bab i pendahuluan 1.1.latar belakang pendirian pabrikeprints.ums.ac.id/53433/15/naskah bab i.pdf ·...
TRANSCRIPT
Tugas Akhir
Prarancangan Pabrik Ferrosulfate Heptahydrate dari Pickling Liquor dan Asam Sulfat Kapasitas 25.000 ton/tahun
Esti Rahayu Teknik Kimia UMS D 500 120 010
1
BAB I
PENDAHULUAN
1.1.Latar Belakang Pendirian Pabrik
Perkembangan industri di Indonesia semakin lama semakin meningkat, hal
ini disebabkan karena terbukanya pasar bebas di seluruh dunia. Semakin
majunya semua sektor industri di Indonesia, termasuk salah satunya adalah
industri kimia yang semakin banyak berdiri di Indonesia. Sektor industri
sangat membantu pertumbuhan ekonomi dalam suatu negara, tetapi industri
juga akan menyebabkan limbah yang akan merusak lingkungan. Oleh karena
itu harus ada pengolahan limbah yang tepat agar limbah tersebut menjadi
berguna dan bermanfaat.
Buangan limbah baja atau biasa disebut juga dengan pickling liquor
merupakan limbah yang menjadi masalah pencemaran lingkungan. Oleh
karena itu perlu diupayakan secara teknis dan ekonomis proses-proses
pengolahan limbah pickling liquor.
Industri Ferrosulfate Heptahydrate merupakan industri yang tepat untuk
pengolahan limbah pickling liquor. Dalam perdagangan Ferrosulfate
Heptahydrate biasa disebut juga dengan green copperas. Penggunaan
Ferrosulfate Heptahydrate biasa digunakan dalam industri tekstil, farmasi,
bahkan pembuat tinta dan masih banyak lagi yang lainnya.
Ferrosulfate Heptahydrate (green copperas) merupakan salah satu bahan
kimia yang tepat untuk di produksi di Indonesia, ini dikarenakan banyaknya
permintaan pasar dengan bahan tersebut. Sampai saat ini di Indonesia masih
sedikit pabrik Ferrosulfate Heptahydrate, sehingga untuk memenuhi
kebutuhan dalam negeri haruslah mengimpor dari luar negeri. Oleh karena itu
perlu didirikan pabrik Ferrosulfate Heptahydrate yang diharapkan dapat
memberikan keuntungan sebagai berikut:
2 Tugas Akhir
Prarancangan Pabrik Ferrosulfate Heptahydrate dari Pickling Liquor dan Asam Sulfat Kapasitas 25.000 ton/tahun
Esti Rahayu Teknik Kimia UMS D 500 120 010
1. Dapat memenuhi kebutuhan Ferrosulfate Heptahydrate dalam negeri.
2. Mengurangi limbah pabrik baja karena bahan utama dari Ferrosulfate
Heptahydrate itu sendiri adalah limbah pabrik baja.
3. Memberikan kesempatan untuk berdirinya pabrik lain yang akan
menggunakan bahan dari Ferrosulfate Heptahydrate.
1.2.Penentuan Kapasitas Produksi
Kapasitas produksi biasa disebut juga dengan jumlah maksimum output
yang dapat diproduksi dalam satuan waktu tertentu. Ada beberapa faktor yang
mempengaruhi dalam pemilihan kapasitas produksi pabrik Ferrosulfate
Heptahydrate, antara lain:
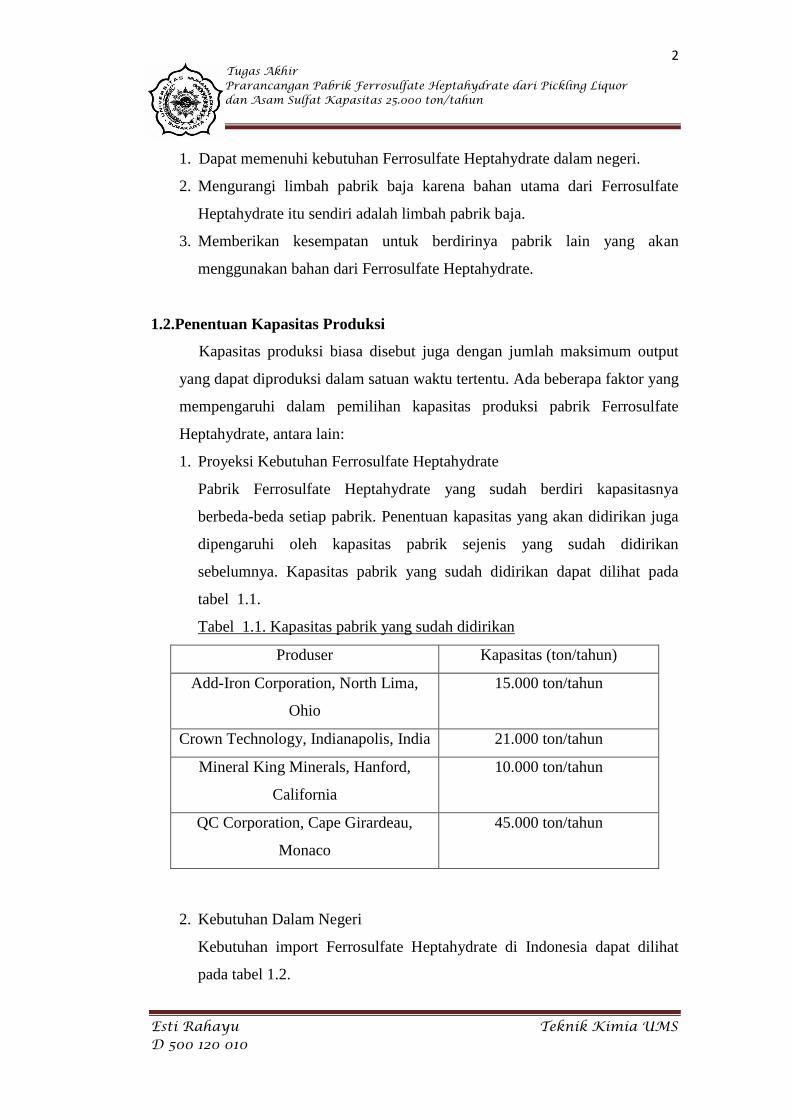
1. Proyeksi Kebutuhan Ferrosulfate Heptahydrate
Pabrik Ferrosulfate Heptahydrate yang sudah berdiri kapasitasnya
berbeda-beda setiap pabrik. Penentuan kapasitas yang akan didirikan juga
dipengaruhi oleh kapasitas pabrik sejenis yang sudah didirikan
sebelumnya. Kapasitas pabrik yang sudah didirikan dapat dilihat pada
tabel 1.1.
