analisis line balancing produksi kain ryp2029...
TRANSCRIPT
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
ANALISIS LINE BALANCING PRODUKSI KAIN RYP2029 PADA DEPARTEMEN WEAVING II PT. KUSUMAHADI SANTOSA
TUGAS AKHIR
Diajukan untuk Memenuhi Persyaratan Meraih Gelar Ahli Madya Ekonomi Diploma III pada Jurusan Manajemen Industri Fakultas Ekonomi
Universitas Sebelas Maret Surakarta
Oleh :
Ignatius Doddy Wijayanto
F3508077
PROGRAM STUDI DIII MANAJEMEN INDUSTRI
FAKULTAS EKONOMI
UNIVERSITAS SEBELAS MARET
SURAKARTA
2011
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
HALAMAN PERSETUJUAN
ANALISIS LINE BALANCING PRODUKSI KAIN RYP 2029 PADA
DEPARTEMEN WEAVING II PT.KUSUMAHADI SANTOSA
Surakarta, 29 Juli 2011
Telah disetujui oleh Dosen Pembimbing
REZA RAHARDIAN, SE, Msi
NIP. 19740609 200012 1 001
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
HALAMAN PENGESAHAN
Tugas Akhir dengan Judul :
ANALISIS LINE BALANCING PRODUKSI KAIN RYP 2029 PADA
DEPARTEMEN WEAVING II PT.KUSUMAHADI SANTOSA
Telah disahkan oleh Tim Penguji Tugas Akhir Program Studi Diploma III Manajemen Industri, Fakultas Ekonomi, Universitas Negeri Sebelas Maret,
Surakarta.
Surakarta, 29 Juli 2011
Drs. Karsono, Msi (............................)
NIP. 19600108 198601 1 001 Penguji
Reza Rahardian, SE, MSi (..........................)
NIP. 19740609 200012 1 001 Pembimbing
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
MOTTO
“Sebuah tujuan tanpa perencanaan hanya menjadi harapan ”
(penulis)
“Sedikit pengetahuan disertai tindakan adalah lebih berharga daripada
banyak pengetahuan namun tak ada tindakan apapun”
(Kahlil Gibran)
“Mengetahui kekurangan diri kita sendiri adalah tangga buat mencapai cita-
cita, berusahalah terus untuk mengisi kekurangan adalah keberanian yang
luar biasa”
(Prof. Dr. Hamka)

perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
PERSEMBAHAN
Dengan segala kerendahan hati penulis mempersembahkan Tugas Akhir
ini kepada:
1. Kedua orangtuaku tercinta yang telah memberikan do’a, kasih sayang,
kesabaran, pengorbanan dan kebahagiaan yang begitu indah dalam
hidupku.
2. Kakak-kakakku, terima kasih atas dukungan, bantuan dan do’a yang
selalu mengiringi setiap langkahku.
3. Segenap Tim Harmony Monster Skutik Solo dan Izzmaspeed yang telah
memberikan semangat, dukungan dan do’a sehingga menjadi cambuk dan
inspirasi dalam menyelesaikan Tugas Akhir.
4. Teman-temanku Ingga, Kanthi, Galih Adi, Sholeh, Rizky, Heri dan yang
tidak bisa saya sebutkan namanya satu persatu semoga tetap kompak
selalu.
5. Teman-teman Manajemen Industri angkatan ’08, terima kasih atas
kebersamaan, keceriaan dan kekompakannya selama ini, kalian adalah yang
terbaik.
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
KATA PENGANTAR
Salam sejahtera bagi kita semua.
Puji dan syukur yang tak terhingga penulis panjatkan pada Tuhan Yang
Maha Esa, atas segala karuniaNya sehingga penulis dapat menyelesaikan
tugas akhir ini.
Tugas akhir dengan judul “Analisis Line Balancing Produksi Kain RYP 2029
Pada Departemen Weaving II PT.Kusumahadi Santosa ” ini disusun dengan
maksud untuk melengkapi syarat-syarat guna memperoleh gelar Ahli Madya
(A.md).
Penulis menyadari sepenuhnya akan keterbatasan penulis dalam
menyusun tugas akhir ini, maka tidak mudah bagi penulis untuk menyelesaikan
tugas akhir ini tanpa bantuan dari banyak pihak. Akhirnya penulis
menyampaikan ungkapan dan ucapan terima kasih kepada:
1. Bapak Prof. Dr. Wisnu Untoro. selaku Dekan Fakultas Ekonomi,
Universitas Sebelas Maret Surakarta.
2. Ibu. Sinto Sunaryo SE, M.Si. selaku Ketua Program Studi Manajemen
Industri, Diploma III, Fakultas Ekonomi , Universitas Sebelas Maret
Surakarta.
3. Ibu Sinto Sunaryo SE, MSi. selaku pembimbing akademik, yang telah
menyediakan waktu untuk membimbing penulis sehingga tugas akhir ini
selesai sesuai rencana.
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
4. Bapak Reza Rahardian, SE, MSi selaku pembimbing tugas akhir.
Sebagai ungkapan terima kasih atas kebaikan, ketenangan dan
kesabaran beliau yang luar biasa selama memberikan bimbingan,
sehingga tugas akhir ini dapat terselesaikan sesuai rencana penulis.
5. Bapak Edi selaku Manager Personalia PT. Kusumahadi Santosa, yang
telah berkenan memberikan izin kepada penulis untuk melakukan
magang kerja di PT. Kusumahadi Santosa.
6. Bapak Ndondon selaku Manager Weaving 1 dan 2 PT. Kusumahadi
Santosa.
7. Ibu Setiyowati selaku Ka.Sie. Adm dan QC Weaving 1 dan 2 atas
bimbingan dan bantuannya dalam mencarikan data.
8. Bapak dan Ibu selaku staff dan karyawan di Departemen Weaving 2
yang telah membantu penulis dalam pencarian data.
9. Dan semua pihak yang tidak sempat penulis sebutkan satu persatu.
Semoga segala bentuk bantuan dan amal baik dari seluruh pihak diatas
mendapatkan balasan pahala yang lebih besar dari Tuhan Yang Maha Esa.
Penulis juga berharap adanya sumbang, saran maupun kritik yang bersifat
membangun dari semua pihak untuk perbaikan tugas akhir ini. Semoga Tuhan
Yang Maha Esa senantiasa memberikan petunjuk kepada hamba-Nya yang
sedang menuntut ilmu.
Surakarta, 12 juli 2011
Penulis
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
DAFTAR ISI
Halaman
HALAMAN JUDUL ........................................................................... i
ABSTRAK ......................................................................................... ii
HALAMAN PERSETUJUAN ........................................................... iii
HALAMAN PENGESAHAN ............................................................. iv
MOTTO .............................................................................................. v
PERSEMBAHAN .............................................................................. vi
KATA PENGANTAR ........................................................................ vii
DAFTAR ISI ...................................................................................... ix
DAFTAR TABEL .............................................................................. x
DAFTAR GAMBAR .......................................................................... xi
DAFTAR LAMPIRAN . ....................................................................... xii
BAB I. PENDAHULUAN
A. Latar Belakang Masalah .............................................. 1
B. Rumusan Masalah ........................................................ 4
C. Tujuan Penelitian .......................................................... 4
D. Manfaat Penelitian ........................................................ 5
E. Metode Penelitian .......................................................... 6
F. Alur Pemikiran ............................................................... 10
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
BAB II. TINJAUAN PUSTAKA
A. Layout Fasilitas Produksi ............................................ 12
B. Keseimbangan Lini ...................................................... 21
C. Efisiensi ......................................................................... 27
BAB III. DESKRIPSI OBJEK PENELITIAN DAN PEMBAHASAN
A. Deskripsi Objek Penelitian .......................................... 29
1. Gambaran umum PT.Kusumahadi Santosa ............. 29
2. Tujuan PT.Kusumahadi Santosa .............................. 33
3. Lokasi PT.Kusumahadi Santosa .............................. 36
4. Lay Out PT.Kusumahadi Santosa ............................ 37
5. Aspek Personalia ...................................................... 39
6. Struktur Organisasi dan Job Description .................. 43
7. Aspek Produksi ......................................................... 51
B. Laporan Magang Kerja ................................................ 54
1. Tempat dan Waktu Pelaksanaan Magang ............. 54
2. Kegiatan Magang Kerja ......................................... 54
C. Analisis Efisiensi dan Pembahasan Masalah ........... 56
BAB IV. PENUTUP
A. Kesimpulan ................................................................... 66
B. Saran .............................................................................. 67
DAFTAR PUSTAKA
LAMPIRAN
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
DAFTAR TABEL
Tabel 3.1 Keterangan layout PT. Kusumahadi Santosa ................. 38
Tabel 3.2 Jumlah tenaga kerja PT. Kusumahadi Santosa ............. 40
Tabel 3.3 Jumlah tenaga kerja weaving II ....................................... 40
Tabel 3.4 Urutan pekerjan dan waktu penyelesaiaan produksi kain
RYP 2029 Departemen weaving II ................................. 58
Tabel 3.5 Perhitungan keseimbangan lini menggunakan metode
Heuristik .......................................................................... 63
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
DAFTAR GAMBAR
Gambar 1.1 Alur pemikiran ............................................................... 10
Gambar 2.1 Diagram jaringan kerja .................................................. 24
Gambar 2.2 Stasiun kerja dan elemen tugas .................................... 26
Gambar 3.1 Layout PT. Kusumahadi Santosa .................................. 37
Gambar 3.2 Struktur organisasi PT. Kusumahadi Santosa .............. 45
Gambar 3.3 Flowchart departemen weafing II .................................. 51
Gambar 3.4 Jaringan kerja proses produksi kain RYP 2029 ............. 59
Gambar 3.5 Stasiun kerja weaving II ................................................. 62
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
DAFTAR LAMPIRAN
Lampiran 1. Surat Keterangan Magang
Lampiran 2. Surat Pernyataan
Lampiran 3. Lembar Penilaian Magang
Lampiran 4. Contoh Kain
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
1
BAB I
PENDAHULUAN
A. Latar Belakang Masalah
Perusahaan merupakan suatu organisasi yang didirikan
untuk masyarakat, dengan cara menghasilkan barang atau jasa
yang dibutuhkan oleh masyarakat tersebut. Dengan pemenuhan
kebutuhan tersebut perusahaan berharap tujuannya dapat
terpenuhi. Sedangkan organisasi merupakan suatu bentuk kerja
sama beberapa orang untuk mencapai tujuan yang telah ditetapkan
bersama, yang mengacu pada suatu lembaga (institusi) atau
kelompok fungsional Sabardi ( 2001).
Dalam pencapaian tujuan yang telah ditetapkan, perusahaan
haruslah dapat mengorganisasikan sumber daya, baik uang,
bahan, tenaga kerja, mesin, peralatan, waktu secara efektif dan
efisien. Secara umum pengertian efektif adalah dengan sumber
daya yang ada dapat diusahakan terjadinya peningkatan
produktivitas, yang tentunya tidak mengabaikan kualitas produk
atau output yang dihasilkan, sedangkan efisien berarti proses
produksi yang dijalankan dapat berjalan dengan baik dengan biaya
yang relatif murah dan tepat waktu. Perkembangan globalisasi yang
terjadi sekarang ini membawa pengaruh yang cukup besar kepada
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
2
para pelaku industri. Keadaan ini mengharuskan perusahaan untuk
dapat meningkatkan competition advantage dan mampu bersaing
dengan perusahaan yang lain jika ingin tetap bertahan di dunia
usaha. Khususnya pada perusahaan manufaktur yang
menghasilkan produk untuk dikonsumsi oleh orang lain. Adapun
persaingan yang terjadi diantaranya adalah persaingan dalam
kualitas produk, kemampuan dalam memasarkan produk,
kemampuan dalam hal memproduksi dengan tepat waktu, serta
persaingan harga produk. Pada perusahaan manufaktur proses
produksi memerlukan adanya perencanaan dan pengawasan
secara berlanjut dan terus menerus.
Perencanaan produksi dapat dapat meberikan kemudahan
informasi dan pencapaian target plan yang akan dituju, misalnya
jumlah bahan baku yang akan dipakai, tenaga kerja yang
dibutuhkan, penggunaan mesin serta kualitas dan kuantitas produk.
Kualitas dan kuatitas produksi merupakan perhatian serius
sehingga memerlukan perencanaan dan pengawasan yang baik.
Di dalam perencanaan proses produksi salah satu hal yang
penting adalah penempatan fasilitas produksi atau layout, yang
memerlukan perencanaan dan pengaturan yang baik. Menurut
Yamit ( 1998 ) mendefinisikan tata letak fasilitas pabrik adalah
rencana pengaturan semua fasilitas produksi guna memperlancar
proses produksi yang efektif.
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
3
Perencanan layout yang baik haruslah efektif yang ditandai
dengan jumlah stasiun kerja yang optimal, jumlah stasiun kerja
dapat dihitung dengan analisis penyeimbangan lini (line balancing ),
keseimbangan lini ( line balancing ) mampu memberikan tingkat
efisiensi produktifitas kerja yang ditandai dengan jumlah kapasitas
produksi, stasiun kerja yang dibuat, jadwal kerja, urutan kerja,
mesin yang dipakai, sehingga dalam produksi tidak ada waktu
penundaan yang dapat menimbulkan pemborosan waktu dan
biaya produksi.
PT Kusumahadi Santosa yang berlokasi di JL. Raya Jaten
Km. 9,4 Jaten, Karanganyar, Surakarta merupakan suatu
perusahaan yang bergerak pada bidang industri, yang
memproduksi kain grey dengan bahan baku dari benang. Sifat
perusahaan ini adalah job ordering, di mana perusahaan
beroperasi atau melakukan proses produksi apabila menerima
pesanan dari pihak lain maupun dari departemen lain dalam satu
perusahaan. Dengan sifat itu tentunya perusahaan haruslah
tanggap terhadap suatu pesanan atau pun dalam trend yang
sedang terjadi. Bukan hanya tanggap dalam suatu pesanan dan
trend yang sedang terjadi, melainkan perusahaan juga harus dapat
mengatur dan menjadwal proses produksinya. Sehingga produk
yang dihasilkan dapat dikerjakan dengan baik dan tentunya
memenuhi waktu yang telah ditargetkan. Oleh karena itu,
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
4
perusahaan dapatlah menggunakan suatu metode analisis dalam
proses produksi kain RYP 2029 pada departemen weaving II, yaitu
metode analisis line balancing. Dimana metode tersebut digunakan
untuk membantu di dalam melakukan perencanaan, pengawasan
proses produksi kain RYP 2029 supaya mendapatkan waktu kerja
yang lebih efektif, penggunaan sumber daya yang lebih efisien dan
juga dapat memenuhi pesanan dengan tepat waktu.
Berdasarkan uraian diatas maka penulis mengambil judul
“ANALISIS LINE BALANCING PRODUKSI KAIN RYP 2029
PADA DEPARTEMEN WEAVING II PT. KUSUMAHADI
SANTOSA.”
