batas deformasi bending
DESCRIPTION
deformasi bendingTRANSCRIPT
Batas Deformasi Bending
1. Material StressVariasi dalam penampang bagian bending.
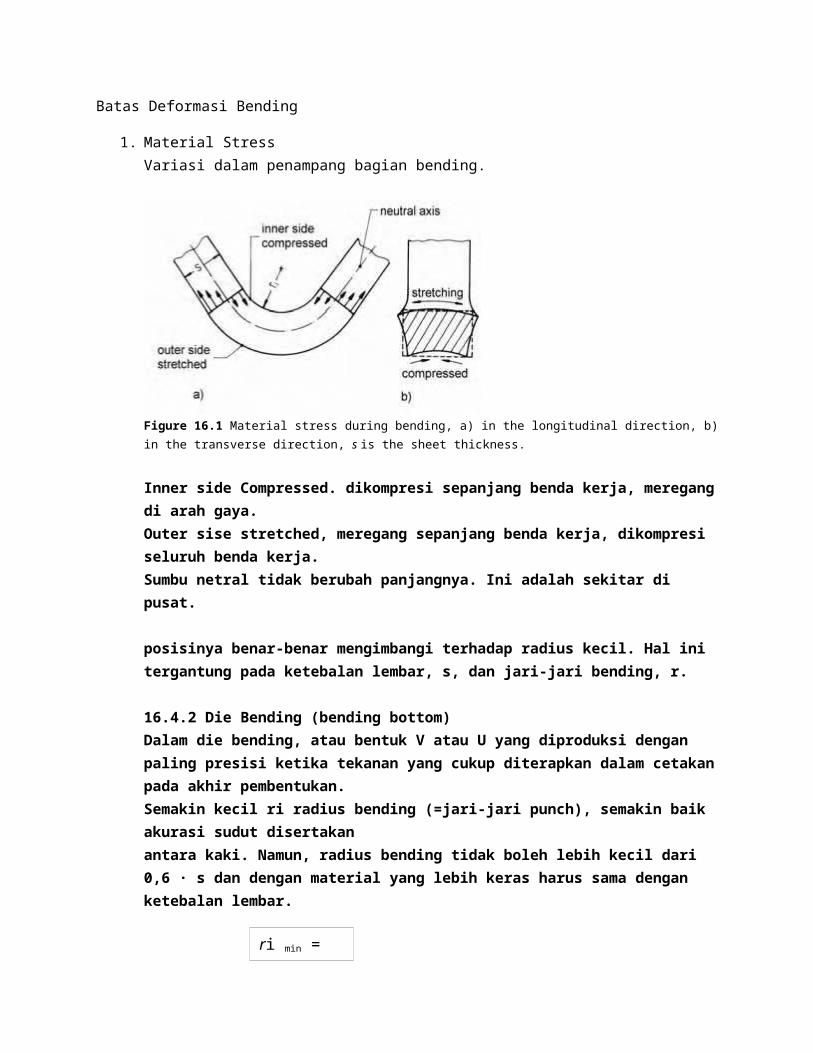
Figure 16.1 Material stress during bending, a) in the longitudinal direction, b) in the transverse direction, s is the sheet thickness.
Inner side Compressed. dikompresi sepanjang benda kerja, meregang di arah gaya. Outer sise stretched, meregang sepanjang benda kerja, dikompresi seluruh benda kerja. Sumbu netral tidak berubah panjangnya. Ini adalah sekitar di pusat.
posisinya benar-benar mengimbangi terhadap radius kecil. Hal ini tergantung pada ketebalan lembar, s, dan jari-jari bending, r.