Tabel 1.1. Kapasitas pabrik yang sudah didirikan
Produser Kapasitas (ton/tahun)
Add-Iron Corporation, North Lima,
Ohio
15.000 ton/tahun
Crown Technology, Indianapolis, India 21.000 ton/tahun
Mineral King Minerals, Hanford,
California
10.000 ton/tahun
QC Corporation, Cape Girardeau,
Monaco
45.000 ton/tahun
2. Kebutuhan Dalam Negeri
Kebutuhan import Ferrosulfate Heptahydrate di Indonesia dapat dilihat
pada tabel 1.2.
3 Tugas Akhir
Prarancangan Pabrik Ferrosulfate Heptahydrate dari Pickling Liquor dan Asam Sulfat Kapasitas 25.000 ton/tahun
Esti Rahayu Teknik Kimia UMS D 500 120 010
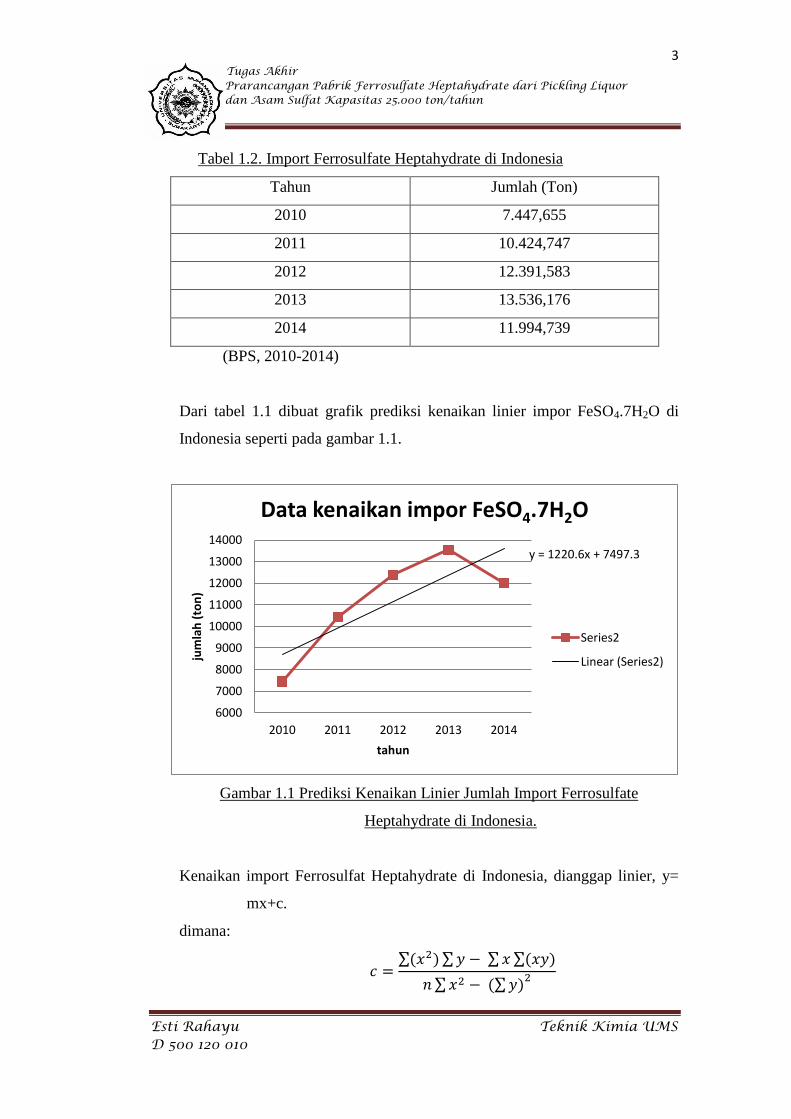
Tabel 1.2. Import Ferrosulfate Heptahydrate di Indonesia
Tahun Jumlah (Ton)
2010 7.447,655
2011 10.424,747
2012 12.391,583
2013 13.536,176
2014 11.994,739
(BPS, 2010-2014)
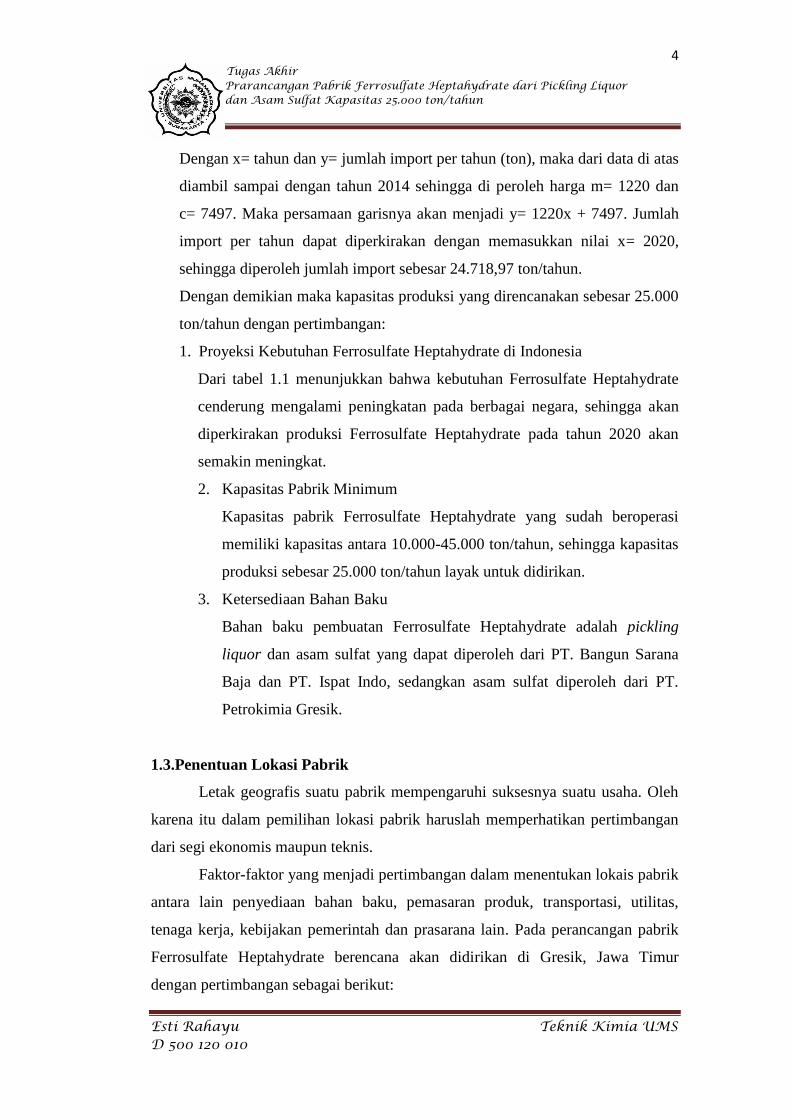
Dari tabel 1.1 dibuat grafik prediksi kenaikan linier impor FeSO4.7H2O di
Indonesia seperti pada gambar 1.1.
Gambar 1.1 Prediksi Kenaikan Linier Jumlah Import Ferrosulfate
Heptahydrate di Indonesia.
Kenaikan import Ferrosulfat Heptahydrate di Indonesia, dianggap linier, y=
mx+c.
dimana:
y = 1220.6x + 7497.3
6000
7000
8000
9000
10000
11000
12000
13000
14000
2010 2011 2012 2013 2014
jum
lah
(to
n)
tahun
Data kenaikan impor FeSO4.7H2O
Series2
Linear (Series2)
4 Tugas Akhir