B. Rumusan Masalah
Penulisan rumusan masalah digunakan penulis sebagai
acuan dalam rangka melakukan penelitian, masalah-masalah
pokok yang mendorong penulis melakukan penelitian tentang
penerapan analisis Line balancing pada PT Kusumahadi Santosa
dalam pemenuhan pesanan di bagian Printing adalah :
1. Apakah layout fasilitas produksi yang digunakan pada
departemen weaving II PT. Kusumahadi Santosa sudah efektif
dan efisien berdasarkan dengan perhitungan menggunakan
metode keseimbangan lini ?
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
5
2. Berapa stasiun kerja yang efektif untuk memperoleh
keseimbangan waktu kerja yang baik pada departemen weaving
II PT. Kusumahadi Santosa ?
C. Tujuan Penelitian
Adapun tujuan yang ingin dicapai dari penelitian ini adalah :
1. Untuk mengetahui keefektifan dan keefisienan layout fasilitas
produksi kain RYP 2029 pada departemen weaving II
berdasarkan dengan perhitungan menggunakan metode
keseimbangan lini.
2. Untuk mengetahui jumlah stasiun kerja yang optimal untuk
produksi kain RYP 2029 pada departemen weaving II PT.
Kusumahadi Santosa.
D. Manfaat Penelitian
Hasil penelitian ini diharapkan akan bermanfaat bagi PT.
Kusumahadi Santosa, bagi penulis maupun bagi pembaca. Adapun
manfaat atau kegunaan penelitian ini terdiri dari dua macam yaitu :
1. Kegunaan Teoritis
Penelitian yang dilakukan penulis ini diharapkan akan
memperoleh gambaran dan dapat mengetahui waktu serta
kegiatan yang efisien dalam proses produksi pada PT.
Kusumahadi Santosa.
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
6
2. Kegunaan Praktis
a . Bagi Penulis
Penelitian yang dilakukan penulis pada PT. Kusumahadi
Santosa ini diharapkan dapat memberi manfaat, yaitu :
1). Sebagai sarana penerapan ilmu yang diperoleh selama
studi di perguruan tinggi yang berupa teori terutama
yang berhubungan dengan penerapan masalah line
balancing.
2) Penulis mendapatkan wawasan tentang arti pentingnya
perencanaan bagi pelaksanaan aktivitas usaha terutama
dalam menentukan efektifitas dan efektifitas waktu
kegiatan produksi kain RYP 2029 .
b . Bagi Perusahaan
Dengan penelitian ini diharapkan dapat memberikan
gambaran dan pertimbangan pada perusahaan bahwa
dengan menggunakan analisis line balancing proses
produksi dapat mencapai efektivitas waktu penyelesaian.
c . Bagi Peneliti Lain.
Hasil penelitian dapat dijadikan sebagai tambahan informasi
pada umumnya dan referensi bagi mahasiswa yang akan
menyusun tugas akhir pada khususnya.
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
7
E. Metode Penelitian
1. Desain Penelitian
Pada penelitian ini, metode yang digunakan penulis yaitu
penelitian kasus atau penelitian lapangan yang mendalam
mengenai proses produksi kain RYP 2029, dalam hal ini pada
departemen weaving II PT. Kusumahadi Santosa.
2. Obyek Penelitian
Obyek penelitian yang diambil oleh penulis dalam penelitian
ini adalah tentang produksi kain RYP 2029 pada departemen
weaving II PT. Kusumahadi Santosa, yang berlokasi di JL. Raya
Jaten KM 9,4, Jaten, Karanganyar, Surakarta. Dalam hal ini
desain kasus yang digunakan/ dilakukan dengan meneliti layout
fasilitas produksi yang diterapkan dalam proses produksi kain
RYP 2029.
3. Sumber Data
Penulis melakukan penelitian pada PT. Kusumahadi Santosa
terutama pada departemen weaving II. Dalam penelitian tersebut
penulis memperoleh beberapa data yang dikemas dalam suatu
data sekunder. Di mana data sekunder adalah sebuah data yang
diperoleh dari dari catatan dan data perusahaan yang
berhubungan dengan penelitian ini. Beberapa data yang
diperoleh yaitu : laporan produksi kain RYP 2029 pada
departemen weaving II dan daftar sruktur organisasi perusahaan.

perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
8
4. Metode Pengumpulan Data
Metode pengumpulan data yang digunakan oleh peneliti
adalah dengan menggunakan metode pendokumentasian
produksi kain RYP 2029. Pendokumentasian yang dilakukan
peneliti ini, dilakukan dengan cara mendokumentasikan
beberapa data yang diberikan oleh kepala seksi bagian produksi
pada PT. Kusumahadi Santosa. Beberapa data yang diperoleh
yaitu, alur proses produksi pada departemen weaving II dan data
estimasi waktu. Pendokumentasian ini dimaksudkan untuk
melengkapi penelitian dan untuk menambah pengetahuan bagi
pihak lain.
5. Teknik Analisis Data
Teknik analisis data yang digunakan penulis sebelum
mengetahui waktu yang efisien dalam melakukan proses
produksi pada PT. Kusumahadi Santosa dengan :
a. Inventarisasi kegiatan yang ada
Mencatat semua jenis kegiatan dalam proses
produksi kain RYP 2029 dengan cara membuat tabel
yamg berisikan jenis kegiatatn-kegiatan yang
mendahului dan berurutan serta waktu penyelesaiaan
kegiatan, dengan tujuan mempermudah penilitian dalam
hal analisis data.

perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
9
b. Menggambar jaringan kerja dan membuat stasiun kerja
Setelah melakukan inventarisasi kerja, maka
dibuatlah suatu jaringan kerja untuk mempermudah
dalam menentukn jumlah stasiun kerja yang efisien.
c. Melakukan analisis keseimbangan lini
Menurut Render dan Heizer (2005), cara menentukan
besarnya tingkat keseimbangan dilakukan dengan
langkah :
1) Menentukan waktu siklus ( cycle time )
Waktu siklus (cycle time) yaitu waktu maksimal
dimana produk dapat tersedia pada setiap stasiun
kerja jika tingkat produksi dicapai:
WaktuSiklus =
2) Menghitung jumlah stasiun kerja secara teoritis
Jumlah ini merupakan waktu pengerjaan tugas
total (waktu yang dibutuhkan untuk membuat produk)
dibagi dengan waktu siklus.
∑ 2029
Dimana n merupakan jumlah tugas perakitan.
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
10
3) Menentukan efisiensi keseimbangan lini
Efesiensi keseimbangan lini dapat dihitung
dengan membagi waktu tugas total dengan jumlah
stasiun kerja yang dibutuhkan dikalikan dengan waktu
siklus :
Efisiensi = ∑
Manajer operasi membandingkan tingkat efesiensi
yang berbeda untuk stasiun kerja yang berbeda.
Dengan cara ini, perusahaan dapat menentukan
sensitivity lini produksi akan perubahan tingkat
produksi dan penugasan stasiun kerja.
4) Menentukan efektifitas
Dengan rumus :
Efektifitas =
100%
F. Alur Pemikiran
PT Kusumahadi Santosa adalah sebuah perusahaan yang
memproduksi kain RYP 2029 berbahan baku benang. Dalam
proses produksinya, perusahaan mempunyai alur dalam
menghasilkan sebuah kain grey. Alur kegiatan dapat dituangkan
dalam alur pemikiran yang juga untuk memberikan arah pembuatan
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
11
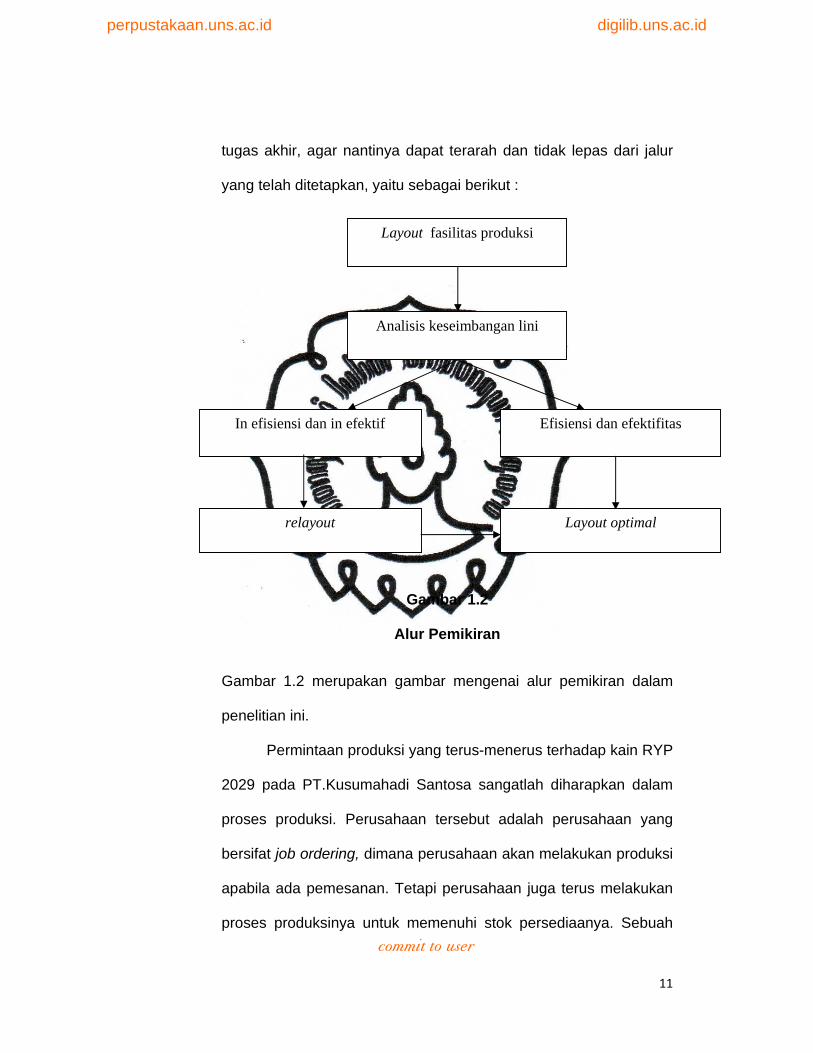
tugas akhir, agar nantinya dapat terarah dan tidak lepas dari jalur
yang telah ditetapkan, yaitu sebagai berikut :
Gambar 1.2
Alur Pemikiran
Gambar 1.2 merupakan gambar mengenai alur pemikiran dalam
penelitian ini.
Permintaan produksi yang terus-menerus terhadap kain RYP
2029 pada PT.Kusumahadi Santosa sangatlah diharapkan dalam
proses produksi. Perusahaan tersebut adalah perusahaan yang
bersifat job ordering, dimana perusahaan akan melakukan produksi
apabila ada pemesanan. Tetapi perusahaan juga terus melakukan
proses produksinya untuk memenuhi stok persediaanya. Sebuah
Layout fasilitas produksi
Analisis keseimbangan lini
Efisiensi dan efektifitas In efisiensi dan in efektif
Layout optimal relayout
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
12
order yang telah disetujui oleh perusahaan merupakan hasil
pertimbangan dari tiap-tiap pemimpin departemen.
Dengan adanya layout fasilitas perusahan, maka
perusahaan memerliukan alat atau metode yang digunakan untuk
mengetahui efisiensi agar tidak terjadi pemborosan ( waste ) yang
dapat berpengaruh pada keseimbangan lini ( line balancing )
perusahaan, elemen-elemen pekerjaan dibagi atau disusun secara
urut ( start-finish ) kemudian dikelompokan kedalam stasiun kerja
yang telah dibuat sebelumnya, sehingga dapat dihitung
efisiensinya. Setelah dihitung menggunakan metode keseimbangan
lini ( line balancing ) diketahui tingkat efisiensi dan efektifitas, dari
tingkat efisiensi dan efektifitas tersebut dapat dibuat kesimpulan
yang berisi apakah layout dan stasiun kerja yang ada sudah efektif
dan efisien untuk dipertahankan atau belum, apabila belum efektif
dan efisien perlu adanya relayout dan perbaikan stasiun kerja.
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
13
BAB II
TINJAUAN PUSTAKA
A. Layout Fasititas Produksi
a. pengertian layout
Perencanaan layout fasilitas merupakan masalah yang
tidak dapat dihindari dalam dunia industri baik skala kecil,
sederhana, maupun besar. Bila suatu layout fasilitas tidak
sesuai dengan kebutuhan proses produksi, maka akan
terjadi hambatan-hambatan dalam proses produksi yang
juga menyebabkan terjadi pemborosan-pemborosan selama
proses produksi, yang berakibat pada menurunnya
produktivitas perusahaan. Sebelum menerapkan suatu
model tata letak pabrik (layout) perlu melakukan
perencanaan yang matang. Layout merupakan salah satu
keputusan yang menentukan efisiensi operasional
perusahaan dalam jangka panjang (Render dan Heizer
2005). Jadi, layout merupakan keseluruhan bentuk dan
penempatan fasiltas yang diperlukan dalam proses produksi
atau pengaturan peralatan yang ada dalam perusahaan
sehingga mencapai suatu efisiensi.
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
14
Pengaturan tata letak pabrik adalah rencana
pengaturan semua fasilitas produksi guna memperlancar
proses produksi yang efektif dan efisien (Yamit 2003).
Apabila proses produksi suatu perusahaan berjalan
lancar, maka tujuan perusahaan akan lebih cepat tercapai,
yaitu meningkatkan laba atau keuntungan perusahaan.
Sumayang (2003), berpendapat bahwa tatanan secara fisik
dari suatu terminal kerja beserta peralatan dan perlengkapan
yang mengacu kepada proses produksi. Dan merupakan
pengaturan letak dari sumber-sumber yang digunakan dalam
proses produksi, yang akan mengatur arus material,
produktivitas, dan hubungan antarmanusia. Menurut
Gitosudarmo (2002), perencanaan layout pabrik merupakan
pemilihan secara optimum penempatan mesin-mesin
peralatan-peralatan pabrik, tempat kerja, tempat
penyimpanan, dan fasilitas servis, bersama-sama dengan
penentuan bentuk gedung pabriknya. Jadi, layout
berhubungan dengan masalah penyusunan mesin dan
peralatan produksi dalam pabrik.
Secara garis besarnya perencanaan layout merupakan
perencanaan global pada faktor-faktor produksi yang meliputi
pengaturan kapasitas, penempatan fasilitas-fasilitas produksi
agar proses produksi dapat berjalan dengan lancar dan
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
15
efisien. Apabila proses produksi suatu perusahaan berjalan
lancar, maka tujuan perusahaan akan lebih cepat tercapai,
yaitu meningkatkan laba atau keuntungan perusahaan.
b. Tujuan perencanaan layout
Secara umum perencanaan layout dalam perusahaan
bertujuan agar proses produksi berjalan dengan lancar
dengan biaya yang minimal sehingga meningkatkan
produktivitas perusahaan. Maka, suatu layout yang baik akan
dapat memberikan keuntungan-keuntungan dalam sistem
produksi.