16.4.2 Die Bending (bending bottom)Dalam die bending, atau bentuk V atau U yang diproduksi dengan paling presisi ketika tekanan yang cukup diterapkan dalam cetakan pada akhir pembentukan.Semakin kecil ri radius bending (=jari-jari punch), semakin baik akurasi sudut disertakanantara kaki. Namun, radius bending tidak boleh lebih kecil dari 0,6 · s dan dengan material yang lebih keras harus sama dengan ketebalan lembar.
ri min : radius bending terkecil yang diperbolehkan (in/ mm)s : ketebalan lembaran (in/mm)c koefisien bahan dari Tabel 16.2
Radius Bending ri harus > ri min. Untuk baja, E = 2,1 · 105 N/mm2.
ri min = s.c

16.4.3 roll bending
Selama roll bending, nilai-nilai pembatas jari-jari bending timbul dari kriteria plastisitas, dan untuk jari-jari terkecil juga didapat dari dimensi gulungan bending
ri max= s . E2. ℜ
rimax : Radius bending maximum (mm)E :Modulus Elastisitas (N/mm2)Re : Tegangan luluh (N/mm2)S : ketebalan material (mm)
Tabel 16.2 koefisien c material die bending
16,5 Spring BackDalam setiap operasi bending, spring back terjadi ketika ada deviasi terhadap sudut bending yang direncanakan.Luasnya spring-back tergantung pada
batas elastis dari bahan yang terbentuk jenis bending (Air bending atau Die Bending) radius bending ( semakin kecil r, semakin besar zona deformasi plastik, semakin kecil
spring back).
Hasilnya: Bending dies diberikan sudut yang lebih kecil dari hasil kerja akhir
β=γ−γ∗¿
β = Sudut spring back (derajat)γ = ketebalan lembar
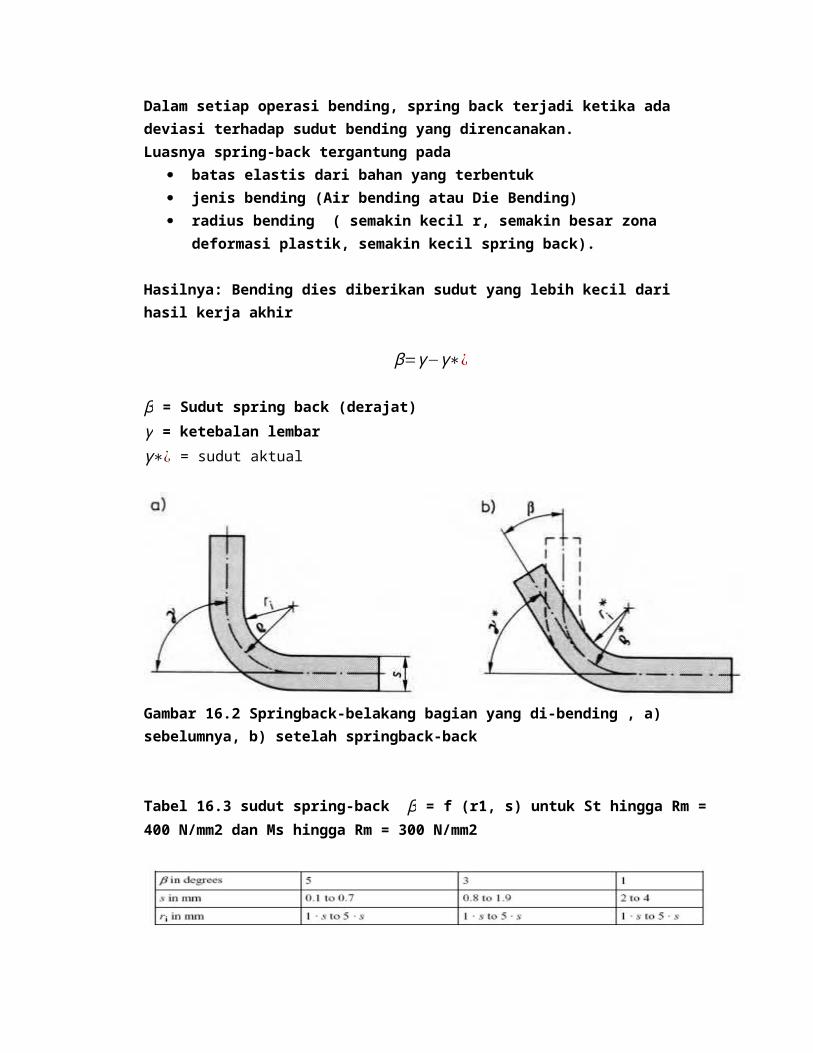
γ∗¿ = sudut aktual
Gambar 16.2 Springback-belakang bagian yang di-bending , a) sebelumnya, b) setelah springback-back
Tabel 16.3 sudut spring-back β = f (r1, s) untuk St hingga Rm = 400 N/mm2 dan Ms hingga Rm = 300 N/mm2
16.6 Menentukan panjang L blank
L = panjang efektif, = jumlah semua bagian lurus dan melengkungL = l1 + l2 + LCUL : panjang efektifLcu : panjang kurval1 : panjang kaki1l2 : panjang kaki2ri : radius bending

S : ketebalan lembare : nilai koreksiα : sudut bending
Untuk α = 90 ° maka L :
Gambar 16.3 Pengukuran bagian objek bending untuk menentukan ukuran kosong (blank size)
Tabel 16.2 Nilai koreksi e
Nilai koreksi e memperhitungkan fakta bahwa sumbu netral tidak persis di tengah.