Prarancangan Pabrik Ferrosulfate Heptahydrate dari Pickling Liquor dan Asam Sulfat Kapasitas 25.000 ton/tahun
Esti Rahayu Teknik Kimia UMS D 500 120 010
Dengan x= tahun dan y= jumlah import per tahun (ton), maka dari data di atas
diambil sampai dengan tahun 2014 sehingga di peroleh harga m= 1220 dan
c= 7497. Maka persamaan garisnya akan menjadi y= 1220x + 7497. Jumlah
import per tahun dapat diperkirakan dengan memasukkan nilai x= 2020,
sehingga diperoleh jumlah import sebesar 24.718,97 ton/tahun.
Dengan demikian maka kapasitas produksi yang direncanakan sebesar 25.000
ton/tahun dengan pertimbangan:
1. Proyeksi Kebutuhan Ferrosulfate Heptahydrate di Indonesia
Dari tabel 1.1 menunjukkan bahwa kebutuhan Ferrosulfate Heptahydrate
cenderung mengalami peningkatan pada berbagai negara, sehingga akan
diperkirakan produksi Ferrosulfate Heptahydrate pada tahun 2020 akan
semakin meningkat.
2. Kapasitas Pabrik Minimum
Kapasitas pabrik Ferrosulfate Heptahydrate yang sudah beroperasi
memiliki kapasitas antara 10.000-45.000 ton/tahun, sehingga kapasitas
produksi sebesar 25.000 ton/tahun layak untuk didirikan.
3. Ketersediaan Bahan Baku
Bahan baku pembuatan Ferrosulfate Heptahydrate adalah pickling
liquor dan asam sulfat yang dapat diperoleh dari PT. Bangun Sarana
Baja dan PT. Ispat Indo, sedangkan asam sulfat diperoleh dari PT.
Petrokimia Gresik.