Menurut Purnomo (2004), secara umum tujuan utama
perancangan layout adalah optimasi pengaturan fasilitas-
fasilitas operasi sehingga nilai yang diciptakan oleh sistem
produksi akan maksimal, yaitu dengan :
a. Memanfaatkan area yang ada.
b. Pendayagunaan pemakaian mesin, tenaga kerja, dan
fasilitas produksi lebih besar.
c. Meminimumkan material handling.
d. Mengurangi waktu tunggu dan mengurangi kemacetan
dan kesimpangsiuran.
e. Memberikan jaminan keamanan, keselamatan, dan
kenyamanan bagi tenaga kerja.
f. Mempersingkat proses manufaktur.
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
16
g. Mengurangi persediaan setengah jadi.
h. Mempermudah aktivitas supervisi.
Menurut Wignjosoebroto (2003), mempunyai tujuan utama
di dalam desain tata letak pabrik pada dasarnya adalah untuk
meminimalkan total biaya yang antara lain menyangkut elemen-
elemen biaya sebagai berikut :
a. Biaya untuk konstruksi dan instalasi baik untuk
bangunan mesin maupun fasilitas produksi lainnya
b. Biaya pemindahan bahan (material handling cost)
c. Biaya produksi, maintenance, safety, dan biaya
penyimpanan produk setengah jadi
Sedangkan tujuan dari pengaturan layout fasilitas yang baik
menurut Gitosudarmo (2002) adalah :
a. Memaksimumkan pemanfaatan peralatan pabrik
b. Meminimumkan kebutuhan tenaga kerja
c. Mengusahakan agar aliran bahan dan produk itu lancar
d. Meminimumkan hambatan pada kesehatan
e. Meminimumkan usaha membawa beban
f. Memaksimumkan pemanfaatan ruang yang tersedia
g. Memaksimumkan keluwesan, menghindari hambatan
operasi dan tempat yang terlalu padat
h. Memberi kesempatan berkomunikasi bagi para karyawan
dengan menetapkan mesin dan proses secara benar
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
17
i. Memaksimumkan hasil produksi
j. Meminimumkan kebutuhan akan pengawasan dan
pengendalian dengan menempatkan mesin, lorong/gang,
dan fasilitas penunjang agar diperoleh komunikasi
mudah dan siap
c. Faktor-faktor yang diperhatikan dalam perencanaan layout.
Untuk memperoleh layout pabrik yang efisien ada kriteria
pengukurannya. kriteria ini merupakan tujuan yang harus
dicapai didalam menyusun layout pabrik. Gitosudarmo
(2002) Kriteria tersebut adalah :
a. Jarak angkut yang minimum
b. Aliran material yang baik
c. Penggunaan ruang yang efektif
d. Luwes
e. Keselamatan barang-barang yang diangkut
f. Kemungkinan-kemungkinan perluasan dimasa depan
g. Biaya efektifitas yang maksimum faktor-faktor diatas perlu
diusahakan dengan biaya yang rendah.
Menurut Yamit (1998), langkah-langkah perencanaan
tata letak fasilitas pabrik :
a. Analisis produk dan proses produksi yang diperlukan
b. Penentuan jumlah mesin dan luas area yang dibutuhkan
c. Penentuan tipe layout yang dikehendaki
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
18
d. Penentuan aliran kerja dan bahan
e. Penentuan luas area untuk departemen
f. Rencana secara detail layout yang dipilih
Dari langkah-langkah diatas, pengaturan tata letak fasilitas
pabrik yang harus memperhatikan faktor-faktor sebagai
berikut :
a. Jenis produk yang dibuat, baik menyangkut desain
maupun volume produksi yang dikehendaki.
b. Urutan proses, apakah atas dasar arus (flow) atau atas
dasar proses.
c. Peralatan yang digunakan, baik menyangkut teknologi,
jenis maupun kapasitas mesin.
d. Pemeliharaan dan penggantian (maintenance and
replacement).
e. Keseimbangan kapasitas antar mesin atau antara
departemen (balance capacity).
f. Area tenaga kerja (employee area).
g. Area pelayanan (service area).
h. Flexibilitas (flexibility).
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
19
Menurut Gitosudarmo (2002), jenis layout yang dipilih
biasanya tergantung pada :
a. Jenis produk. Apakah jenis produk tersebut barang atau
jasa, desain dan kualitas bagaimana, dan apakah produk
tersebut dibuat untuk persediaan atau pesanan.
b. Jenis proses produksi, ini berhubungan dengan jenis
teknologi yang dipakai, jenis bahan yang diangkut atau
dibawa, dan atau alat penyedia layanan.
c. Volume produksi. Volume produksi mempengaruhi desain
fasilitas sekarang dan pemanfaatan kapasitas, serta
penyediaan kemungkinan eks-pansi dan perubahan.
d. Tipe layout
Macam-macam layout
Dalam hal ini terdapat tiga macam layout, yaitu :
a. Layout proses atau fungsinal (process / functional layout)
b. Layout produk atau garis ( product / line layout)
c. Layout kelompok (group layout)
Tiga macam layout tersebut sebenarnya dapat
digunakan, baik untuk produksi pesanan maupun produksi
untuk pasar atau persediaan, akan tetapi biasanya
penggunaan layout proses baik untuk produksi untuk
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
20
pesanan sedangkan layout produk baik bagi produksi
untuk pasar atau persediaan. Gitosudarmo (2002).
Menurut Gitosudarmo (2002), kebaikan dan
keburukan berbagai layout adalah:
Kebaikan layout fungsional adalah sebagai berikut:
a. Dapat mengakibatkan pemanfaatan optimal mesin,
spesialiasi mesin dan tenaga kerja.
b. Bagian-bagian fungsional luwes dan dapat memproses
berbagai jenis produksi.
c. Mesin-mesin merupakan mesin serbaguna yang
biasanya biayanya lebih rendah dibandingkan biaya
mesin khusus.
d. Produk dan layanan yang memerlukan proses yang
bermacam-macam dengan mudah diproses.
e. Fasilitas lain dalam layout fungsional tidak terpengaruh
dengan adanya kemungkinan satu mesin rusak.
f. Mesin dan karyawan saling tergantung, sehingga
metode/pola ini sangat sesuai pelaksanaan sistem.
Adapun keburukan layout fungsional ialah:
a. Fasilitas/mesin seba-guna biasanya lebih lamban bila
dioperasikan disbandingkan dengan mesin khusus,
sehingga biaya operasional per satuan lebih tinggi.
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
21
b. Penentuan jalannya proses (routing) dan penentuan
jadwal (scheduling) serta akuntansi biayanya sulit
sebab setiap pesanan dikerjakan sendiri.
c. Pengendalian bahan (material handling) dan biaya
angkut bahan dalam pabrik relatif tinggi.
d. Gerak bahan-bahan di dalam pabrik lamban sehingga
persedian dalam proses relatif besar, lagi pula
diperlukan tempat menyimpan yang luas.
e. Pesanan-pesanan sering hilang.
f. Sulit dilakukan keseimbangan tenaga kerja dengan
mesin-mesin.
g. Sering terjadi proses membalik.
Kebaikan layout produk adalah
a. Fasilitas mesin dapat dioperasikan secara cepat.
b. Penentuan routing dan scheduling mudah.
c. Tidak perlu material handling.
d. Bahan cepat diproses.
e. Pesanan tak ada karana proses untuk pasar.
f. Tidak memerlukan banyak karyawan, fasilitas otomatis.
Keburukan layout produk adalah:
a. Fasilitas satu tergantung pada fasilitas yang lain.
b. Bila fasilitas ingin ditambah perlu serangkaian fasilitas
sehingga investasi mahal.
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
22
c. Memerlukan perencanaan proses yang matang,
pengawasan proses harus teliti.
Kebaikan layout kelompok:
a. Menghemat biaya pengendalian bahan.
b. Mudah mengetahui dimana setiap kelompok produk
berada.
c. Waktu pengiriman barang jadi dapat lebih cepat
ditentukan scheduling sederhana.
d. Biaya tetap dapat dikurangi karena orang bisa
mendasarkan diri pada kegitan yang lalu.
Keburukan layout kelompok adalah:
a. Pemanfaatan fasilitas tidak penuh.
b. Perlu pengendalian bahan yang baik.
c. Bagian-bagian tidak luwes.
d. Mesin serba guna harus dimanfaatkan penuh.
B. Keseimbangan Lini ( line balancing )
1. Pengertian dan Tujuan Keseimbangan Lini
Keseimbangan lini merupakan kunci utama dalam
pelaksanaan proses produksi di dalam perusahaan. Apabila
keseimbangan lini dapat dijaga, maka akan diperoleh
pemanfaatan yang lebih tinggi dari tenaga kerja yang ada
dan alat-alat produksi, sehingga waktu menganggur
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
23
menjadi minimum. Hal ini akan mengakibatkan tercapainya
target produksi yang diinginkan tanpa menggunakan faktor-
faktor produksi yang berlebihan, sehingga pelaksanaan
proses produksi lebih efisien.
Menurut Subagyo (2000), line balancing adalah
proses pembagian pekerjaan kepada work stations
sedemikian rupa sehingga diperoleh keseimbangan setiap
work stations. Work stations atau pusat kerja/bagian adalah
kumpulan beberapa elemen kerja yang merupakan satu
kesatuan. Sedangkan elemen kerja adalah satuan kerja
terkecil suatu proses produksi. Dalam suatu perusahaan
lebih baik apabila mempunyai tingkat kapasitas yang sama,
sehingga pelaksanaan proses produksi dari bahan baku
sampai menjadi produk akhir menjadi lancar.
Tujuan diadakannya keseimbangan lini menurut
Nasution (2003), adalah meminimisasi waktu menganggur
di tiap stasiun kerja, sehingga dicapai efisiensi kerja yang
tinggi pada setiap stasiun kerja.
Tujuan tersebut tercapai apabila lintasan produksi
bersifat seimbang, stasiun kerja berjumlah minimum, jumlah
waktu yang menganggur di setiap stasiun kerja sepanjang
lintasan produksi minimum.
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
24
2. Penerapan Keseimbangan Lini
Keseimbangan lini biasanya dilaksanakan untuk
meminimalkan ketidakseimbangan antara mesin atau
karyawan dan memenuhi output yang dibutuhkan dari lini
itu Render, Heizer (2005). Salah satu penyebab terjadinya
hambatan pada proses produksi adalah adanya
ketidaksesuaian antara model layout yang diterapkan
dengan kebutuhan proses produksi.
Kemungkinan besar dalam layout yang diterapkan
perusahaan tersebut terdapat ketidakseimbangan antara
stasiun kerja yang ada, sehingga mengakibatkan
banyaknya waktu yang terbuang dalam penghamburan
kapasitas. Pengaturan kembali layout yang ada hendaknya
dilakukan agar tercapai keseimbangan antara stasiun kerja
yang ada, sehingga tidak mengakibatkan banyaknya waktu
yang terbuang dan penghamburan kapasitas.
Kriteria umum yang digunakan dalam suatu
keseimbangan lintasan produksi adalah :
a. Menentukan urutan kegiatan produksi termasuk waktu
yang dibutuhkan setiap kegiatan.
b. Menggambar jaringan kerja yang menunjukkan
hubungan satu kegiatan dengan kegiatan lain.
c. Menentukan jumlah stasiun kerja yang diperlukan.
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
25
d. Mengelompokkan tugas ke dalam stasiun kerja, dengan
ketentuan setiap stasiun kerja mempunyai total waktu
kerja tidak melebihi waktu siklus. Selain itu diusahakan
setiap stasiun kerja memiliki komponen tugas yang
saling berurutan.
e. Menentukan waktu siklus berdasarkan jumlah waktu
seluruh tugas dan waktu elemen waktu terlama.
f. Minimisasi waktu menganggur (idle time).
g. Minimisasi keseimbangan waktu senggang (balance
delay).
h. Minimisasi efisiensi (line efficiency).
Penentuan besarnya tingkat keseimbangan dilakukan
dengan cara sebagai berikut :
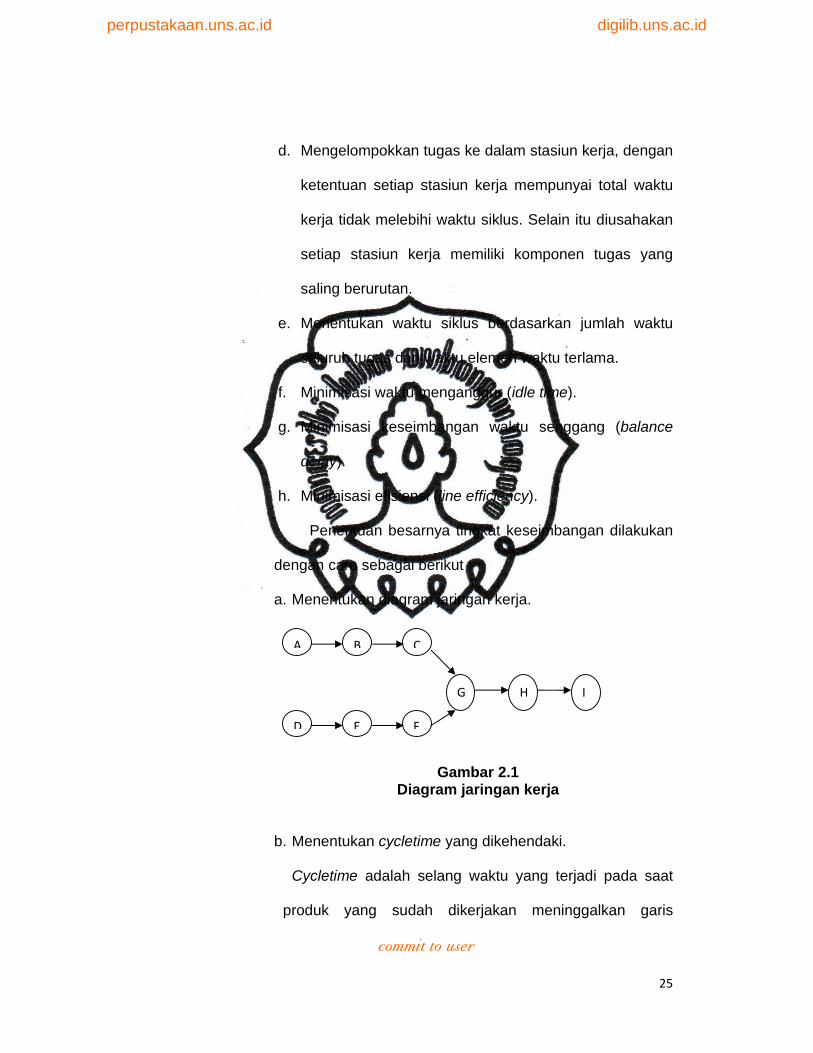
a. Menentukan diagram jaringan kerja.