n 2 2 2.5 3.5
ri/s > 0.7 0.7 0.5 0.35
16.7 Kekuatan bending (Fb)
16.7.1 Bending in a V-shaped die
Fb in N bending forcew in mm panjang bagians in mm ketebalan bagianRm in N/mm2 Kekuatan tarikdw in mm lebar dieri in mm radius bendingri min in mm radius terkecil yang diperbolehkan
l = 6.˜ s
Figure 16.4 ukuran dan bentuk V-shaped die
bottoming force
Fbbot = n ˜ Fb

16.7.2 Bending in a U-shaped die
Without backing pads in the die block. For this reason the bottom bulges.
Figure 16.5 Bulging-out of the bottom during U-bending without a backing pad
Bending force for tooling with plate-shaped, spring-actuated ejector (backing pad)
FbT = 1.25 · Fb FPP = 0.25 · Fb
FbT = 0.5 . s. w. Rm
FbT in N total bending forceFPP in N pressure pad forces in mm sheet thicknessw in mm width of the bent partRm in N/mm2 tensile strength
The backing pad stops the bottom from bulging out.
.
Figure 16.6 U-bending with a backing pad
Edge bending

Fb = 0.2 . s. w. σB
Figure 16.7 The principle of edge bending
Edge rolling
Figure 16.8 Tooling and workpiece during edge rolling. a) punch, b) die, c) workpiece
16.7.6 Collar forming
Fb : bending forceH : height of the collar in mm
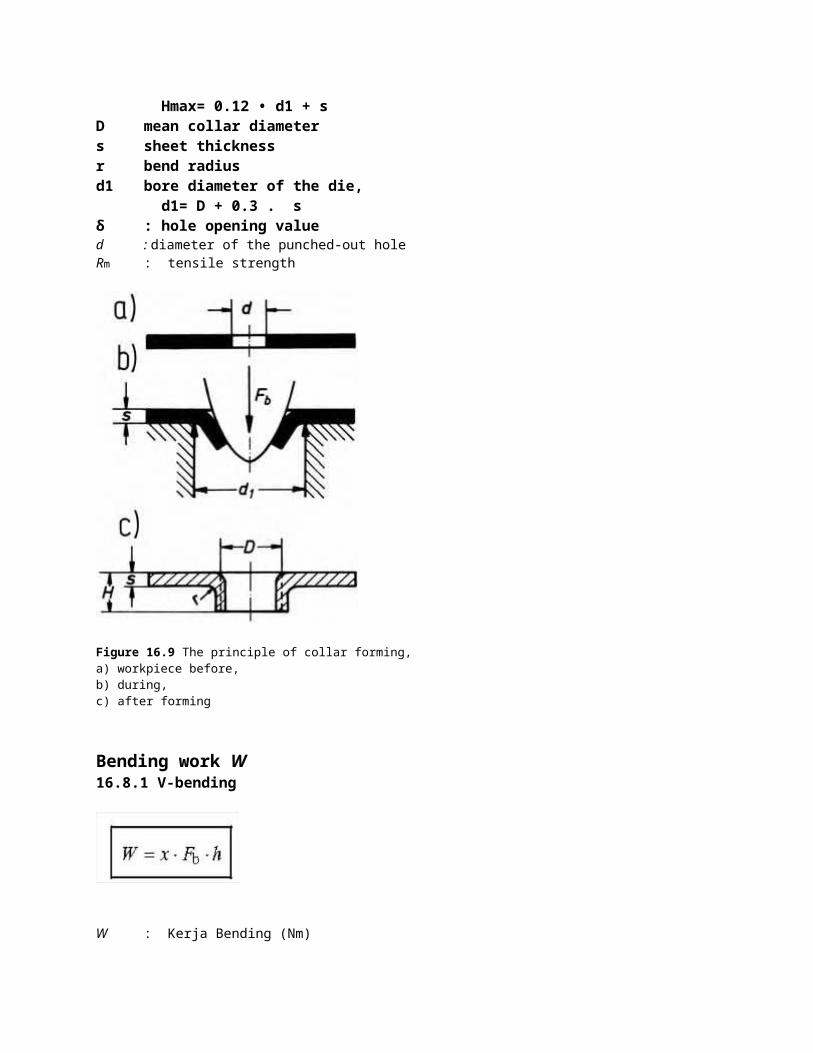
Hmax= 0.12 • d1 + sD mean collar diameters sheet thicknessr bend radiusd1 bore diameter of the die,

d1= D + 0.3 . sδ : hole opening valued : diameter of the punched-out holeRm : tensile strength
Figure 16.9 The principle of collar forming,a) workpiece before,b) during,c) after forming
Bending work W16.8.1 V-bending
W : Kerja Bending (Nm)
x : Faktor Process x=13
Fb : Kekuatan Bending
H : Perpindahan punch (penekan)
16.8.2 U-bendingtanpa a bantalan pegas penekan (Tanpa penekan bawah)
W =x . Fb .h
W : Kerja Bending (Nm)
X : Faktor Process x=23
Fb : Kekuatan Bending h : Perpindahan punch (penekan) h = 4.s
W = 1.06 . s2 . b. Rm
s : Ketebalan materialb : Lebar objek bending Rm : Kekuatan Tarik
dengan bantalan pegas penekan
W = (x. Fb + FPP).h
W = Kerja Bending
x = faktor proses; x=23
Fb = Gaya Bending
FPP : gaya tekanan bantalan N gaya tekanan pad; FPP 0,25 F
b jam dalam m pukulan perpindahan; h = 4 · sW 2.4. s2. w. RmW di N m pekerjaan bendingdalam mm ketebalan lembarw lebar m dari bagian bengkok

Rm di N/mm2 kekuatan tarik