1.3.Penentuan Lokasi Pabrik
Letak geografis suatu pabrik mempengaruhi suksesnya suatu usaha. Oleh
karena itu dalam pemilihan lokasi pabrik haruslah memperhatikan pertimbangan
dari segi ekonomis maupun teknis.
Faktor-faktor yang menjadi pertimbangan dalam menentukan lokais pabrik
antara lain penyediaan bahan baku, pemasaran produk, transportasi, utilitas,
tenaga kerja, kebijakan pemerintah dan prasarana lain. Pada perancangan pabrik
Ferrosulfate Heptahydrate berencana akan didirikan di Gresik, Jawa Timur
dengan pertimbangan sebagai berikut:
5 Tugas Akhir
Prarancangan Pabrik Ferrosulfate Heptahydrate dari Pickling Liquor dan Asam Sulfat Kapasitas 25.000 ton/tahun
Esti Rahayu Teknik Kimia UMS D 500 120 010
Gambar 1.2. Peta Lokasi Pabrik Ferrosulfate Heptahydrate
1.3.1. Ketersediaan Bahan Baku
Bahan baku utama yaitu pickling liquor yang diperoleh dari PT. Bangun
Sarana Baja dan PT. Ispat Indo, sedangkan asam sulfat diperoleh dari PT.
Petrokimia Gresik.
1.3.2. Pemasaran Produk
Faktor lain yang diperhatikan adalah letak daerah pabrik yang
membutuhkan Ferrosulfate Heptahydrate. Pabrik yang membutuhkan
Ferrosulfate Heptahydrate di sekitar Gresik dapat dilihat pada tabel 1.3.
Tabel 1.3. Konsumen Ferrosulfate Heptahydrate di Indonesia
Industri Lokasi
PT. Colorpark Indonesia Sidoarjo, Jawa Timur
PT. Intimas Wisesa Surabaya, Jawa Timur
PT. Eastentex Pandaan, Jawa Timur
PT. Tekstil Kasrie Pasuruan, Jawa imur
1.3.3. Tenaga Kerja
Gresik merupakan daerah industri dengan kepadatan penduduk yang
cukup tinggi, sehingga di Gresik akan menjamin ketersediaan tenaga kerja
yang terampil dan murah. Namun ada beberapa hal yang perlu
diperhatikan juga yaitu antara lain kuantitas tenaga kerja, kualitas tenaga
kerja, besar upah minimum, jam kerja, keahlian, dan produktifitas kerja.
1.3.4. Penyediaan Sarana Utilitas
6 Tugas Akhir
Prarancangan Pabrik Ferrosulfate Heptahydrate dari Pickling Liquor dan Asam Sulfat Kapasitas 25.000 ton/tahun
Esti Rahayu Teknik Kimia UMS D 500 120 010
Sarana utilitas diperlukan bagi kelancaran proses produksi dalam suatu
pabrik antara lain air, tenaga listrik, penyediaan uap dan udara tekan.
1.3.5. Sarana Transportasi
Sarana transportasi sangat diperlukan dalam proses peneydiaan bahan
baku dan pemasaran produk. Dengan lokasi pabrik di Gresik yang terdapat
jalan raya, rel kereta api dan pelabuhan laut yang memadai maka
pemilihan lokasi dirasa sudah tepat.
1.3.6. Kebijakan Pemerintah
Pendirian pabrik memerlukan pertimbangan faktor kepentingan
pemerintah yang terkait di dalamnya. Kebijaksanaa pengembangan
industri dan hubungannya dengan pemerataan kesempatan kerja serta
hasil-hasil pembangunan.
1.4.Tinjauan Pustaka
1.4.1. Macam-Macam Proses
Proses pembuatan Ferrosulfate Heptahydrate dapat dilakukan dengan dua
macam proses yaitu:
1. Hasil samping pembuatan Titanium Dioksida
Pada proses ini konsentrat ilemenit direaksikan dengan asam sulfat 80-
90%. Operasi ini dapat dilakukan secara kontinyu maupun secara
batch. Pada suhu 1600
C terjadi reaksi eksoterm. Reaksi yang terjadi:
FeTiO3 + 2H2SO4 TiOSO4 + FeSO4 + H2O…………………...(1)
Untuk mengurangi kandungan asam ditambahkan besi ke dalam
larutan. Reaksi yang terjadi adalah:
2TiOSO4 + Fe + 2H2SO4 Ti2(SO4)3 + FeSO4 + 2H2O …...(2)
Setelah dilakukan pendinginan terjadi endapan Ferrosulfate berbentuk
Kristal. Perubahan struktur karena pendingin yaitu:
FeSO4 + 2H2O FeSO42H20 FeSO4 + 4H2O
FeSO47H2O…………………………………………………………..(3)
160 0C
64 0C
56 0C
7 Tugas Akhir
Prarancangan Pabrik Ferrosulfate Heptahydrate dari Pickling Liquor dan Asam Sulfat Kapasitas 25.000 ton/tahun
Esti Rahayu Teknik Kimia UMS D 500 120 010
Titanium Sulfat berubah kembali menjadi asam metatitanic dan
mengendap dengan penambahan air. Reaksi yang terjadi yaitu:
TiOSO4 + 2H2O H2TiO3 + H2SO4 …………………………...(4)
Endapan dibakar untuk menghilangkan air dan residu SO3.