Gambar 2.1 Diagram jaringan kerja
b. Menentukan cycletime yang dikehendaki.
Cycletime adalah selang waktu yang terjadi pada saat
produk yang sudah dikerjakan meninggalkan garis
A B C
D E F
G H I
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
26
produksi atau waktu terpanjang yang diperlukan antara
bagian-bagian proses produksi yang harus dilalui suatu
produk.
Rumus :
Keterangan :
C : Cycletime
T : Waktu kerja per hari
D : Permintaan per hari
Untuk memperoleh kapasitas yang memadai dengan cara :
/60 waktu/hari
C/unit
Rumus :
Keterangan :
K : Kapasitas Keluaran ( unit/hari )
WO : waktu operasi per hari ( dalam menit )
WS : Waktu Siklus ( dalam detik )
c. Perhitungan untuk mendapatkan stasiun kerja terkecil
Perhitungan untuk mendapatkan stasiun kerja terkecil
yang dibutuhkan untuk menempatkan tugas atau
pekerjaan yang akan dilaksanakan untuk produksi.
Rumus :
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
27
Keterangan :
N : Stasiun kerja yang dibuat
T : Waktu proses total produksi
t : Waktu kerja per hari
Rumus : =
Keterangan :
N : Stasiun kerja yang dibuat ( buah )
T : Jumlah waktu seluruh tugas ( menit ) = ∑
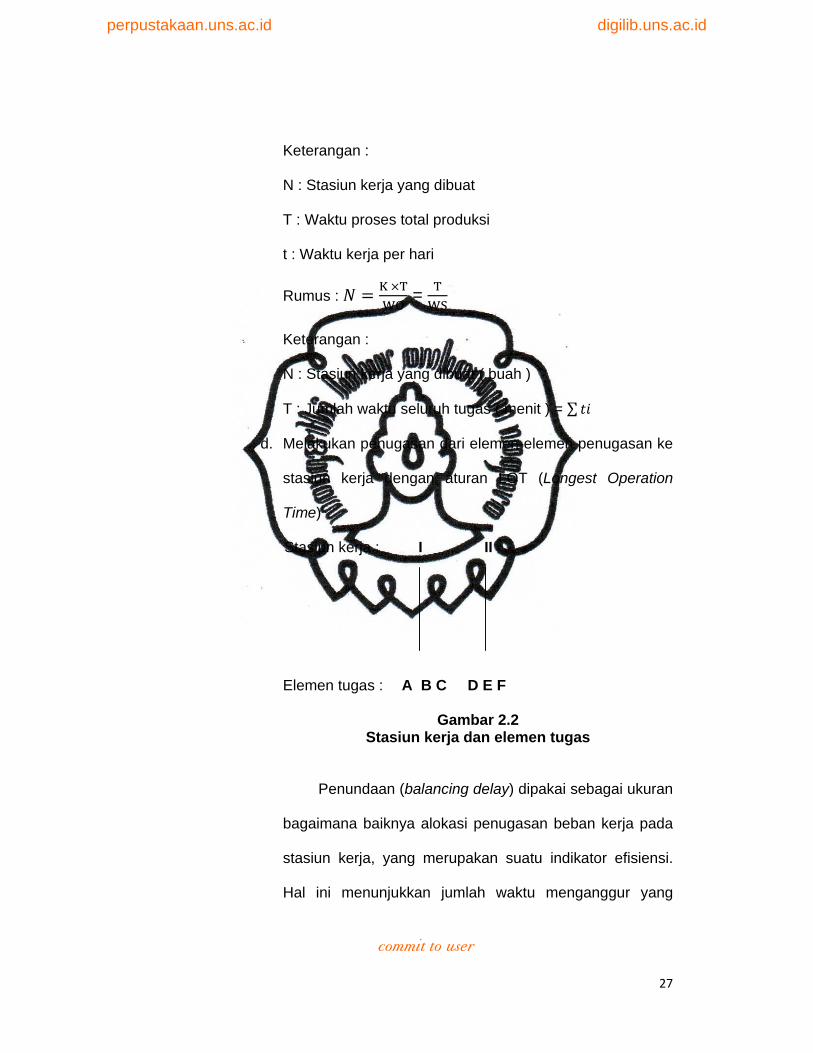
d. Melakukan penugasan dari elemen-elemen penugasan ke
stasiun kerja dengan aturan LOT (Longest Operation
Time)
Stasiun kerja : I II
Elemen tugas : A B C D E F
Gambar 2.2 Stasiun kerja dan elemen tugas
Penundaan (balancing delay) dipakai sebagai ukuran
bagaimana baiknya alokasi penugasan beban kerja pada
stasiun kerja, yang merupakan suatu indikator efisiensi.
Hal ini menunjukkan jumlah waktu menganggur yang
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
28
disebabkan tidak sempurnanya penugasan elemen di
antara stasiun kerja yang ada.
Penundaan = 100%
Keterangan :
Total waktu menganggur = Jumlah stasiun kerja x
Cycletime total waktu
elemen pekerjaan
Total waktu kerja = Jumlah stasiun kerja cycletime
Tingkat efisiensi = 100% - balancing delay
e. Menentukan efektifitas
Diukur dengan :
Efektifitas = 100%
C. Efisiensi
1. Pengertian Efisiensi
Efisiensi adalah usaha meminimalkan input dan
berusaha mendapatkan output yang optimal. Dari definisi
tersebut maka dapat disimpulkan bahwa langkah-langkah
atau suatu proses penyelesaian sesuatu harus dilakukan
dengan benar atau paling tidak meminimalkan kesalahan.
Efisiensi dapat dicapai dengan menekan jumlah biaya-
biaya produksi dan transportasi selama dalam pabrik
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
29
Subagyo (2000). Hal ini merupakan konsep matematik atau
merupakan perhitungan rasional antara keluaran (output)
dengan masukan (input). Apabila kita membahas mengenai
efisiensi, maka tidak lepas dengan istilah efektivitas.
Keduanya ini memiliki hubungan yang sangat erat dan
sinergis. Suatu proses produksi bisa dikatakan efektif bila
terjadi efisiensi di dalam proses produksi tersebut, begitu
pula sebaliknya. Efektif berarti menghasilkan sesuatu yang
bermanfaat.
2. Efisiensi Dalam Keseimbangan Lini.
Keseimbangan yang efisien adalah keseimbangan yang
menyelesaikan perakitan yang dibutuhkan, mengikuti urutan
yang telah dispesifikasi, dan menjaga agar waktu kosong
setiap stasiun kerja berada pada tingkat minimal. Efisiensi
dalam keseimbangan lini dapat dilihat dari jumlah waktu
menganggur dari suatu bagian. Usaha untuk mengurangi
waktu menganggur adalah dengan menentukan kembali
tugas atau pekerjaan yang akan dilaksanakan pada tiap
stasiun kerja.
Efisiensi = 100% - penundaan
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
30
BAB III
PEMBAHASAN
A. DESKRIPSI OBJEK PENELITIAN
1. Gambaran umum PT. Kusumahadi Santosa
Di Indonesia pada umumnya dan Jawa Tengah khususnya
banyak sekali terdapat perindustrian yang bergerak dibidang
pertekstilan, hal ini sejalan dengan pertumbuhan perekonomian
dalam arti yang luas. Di Jawa Tengah perindustrian tekstil banyak
mengalami kemajuan dan perkembangan yang cukup pesat dalam
memenuhi kebutuhan sandang baik untuk pemasaran lokal
maupun ekspor, sehingga perusahaan tekstil yang ada didorong
untuk memenuhi kebutuhan akan sandang tersebut.
Di Jawa Tengah tepatnya di Surakarta, berdiri perusahaan
keluarga yang memproduksi tekstil tradisional yang bercora batik.
Perusahaan tersebut bernama PT. DANARHADI SANTOSA.
Perusahaan ini bergerak dalam bidang garmen khusus batik.
Kemudian untuk pemasokan bahan baku yang berupa kain
cambric(kain putih polos) yang dipasok dari perusahaan-
perusahaan lain, baik lokal maupun luar negeri. PT. Danarhadi
Santosa berkembang pesat, sehingga dalam menghemat
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
31
pemasokan bahan baku melakukan ekspansi dengan mendirikan
anak perusahaan yang bergerak dalam bidang tekstil khususnya
membuat kain cambric(kain putih polos). Anak perusahaan tersebut
bernama PT. Kusumahadi Santosa, yang berdiri pada tanggal 14
Mei 1980 dan beralamat di JL. Raya Jaten Km. 9,4 Jaten,
Karanganyar, Surakarta. Perusahaan ini berdiri berdasarkan akte
notaries Maria Theresia Budi Santosa, serta Surat Keputusan No.
YA5/ 287/ 4 tanggal 14 Mei 1980. Sejak berdiri, perusahaan ini
berbentuk Perseroan Terbatas (PT.) dan merupakan Penanaman
Modal Dalam Negeri (PMDN) dimana UU. No 6 tahun 1980 tentang
PMDN menjadi dasar hukumnya.
Sejak berdirinya PT. Kusumahadi Santosa pada tahun 1980,
perusahaan tekstil ini mengalami perkembangan dan kemajuan
sehingga pada tanggal 21 September 1982 PT. Kusumahadi
Santosa diresmikan oleh Menteri Tata Negara Republik Indonesia
Bapak Soedomo dengan fasilitas yaitu :
a. Bangunan pabrik, perumahan karyawan dan fasilitasnya,
bangunan kantor dan peralatannya.
b. Delapan (8) mesin di departemen weaving.
c. Enam belas (16) mesin di departemen finishing.
d. Sarana olahraga dan bangunan lain sebagai pelengkap.
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
32
PT. Kusumahadi Santosa kadang-kadang sulit mendapatkan
benang yang baik dan halus, maka pada tahun 1987 didirikan PT.
Kusumaputra Santosa. PT. Kusumaputra Santosa bergerak di
bidang Spining (Pemintalan benang), menempati tanah seluas 5
hektar dan mulai trial running pada bulan Juli 1990. Hasil produksi
PT. Kusumaputra Santosa dipergunakan untuk PT. Kusumahadi
Santosa sebesar 60% dan selebihnya dijual di pasar bebas, PT.
Kusumahadi Santosa terdiri dari tiga unit produksi, yaitu Weaving
(Pertenunan), Pre Treatment, dan Printing (Pencapan). Sedangkan
PT. Kusumaputra Santosa hanya memiliki 1 unit produksi saja yaitu
Spinning (Pemintalan benang) yang dihasilkan sangat bervariasi
sesuai dengan permintaan konsumen.
Adapun mesin-mesin yang digunakan untuk produksi di PT.
Kusumahadi Santosa adalah sebagai berikut:
A. Mesin-mesin Tenun PT. Kusumahadi Santosa
a.suttle loom
1) type GH-9 Shedding Lobby 56”
2) type GH-9 Shedding Lappet 65”
b.air jet loom
1) Type ajl 205
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
33
2) Type ajl 205i
c.dobby
1) Yamada GD 50
B. Untuk mesin persiapan
1) Waping (Beninger, Baba)
2) Sizing (Shuccer Muller, Zell, Baba)
3) Reaching (Todo)
C. Pre treatment
1) Mercerizing
2) Sanforizing
3) Pad Batch Dying
4) Stenter dan Callender
5) Gassingeing
6) Parble
D. Printing
Mesin-mesin yang digunakan adalah:
1) Mesin Flat Inchinose
2) Mesin Stenter Wakayana
3) Mesin Cold Pad Batch mesin Rotary Print
4) Mesin Steamer untuk Print
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
34
2. Tujuan PT. Kusumahadi Santosa
Tekstil atau kain merupakan kebutuhan pokok setiap orang,
sejak lahir sampai mati, mudah mengikuti situasi, kondisi dan
zamannya. Industri tekstil yang relatif menarik banyak tenaga kerja
selalu menjadi perintis industrialisasi bagi negara yang sedang
berkembang. Dengan pertumbuhan penduduk atau pertumbuhan
ekonomi, maka permintaan tekstil semakin meningkat, tetapi
persaingan juga semakin ketat. Oleh karena itu, PT. Kusumahadi
Santosa selalu waspada dan siap menghadapi tantangan dengan
selalu memperhatikan dan berusaha memenuhi kebutuhan dan
keinginan pelanggan melalui peningkatan mutu, pelayanan dan
daya saing.
a. Tujuan perusahaan
1) Meningkatkan Sumber Daya Manusia yang terlatih,
disiplin yang tinggi, mampu bekerja keras dalam
menghadapi ketatnya persaingan dibidang tekstil.
2) Meningkatkan mutu pelayanan dan daya saingnya.
3) Mengarahkan segala sumber daya dan usaha yang
disertai dengan sistem manajemen yang tepat guna dan
berdaya guna.
4) Menjamin dan memenuhi permintaan para pelanggan
sebaik mungkin.
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
35
5) Mendapatkan keuntungan/ laba dari penjualan produksi
6) Membantu pemerintah dalam menunjang pembangunan
khususnya dalam pengadaan sandang untuk
masyarakat.
7) Ikut membantu pemerintah dalam hal menciptakan
lapangan pekerjaan bagi masyarakat.
8) Meningkatkan kwalitas dan kwantitas agar dapat
memenuhi selera dan permintaan masyarakat.
9) Membantu pendapatan pemerintah daerah tempat
perusahaan didirikan.
10) Melestarikan batik dan mendukung pengadaan bahan
baku yang dibutuhkan dalam pembuatan batik halus.
b. Sasaran mutu perusahaan
1) Meningkatkan produktivitas
2) Mengurangi jumlah keluhan ( Complains ) dari
pelanggan
3) Mengurangi jumlah tuntutan ganti rugi ( Claims )
pemesan
3. Lokasi PT. Kusumahadi Santosa
Lokasi perusahaan merupakan hal yang sangat penting guna
kelancaran proses produksi dan tercapainya tujuan yang diinginkan
perusahaan. Lokasi PT. Kusumahadi Santosa berada di JL. Raya
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
36
Jaten Km. 9,4 Jaten, Karanganyar, Surakarta. Pemilihan lokasi
tersebut atas dasar pertimbangan sebagai barikut:
a. Sarana transportasi yang mudah
PT. Kusumahadi Santosa berada di jalan Solo-
Tawangmangu yang merupakan jalan alternatif menuju arah
Jawa Timur dan sebaliknya. Pemilihan lokasi ini dipastikan
memudahkan akses transportasi keluar-masuk perusahaan.
Dengan kemudahan akses transportasi ini diharapkan dapat
meminimumkan biaya operasi perusahaan.
b. Tersedianya sumber tenaga kerja
PT. Kusumahadi Santosa merupakan perusahaan yang
mudah mendapatkan tenaga kerja yang murah karena
melakukan kerja sama dengan beberapa Sekolah Menengah
Kejuruan (SMK) yang ada di Karanganyar.
c. Faktor Fasilitas
Tersedianya listrik dan air merupakan faktor yang tak kalah
penting dalam memilih suatu lokasi perusahaan.
