559abb724b4a3 39/42
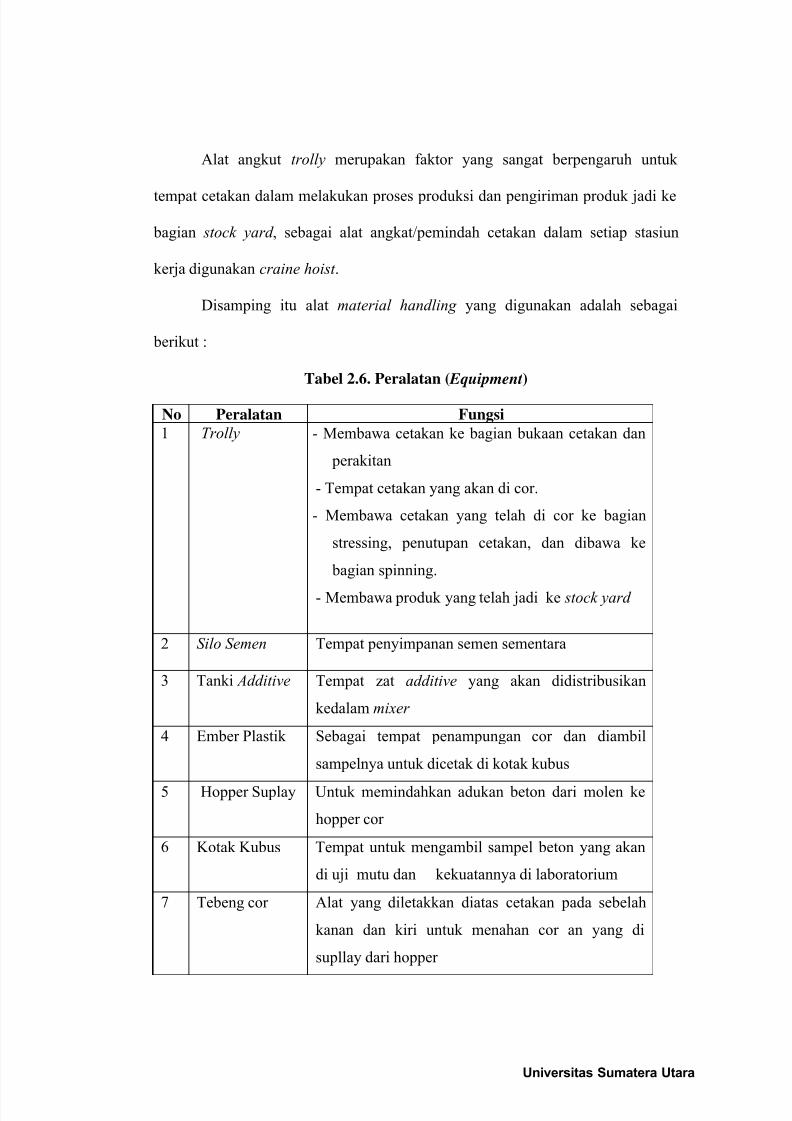
Alat angkut trolly merupakan faktor yang sangat berpengaruh untuk
tempat cetakan dalam melakukan proses produksi dan pengiriman produk jadi ke
bagian stock yard , sebagai alat angkat/pemindah cetakan dalam setiap stasiun
kerja digunakan craine hoist .
Disamping itu alat material handling yang digunakan adalah sebagai
berikut :
Tabel 2.6. Peralatan ( Equipment)
No Peralatan Fungsi
1 Trolly - Membawa cetakan ke bagian bukaan cetakan dan
perakitan
- Tempat cetakan yang akan di cor.
- Membawa cetakan yang telah di cor ke bagian
stressing, penutupan cetakan, dan dibawa ke
bagian spinning.
- Membawa produk yang telah jadi ke stock yard
2 Silo Semen Tempat penyimpanan semen sementara
3 Tanki Additive Tempat zat additive yang akan didistribusikan
kedalam mixer
4 Ember Plastik Sebagai tempat penampungan cor dan diambil
sampelnya untuk dicetak di kotak kubus
5 Hopper Suplay Untuk memindahkan adukan beton dari molen ke
hopper cor
6 Kotak Kubus Tempat untuk mengambil sampel beton yang akan
di uji mutu dan kekuatannya di laboratorium
7 Tebeng cor Alat yang diletakkan diatas cetakan pada sebelah
kanan dan kiri untuk menahan cor an yang di
supllay dari hopper
Universitas Sumatera Utara