Pembakaran dilakukan di atas suhu 9500C dan akan menghasilkan
titanium dioksida, TiO2 (Kirk&Othmer, 1997).
2. Proses Steel-Pickling
Proses pembuatan Ferrosulfate Heptahydrate dari pickling liquor dan
asam sulfat dilakukan di dalam reaktor alir berpengaduk yang
beroperasi pada temperature 85 0C. Kondisi operasi dijaga pada
temperature 85 0C, hal ini dikarenakan agar tidak terjadi oksidasi
Ferrosulfate menjadi Ferrisulfate. Waktu reaksi yang dibutuhkan
selama 4 jam (US Patent, 0281732). Tekanan operasi sebesar 1 atm,
karena pada tekanan ini sudah bias menghasilkan produk maka dengan
kenaikan tekanan tidak akan berpengaruh. Pada kondisi ini kemurnian
produk yang dihasilkan adalah sebesar 99% berat. Kemudian hasil
reaksi di reaktor akan dipekatkan dalam evaporator pada suhu 100 0C
dan tekanan 1 atm. Kemudian proses dilanjutkan dengan pengkristalan
sampai dengan suhu 35 0C dengan waktu pendinginan kristalisasi
selama 4-9 jam. Kemudian kristal disaring dan larutan induk
dikembalikan ke dalam evaporator. Kristal kemudian akan pecah dan
di saring, kemudian dikeringkan dengan udara panas pada suhu 50 0C
dalam rotary dryer (US Patent, 0281732).
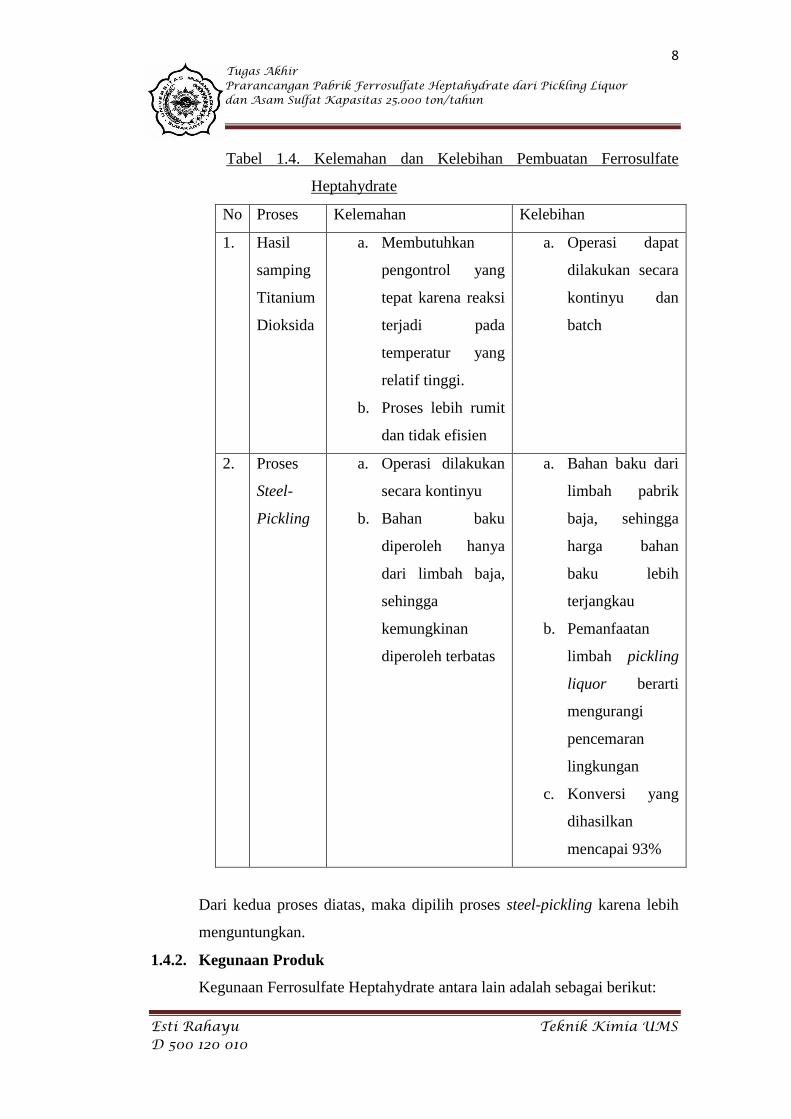
Kelemahan dan kelebihan pembuatan Ferrosulfate Heptahydrate dapat
dilihat pada tabel berikut:
8 Tugas Akhir
Prarancangan Pabrik Ferrosulfate Heptahydrate dari Pickling Liquor dan Asam Sulfat Kapasitas 25.000 ton/tahun
Esti Rahayu Teknik Kimia UMS D 500 120 010
Tabel 1.4. Kelemahan dan Kelebihan Pembuatan Ferrosulfate
Heptahydrate
No Proses Kelemahan Kelebihan
1. Hasil
samping
Titanium
Dioksida
a. Membutuhkan
pengontrol yang
tepat karena reaksi
terjadi pada
temperatur yang
relatif tinggi.
b. Proses lebih rumit
dan tidak efisien
a. Operasi dapat
dilakukan secara
kontinyu dan
batch
2. Proses
Steel-
Pickling
a. Operasi dilakukan
secara kontinyu
b. Bahan baku
diperoleh hanya
dari limbah baja,
sehingga
kemungkinan
diperoleh terbatas
a. Bahan baku dari
limbah pabrik
baja, sehingga
harga bahan
baku lebih
terjangkau
b. Pemanfaatan
limbah pickling
liquor berarti
mengurangi
pencemaran
lingkungan
c. Konversi yang
dihasilkan
mencapai 93%
Dari kedua proses diatas, maka dipilih proses steel-pickling karena lebih
menguntungkan.