Tersedianya listrik dan kemudahan mendapatkan air
menjadikan kegiatan produksi berjalan dengan lancar. Faktor
ini pula yang menyebabkan manajemen PT. Kusumahadi
Santosa memilih lokasi di Jaten Karanganyar karena dilokasi
tersebut dapat terpenuhi.
d. Rencana Pengembangan Perusahaan
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
37
Lingkungan disekitar PT. Kusumahadi Santosa masih
berupa area persawahan, karena lokasi perusahaan yang
strategis serta masih banyaknya lahan kosong disekitar
perusahaan sangat memungkinkan untuk melakukan
pengembangan dan perluasan bangunan perusahaan di
masa yang akan datang.
e. Perijinan
Perijinan untuk mendirikan perusahaan di daerah Jaten,
Karanganyar cukup mudah mengingat di daerah tersebut
juga banyak terdapat perusahaan.
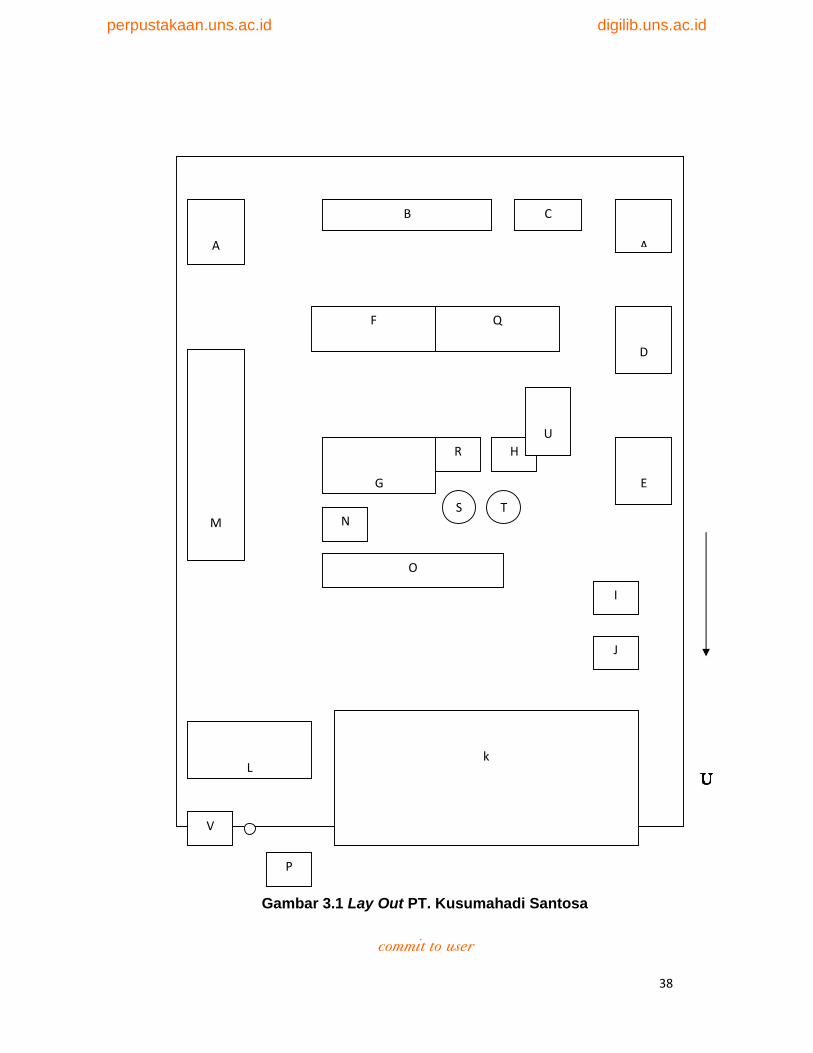
4. Layout PT. Kusumahadi Santosa
Pengaturan tata letak serta susunan mesin-mesin, peralatan-
peralatan dan fasilitas-fasilitas lain dalam perusahaan harus
ditentukan sedemikian rupa sehingga benar-benar efektif dan efisien.
Penyusunan serta pengaturan letak ini harus disesuaikan dengan
kondisi dalam perusahaan. Lay out PT. Kusumahadi Santosa dapat
dilihat pada gambar 3.1
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
38
Gambar 3.1 Lay Out PT. Kusumahadi Santosa
A
B C
A
M
F Q
D
E
G
R H
N
O
S T
U
L k
I
J
V
P
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
39
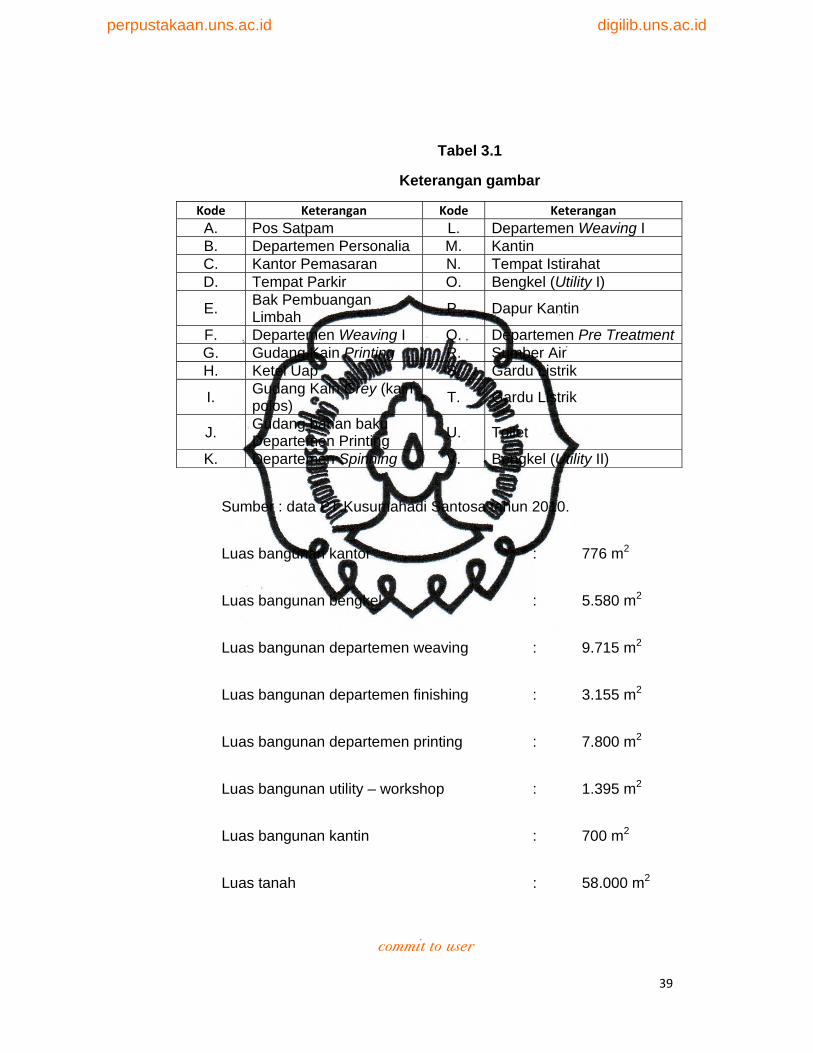
Tabel 3.1
Keterangan gambar
Kode Keterangan Kode Keterangan A. Pos Satpam L. Departemen Weaving I B. Departemen Personalia M. Kantin C. Kantor Pemasaran N. Tempat Istirahat D. Tempat Parkir O. Bengkel (Utility I)
E. Bak Pembuangan Limbah P. Dapur Kantin
F. Departemen Weaving I Q. Departemen Pre TreatmentG. Gudang Kain Printing R. Sumber Air H. Ketel Uap S. Gardu Listrik
I. Gudang Kain Grey (kain polos) T. Gardu Listrik
J. Gudang bahan baku Departemen Printing U. Toilet
K. Departemen Spinning V. Bengkel (Utility II)
Sumber : data PT.Kusumahadi Santosa tahun 2010.
Luas bangunan kantor : 776 m2
Luas bangunan bengkel : 5.580 m2
Luas bangunan departemen weaving : 9.715 m2
Luas bangunan departemen finishing : 3.155 m2
Luas bangunan departemen printing : 7.800 m2
Luas bangunan utility – workshop : 1.395 m2
Luas bangunan kantin : 700 m2
Luas tanah : 58.000 m2
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
40
5. Aspek Personalia
a. Sistem Personalia PT. Kusumahadi Santosa
Tenaga kerja di PT. Kusumahadi Santosa telah memenuhi
ketentuan-ketentuan ketenagakerjaan yang diatur oleh Departemen
Tenaga Kerja RI, antara lain mengenai jam kerja, sistem
kompensasi, jaminan sosial dan lain-lain. Pengembangan sumber
daya manusia secara menyeluruh dilakukan perusahaan guna
mengoptimalkan kinerja sumber daya yang ada dengan
memberikan kesempatan kepada seluruh karyawan untuk latihan
dan pendidikan guna meningkatkan kemampuannya.
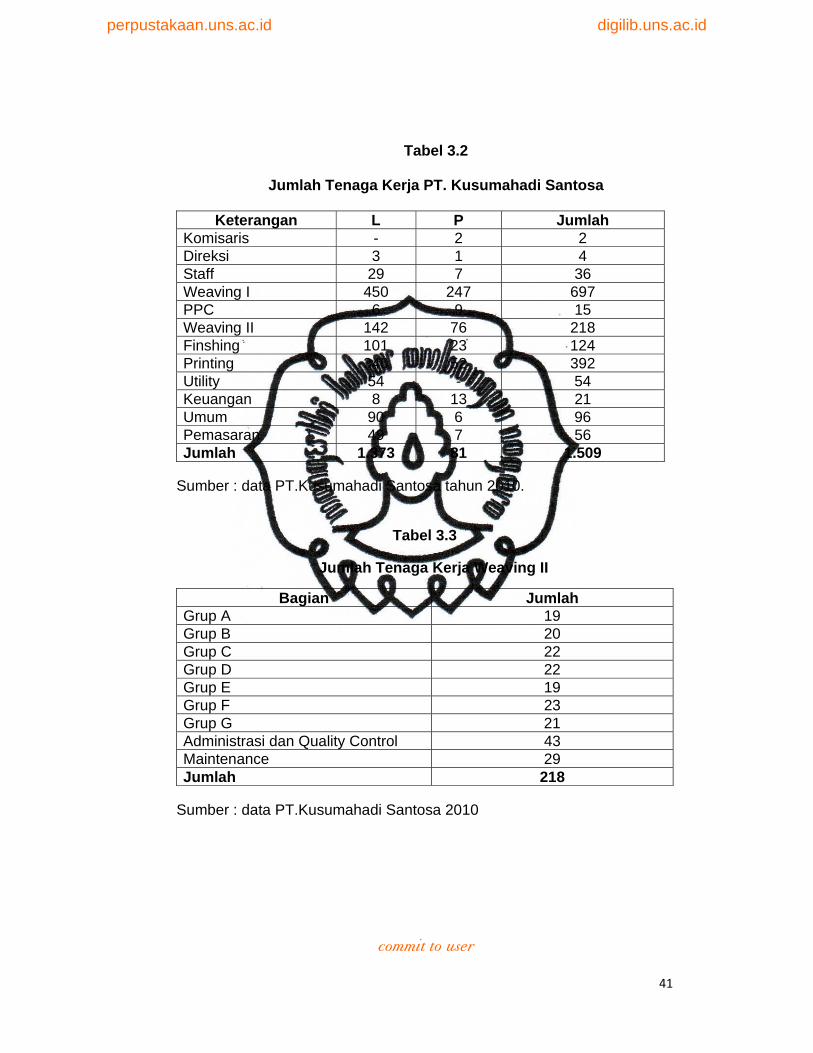
Jumah tenaga kerja PT. Kusumahadi Santosa + 2.257 karyawan,
yang terdiri dari karyawan kantor, Spinning, Weaving I, Weaving II,
dan bagian Utility. Secara rinci dapat dilihat tabel berikut:
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
41
Tabel 3.2
Jumlah Tenaga Kerja PT. Kusumahadi Santosa
Keterangan L P Jumlah Komisaris - 2 2 Direksi 3 1 4 Staff 29 7 36 Weaving I 450 247 697 PPC 6 9 15 Weaving II 142 76 218 Finshing 101 23 124 Printing 340 52 392 Utility 54 - 54 Keuangan 8 13 21 Umum 90 6 96 Pemasaran 49 7 56 Jumlah 1.373 81 1.509
Sumber : data PT.Kusumahadi Santosa tahun 2010.
Tabel 3.3
Jumlah Tenaga Kerja Weaving II
Bagian Jumlah Grup A 19 Grup B 20 Grup C 22 Grup D 22 Grup E 19 Grup F 23 Grup G 21 Administrasi dan Quality Control 43 Maintenance 29 Jumlah 218
Sumber : data PT.Kusumahadi Santosa 2010
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
42
b. Sistem Ketenagakerjaan
Sistem kerja di PT. Kusumahadi Santosa, dapat di lihat dibawah ini:
Tenaga Kerja Produktif yang langsung menangani produksi
yang meliputi: Bagian produksi, maintenance, energi dan lain-lain.
Berdasarkan jam kerjanya dibedakan menjadi :
1.Normal
a) Senin – Kemis Jam 08.00 – 16.00 WIB
Istirahat Jam 12.00 – 13.00 WIB
b) Jum’at Jam 08.00 – 16.00 WIB
Istirahat Jam 11.30 – 13.30 WIB
c) Sabtu Jam 08.00 – 16.00 WIB
2.Shift
Pengaturan kerja bagi karyawan shift adalah sebagai berikut:
1) Shift I Jam 06.00 – 14.00 WIB
2) Shift II Jam 14.00 – 22.00 WIB
3) Shift III Jam 22.00 – 06.00 WIB
c. Jaminan Sosial
1. Jaminan Kesejahteraan Karyawan:
a) Jaminan beribadah
b) Jaminan olahraga dan rekreasi
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
43
c) Jaminan koperasi karyawan
d) Jaminan kesehatan dan pengobatan
e) Jaminan untuk upah lembur
f) Jaminan Jamsostek
g) Perusahaan menyediakan bus antar jemput untuk
karyawan
h) Perusahaan memberikan pakaian kerja untuk karyawan
produksi, maintenance, karyawan kantor dan karyawan
masing-masing mendapatkan 2 pasang dalam 1 tahun.
i) Perusahaan memberikan makanan dan minuman pada
saat jam istirahat di perusahaan.