5/7/2018 Chapter II - slidepdf.com
http://slidepdf.com/reader/full/chapter-ii-559abb724b4a3 40/42
(Lanjutan)
8 Sendok semen Untuk meratakan coran semen sebelum ditutup
9 Kunci pas ring
simultan
Untuk mengencangkan dan melonggarkan baut
pada ruth
10 Kunci L 24
mm
Untuk mengencangkan dan melonggarkan baut
pengunci pada cetakan
11 Inpect tools Untuk mengendorkan baut dorong dan membuka
seluruh baut pengikat pada cetakan.
12 Sapu cetakan Pada perakitan tulangan untuk membersihkan sisa-
sisa hasil cetakan
13 Kuas cetakan Untuk merapikan seluruh cor sebelum melakukan
penutupan cetakan
14 Alat perojok Untuk membersihkan sisa-sisa hasil cetakan
15 Kereta Sorong - Sebagai alat untuk mengangkut limbah ke bak
limbah.
- Alat mengangkut cor an kebagian pembuatan
sepatu beton
16 Scrap/cetok Sebagai alat untuk membersihkan sisa-sisa hasil
cetakan yang melekat pada sisi cetakan
16 Sangkar
Pengaman
Untuk tempat gulungan besi prategang
17 Mal cincin Untuk membentuk cincin sesuai type yang
diizinkan
18 Rol spiral Untuk membentuk spiral sesuai type yang diizinkan
19 Mal PC wire Untuk menentukan panjang PC wire yang
diinginkan sesuai dengan type
20 Alat potong
besi
Untuk memotong spiral dan membentuk cincin PC
wire secara manual
Universitas Sumatera Utara

5/7/2018 Chapter II - slidepdf.com
http://slidepdf.com/reader/full/chapter-ii-559abb724b4a3 41/42
(Lanjutan)
21 Jembatan
Timbang
Untuk menimbang bahan baku yang masuk dari
suplayer
22 Timbangan
digital
Untuk menimbang bahan baku dan bahan penolong
sesuai standar setiap pengadukan.
23 Bucket
material
Untuk tempat menimbang material dan
mendistribusikan ke mixer
24 Roll spinning Untuk memutar cetakan
25 Hopper cor Untuk memindahkan adukan beton dari molen ke
cetakan
2.7.3. Utilitas
Utilitas adalah segala sesuatu yang digunakan agar proses yang terjadi
dapat berjalan dengan efektif dan ekonomis guna mendapatkan hasil yang
optimal. Sarana utilitas digunakan untuk meningkatkan mutu memelihara
peralatan, menjaga keseimbangan dalam proses pengolahan disamping
penggunaan pokoknya sebagai penggerak peralatan.
Untuk kelancaran kegiatan produksi, maka diperlukan unit pendukung
seperti dibawah ini:
Tabel 2.7. Utilitas
No Peralatan Fungsi
1 Genset Pembangkit listrik/penghasil tenaga listrik pada pabrik
dengan menggunakan bahan bakar minyak solar
2 Boiler Penghasil uap untuk didistribusikan ke bak steam
curing guna mempersingkat waktu pengerasan produk
3 WCT ( Water cooling
tower )
Penampung air yang berasal dari sumur untuk
kebutuhan produksi dan pabrik.
4 Air Process Unit Menghasilkan udara bertekanan yang melalui screw
compressor
Universitas Sumatera Utara

5/7/2018 Chapter II - slidepdf.com
http://slidepdf.com/reader/full/chapter-ii-559abb724b4a3 42/42
(Lanjutan)
5 Transportasi(Sarana Pengangkut)
a. Satu unit forklift
b.Satu unit dum truck
c. Tiga unit wheel loader
d. Dua unit mobil pick up
Untuk memenuhi kebutuhan material alam dan materialindustri
Memindahkan bahan-bahan yang mempunyai volume
besar dan berat seperti buttem tiang pancang, drum
additive dan Besi untuk produk bantalan rel kereta api
serta membawanya dekat lantai produksi.
Memindahkan material alam seperti pasir, split dari
tempat penumpukan material dan memindahkan
limbah pabrik ke sentral penumpukan.
Memindahkan material alam seperti pasir, split keatas
dum truck dan memindakan limbah keatas dum truck.
Memindahkan buttem tiang pancang dan menarik
grobak yang berisi tulangan dari work shop tulangan
kedekat lantai produksi
6 Work shop cetakan Untuk merawat dan memperbaiki cetakan sehingga
menghasilkan cetakan yang bermutu
7 Bak steam curing Untuk proses penguapan dan mempercepat pembukaanproduk yang dihasilkan.
Universitas Sumatera Utara