1.4.2. Kegunaan Produk
Kegunaan Ferrosulfate Heptahydrate antara lain adalah sebagai berikut:
9 Tugas Akhir
Prarancangan Pabrik Ferrosulfate Heptahydrate dari Pickling Liquor dan Asam Sulfat Kapasitas 25.000 ton/tahun
Esti Rahayu Teknik Kimia UMS D 500 120 010
1. Water Treatment
Ferrosulfate Heptahydrate digunakan sebagai koagulan, menghasilkan
flok yang berat dan cepat mengendap.
2. Pembuatan Tinta Cetak
Ferrosulfate Heptahydrate digunakan sebagai pengental tinta.
3. Industri Tekstil
Ferrosulfate Heptahydrate digunakan untuk proses pencampuran warna
tekstil.
4. Iron Oxide Pigment
Ferrosulfate Heptahydrate digunakan sebagai bahan baku produksi
iron oxide pigment.
5. Garam Ferrousulfat
Ferrosulfate Heptahydrate digunakan untuk menentukan air kristal
dalam Garam Mohr hasil sintesa.
1.4.3. Sifat Fisis dan Kimia
1.4.3.1.Bahan Baku
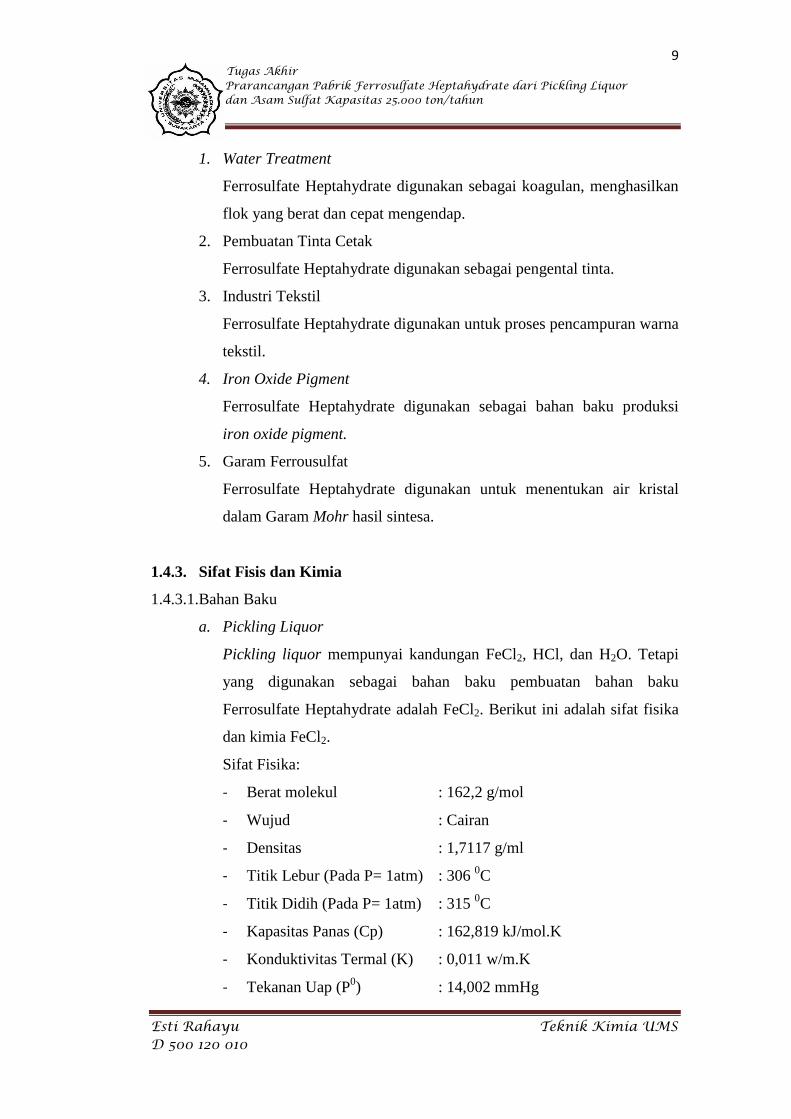
a. Pickling Liquor
Pickling liquor mempunyai kandungan FeCl2, HCl, dan H2O. Tetapi
yang digunakan sebagai bahan baku pembuatan bahan baku
Ferrosulfate Heptahydrate adalah FeCl2. Berikut ini adalah sifat fisika
dan kimia FeCl2.