2. Pemberian Tunjangan, antara lain:
a) Tunjangan perkawinan
b) Tunjangan hari raya
c) Tunjangan kematian
d) Tunjangan kecelakaan kerja
3. Memberikan cuti dan hari-hari libur, antara lain:
a) Hari libur resmi/ istirahat minggu dan bagi shift tiap 3 hari
libur 1 hari
b) Cuti karena haid dan sakit
c) Cuti tahunan
d) Cuti kepentingan sosial
e) Cuti kehamilan
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
44
6. Struktur Organisasi Dan Job Description
a. Struktur Organisasi
Organisasi dalam perusahaan adalah kerja sama antara
orang- orang dalam perusahaan untuk mencapai suatu
keuntungan dengan berdasarkan prinsip-prinsip ekonomi. Dalam
suatu organisasi atau perusahaan sangat diperlukan adanya
struktur organisasi karena akan memudahkan dan membantu
pimpinan dalam mengawasi jumlah kegiatan perusahaan serta
memperlancar tugas- tugas karyawan. Jadi dengan struktur
organisasi maka akan tercipta hasil kerja sama yang baik dan
membantu mencapai tujuan organisasi yang lebih efektif dan
efisien.
Manfaat yang diharapkan dari penyusunan struktur
organisasi bagi perusahaan antara lain:
1) Mempermudah pelaksanaan tugas
2) Mengkoordinasi kegiatan yang dilakukan oleh bawahan
sehingga dapat tercapai tujuan yang telah direncanakan
3) Karyawan dapat mengetahui kepada siapa ia harus
bertanggung jawab dan mengetahui kepada siapa seorang
atasan memberi tugas
4) Menghindari kekosongan kerja maupun duplikasi tugas,
karena dengan adanya struktur organisasi karyawan
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
45
mengetahui dengan jelas akan tugas dan tanggung
jawabnya.
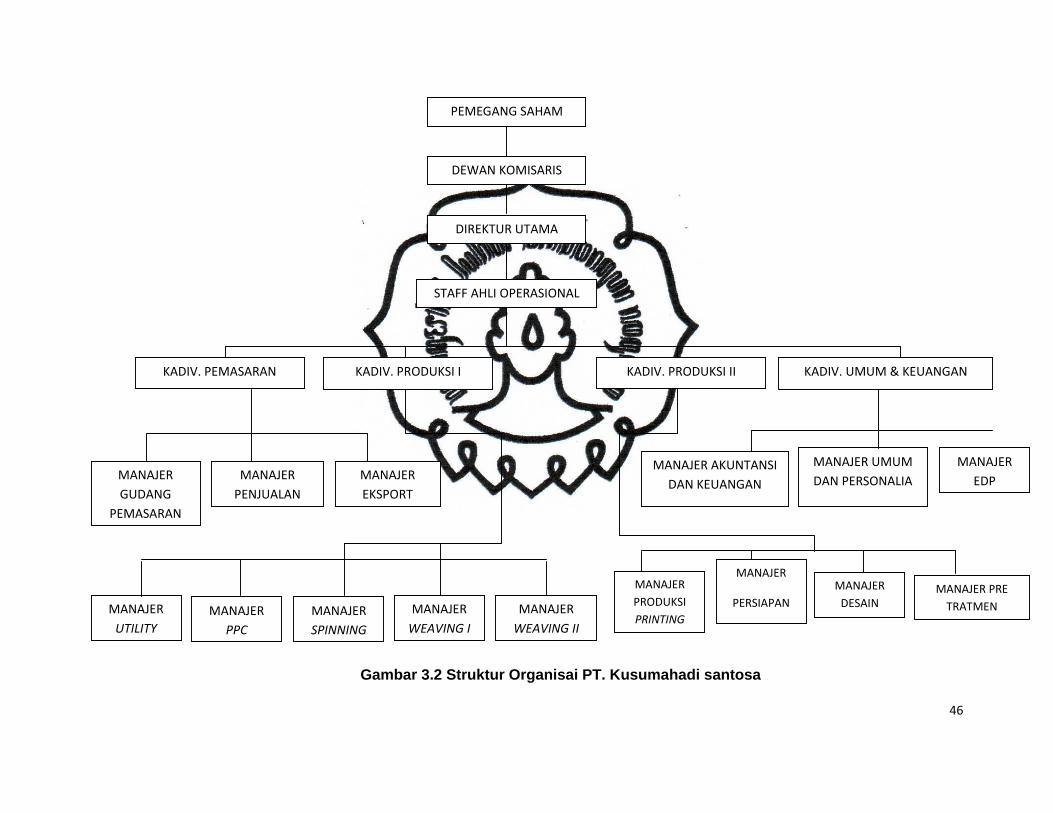
Untuk lebih jelasnya mengenai struktur organisasi PT.
Kusumahadi Santosa berikut ini adalah bagan struktur organisasi
PT. Kusumahadi Santosa :
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
46
Gambar 3.2 Struktur Organisai PT. Kusumahadi santosa
KADIV. PEMASARAN KADIV. PRODUKSI I KADIV. PRODUKSI II KADIV. UMUM & KEUANGAN
MANAJER GUDANG
PEMASARAN
MANAJER PENJUALAN
MANAJER EKSPORT
PEMEGANG SAHAM
DEWAN KOMISARIS
DIREKTUR UTAMA
STAFF AHLI OPERASIONAL
MANAJER AKUNTANSI DAN KEUANGAN
MANAJER UMUM DAN PERSONALIA
MANAJER EDP
MANAJER UTILITY
MANAJER PPC
MANAJER SPINNING
MANAJER WEAVING I
MANAJER WEAVING II
MANAJER PRODUKSI PRINTING
MANAJER
PERSIAPAN MANAJER DESAIN
MANAJER PRE TRATMEN
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
47
b. Job Description
Dari bagan organisasi PT. Kusumahadi Santosa dapat dijelaskan
mengenai tugas dan tanggung jawab masing- masing bagian adalah
sebagai berikut:
1) Pemegang Saham
Merupakan orang-orang yang mempunyai saham secara
hukum atas kepemilikan perusahaan.
2) Dewan Komisaris
Dewan Komisaris merupakan badan tertinggi dalam organisasi
perusahaan yang anggotanya diangkat dan diberhentikan oleh
rapat umum pemegang saham. Adapun tugas dari Dewan
Komisaris yaitu mengatur dan mengkoordinir kepentingan para
pemegang saham sesuai dengan ketentuan yang telah
ditetapkan dalam kebijaksanaan umum perusahaan.
3) Direktur Utama
Mempunyai tugas sebagai berikut:
a) Memimpin perusahaan
b) Mengawasi perusahaan
c) Menentukan kebijakan pokok dalam perencanaan,
penyusunan, pengendalian dan pengembangan
perusahaan
d) Mendelegasikan sebagian wewenang dan tanggung
jawab kepada manajer
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
48
e) Melakukan pembinaan kegiatan dan menilai hasil dari
tujuan perusahaan yang dibantu oleh staff ahli
operasional, pengawasan, dan internal audit
4) Kepala Divisi Pemasaran
Mempunyai tugas dan wewenang membawahi 3 bidang
pemasaran, yaitu:
a) Manager Gudang Pemasaran
Bertanggung jawab untuk menjaga stabilitas
penyimpanan produk yang akan dijual.
b) Manajer Penjualan
Manajer penjualan mempunyai tugas mencari calon
konsumen dan menjaga relasi hubungan baik dengan
konsumen dalam negeri
c) Manajer Eksport
Manger Eksport menangani masalah penjualan produksi
yang akan dieksport
5) Kepala Divisi Produksi I
Kepala Divisi Produksi I mempunyai tugas dan wewenang
membawahi 5 bidang produksi yang dikhususkan produksi kain
polos (cambric) yaitu:
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
49
a) Manajer Utility
Manajer Utility bertanggung jawab atas pemeliharaan dan
pengadaan diesel dan listrik yang dipergunakan untuk
operasi perusahaan
b) Manajer PPC
Bertanggung jawab atas perencanaan dan pengendalian
bahan baku benang
c) Manajer Spinning
Bertanggung jawab atas jalannya proses produksi
pemintalan benang secara keseluruhan
d) Manajer Weaving I dan II
Bertanggung jawab atas jalannya proses produksi kain
polos (cambric) baik secara kualitas maupun kuantitas
6) Kepala Divisi Produksi II
Kepala Divisi Produksi II mempunyai tugas dan wewenang
membawahi 5 bidang produksi yang dikhususkan produksi kain
polos (cambric) menjadi kain yang bercorak yaitu:
a) Manajer produksi Printing
Bertanggung jawab atas produksi di pencapan dan
pencelupan secara keseluruhan
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
50
b) Manajer Persiapan
Bertanggung jawab akan persediaan kualitas dan
kuantitas kain sebelum dan sesudah proses dibagian
printing
c) Manajer Desain
Bertanggung jawab atas pengadaan Desain kain
bercorak
d) Manajer pre Treatment
Bertanggung jawab atas pengujian bahan baku yang
menggunakan bahan kimia yang digunakan dalam
proses produksi
7) Kepala Divisi Umum dan Keuangan
Kepala Divisi Umum dan Keuangan mempunyai tugas dan
wewenang membawahi 3 bidang umum dan keuangan, yaitu:
a) Manajer Akuntansi dan Keuangan
Bertanggung jawab mengurusi bidang keuangan
(sirkulasi dalam perusahaan), melakukan pembayaran
gaji karyawan, dan menyalin laporan keuangan bagi
pihak yang bersangkutan dengan perusahaan
b) Manajer Umum dan Personalia
Bertanggung jawab memperlancar perkembangan
perusahaan dan kesejahteraan pegawai serta
menentukan urusan kepegawaian, mencari dan
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
51
menyeleksi tenaga kerja yang sesuai dengan spesifikasi
dan kebutuhan, dan mengadakan hubungan dengan
pihak luar untuk hal-hal tertentu, misalnya kunjungan ke
perusahaan lain, pelatihan, dan penelitian.
c) Manajer EDP (Electronic Data Processing)
Manajer EDP bertanggung jawab memproses berbagai
data yang ada dalam perusahaan
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
52
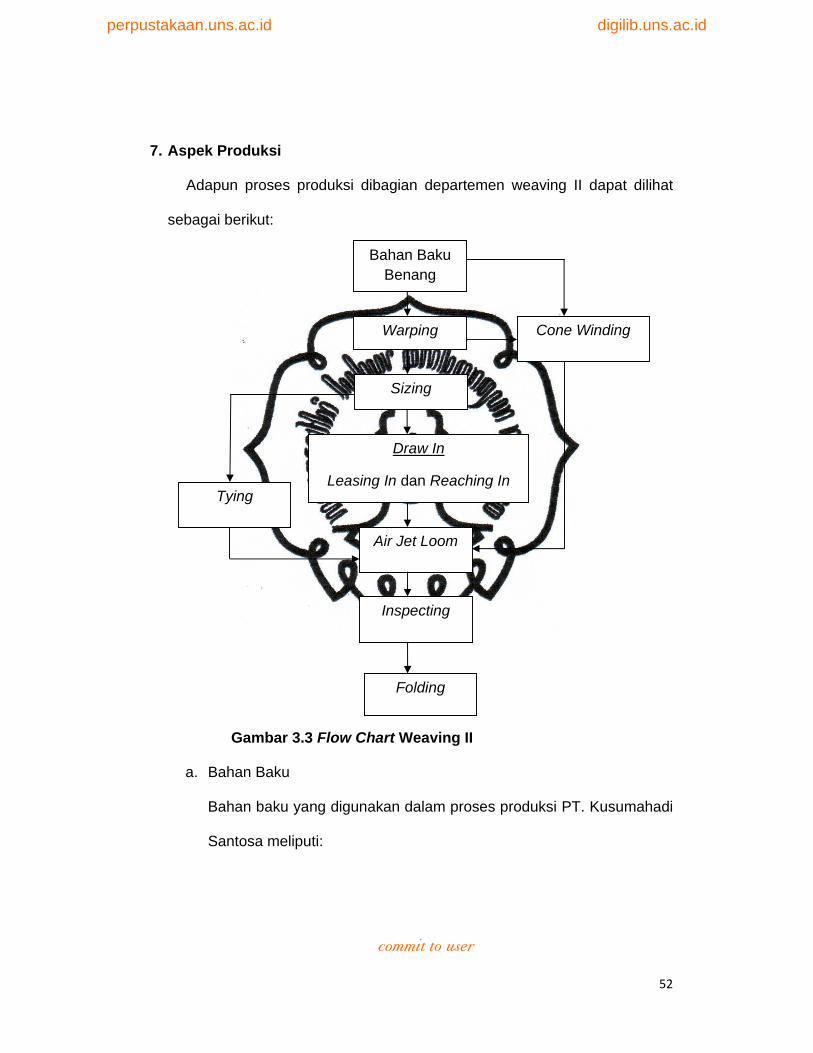
7. Aspek Produksi
Adapun proses produksi dibagian departemen weaving II dapat dilihat
sebagai berikut:
Gambar 3.3 Flow Chart Weaving II
a. Bahan Baku
Bahan baku yang digunakan dalam proses produksi PT. Kusumahadi
Santosa meliputi:
Bahan Baku Benang
Warping
Tying
Inspecting
Cone Winding
Folding
Sizing
Draw In
Leasing In dan Reaching In
Air Jet Loom
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
53
1) Benang
Bahan baku berupa benang disuplay 60% dari PT.
Kusumahadi Santosa dan 40% dari pabrik pemintalan lainnya
2) Bahan-bahan kimia
Bahan-bahan kimia didatangkan 30% dari import dan sisanya
didapat pabrik kimia di Indonesia
3) Spare part
Spare part dari import untuk Shuttle 20% dan 50% untuk Air
Jet Loom sisanya didatangkan dari pabrik di Indonesia
b. Warping
Proses warping merupakan proses penggulungan benang lusi
kedalam beam lusi yang akan dipasang pada mesin tenun dalam
bentuk gulungan yang sejajar dengan panjang tertentu, lebar tertentu,
jumlah lusi tertentu dengan tegangan lusi yang sama.
c. Sizing
Merupakan proses penganjian dengan formula bahan kimia tertentu
untuk meningkatkan daya tenun lusi, menambah sifat licin benang,
dan menambah kekuatan tarik benang.
d. Cone winding
Cone winding merupakan proses penggulungan benang pakan dari
bentuk cone menjadi bentuk palet yang rata dan padat dengan
diameter dan panjang yang telah ditentukan.

perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
54
e. Reaching In
Reaching In merupakan proses pencucukan (memasukkan) benang
lusi pada dropper, gun dan sisir sesuai dengan rencana tenun.
f. Leasing In
Leasing In merupakan proses penghitungan jumlah benang lusi
sesuai dengan rencana tenun.
g. Tying
Tying merupakan proses penyambungan benang lusi dengan jenis
kontruksi yang sama pada saat penenunan.
h. Air Jet Loom
Air Jet Loom merupakan proses pembuatan jalinan benang dengan
gerakan-gerakan naik turun vertikal dilakukan dengan cara
menggerakkan exentrik dengan injakan untuk memasukkan benang
pakan sehingga menjadi lembaran kain mentah (grey).
i. Inspecting
Inspecting merupakan proses pengendalian kualitas untuk
mengetahui cacat-cacat kain sehingga dapat menentukan macam
dari grade kain yang dihasilkan.
j. Folding
Folding merupakan proses pelipatan hasil akhir yaitu kain yang telah
diperbaiki dimesin inspecting dengan ukuran 1 meter perlapis kain.