16,9 Bending tooling 20316,9 Bending tooling16.9.1 V-berbentuk dieMajelis ini terdiri dari: punch dan die (Gambar 16.11)mati radius rm rm = 2,5 · s rm dalam mm dalam mm radius die (nilai rata-rata) ketebalan lembarkelengkungan dalam die reses RR = 0,7 (r + s) Gambar 16.11 dimensi konstruksional dari V-berbentuk mati. a) pukulan, b) matiTabel 16.5 Kedalaman bawah mati rongga jam dalam mm
h 4 7 11 15 18 22 25 28s 1 2 3 4 5 6 7 8H 20 30 40 45 55 65 70 80
jam dalam mm kedalaman s reses di mm lembar ketebalan H tinggi mm dari bagian bawah mati
16.9.2 berbentuk U dieMajelis ini terdiri dari:pukulan, mati dan basis bermunculan. Die radius rm
rm = 2,5 · s Gambar 16.12 dimensi konstruksional dariU-berbentuk dieTabel 16.6 Ukuran t (ruang antara lekukan die)
t 3 4 5 6 8 10 15 20s 1 2 3 4 5 6 7 8
t di mm dalam mmLebar celah Z di mm Zmax = Smaxdalam mm max. ketebalan lembar nSmaxZmin = Smax - s ·Tabel 16.7 n untuk panjang sisi <25 sampai 100 mmn 0,15 0,10 0,10 0,08 0,08 0,07 0,07 0,06s 1 2 3 4 5 6 7 8
dalam mm ketebalan lembarKelengkungan dalam kesan die C C = 0,7 (r + s)atau C = 0
Tabel 16.8 bahan ToolingBahan no. Majelis Penunjukan Kekerasan HRC Pukulan Bawah die1,1550 C 110 W 1 60 u u1,2056 90 Cr 3 64 u u1.2842 90 Mn V 8 62 u u
16.10 cacat BendingTidak semua lembaran logam yang cocok untuk objek bending, sehingga pilihan yang tepat saham sangat penting. Kesesuaian untuk memproduksi bagian objek bending tertentu dapat ditentukan dengan percobaan lentur dan lipat. Sejauh perkakas memungkinkan, aliran gandum harus melintang ke tepi lentur. Tepi lentur dan arah serat hanya harus berada dalam arah yang sama dalam kasus luar biasa. Cacat lentur yang paling umum adalah bahan retak di tepi luar (Gambar 16.13).retak pada keluar-thetepi sisi
16,11 ContohTujuannya adalah untuk memproduksi bagian-bagian miring seperti pada Gambar 16.3 yang lebar w = 35 mm, ketebalan lembar s = 2 mm, panjang kaki l1 = 20 mm und l2 = 30 mm dengan radius bending batin ri = 10 mm dan bending sudut D = 90 °, dari bahan St 1303 (anil lembut). Bending sumbu melintang terhadap arah bergulir.Rm = 400 N/mm2, Re = 280 N/mm2, A10 = 25%, E = 210 000 N/mm2
16.12 Mesin BendingCari:1.Panjang kosong
2.Terkecil diperbolehkan radius bending ri min
3. Die lebar dw
4. Bending kekuatan
5. Bending pekerjaan

Solusi:D .. es ·§.1. LL1? ¨ ri? ¸? L2180 ° © 2 ¹. .90 ° 1 2 mm ·§.20 mm? 10 mm?? 30 mm 67.27 mm¨ ¸180 ° © 2 ¹2. Ri min = c · s = 0,01 · 2 mm = 0,02 mm c dari Tabel 16.2ri sebenarnya ri min!3. Dw = 5 · ri = 5 · 10 mm = 50 mm2 221.2 ws R 1,2 .35 mm. (2 mm).... 400 N / mm4. F m 1344 Nbdw 50 mm15. W = x · Fb · · h = 1344 N · m = 0.025 11,1 N m3dw 50 mmh 25 mm22