Sifat Fisika:
- Berat molekul : 162,2 g/mol
- Wujud : Cairan
- Densitas : 1,7117 g/ml
- Titik Lebur (Pada P= 1atm) : 306 0C
- Titik Didih (Pada P= 1atm) : 315 0C
- Kapasitas Panas (Cp) : 162,819 kJ/mol.K
- Konduktivitas Termal (K) : 0,011 w/m.K
- Tekanan Uap (P0) : 14,002 mmHg
10 Tugas Akhir
Prarancangan Pabrik Ferrosulfate Heptahydrate dari Pickling Liquor dan Asam Sulfat Kapasitas 25.000 ton/tahun
Esti Rahayu Teknik Kimia UMS D 500 120 010
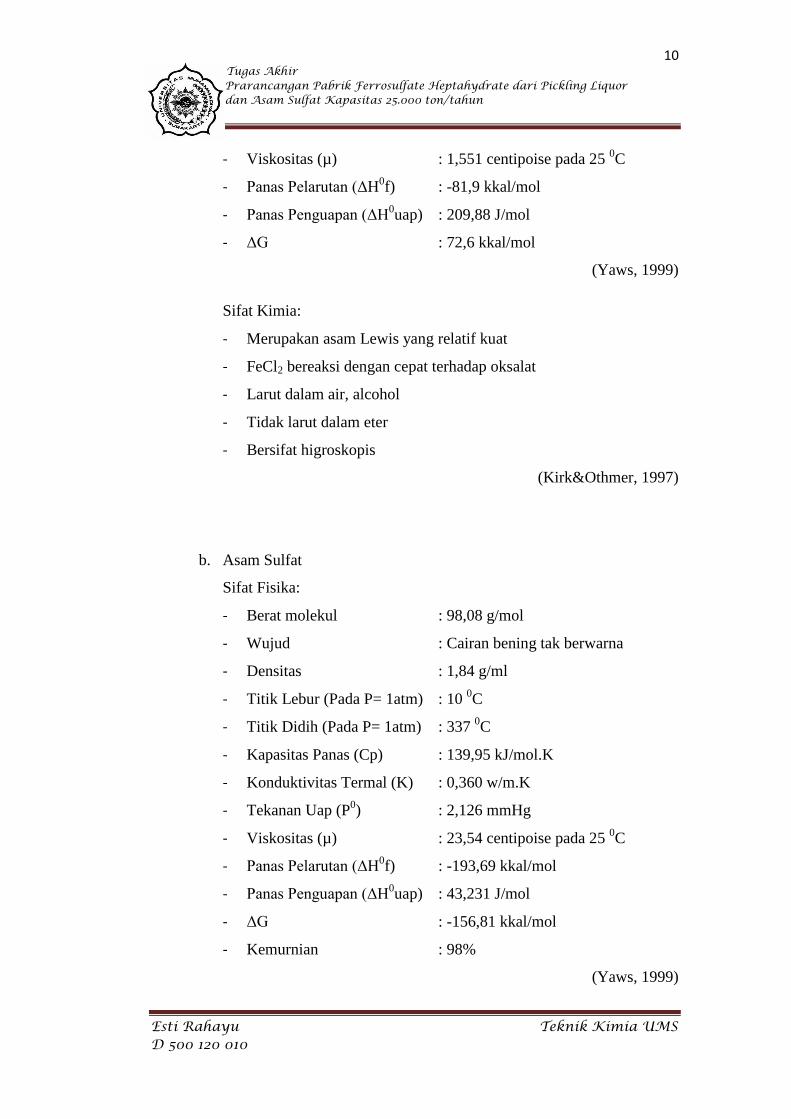
- Viskositas (µ) : 1,551 centipoise pada 25 0C
- Panas Pelarutan (ΔH0f) : -81,9 kkal/mol
- Panas Penguapan (ΔH0uap) : 209,88 J/mol
- ΔG : 72,6 kkal/mol
(Yaws, 1999)
Sifat Kimia:
- Merupakan asam Lewis yang relatif kuat
- FeCl2 bereaksi dengan cepat terhadap oksalat
- Larut dalam air, alcohol
- Tidak larut dalam eter
- Bersifat higroskopis
(Kirk&Othmer, 1997)
b. Asam Sulfat
Sifat Fisika:
- Berat molekul : 98,08 g/mol
- Wujud : Cairan bening tak berwarna
- Densitas : 1,84 g/ml
- Titik Lebur (Pada P= 1atm) : 10 0C
- Titik Didih (Pada P= 1atm) : 337 0C
- Kapasitas Panas (Cp) : 139,95 kJ/mol.K
- Konduktivitas Termal (K) : 0,360 w/m.K
- Tekanan Uap (P0) : 2,126 mmHg
- Viskositas (µ) : 23,54 centipoise pada 25 0C
- Panas Pelarutan (ΔH0f) : -193,69 kkal/mol
- Panas Penguapan (ΔH0uap) : 43,231 J/mol
- ΔG : -156,81 kkal/mol
- Kemurnian : 98%
(Yaws, 1999)
11 Tugas Akhir
Prarancangan Pabrik Ferrosulfate Heptahydrate dari Pickling Liquor dan Asam Sulfat Kapasitas 25.000 ton/tahun
Esti Rahayu Teknik Kimia UMS D 500 120 010
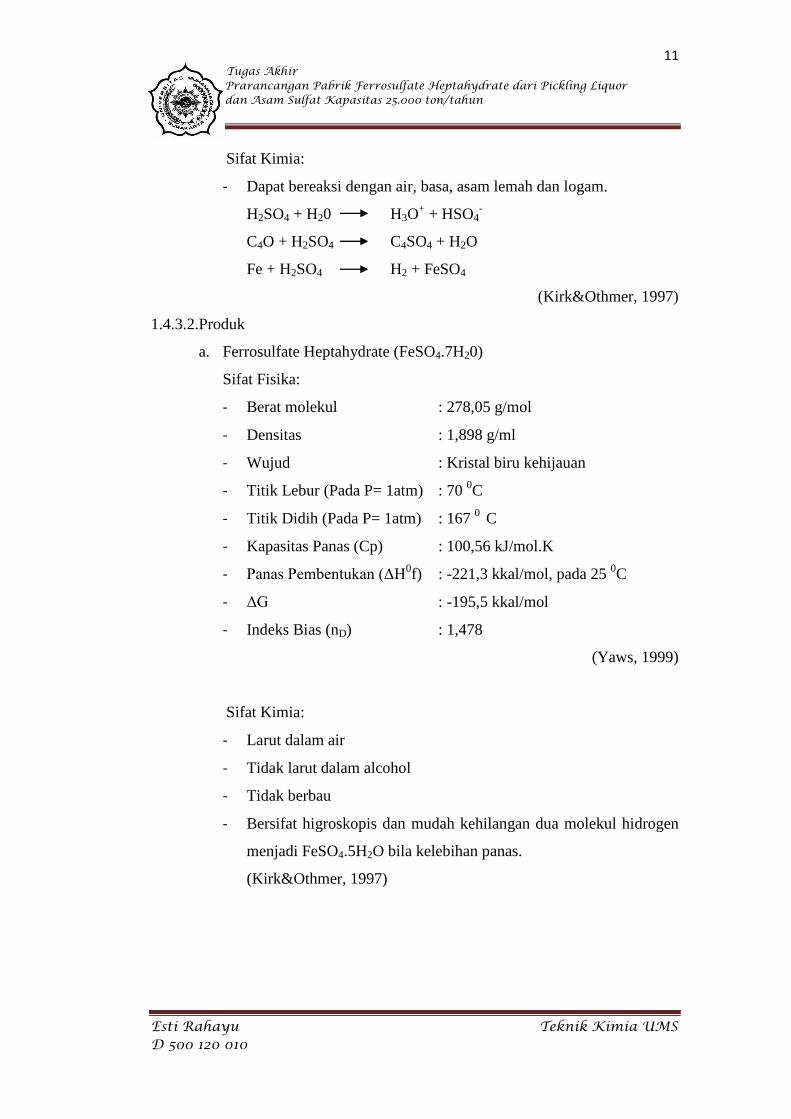
Sifat Kimia:
- Dapat bereaksi dengan air, basa, asam lemah dan logam.
H2SO4 + H20 H3O+ + HSO4
-
C4O + H2SO4 C4SO4 + H2O
Fe + H2SO4 H2 + FeSO4
(Kirk&Othmer, 1997)
1.4.3.2.Produk
a. Ferrosulfate Heptahydrate (FeSO4.7H20)
Sifat Fisika:
- Berat molekul : 278,05 g/mol
- Densitas : 1,898 g/ml
- Wujud : Kristal biru kehijauan
- Titik Lebur (Pada P= 1atm) : 70 0C