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
55
B. LAPORAN MAGANG KERJA
1. Tempat dan Waktu Pelaksanaan Magang
Kegiatan magang dilakukan di JL. Raya Jaten Km. 9,4 Jaten,
Karanganyar, Surakarta, Jawa Tengah. Telp: (62-271) 825636, Fax (62-
271) 825478, 825628.
Magang kerja dilaksanakan pada tanggal 17 Januari s/d 17 Februari
2011, yaitu selama satu bulan. Magang kerja dilaksanakan setiap hari
Senin-Sabtu yang dimulai pada pukul 08.00 s/d 16.00 WIB, kecuali hari
Sabtu magang dimulai pukul 08.00 s/d 13.00 WIB.
2. Kegiatan Magang Kerja
Selama kegiatan magang kerja berlangsung, mahasiswa diwajibkan
untuk mengikuti tata tertib yang telah ditentukan oleh perusahaan
diantaranya sebagai berikut:
a. Peserta magang diwajibkan melapor kepada pembimbing lapangan
sebelum pelaksanaan megang kerja.
b. Peserta magang diwajibkan memakai pakaian baju putih dan celana
hitam dengan ketentuan rapi dan sopan.
c. Datang dan pulang tepat waktu sesuai aturan yang ditetapkan.
d. Tidak diperkenankan merokok selama kegiatan magang kerja
berlangsung.
Waktu pelaksanaan magang kerja sudah disepakati antara pihak
perusahaan dan penulis, dimana waktu pelaksanaan magang kerja
selama satu bulan yaitu dari 17 Januari – 17 Februari 2011. Untuk
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
56
waktu pelaksanaan magang kerja dalam satu minggu masuk lima kali
dan lama penelitian mulai pukul 08.00-16.00WIB. Kegiatan selama
magang kerja telah diatur oleh pihak PT. Kusumahadi Santosa yang
disesuaikan dengan jurusan yang diambil dalam perkuliahaan. Karena
jurusan yang diambil mahasiswa adalah Manajemen Industri maka
pelaksanaan magang kerja ditempatkan dibagian produksi. Berikut ini
merupakan rincian laporan semua kegiatan selama penelitian yang
dilakukan penulis di PT. Kusumahadi Santosa:
a. Minggu pertama
Pada minggu pertama kegiatan magang kerja belum banyak
kegitan yang dilakukan penulis di obyek penelitian, beberapa
kegiatan yang dilakukan antara lain:
1) Perkenalan mahasiswa dengan pembimbing lapangan.
2) Perkenalan dengan beberapa karyawan perusahaan.
3) Penetapan jadwal magang kerja dan pemberitahuan aturan yang
diberlakukan bagi penulis.
4) Pengenalan mesin- mesin produksi.
5) Penjelasan proses produksi secara umum.
b. Minggu kedua
Pada minggu kedua penulis ditempatkan dibagian persiapan, dan
produksi, kegiatan yang dilakukan pada minggu kedua antara lain:
1) Melihat dan mengamati proses pemintalan benang dibagian hani.
2) Melihat dan mengamati proses penganjian dibagian sizing.
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
57
3) Mengamati proses pencucukan dan penyambungan benang.
4) Mengamati proses penenunan kain dibagian produksi.
c. Minggu ketiga
Pada minggu ketiga penulis diijinkan melakukan pengamatan
dibagian finishing. Kegiatan yang penulis lakukan dilokasi finishing
antara lain:
1) Mengamati proses pengendalian kualitas dibagian inspecting.
2) Pada bagian inspecting penulis diijinkan membantu proses
pengendalian kualitas kain cotton dan rayon.
3) Mengamati proses pelipatan hasil akhir.
d. Minggu keempat
Pada minggu keempat penulis melakukan pengamatan dan
pencarian data dibagian kantor administrasi departemen weaving 2.
Kegiatan yang penulis lakukan antara lain:
1) Mencatat dan mengambil data proses produksi kain RYP 2029.
2) Mengambil data produksi kain RYP 2029.
3) Membantu pekerjaan bagian administrasi.
e. Minggu kelima
Pada minggu kelima penulis diberi tugas untuk membantu
dibagian persiapan, produksi dan finishing. Kegiatan yang dilakukan
penulis antara lain:
1) Mencatat dan menghitung waktu proses produksi kain RYP 2029.
2) Mencatat dan menghitung efisiensi benang/Beam.
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
58
3) Mencatat dan menghitung tingkat kemuluran benang pada bagian
sizing.
4) Mencatat dan menghitung Beam yang akan habis dibagian
produksi.
5) Perpisahan dan pemberian kenang- kenangan.
C. ANALISIS EFISIENSI LAYOUT FASILITAS PRODUKSI
PT. Kusumahadi Santosa adalah perusahan penghasil produk kain
putih polos maupun kain bermotif, produk yang dihasilkan tergantung dari
permintaan buyer. Setiap hari PT. Kusumahadi Santosa membuat produk
sesuai target dan jenis kain yang dipesan dengan waktu kerja sembilan
jam dengan istirahat satu jam pada setiap shift. Penelitian ini
memfokuskan pada produk RYP 2029. PT. Kusumahadi Santosa harus
menjaga produktivitasnya agar terjaga kualitas produksinya sesuai
dengan pemintaan, didalam menjaga produktivitasnya PT. Kusumahadi
Santosa membutuhkan perencanaan proses produksi, salah satu hal yang
penting adalah penempatan fasilitas produksi atau layout serta stasiun
kerja yang efektif, yang memerlukan perencanaan dan pengaturan yang
baik.
Perencanaan layout yang baik haruslah efektif yang ditandai dengan
jumlah stasiun kerja yang optimal dan efektif untuk digunakan dalam
proses produksi kain RYP 2029, jumlah stasiun kerja dapat dihitung
dengan analisis keseimbangan lini. Keseimbangan lini mampu
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
59
memberikan informasi tentang tingkat efisiensi produktifitas kerja yang
ditandai dengan jumlah kapasitas produksi, stasiun kerja yang dibuat,
jadwal kerja, urutan kerja, mesin yang dipakai, sehingga dalam proses
produksi tidak ada waktu penundaan yang dapat menimbulkan
pemborosan (waste).
Berikut ini pengukuran tingkat keefektifan layout aliran pada
departemen sewing untuk proses produksi kain RYP 2029 pada PT.
Kusumahadi Santosa Jaten Karanganyar dengan metode line balancing :
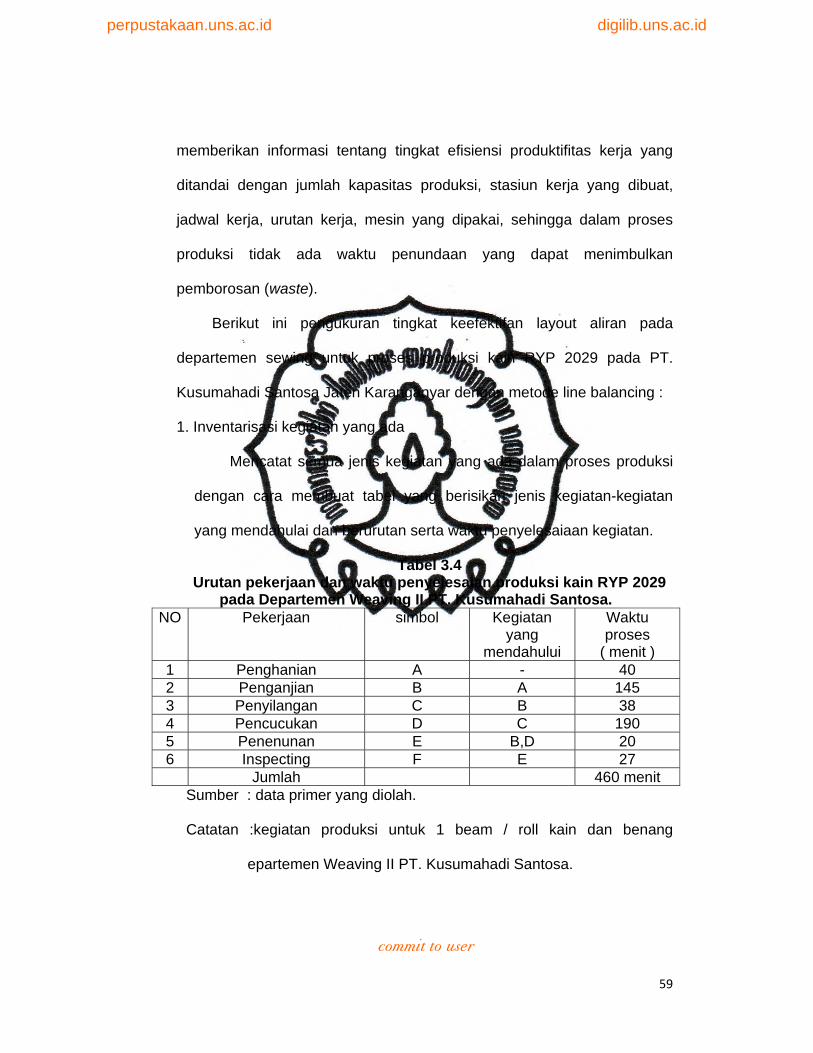
1. Inventarisasi kegiatan yang ada
Mencatat semua jenis kegiatan yang ada dalam proses produksi
dengan cara membuat tabel yang berisikan jenis kegiatan-kegiatan
yang mendahulai dan berurutan serta waktu penyelesaiaan kegiatan.
Tabel 3.4 Urutan pekerjaan dan waktu penyelesaian produksi kain RYP 2029
pada Departemen Weaving II PT. Kusumahadi Santosa. NO Pekerjaan simbol Kegiatan
yang mendahului
Waktu proses
( menit ) 1 Penghanian A - 40 2 Penganjian B A 145 3 Penyilangan C B 38 4 Pencucukan D C 190 5 Penenunan E B,D 20 6 Inspecting F E 27 Jumlah 460 menit
Sumber : data primer yang diolah.
Catatan :kegiatan produksi untuk 1 beam / roll kain dan benang
epartemen Weaving II PT. Kusumahadi Santosa.
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
60
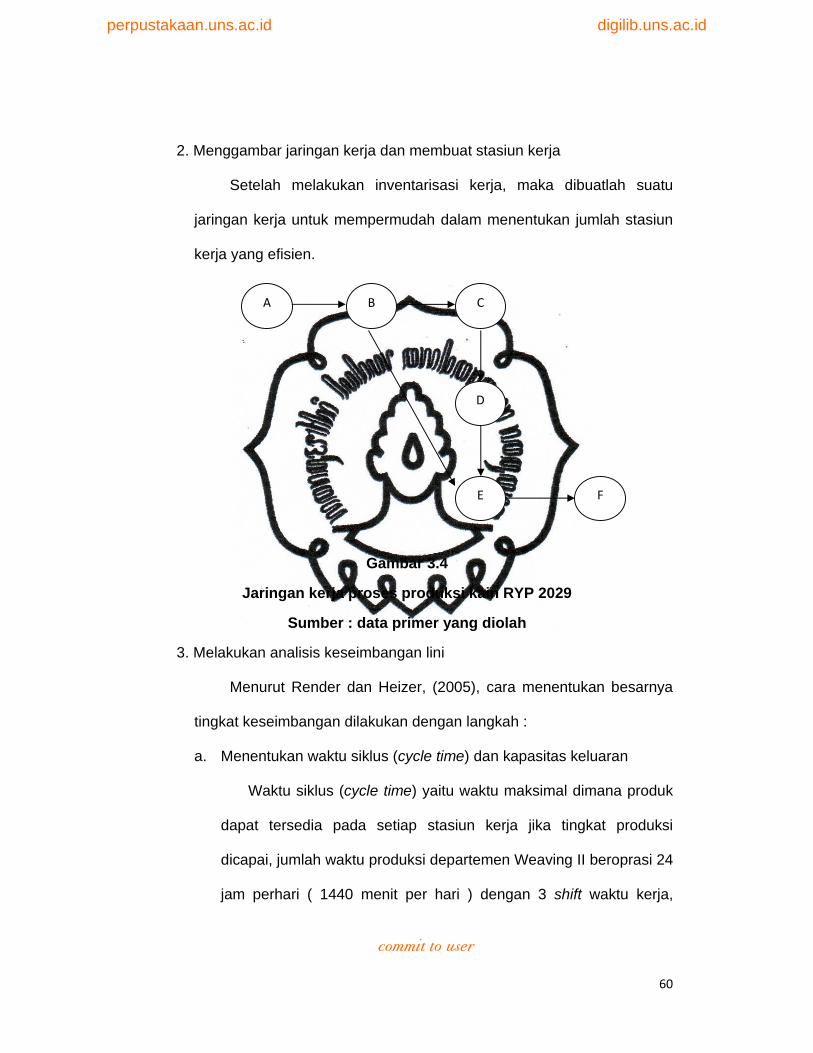
2. Menggambar jaringan kerja dan membuat stasiun kerja
Setelah melakukan inventarisasi kerja, maka dibuatlah suatu
jaringan kerja untuk mempermudah dalam menentukan jumlah stasiun
kerja yang efisien.
Gambar 3.4
Jaringan kerja proses produksi kain RYP 2029
Sumber : data primer yang diolah
3. Melakukan analisis keseimbangan lini
Menurut Render dan Heizer, (2005), cara menentukan besarnya
tingkat keseimbangan dilakukan dengan langkah :
a. Menentukan waktu siklus (cycle time) dan kapasitas keluaran
Waktu siklus (cycle time) yaitu waktu maksimal dimana produk
dapat tersedia pada setiap stasiun kerja jika tingkat produksi
dicapai, jumlah waktu produksi departemen Weaving II beroprasi 24
jam perhari ( 1440 menit per hari ) dengan 3 shift waktu kerja,
A C B
D
E F
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
61
setiap shift waktu kerja yang tersedia adalah 8 jam hari dengan
target produksi perhari 6 beam (roll kain), maka dapat diketahui:
Waktu produksi yang tersedia perhari = 8 jam = 480 menit
Jumlah waktu seluruh tugas = 460 menit, yang menunjukkan waktu
siklus maksimum yang mungkin.
Waktu elemen tugas terpanjang adalah 190 menit ( waktu untuk
mengerjakan tugas pencucukan/kegiatan D) yang merupakan
waktu siklus minimum yang memungkinkan.
Kapasitas keluaran untuk produksi kain RYP 2029 jika digunakan
waktu siklus 190 menit :
Kapasitas keluaran (K) =
=
= 7,578 beam
= 8 beam ( roll kain) perhari
Jadi Departemen Weaving II dengan menggunakan waktu siklus
190 menit dapat memproduksi 8 beam ( roll kain ) RYP 2029
perhari.