16.12 Mesin BendingMesin objek bending diurutkan sesuai dengan bidang mereka aplikasi menjadi mesin:1. Untuk menghasilkan profil dilipat1.1 Tekan rem1.2Folder (bending rem)
2.Untuk menghasilkan cincin dan tabung
2.1 Tiga-roll mesin bending2.2
Baja profil mesin bending
3.Untuk menghasilkan profil sheet
3.1 mesin BeadingTabel 16.9 Ikhtisar mesin bending1.1 Tekan remDalam press rem, profil objek bending diproduksi oleh dipaksa objek bending dalam lentur mati.Bentuk mati adalah bahwa dari kontur yang akan diproduksi.Untuk menjaga semi-kembali benda kerja serendah mungkin, kesan akhir (bottoming punch) selama lentur harus mendalam. Tekan rem umumnya dibangun dalam konstruksi pelat baja fraktur-bukti. Rem tekan CNC yang dikendalikan ditampilkan di sini (fmax = 5000 kN, maks. Benda kerja panjang 4m) didorong hidrolik. Dua silinder pers secara elektronik disinkronkan dengan non-kontak pengukuran peralatan. Pers ram dipandu dalam pemandu empat poin, dengan tidak bermain. Mesin ini dilengkapi dengan sistem perubahan alat otomatis CNC dikontrol. Lima alat atas diadakan pada standby dalam sistem rantai pada judul bab ini dapat diaktifkan dengan program yang dirancang khusus dan secara otomatis diposisikan. Alat-alat yang dijepit hidrolik dalam posisi kerja mereka. Dengan empat alat yang lebih rendah, yang dipindahkan lateral dan juga dapat diprogram, mereka membentuk alat kawin set yang dapat menghasilkan profil yang rumit dengan tidak perlu untuk penyimpanan antara operasi.Dengan sistem CNC yang diprogram secara bebas digunakan di sini, perintah dimasukkan langsung pada mesin oleh operator dalam sistem dialog. Data yang dimasukkan dengan cara ini akan disimpan dalam sistem kontrol dan dapat diambil setiap saat. Dimensi 50 tekan rem CNC yang dikendalikan dengan automatictools dapat disimpan dalam perpustakaan alat dan ditampilkan dalam sistem perubahan alat (Foto fromthe bentuk diagram pada layar.Gunzburger Werkzeugmaschinenfabrik bekerja)
16.12 Mesin BendingTabel 16.9 (lanjutan)1.2 Folders (bending rem)Lentur pada rem lentur menggunakan sinar folder yang mencengkeram benda kerja memproyeksikan dan dihidupkan dengan itu sekitar tepi mati.Unsur-unsur utama dari rem lentur adalah: balok atas, balok rendah dan balok lentur. Balok atas dan bawah adalah pemegang alat.Sebuah lagu dengan tepi melengkung adalah tetap pada balok atas; lembar dibengkokkan di trek.