- Titik Didih (Pada P= 1atm) : 167 0 C
- Kapasitas Panas (Cp) : 100,56 kJ/mol.K
- Panas Pembentukan (ΔH0f) : -221,3 kkal/mol, pada 25
0C
- ΔG : -195,5 kkal/mol
- Indeks Bias (nD) : 1,478
(Yaws, 1999)
Sifat Kimia:
- Larut dalam air
- Tidak larut dalam alcohol
- Tidak berbau
- Bersifat higroskopis dan mudah kehilangan dua molekul hidrogen
menjadi FeSO4.5H2O bila kelebihan panas.
(Kirk&Othmer, 1997)

12 Tugas Akhir
Prarancangan Pabrik Ferrosulfate Heptahydrate dari Pickling Liquor dan Asam Sulfat Kapasitas 25.000 ton/tahun
Esti Rahayu Teknik Kimia UMS D 500 120 010
Gambar 1.3. Produk Ferrosulfate Heptahydrate
1.4.4. Tinjauan Proses
Proses pembuatan Ferrosulfate Heptahydrate dari pickling liquor
dan asam sulfat dimulai dari pengenceran asam sulfat 98% yang berasal
dari tangki penyimpanan hingga menjadi konsetrasi 30% di dalam sebuah
tangki pencampur/mixer yang kemudian diumpankan ke reaktor. Pickling
liquor yang berasal dari tangki penyimpanan juga dialirkan ke dalam
reaktor.
Di dalam reaktor, akan terjadi reaksi antara asam sulfat dan
pickling liquor pada suhu 85°C dan pada tekanan 1 atm. Reaksi yang
terjadi dalam reaktor adalah reaksi endotermis sehingga untuk menjaga
suhu agar tetap 85°C perlu dilakukan pemanasan menggunakan steam
yang dilewatkan pada koil. Hasil reaksi kemudian dialirkan menuju
evaporator yang berfungsi untuk menguapkan sebagian air yang
terkandung. Di dalam evaporator, air dan asam klorida diuapkan pada suhu
100oC. Senyawa yang tidak menguap kemudian dialirkan menuju
kristaliser untuk proses pembentukan kristal. Kristal yang terbentuk masih
tercampur dengan mother liquornya oleh karena itu dilakukan tahap
pemisahan dengan melewati centrifuge dan dryer.
Didalam centrifuge kristal yang terbentuk dipisahkan dengan
mother liquornya dengan bantuan air pencuci. Kemudian kristal yang lolos
akan dilanjutkan dengan proses pengeringan di dalam dryer sehingga
diperoleh produk dengan kemurnian 99%.