Jika digunakan waktu siklus 240 menit perhari :
Kapasitas keluaran (K)=
=
= 6 beam roll kain perhari
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
62
Jadi Departemen Weaving II dengan menggunakan waktu siklus
240 menit dapat memproduksi 6 beam ( roll kain ) RYP 2029
perhari.
Dimana K menunjukkan tingkat keluaran yang diinginkan, apabila
departemen weaving II menginginkan output ( keluaran ) sebanyak
6 beam perhari, maka waktu siklus dapat dihitung dengan :
Cycle time (waktu siklus) dapat dihitung dengan rumus
sebagai berikut:
WaktuSiklus =
WaktuSiklus = /
/
= 240 menit/beam kain
Jadi dalam setiap produksi untuk mendapatkan keluaran sebanyak
6 beam perhari maka departemen Weaving II menggunakan waktu
siklus 240 menit/ beam kain.
b. Menghitung jumlah stasiun kerja secara teoritis
Setelah waktu siklus (cycle time) diketahui maka langkah
selanjutnya adalah menghitung stasiun kerja terkecil (work station).
Stasiun kerja adalah jumlah waktu pengerjaan tugas total (waktu yang
dibutuhkan untuk membuat produk) dibagi dengan waktu siklus.
Untuk waktu waktu pengejaan per shiftnya dibutuhkan 460 menit.
Jumlah minimum stasiun kerja dapat dihitung dengan rumus sebagai
berikut:
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
63
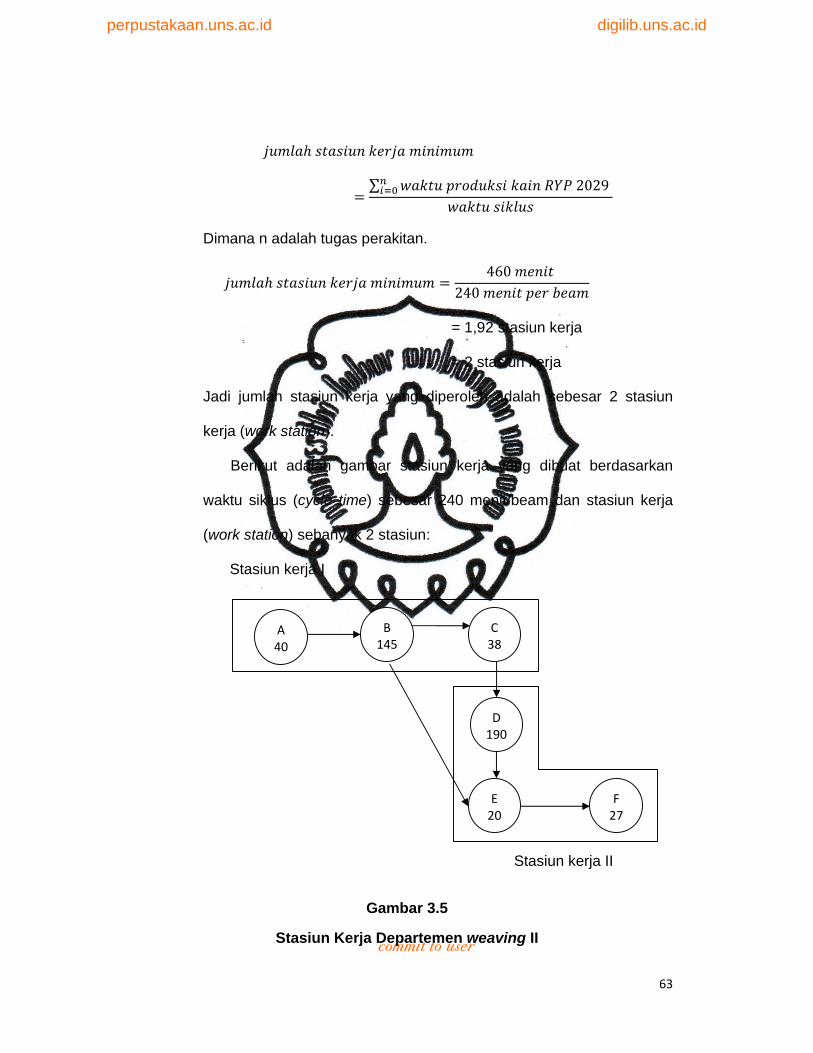
∑ 2029
Dimana n adalah tugas perakitan.
460
240
= 1,92 stasiun kerja
= 2 stasiun kerja
Jadi jumlah stasiun kerja yang diperoleh adalah sebesar 2 stasiun
kerja (work station).
Berikut adalah gambar stasiun kerja yang dibuat berdasarkan
waktu siklus (cycle time) sebesar 240 menit/beam dan stasiun kerja
(work station) sebanyak 2 stasiun:
Stasiun kerja I
Stasiun kerja II
Gambar 3.5
Stasiun Kerja Departemen weaving II
F 27
E 20
D 190
C 38
B 145
A 40
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
64
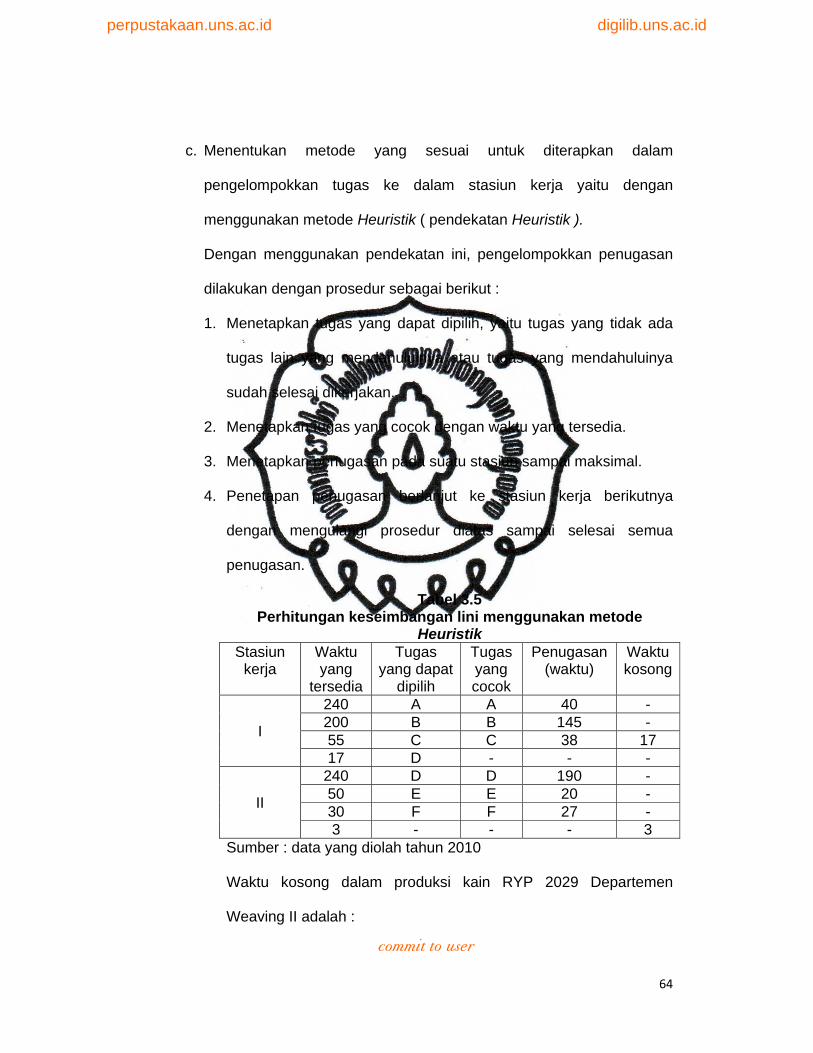
c. Menentukan metode yang sesuai untuk diterapkan dalam
pengelompokkan tugas ke dalam stasiun kerja yaitu dengan
menggunakan metode Heuristik ( pendekatan Heuristik ).
Dengan menggunakan pendekatan ini, pengelompokkan penugasan
dilakukan dengan prosedur sebagai berikut :
1. Menetapkan tugas yang dapat dipilih, yaitu tugas yang tidak ada
tugas lain yang mendahuluinya atau tugas yang mendahuluinya
sudah selesai dikerjakan.
2. Menetapkan tugas yang cocok dengan waktu yang tersedia.
3. Menetapkan penugasan pada suatu stasiun sampai maksimal.
4. Penetapan penugasan berlanjut ke stasiun kerja berikutnya
dengan mengulangi prosedur diatas sampai selesai semua
penugasan.
Tabel 3.5 Perhitungan keseimbangan lini menggunakan metode
Heuristik Stasiun
kerja Waktu yang
tersedia
Tugas yang dapat
dipilih
Tugas yang cocok
Penugasan(waktu)
Waktu kosong
I
240 A A 40 - 200 B B 145 - 55 C C 38 17 17 D - - -
II
240 D D 190 - 50 E E 20 - 30 F F 27 - 3 - - - 3
Sumber : data yang diolah tahun 2010
Waktu kosong dalam produksi kain RYP 2029 Departemen
Weaving II adalah :
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
65
Waktu kosong = N x ws T
= 2 x 240 – 460
= 20 menit waktu kosong
Jadi pada produksi kain RYP 2029 di setiap shift pada
departemen Weaving II terdapat waktu kosong selama 20 menit.
d. Menentukan efisiensi keseimbangan lini
Efesiensi keseimbangan lini dapat dihitung dengan membagi
waktu tugas total dengan jumlah stasiun kerja yang dibutuhkan
dikalikan dengan waktu siklus.
Diketahui waktu siklus (cycle time) sebesar 240 menit, jumlah
stasiun kerja aktual sebesar 1,92 dan waktu produksi adalah 460
menit. Cycle time (waktu siklus) dapat dihitung dengan rumus sebagai
berikut:
Efisiensi = ∑
x100%
Efisiensi = ,
x100%
= 99,826389%
= 99,83 % Efisiensi
Jadi setiap shift departemen Weaving II dalam memproduksi kain
RYP 2029 memiliki efisiensi sebesar 99,83 %.
Manajer operasi membandingkan tingkat efesiensi yang berbeda
untuk stasiun kerja yang berbeda. Dengan cara ini, perusahaan dapat
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
66
menentukan sensitivitas lini produksi akan perubahan tingkat produksi
dan penugasan stasiun kerja.
Efisiensi = ∑
x100%
Efisiensi = x100%
= 95,833333%
= 95,83 %
= 96% Efisiensi Setiap shift pada departemen Weaving II dalam memproduksi kain
RYP 2029 memiliki efisiensi sebesar 96 %.
Jadi efisiensi dapat tercapai pada saat perusahaan menggunakan
stasiun kerja sebanyak 1,92 stasiun kerja dengan tingkat efisiensi
yang dihasilkan sebesar 99.83% efisiensi. Depatemen Weaving II
dalam produksinya di setiap shift efisiensinya sebesar 99,83%
sehingga tingkat produksinya optimal.
e. Menentukan efektifitas
Efektifitas lini merupakan tingkat kapasitas yang diijinkan yang
bisa dicapai (Render dan Heizer, 2005). Cara menentukan besarnya
tingkat efektifitas dilakukan dengan langkah : Diketahui waktu kerja
perhari selama 24 jam = 1440 menit
Cycle time selama 240 menit
Output perhari yang dicapai =
= 6 beam roll kain
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
67
Efektifitas =
100%
Efektifitas = 100%
= 100% Efektifitas
Jadi dalam produksinya departemen Weaving II mempunyai keluaran
sebesar 6 beam kain setiap shiftnya, yang mempunyai 100%
keefektifan produksi.
Penundaan = 100%
Penundaan = 100% = 1,38% Penundaan
Efisiensi = 100% - 1,38% = 98,62% Efisiensi Produksi
Jadi efisiensi yang dapat dicapai oleh departemen Weaving II
dengan tingkat efisiensi yang dihasilkan setelah dikurangi dengan
tingkat penundaan 1,38% adalah sebesar 98,62% efisiensi.
Depatemen Weaving II dalam produksinya di setiap shift efisiensinya
sebesar 98,62%.
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
68
BAB IV
PENUTUP
A. KESIMPULAN
Layout fasilitas produksi pada PT.Kusumahadi Santosa untuk produk
kain RYP 2029 pada departemen weaving II dengan menggunakan
perhitungan metode keseimbangan lini sudah efektif dan efisien, hal ini
dibuktikan dengan:
a. Cycle time (waktu siklus) untuk menghasilkan produk sebanyak 6
beam kain adalah 240 menit.
b. Stasiun kerja yang diperoleh dari total waktu produksi 460 menit untuk
setiap shiftnya, dan dibagi waktu siklus sebesar 240 menit adalah 2
stasiun kerja.
c. Tingkat efisiensi layout fasilitas produksi RYP 2029 pada departemen
weaving II di PT. Kusumahadi Santosa adalah 98,62%. Karena tingkat
efisiensi layout fasilitas produksi kain RYP 2029 pada departemen
weaving II di PT. Kusumahadi Santosa sudah optimal maka tidak
dapat ditingkatkan lagi.
d. Tingkat efektifitas layout fasilitas produksi kain RYP 2029 pada
departemen weaving II di PT. Kusumahadi Santosa adalah 100%.
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
69
B. SARAN
1. PT. Kusumahadi Santosa khususnya Departemen weaving II agar
mempertahankan layout fasilitas yang telah diterapkan atau yang ada
karena sudah efisien dan efektif.
2. Untuk mendapatkan efisiensi dan efektifitas produksi yang tinggi,
sebaiknya perusahaan menggunakan siklus kerja 240 menit.
3. PT. Kusumahadi Santosa dapat melakukan pelatihan silang atau
rotasi kepada semua karyawan, apabila terdapat kekurangan tenaga
saat produksi berlangsung dapat menggunakan tenaga kerja pada
bagian yang lain atau bagian yang menganggur.
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
70
DAFTAR PUSTAKA
Gitosudarmo, Indriyo. 2002. Manajemen Operasi. Edisi kedua. Yogyakarta : BPFE.
Nasution, Arman H. 2003. Perencanaan dan pengendalian produksi. Edisi
Pertama. Surabaya : Guna widya. Purnomo, Hari. 2004. Perencanaan dan Perancangan Fasilitas. Edisi I.
Yogyakarta : Graha Ilmu Render dan Heizer. 2005. Manajemen Operasi. Edisi Ketujuh. Jakarta :
Salemba Empat. Subagyo, Pangestu. 2000. Manajemen Operasi. Edisi pertama. Yogyakarta :
BPFE Sumayang, Lalu. 2003. Dasar-Dasar Manajemen Produksi dan Operasi. Jakarta
: Salemba Empat Wignjosoebroto, Sritomo. 2003. Tata Letak Pabrik dan Pemindahan Barang.
Jakarta : Guna Widya Yamit, Zulian. 1998. Manajemen produksi dan operasi. Edisi Pertama.
Yoyakarta : Ekonisia.