Selama proses bending lembar makhluk objek bending pertama dijepit antara balok atas dan bawah, maka balok lentur, yang dapat berputar, objek bending lembar ke sudut yang diinginkan.Rem lentur ditampilkan di sini memiliki lebar kerja 2í4 m dan dapat digunakan untuk ketebalan lembar maksimum 3-5 mm. Hal ini dibangun sebagai dilas baja con-struction. Sinar atas dibuka dan ditutup dengan menggunakan silinder hidrolik. The mencengkeram tekanan dan kecepatan penutupan yang dapat disesuaikan. Semakin rendah balok disesuaikan terpusat dan dilengkapi dengan bar diganti.Sayap objek bending, berjalan pada sistem servo-hidrolik, memastikan sudut bending yang tepat dan ada pengulangan yang sangat akurat. Sistem pengukuran khusus lentur sayap juga berarti bahwa sudut yang sangat kecil dapat diproduksi.Mesin ini dapat disampaikan dengan berbagai sistem kontrol, tunggal-tindakan kontrol program atau kontrol program MCNC. Dengan RAS Multibend 8000 sistem kontrol MCNC, data yang dimasukkan dalam dialog dengan operator, menggunakan layar. Nilai untuk sudut bending, posisi mogok dan seberapa jauh sayap atas terbuka semua bisa masuk, serta sejumlah besar fungsi tambahan.Kapasitas penyimpanan internal dapat menyimpan 99 urutan Program.RAS 74.20í74.40 rem dengan servo-hidrolik drive yang lentur. (Foto dari Reinhardt Maschinenbau karya, 7032 Sindelfingen, Jerman)
Gambar 16.14 dan 16.15 menunjukkan contoh kerja produksi profil.
Gambar 16.14 Contoh Kerja produksi profil dengan objek bending rem
16.12 Mesin BendingTabel 16.9 (lanjutan)2.1 Tiga-roll mesin bendingDengan tiga-roll objek bending mesin yang lebih rendah gulungan (1 dan 3) didorong secara mekanis. Bagian atas roll menganggur, tanpa drive. Untuk memungkinkan panjang jadi pipa yang akan dihapus, salah satu dukungan untuk gulungan ini dapat berayun terbuka.
dukungan dibuka (Herkules-Werke karya)
Gulungan Asymmetric tata letak gulungan 1 rendah, 2 atas roll, 3 lentur gulungan2.2 baja Profil objek bending mesinDengan mesin tersebut, sumbu gulungan disusun
vertikal.Gulungan terdiri dari komponen yang terpisah. Ini
berarti mereka dapat disesuaikan dengan bentukprofil yang akan diproduksi, menggunakan cincin spacer.
Sumbu dari dua motor-driven sisi gulungandidukung di dua tempat, setelah jatuh di badan mesin dan sekali di judul bab tersebut.Roll tengah non-powered dapat disesuaikanradial. Profil objek bending mesin (Herkules-Werke bekerja)
16.13 Latihan pada Bab 1616.13 Latihan pada Bab 161.Apa jenis proses bending yang berbeda yang ada?
2.Bagaimana panjang kosong ditentukan?
3.Apa objek bending mesin kau tahu?
4.Nama tiga proses bending utama.
5.Apa jenis benda kerja yang diproduksi menggunakan roll bending?
6.Apa mesin roll bending dilakukan pada?
7.Apa mesin manik-manik yang digunakan untuk?Google Translate for Business:Translator Toolkit